Embed Size (px)
DESCRIPTION
Experienced Based Rules of Chemical Engineering
Citation preview

Spreadsheet to accompany the article:"Experienced-Based Rules of Chemical Engineering"This spreadsheet contains a list of the experience based rules that appeared in the article above.This spreadsheet can be updated with additional rules under the condition that you send the additional rules to [email protected] so that they can also appear of the website. The preferred method of additional would be to add your rules in a different colored text and simply emailthis spreadsheet back to me at the above email address.
If you need to reference any of the rules used here in a literary work, you should include all four references below:
Haslego, C., "The Chemical Engineers' Resource Page", www.cheresources.com, Richmond, VA 2000
Revision History:
Revision 1 : Added Information Appearing in Blue Text, August 25, 2002Formatted to facilitate printing
Walas S. M., Chemical Process Equipment: Selection and Design, Butterworths, Stoneham, MA 1988.
Turton R., et al, Analysis, Synthesis, and Design of Chemical Processes, Prentice Hall, Upper Saddle River, NJ 1998
Branan, C., Rules of Thumb for Chemical Engineers, Gulf Publishing, Houston, TX 1998

"Experienced-Based Rules of Chemical Engineering"
This spreadsheet can be updated with additional rules under the condition that you send the additional
The preferred method of additional would be to add your rules in a different colored text and simply email
If you need to reference any of the rules used here in a literary work, you should include all four references below:
Haslego, C., "The Chemical Engineers' Resource Page", www.cheresources.com, Richmond, VA 2000
, Butterworths, Stoneham, MA 1988.
, Prentice Hall, Upper Saddle River, NJ 1998

Multiply by to getInputs
Acres 43560 0 Square FeetAcres 4840 0 Square YardsAcre Feet 43560 0 Cubic FeetAcre Feet 325851 0 Gallons
Atmospheres 76.00 0 Cms. of MercuryAtmospheres 29.92 0 Inches of MercuryAtmospheres 33.90 0 Feet of WaterAtmosphere 14.70 0 Lbs./sq. in.Barrels -- Oil 42.00 0 Gallons-- oil
Barrels Cem 376.00 0 Lbs. -- CementBags/sacks cement 0.94 0 Lbs. CemenBritish Thermal Units 777.50 0 Foot -- LbsBtu/min 12.96 0 Ft. -- Lbs./secBtu/min 0.02 0 Horse PowerBtu/min 17.57 0 Watts
Cubic Feet 1728.00 0 Cubic InchesCubic Feet 0.04 0 Cubic YardsCubic Feet 7.48 0 GallonsCubic Feet/min 0.12 0 Gallons/see.Cubic Feet/rain 62.43 0 Lbs. water/min.Cubic Feet/sec 0.65 0 Million Gals./Day
Cubic Feet/sec 448.83 0 Gallons/min.Feet 12.00 0 InchesFeet of water 62.43 0 Lbs./sq. ft.Feet of water 0.43 0 Lbs./sq. in.Feet/min 0.02 0 Ft./sec.Feet/min 0.01 0 Miles/hr.
Feet/sec 0.59 0 Knots0
Feet/sec 0.68 0 Miles/hr.Feet/sec 0.01 0 Miles/minGallons 0.13 0 Cubic FeetGallons 231.00 0 Cubic InchesGallons 8.00 0 Pints (Liquid)
Gallons 4.00 0 Quarts ~ Liquid)Gallons Imperial 1.20 0 U. S. GallonsGallons Water 8.35 0 Lbs. WaterGallons/hour 8.02 0 Cubic Feet/hr.Horse Power 42.44 0 Btu/Min.Horse Power 33.00 0 Foot-lbs./min.
Horse Power 550.00 0 Ft.-Lbs./Sec.Horse Power 745.70 0 Watts

Kilograms 35.27 0 OuncesKilograms 2.20 0 PoundsKilo Watts 56.92 0 Btu/min.Kilo Watts 1.34 0 Horse PowerMiles 5280 0 Feet
Miles 1760.00 0 YardsMiles/hr 88.00 0 Ft./Min.Miles/hr 1.47 0 Ft./sec.Milliliters 0.03 0 OuncesOunces 0.06 0 Lbs.Ounces (Fluid) 1.81 0 Cubic Inches
Pounds 453.59 0 GramsPounds 0.45 0 KilogramsPounds 16.00 0 OuncesPounds 0.00 0 Tons (Short)Pounds Water 0.02 0 Cubic FeetPounds Water 27.68 0 Cubic InchesPounds Water 0.12 0 GallonsPounds/sq ft 0.02 0 Feet of Water
0Pounds/sq in 2.31 0 Feet of WaterQuarts (Dry) 67.20 0 Cubic InchesQuarts (Liquid) 57.75 0 Cubic InchesRadians 57.30 0 DegreesRadians 3438.00 0 MinutesRadians 0.64 0 Quadrant
0Square Feet 0.00 0 AcresSquare Feet 144.00 0 Square InchesSquare miles 640.00 0 AcresSquare yards 9.00 0 Square Feet
0Temperature (°C) 273 x 1 273 Abs. Temp. (°K) (Kelvin)Temperature (°C) 32 x 1.8 32 Temp. (°F)Temperature (°F) 9.67 x 1 459.67 Abs. Temp. (°R) (Rankine)Temperature (°F) -32 x 5/9 -17.78 Temp.(°C)
Tons Long 2240 0 PoundsTons Short 2000 0 PoundsTons Short 32000 0 Ounces
Watts 0.06 0 Btu/min.Watts 44.26 0 Foot-pounds/minWatt-Hours 3.42 0 BtuWatt-Hours 2655 0 Foot-poundsYards 3.00 0 FeetYards 36.00 0 Inches
Yards 0.91 0 Meters

inch (in) 0.25 0 millimeter (mm)feet (ft) 0.30 0 meters mile (mi) 1.61 0 kilometers square mile 2.59 0 square kilometer
0.06 0 liters per second (L/s)
0.04 0 cubic meters per second
3785 0 cubic meter per dayfoot per second(ft/s) 0.31 0 meter per second
0.03 0 cubic meter per second
0.09 0 meter squared per secondliter 1000 0 cubic meterliter 1.06 0 quartscubic centimeter 16.40 0 Cubic inchcubic centimeter 0.03 0 Ounces1 kilogram 2.21 0 Poundspounds 453.60 0 gramscm 0.39 0 inch1 short ton of CO2 17.80 0 McfCO2 @ 25 deg C and 1 atmteaspoons (tsp) 5.00 0 millilitersTablespoon (Tbsp) 15.00 0 millilitersjiggers 1.50 0 Ouncesjiggers 44.40 0 milliliters
http://www.professionalgeologist.org/multiply_.htm
gallon per minute (gal/min)
million gallons per day (Mgal/d) million gallons per day (Mgal/d)
cubic foot per second (ftS/s) foot squared per second(ft~/s)

Physical Properties
Property Units Water Organic Liquids Steam Air
Heat Capacity KJ/kg 0C 4.2 1.0-2.5 2.0 1.0
Btu/lb 0F 1.0 0.239-0.598 0.479 0.239
Density kg/m3 1000 700-1500 1.29@STP
lb/ft3 62.29 43.6-94.4 0.08@STP
Latent Heat KJ/kg 1200-2100 200-1000
Btu/lb 516-903 86-430
Thermal Cond. W/m 0C 0.55-0.70 0.10-0.20 0.025-0.070 0.025-0.05
Btu/h ft 0F 0.32-0.40 0.057-0.116 0.0144-0.040 0.014-0.029
Viscosity cP 1.8 @ 0 0C **See Below 0.01-0.03 0.02-0.05
0.57 @ 50 0C
0.28 @ 100 0C
0.14 @ 200 0C
Prandtl Number 1-15 10-1000 1.0 0.7
** Viscosities of organic liquids vary widely with temperature
Liquid densities varies with temperature by:
Gas densities can be calculated by:
Boiling Point of Water as a Function of Pressure:
Tbp (0C) = (Pressure (MPa) x (1x109))0.25

Organic Vapors
2.0-4.0
0.479-0.958
0.02-0.06
0.116-0.35
0.01-0.03
0.7-0.8

Materials of Construction
Material Advantage
Carbon Steel
Stainless Steel
254 SMO (Avesta)
Titanium
Pd stabilized Titanium
Nickel
Hastelloy Alloy
Graphite
Tantalum
Low cost, easy to fabricate, abundant, most common material. Resists most alkaline environments well.
Relatively low cost, still easy to fabricate. Resist a wider variety of environments than carbon steel. Available is many different types.
Moderate cost, still easy to fabricate. Resistance is better over a wider range of concentrations and temperatures compared to stainless steel.
Very good resistance to chlorides (widely used in seawater applications). Strength allows it to be fabricated at smaller thicknesses.
Superior resistance to chlorides, even at higher temperatures. Is often used on sea water application where Titanium's resistance may not be acceptable.
Very good resistance to high temperature caustic streams.
Very wide range to choose from. Some have been specifically developed for acid services where other materials have failed.
One of the few materials capable of withstanding weak HCl streams.
Superior resistance to very harsh services where no other material is acceptable.

Disadvantage
Very poor resistance to acids and stronger alkaline streams. More brittle than other materials, especially at low temperatures.
No resistance to chlorides, and resistance decreases significantly at higher temperatures.
Little resistance to chlorides, and resistance at higher temperatures could be improved.
While the material is moderately expensive, fabrication is difficult. Much of cost will be in welding labor.
Very expensive material and fabrication is again difficult and expensive.
Moderate to high expense. Difficult to weld.
Fairly expensive alloys. Their use must be justified. Most are easy to weld.
Brittle, very expensive, and very difficult to fabricate. Some stream components have been know to diffusion through some types of graphites.
Extremely expensive, must be absolutely necessary.

Compressors and Vacuum Equipment
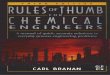
A. The following chart is used to determine what type of compressor is to be used:
B. Fans should be used to raise pressure about 3% (12 in water), blowers to raise to less than 2.75 barg (40 psig), and compressors to higher pressures.C. The theoretical reversible adiabatic power is estimated by:
where:
E. Exit temperatures should not exceed 204 0C (400 0F).
G. Compression ratios should be about the same in each stage for a multistage unit,
H. Efficiencies for reciprocating compressors are as follows:65% at compression ratios of 1.575% at compression ratios of 2.080-85% at compression ratios between 3 and 6
I. Efficiencies of large centrifugal compressors handling 2.8 to 47 m3/s (6000-100,000 acfm) at suction is about 76-78%
L. A three stage ejector requires about 100 lb steam/lb air to maintain a pressure of 1 torr.
Power = m z1 R T1 [({P2 / P2}a - 1)] / a
T1 is the inlet temperature, R is the gas constant, z1 is the compressibility, m is the molar flow rate, a = (k-1)/k , and k = Cp/Cv
D. The outlet for the adiabatic reversible flow, T2 = T1 (P2 / P1)a
F. For diatomic gases (Cp/Cv = 1.4) this corresponds to a compression ratio of about 4
the ratio = (Pn / P1) 1/n, with n stages.
J. Reciprocating piston vacuum pumps are generally capable of vacuum to 1 torr absolute, rotary piston types can achieve vacuums of 0.001 torr.
K. Single stage jet ejectors are capable of vacuums to 100 torr absolute, two stage to 10 torr, three stage to 1 torr, and five stage to 0.05 torr.
M. Air leakage into vacuum equipment can be approximated as follows:Leakage = k V(2/3)where k =0.20 for P >90 torr, 0.08 for 3 < P < 20 torr, and 0.025 for P < 1 torr V = equipment volume in cubic feet Leakage = air leakage into equipment in lb/h
101
102 103 104 105 106
10
102
103
104
105
Inlet Flow, acfm
Dis
cha
rge
Pre
ssur
e, p
sia
Reciprocating
Centrifugal
Axial Flow

Cooling Towers
Relative Size
5 2.415 1.025 0.55
A. With industrial cooling towers, cooling to 90% of the ambient air saturation level is possible.
B. Relative tower size is dependent on the water temperature approach to the wet bulb temperature:
Twater-Twb
C. Water circulation rates are generally 2-4 GPM/sq. ft (81-162 L/min m2) and air velocities are usually 5-7 ft/s (1.5-2.0 m/s)
D. Countercurrent induced draft towers are the most common. These towers are capable of cooling to within 2 °F (1.1 °C) of the wet bulb temperature. A 5-10 °F (2.8-5.5 °C) approach is more common.
E. Evaporation losses are about 1% by mass of the circulation rate for every 10 °F (5.5 °C) of cooling. Drift losses are around 0.25% of the circulation rate. A blowdown of about 3% of the circulation rate is needed to prevent salt and chemical treatment buildup.

Conveyors
A. Pneumatic conveyors are best suited for high capacity applications over distances of up to about 400 ft. Pneumatic conveying is also appropriate for multiple sources and destinations. Vacuum or low pressure (6-12 psig or 0.4 to 0.8 bar) is used for generate air velocities from 35 to 120 ft/s (10.7-36.6 m/s). Air requirements are usually in the range of 1 to 7 cubic feet of air per cubic foot of solids (0.03 to 0.5 cubic meters of air per cubic meter of solids).
B. Drag-type conveyors (Redler) are completed enclosed and suited to short distances. Sizes range from 3 to 19 inches square (75 to 480 mm). Travel velocities can be from 30 to 250 ft/min (10 to 75 meters/min). The power requirements for these conveyors is higher than other types.
C. Bucket elevators are generally used for the vertical transport of sticky or abrasive materials. With a bucket measuring 20 in x 20 in (500 mm x 500 mm), capacities of 1000 cubic feet/hr (28 cubic meters/hr) can be reached at speeds of 100 ft/min (30 m/min). Speeds up to 300 ft/min (90 m/min) are possible.
D. Belt conveyors can be used for high capacity and long distance transports. Inclines up to 30° are possible. A 24 in (635 mm) belt can transport 3000 cu. ft./h (85 cu m/h) at speeds of 100 ft/min (30.5 m/min). Speeds can be as high as 600 ft/min (183 m/min). Power consumption is relatively low.
E. Screw conveyors can be used for sticky or abrasive solids for transports up to 150 ft (46 m). Inclines can be up to about 20°. A 12 in (305 mm) diameter screw conveyor can transport 1000-3000 cu. ft./h (28-85 cu. m/h) at around 40-60 rpm.

Crystallization
A. During most crystallizations, C/Csat (concentration/saturated concentration) is kept near 1.02 to 1.05
B. Crystal growth rates and crystal sizes are controlled by limiting the degree of supersaturation.
C. During crystallization by cooling, the temperature of the solution is kept 1-2 °F (0.5-1.2 °C) below the saturation point at the given concentration.
D. A generally acceptable crystal growth rate is 0.10 - 0.80 mm/h

Drivers
A. Efficiencies: 85-95% for motors, 40-75% for steam turbines, 28-38% for gas engines and turbines.
B. Electric motors are nearly always used for under 100 HP (75 kW). They are available up to 20,000 HP (14,915 kW).
C. Induction motors are most popular. Synchronous motors have speeds as low as 150 rpm at ratings above 50 HP (37.3 kW) only. Synchronous motors are good for low speed reciprocating compressors.
D. Steam turbines are seldom used below 100 HP (75 kW). Their speeds can be controlled and they make good spares for motors in case of a power failure.
E. Gas expanders may be justified for recovering several hundred horsepower. At lower recoveries, pressure let down will most likely be through a throttling valve.

Drum Type Vessels
A. Liquid drums are usually horizontal. Gas/Liquid separators are usually verticalB. Optimum Length/Diameter ratio is usually 3, range is 2.5 to 5C. Holdup time is 5 minutes for half full reflux drums and gas/liquid separators Design for a 5-10 minute holdup for drums feeding another columnD. For drums feeding a furnace, a holdup of 30 minutes is a good estimateE. Knockout drum in front of compressors should be designed for a holdup of 10 times the liquid volume passing per minute.F. Liquid/Liquid separators should be designed for settling velocities of 2-3 inches/minG. Gas velocities in gas/liquid separators, velocity = k (liquid density/(vapor density-1))^0.5,
H. A six inch mesh pad thickness is very popular for such vessels
pad and 12 inches after the pad are generally suitable.
where k is 0.35 with horizontal mesh deentrainers and 0.167 with vertical mesh deentrainers. k is 0.1 without mesh deentrainers and velocity is in ft/s
I. For positive pressure separations, disengagement spaces of 6-18 inches before the mesh

Drying Solids
A. Spray dryer have drying times of a few seconds. Rotary dryers have drying times ranging from a few minutes to up to an hour.
B. Continuous tray and belt dryers have drying times of 10-200 minutes for granular materials or 3-15 mm pellets.
C. Drum dryers used for highly viscous fluids use contact times of 3-12 seconds and produce flakes 1-3 mm thick. Diameters are generally 1.5-5 ft (0.5 - 1.5 m). Rotation speeds are 2-10 rpm and the maximum evaporation capacity is around 3000 lb/h (1363 kg/h).
D. Rotary cylindrical dryers operate with air velocities of 5-10 ft/s (1.5-3 m/s), up to 35 ft/s (10.5 m/s). Residence times range from 5-90 min. For initial design purposes, an 85% free cross sectional area is used. Countercurrent design should yield an exit gas temperature that is 18-35 °F (10-20 °C) above the solids temperature. Parallel flow should yield an exiting solids temperature of 212 °F (100 °C). Rotation speeds of 4-5 rpm are common. The product of rpm and diameter (in feet) should be 15-25.
E. Pneumatic conveying dryers are appropriate for particles 1-3 mm in diameter and in some cases up to 10 mm. Air velocities are usually 33-100 ft/s (10-30 m/s). Single pass residence time is typically near one minute. Size range from 0.6-1.0 ft (0.2-0.3 m) in diameter by 3.3-125 ft (1-38 m) in length.
F. Fluidized bed dryers work well with particles up to 4.0 mm in diameter. Designing for a gas velocity that is 1.7-2 times the minimum fluidization velocity is good practice. Normally, drying times of 1-2 minutes are sufficient in continuous operation.

Electric Motors and Turbines
A. Efficiencies range from 85-95% for electric motors, 42-78% for steam turbines 28-38% for gas engines and turbinesB. For services under 75 kW (100 hp), electric motors are almost always used. They can be used for services up to about 15000 kW (20000 hp)C. Turbines can be justified in services where they will yield several hundred horsepowers. Otherwise, throttle valves are used to release pressure.D. A quick estimate of the energy available to a turbine is given by:
where: Delta H = Actual available energy, Btu/lb Cp = Heat Capacity at constant pressure, Btu/lb 0F T1 = Inlet temperature, 0R P1 = Inlet pressure, psia P2 = Outlet pressure, psia K = Cp/Cv
ΔH=C pT 1[1- (P2
P1)(K−1)/K ]0 .5

Evaporation
B. Forced circulation tube velocities are generally in the 15-20 ft/s (4.5-6 m/s) range.
A. Most popular types are long tube vertical with natural or forced circulation. Tubes range from 3/4" to 2.5"
C. Boiling Point Elevation (BPE) as a result of having dissolved solids must be accounted for in the differences between the solution temperature and the temperature of the saturated vapor.
D. BPE's greater than 7 °F (3.9 °C) usually result in 4-6 effects in series (feed-forward) as an economical solution. With smaller BPE's, more effects in series are typically more economical, depending on the cost of steam.
E. Reverse feed results in the more concentrated solution being heated with the hottest steam to minimize surface area. However, the solution must be pumped from one stage to the next.
F. Interstage steam pressures can be increased with ejectors (20-30% efficient) or mechanical compressors (70-75% efficient).

Filtration
C. Belts, top feed drums, and pusher-type centrifuges are best for rapid filtering.
D. Vacuum drums and disk or peeler-type centrifuges are best for medium filtering.
E. Pressure filters or sedimenting centrifuges are best for slow filtering.
A. Initially, processes are classified according to their cake buildup in a laboratory vacuum leaf filter : 0.10 - 10.0 cm/s (rapid), 0.10-10.0 cm/min (medium), 0.10-10.0 cm/h (slow)
B. Continuous filtration methods should not be used if 0.35 sm of cake cannot be formed in less than 5 minutes.
F. Cartridges, precoat drums, and sand filters can be used for clarification duties with negligible buildup.
G. Finely ground mineral ores can utilize rotary drum rates of 1500 lb/dat ft2 (7335 kg/day m2) at 20 rev/h and 18-25 in Hg (457-635 mm Hg) vacuum.
H. Course solids and crystals can be filtered at rates of 6000 lb/day ft2 (29,340 kg/day m2) at 20 rev/h and 2-6 in Hg (51-152 mm Hg) vacuum.

Heat Exchangers
A. For the heat exchanger equation, Q = UAF (LMTD), use F = 0.9 when charts for the LMTD correction factor are not availableB. Most commonly used tubes are 3/4 in. (1.9 cm) in outer diameter on a 1 in triangular spacing at 16 ft (4.9 m) long.C. A 1 ft (30 cm) shell will contains about 100 ft2 (9.3 m2) A 2 ft (60 cm) shell will contain about 400 ft2 (37.2 m2) A 3 ft (90 cm) shell will contain about 1100 ft2 (102 m2)D. Typical velocities in the tubes should be 3-10 ft/s (1-3 m/s) for liquids and 30-100 ft/s (9-30 m/s) for gasesE. Flows that are corrosive, fouling, scaling, or under high pressure are usually placed in the tubesF. Viscous and condensing fluids are typically placed on the shell side.G. Pressure drops are about 1.5 psi (0.1 bar) for vaporization and 3-10 psi (0.2-0.68 bar) for other servicesH. The minimum approach temperature for shell and tube exchangers is about 20 0F (10 0C) for fluids and 10 0F (5 0C) for refrigerants.I. Cooling tower water is typically available at a maximum temperature of 90 0F (30 0C) and should be returned to the tower no higher than 115 0F (45 0C)J. Shell and Tube heat transfer coefficient for estimation purposes can be found in many reference books or an online list can be found at one of the two following addresses:
http://www.processassociates.com/process/heat/uvalues1.htmK. Double pipe heat exchangers may be a good choice for areas from 100 to 200 ft2 (9.3-18.6 m2)L. Spiral heat exchangers are often used to slurry interchangers and other services containing solidsM. Plate heat exchanger with gaskets can be used up to 320 0F (160 0C) and are often used for interchanging duties due to their high efficiencies and ability to "cross" temperatures. More about compact heat exchangers can be found at:
http://www.us.thermal.alfalaval.com/
http://www.cheresources.com/uexchangers.shtml

duties due to their high efficiencies and ability to "cross" temperatures. More about compact heat exchangers

Mixing
B. For baffled tanks, agitation intensity is measured by power input and impeller tip speeds:Power Requirements Tip Velocity
HP/1000 gal kW/m3 ft/s m/sBlending 0.2 - 0.5 0.033 - 0.082 -------------------- --------------------Homogeneous Reaction 0.5 - 1.5 0.082 - 0.247 7.5 - 10.0 2.3 - 3.1Reaction w/ Heat Transfer 1.5 - 5.0 0.247 - 0.824 10.0 - 15.0 3.1 - 4.6Liquid-Liquid Mixture 5.0 0.824 15.0 - 20.0 4.6 - 6.1Liquid-Gas Mixture 5.0 - 10.0 0.824 - 1.647 15.0 - 20.0 4.6 - 6.1Slurries 10.0 1.647 -------------------- --------------------
E. Power to mix a fluid of gas and liquid can be 25-50% less than the power to mix the liquid alone.
A. Mild agitation results from superficial fluid velocities of 0.10-0.20 ft/s (0.03-0.06 m/s). Intense agitation results from velocities of 0.70-1.0 ft/s (0.21-0.30 m/s).
C. Various geometries of an agitated tank relative to diameter (D) of the vessel include:Liquid Level = DTurbine Impeller Diameter = D/3Impeller Level Above Bottom = D/3Impeller Blade Width = D/15Four Vertical Baffle Width = D/10
D. For settling velocities around 0.03 ft/s, solids suspension can be accomplished with turbine or propeller impellers. For settling velocities above 0.15 ft/s, intense propeller agitation is needed.

Pressure and Storage VesselsPressure VesselsA. Design Temperatures between -30 and 345 0C (-22 to 653 0F) is typically about 25 0C (77 0F) above maximum operating temperature, margins increase above this rangeB. Design pressure is 10% or 0.69 to 1.7 bar (10 to 25 psi) above the maximum operating pressure, whichever is greater. The maximum operating pressure is taken as 1.7 bar (25 psi) above the normal operation pressure.C. For vacuum operations, design pressures are 1 barg (15 psig) to full vacuumD. Minimum thicknesses for maintaining tank structure are:
6.4 mm (0.25 in) for 1.07 m (42 in) diameter and under8.1 mm (0.32 in) for 1.07-1.52 m (42-60 in) diameter9.7 mm (0.38 in) for diameters over 1.52 m (60 in)
E. Allowable working stresses are taken as 1/4 of the ultimate strength of the materialF. Maximum allowable working stresses:
Temperature -20 to 650 0F 750 0F 850 0F 1000 0F-30 to 345 0C 400 0C 455 0C 540 0C
CS SA203 18759 psi 15650 psi 9950 psi 2500 psi1290 bar 1070 bar 686 bar 273 bar
302 SS 18750 psi 18750 psi 15950 psi 6250 psi1290 bar 1290 bar 1100 bar 431 bar
G. Thickness based on pressure and radius is given by:
where pressure is in psig, radius in inches, stress in psi, corrosion allowance in inches.**Weld Efficiency can usually be taken as 0.85 for initial design work
for non-corrosive fluids, and 0.06 in (1.5 mm) for steam drums and air receivers.
Storage VesselsH. For less than 3.8 m3 (1000 gallons) use vertical tanks on legsI. Between 3.8 m3 and 38 m3 (1000 to 10,000 gallons) use horizontal tanks on concrete supportsJ. Beyond 38 m3 (10,000 gallons) use vertical tanks on concrete padsK. Liquids with low vapor pressures, use tanks with floating roofs.L. Raw material feed tanks are often specified for 30 days feed suppliesM. Storage tank capacity should be at 1.5 times the capacity of mobile supply vessels. For example, 28.4 m3 (7500 gallon) tanker truck, 130 m3 (34,500 gallon) rail cars
H. Guidelines for corrosion allowances are as follows: 0.35 in (9 mm) for known corrosive fluids, 0.15 in (4 mm)
Thickness =(Pressure ) x (Outer Radius)
(Allowable Stress ) x ( Weld Efficiency ) - 0 . 6 (Pressure )+Corrosion Allowance

H. Guidelines for corrosion allowances are as follows: 0.35 in (9 mm) for known corrosive fluids, 0.15 in (4 mm)

PipingA. Liquid lines should be sized for a velocity of (5+D/3) ft/s and a pressure drop of 2.0 psi/100 ft of pipe at pump discharges At the pump suction, size for (1.3+D/6) ft/s and a pressure drop of 0.4 psi/100 ft of pipe **D is pipe diameter in inchesB. Steam or gas lines can be sized for 20D ft/s and pressure drops of 0.5 psi/100 ft of pipeC. Limits on superheated, dry steam or line should be 61 m/s (200 ft/s) and a pressure drop of 0.1 bar/100 m or 0.5 psi/100 ft of pipe. Limits on saturated steam lines should be 37 m/s (120 ft/s) to avoid erosion.
D. For turbulent flow in commercial steel pipes, use the following:
E. For two phase flow, an estimate often used is Lockhart and Martinelli: First, the pressure drops are calculated as if each phase exist alone in the pipe, then
F. Control valves require at least 0.69 bar (10 psi) pressure drop for sufficient controlG. Flange ratings include 10, 20, 40, 103, and 175 bar (150, 300, 600, 1500, and 2500 psig)H. Globe valves are most commonly used for gases and when tight shutoff is required. Gate valves are common for most other services.I. Screwed fitting are generally used for line sizes 2 inches and smaller. Larger connections should utilize flanges or welding to eliminate leakage.J. Pipe Schedule Number = 1000P/S (approximate) where P is the internal pressure rating in psig and S is the allowable working
stress of the material is psi. Schedule 40 is the most common.
ΔP =M 1. 8 μ0 . 2/20 ,000 D4 .8 ρ.
where:ΔP=Frictional pressure drop, psi/100 equivalent feet of pipe
M.
=Mass flow, lb/hrμ= viscosity, cPρ= density, lb/ft 3
D = Pipe inside diameter, in .**For smooth heat exchanger steel tubes, replace 20,000 with 23,000
X =(ΔP LΔPG )0.5
now, the total pressure drop can be calculated by one of the following:ΔP total=Y L ΔPL or YG ΔPGwhereY L=4 . 6 X -1 .78+12. 5 X -0 .68+0. 65
YG=X2 YL

H. Globe valves are most commonly used for gases and when tight shutoff is required. Gate valves are common for most other services.I. Screwed fitting are generally used for line sizes 2 inches and smaller. Larger connections should utilize flanges or welding to eliminate leakage.J. Pipe Schedule Number = 1000P/S (approximate) where P is the internal pressure rating in psig and S is the allowable working

Pumps
A. Power estimates for pumping liquids: kW=(1.67)[Flow (m3/min)][Pressure drop (bar)]/Efficiency hp=[Flow (gpm)][Pressure drop (psi)]/1714 (Efficiency) **Efficiency expressed as a fraction in these relationsB. NPSH=(pressure at impeller eye-vapor pressure)/(density*gravitational constant) Common range is 1.2 to 6.1 m (4-20 ft) of liquidC. An equation developed for efficiency based on the GPSA Engineering Data Book is: Efficiency = 80-0.2855F+.000378FG-.000000238FG^2+.000539F^2-.000000639(F^2)G+
.0000000004(F^2)(G^2) where Efficiency is in fraction form, F is developed head in feet, G is flow in GPM Ranges of applicability are F=50-300 ft and G=100-1000 GPM Error documented at 3.5%D. Centrifugal pumps: Single stage for 0.057-18.9 m3/min (15-5000 GPM), 152 m (500 ft) maximum head; For flow of 0.076-41.6 m3/min (20-11,000 GPM) use multistage, 1675 m (5500 ft) maximum head; Efficiencies of 45% at 0.378 m3/min (100 GPM), 70% at 1.89 m3/min (500 GPM), 80% at 37.8 m3/min (10,000 GPM).E. Axial pumps can be used for flows of 0.076-378 m3/min (20-100,000 GPM) Expect heads up to 12 m (40 ft) and efficiencies of about 65-85%F. Rotary pumps can be used for flows of 0.00378-18.9 m3/min (1-5000 GPM) Expect heads up to 15,200 m (50,000 ft) and efficiencies of about 50-80%G. Reciporating pumps can be used for 0.0378-37.8 m3/min (10-100,000 GPM) Expect heads up to 300,000 m (1,000,000 ft). Efficiencies: 70% at 7.46 kW (10 hp), 85% at 37.3 kW (50 hp), and 90% at 373 kW (500 hp)

Tray Towers
A. For ideal mixtures, relative volatility can be taken as the ratio of pure component vapor pressuresB. Tower operating pressure is most often determined by the cooling medium in condenser or the maximum allowable reboiler temperature to avoid degradation of the process fluidC. For sequencing columns:
1. Perform the easiest separation first (least trays and lowest reflux)2. If relative volatility nor feed composition vary widely, take products off one at time as the overhead3. If the relative volatility of components do vary significantly, remove products in order of decreasing volatility4. If the concentrations of the feed vary significantly but the relative volatility do not, remove products in order of decreasing concentration.
D. The most economic reflux ratio usually is between 1.2Rmin and 1.5RminE. The most economic number of trays is usually about twice the minimum number of trays.
The minimum number of trays is determined with the Fenske-Underwood Equation.F. Typically, 10% more trays than are calculated are specified for a tower.G. Tray spacings should be from 18 to 24 inches, with accessibility in mindH. Peak tray efficiencies usually occur at linear vapor velocities of 2 ft/s (0.6 m/s) at moderate pressures, or 6 ft/s (1.8 m/s) under vacuum conditions.I. A typical pressure drop per tray is 0.1 psi (0.007 bar)J. Tray efficiencies for aqueous solutions are usually in the range of 60-90% while gas absorption and stripping typically have efficiencies closer to 10-20%K. The three most common types of trays are valve, sieve, and bubble cap. Bubble cap trays are typically used when low-turn down is expected or a lower pressure drop than the valve or sieve trays can provide is necessary.
Valve trays usually cost less than seive trays.N. The most common weir heights are 2 and 3 in and the weir length is typically 75% of the tray diameter
P. The optimum Kremser absorption factor is usually in the range of 1.25 to 2.00Q. Reflux drums are almost always horizontally mounted and designed for a 5 min holdup at half of the drum's capacity.R. For towers that are at least 3 ft (0.9 m) is diameter, 4 ft (1.2 m) should be added to the top for vapor release and 6 ft (1.8 m) should be added to the bottom to account for the liquid level and reboiler returnS. Limit tower heights to 175 ft (53 m) due to wind load and foundation considerations.T. The Length/Diameter ratio of a tower should be no more than 30 and preferrably below 20U. A rough estimate of reboiler duty as a function of tower diameter is given by:
Q = 0.5 D^2 for pressure distillationQ = 0.3 D^2 for atmospheric distillationQ = 0.15 D^2 for vacuum distillationwhere Q is in Million Btu/hr and D is tower diameter in feet
L. Seive tray holes are 0.25 to 0.50 in. diameter with the total hole area being about 10% of the total active tray area.M. Valve trays typically have 1.5 in. diameter holes each with a lifting cap. 12-14 caps/square foot of tray is a good benchmark.
O. Reflux pumps should be at least 25% overdesigned

Packed TowersA. Packed towers almost always have lower pressure drop than comparable tray towers.B. Packing is often retrofitted into existing tray towers to increase capacity or separation.C. For gas flowrates of 500 ft3/min (14.2 m3/min) use 1 in (2.5 cm) packing, for gas flows of 2000 ft3/min (56.6 m3/min) or more, use 2 in (5 cm) packingD. Ratio of tower diameter to packing diameter should usually be at least 15E. Due to the possibility of deformation, plastic packing should be limited to an unsupported depth of 10-15 ft (3-4 m) while metallatic packing can withstand 20-25 ft (6-7.6 m)F. Liquid distributor should be placed every 5-10 tower diameters (along the length) for pall rings and every 20 ft (6.5 m) for other types of random packings
H. Packed columns should operate near 70% flooding.I. Height Equivalent to Theoretical Stage (HETS) for vapor-liquid contacting is 1.3-1.8 ft (0.4-0.56 m) for 1 in pall rings and 2.5-3.0 ft (0.76-0.90 m) for 2 in pall ringsJ. Design pressure drops should be as follows:
Service Pressure drop (in water/ft packing)Absorbers and Regenerators
Non-Foaming Systems 0.25 - 0.40Moderate Foaming Systems 0.15 - 0.25
Fume ScrubbersWater Absorbent 0.40 - 0.60Chemical Absorbent 0.25 - 0.40
Atmospheric or Pressure Distillation 0.40 - 0.80Vacuum Distillation 0.15 - 0.40Maximum for Any System 1.0
**For packing factors and more on packed column design see:Packed Column Design
G. For redistribution, there should be 8-12 streams per sq. foot of tower area for tower larger thanthree feet in diameter. They should be even more numerous in smaller towers.

Reactors
will eventually have to be determined in a pilot plant.
C. For homogeneous stirred tank reactions, the agitor power input should be about 0.5-1.5 hp/1000 gal (0.1-0.3 kW/m3), however, if heat is to be transferred, the agitation should be about three times these amounts.D. Ideal CSTR behavior is usually reached when the mean residence time is 5-10 times the length needed to achieve homogeneity. Homogeneity is typically reached with 500-2000 revolutions of a properly designed stirrer.E. Relatively slow reactions between liquids or slurries are usually conducted most economically in a battery of 3-5 CSTR's in series.F. Tubular flow reactors are typically used for high productions rates and when the residence times are short. Tubular reactors are also a good choice when significant heat transfer to or from the reactor is necessary.G. For conversion under 95% of equilibrium, the reaction performance of a 5 stages CSTR approaches that of a plug flow reactor.H. Typically the chemical reaction rate will double for a 18 0F (10 0C) increase in temperature.I. The reaction rate in a heterogeneous reaction is often controlled more by the rate of heat or mass transfer than by chemical kinetics.J. Sometimes, catalysts usefulness is in improving selectivity rather than increasing the rate of the reaction.
A. The rate of reaction must be established in the laboratory and the residence time or space velocity
B. Catalyst particle sizes: 0.10 mm for fluidized beds, 1 mm in slurry beds, and 2-5 mm in fixed beds.

Refrigeration and Utilities
A. A ton of refrigeration equals the removal of 12,000 Btu/h (12,700 kJ/h) of heatB. For various refrigeration temperatures, the following are common refrigerants:
Temp (0F) Temp (0C) Refrigerant Corresp. Compressor suction press., psia0 to 50 -18 to -10 Chilled brine or glycol NH3 Freon 22 Butane Ethane Propane
-50 to -40 -45 to -10 Ammonia, freon, butane 7.7 - 10.4 10 - 15 1.8 - 2.4-150 to -50 -100 to -45 Ethane, propane 7 - 90.2 0.6 - 12
C. Cooling tower water is received from the tower between 80-90 0F (27-32 0C) and should be returned between 115-125 0F (45-52 0C) depending on the size of the tower. Seawater should be return no higher than 110 0F (43 0C)D. Heat transfer fluids used: petroleum oils below 600 0F (315 0C), Dowtherms or other synthetics below 750 0F (400 0C), molten salts below 1100 0F (600 0C)
the coldest expected ambient temperature.Additional Notes on this section from Art Montemayor :
A. No problem
B. The refrigeration temperatures seem to be non-practical and are not recommendable for design. For example, look atthe added section on the above table, giving the estimated compressor suction pressure for a refrigerationcycle based on the referenced refrigerant. You will note that every one of the cited refrigerants would be yielding a partial vacuum at the evaporator (or even less at the compressor suction port). This is not an acceptable working condition for a dependable and safe unit. Atmospheric air will most certainly migrate into the vacuum space and, in the case of the hydrocarbons, cause the presence of an explosive mixture. The best thing that can happen in these cycles is the inevitable requirement for continuous purging of non-condensables from the system, causing operational problems and emission streams (besides introducing
Propane, for example, are the refrigerants of choice in LNG plants when pre-cooling the natural gas prior to dehydration and subsequent liquefaction. They are favored because of their availability and redundent instrumentationis employed to assure 100+% that air is never sucked into the cycle. This would be disastrous if allowed to happen.
C. The Cooling Water Supply (CWS) will vary in temperature according to the Cooling Water Tower's (CWT) capacity and the local wet bulb temperature. No problem with the first half of this statement. HOWEVER, the Cooling Water Return
the maximum outlet of any heat exchanger. The average temperature of all the comingled CWR streams should be
time. It should not be a continuous, maintained temperature of all the water going to the CWT. You will experience very high water treatment costs, maintenance costs, downtime, and evaporative losses when operating continuously
Real life conditions dictate that there is a practical limit as to the highest temperature the CWR can reach. That is the
limitations which have been empirically found to control fouling, corrosion, and solids precipitation.
D. No comments to add.
E. Common compressed air pressures are: 45, 150, 300, and 450 psigF. Instrument air is generally delivered around 45 psig with a dewpoint that is 30 °F below
water from the humid air and resulting in freezeups). This is never, never done in practice by experienced engineers.
The refrigerants listed above are mainly for evaporator temperatures of no less than -25 oF (in the case of
Ammonia) to -50 oF (for Ethane). Butane, with a N.B.P. of +31 oF, is not considered a refrigerant. Propylene and
temperature of 115 to 125 oF is higher than the average temperature. The 115 to 125 oF return temperature refers to
no higher than 120 oF. Note that I write "no higher". 120 oF should be the highest temperature reached at any one
at 120+ oF. The size of the CWT has not bearing on how hot the CWR can be. A properly designed CWT can
handle any CWR temperature up to 212 oF --- it all depends on the quality of the CW and the total dissolved solids.
basis of my experienced comments above. If your CW were 100% pure H2O, we wouldn't have to worry about
Note that 120 oF is a relatively high temperature. A field rule-of-thumb is that if you can barely hold on to a pipe with
your hand, it is approximately at 120 oF. You can confirm this yourself. As an example, note that Personnel
Protection insulation is mandated in most plants for 130 to 140 oF. These are hot temperatures that cause burns.