Embed Size (px)
Citation preview

Escuela Politécnica del Ejército
Tema: Reconocimiento del Laboratorio de SoldaduraProfesor: Ing. Edwin Ocaña
Integrantes: Gómez Jorge Salazar Hugo Zurita Daniel
Materia: Laboratorio de Soldadura I
NRC: 3272Semestre: Agosto 2103-Diciembre 2013
Lugar y fecha de entrega: Sangolquí, 12 de Marzo del 2013
SANGOLQUÍ - ECUADOR

Tema: RECONOCIMIENTO DEL LABORATORIO DE SOLDADURA
OBJETIVOS:
Reconocer los equipos disponibles en el laboratorio de soldadura, capacidades y proceso, además de la indumentaria y normas de comportamiento.
MARCO TEORICO:
“La soldadura es uno de los procesos más utilizados para la unión localizada de dos o más materiales mediante diferentes mecanismos como el calentamiento de las piezas y/o la aplicación de presión.
Existen más de 30 procesos diferentes de soldadura, y comúnmente se clasifican de acuerdo a la fuente de energía con la que funcionan. Agrupados de esta forma se tiene 3 grupos generales:
a) Arco eléctricob) Combustión de un gasc) Resistencia eléctrica
Sin embargo, otras clasificaciones agrupan los procesos por la naturaleza del proceso, con lo que tenemos:
a) Soldadura por fusión del material baseb) Soldadura por fusión de un material de aporte,c) Soldadura en el estado sólido
Aunque todos estos tipos de procesos son relevantes en la industria, uno de los más utilizados es el proceso de soldadura mediante arco eléctrico por lo que nos centraremos en dicho proceso.”[1]
SEGURIDAD EN INDUMENTARIA

“Para utilizar la estación de soldadura es necesario que se adopten los siguientes cuidados:
¡ ATENCIÓN ! MOTIVO
Si es usuario de lentes de contacto deberetirarlos antes de entrar a la práctica.Tiene que utilizar anteojos para estapráctica.
Durante las prácticas de soldadura el uso de lentes de contacto queda estrictamenteprohibido. Los lentes de contacto puedenadherirse a la superficie del ojo causandodaño grave e irreparable.
Asegurarse que los cables portaelectrodos y las conexiones estén debidamente conectados y aislados.
Las condiciones tanto de los cables como de la máquina y/o los gases son la base para iniciar un proceso seguro.
Desconecte la corriente de red antes delimpiar y hacer ajustes a la máquina desoldar.
Es importante des energizar los equipos para evitar cerrar circuitos que pudieran ocasionar un accidente.
Nunca cambie la polaridad u otros ajustesde la máquina esté trabajando.
La máquina puede sufrir daños irreparables si los parámetros son cambiados durante laoperación.
Mantener el área de trabajo limpia y seca.
Es imperativo evitar tropiezos o contacto conpiezas energizadas o calientes. Además, elagua puede causar cortocircuitos yaccidentes.
“[4]
Equipo de seguridad:

Protección de la Vista:
Las enfermedades generadas por los humos de soldadura pueden tardar meses e, inclusive, años en manifestarse. Los síntomas inmediatos suelen ser:
- Irritación en la cara y ojos- Náuseas y mareos- Dolores de cabeza- Fiebre por humos metálicos
Sin embargo, a largo plazo, aparecen:
- Lesiones en tracto respiratorio y pulmones (incluido el cáncer pulmonar)- Daños en el sistema nervioso central (mal de Parkinson, etc.)
“Equipos de protección respiratoria

La protección respiratoria personal suele ser necesaria en ambientes con alta concentración de contaminante, dadas las potenciales limitaciones de los sistemas de ventilación.
Incluso si la concentración ambiental está dentro de los alores límite ambientales, un soldador sin protección respiratoria podría inhalar hasta 11 gramos de partículas cada año.*
> Equipos motorizados y de suministro de aire:
Equipos Motorizados-Equipos filtrantes con caudal elevado (>150 l/min).-Aportar comodidad al trabajador.
-Incorporan pantallas de soldadura.-Incluye filtros para partículas y/o gases y vapores.
CICLO DE TRABAJO
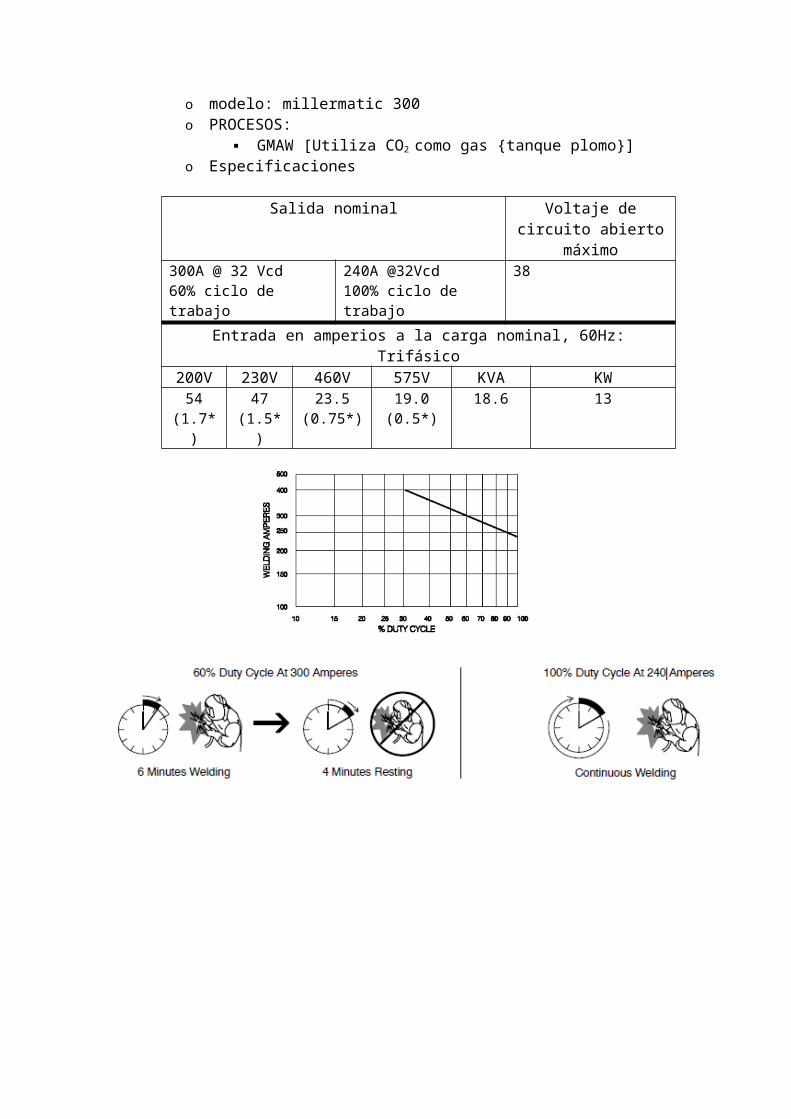
Ciclo de trabajo es un porcentaje de 10 minutos que la unidad puede soldar a la carga nominal sin sobrecalentarse. Si la unidad se sobrecalienta, el termistor (RT1) se abre, la salida se detiene y el ventilador se pone en marcha. Espere quince minutos para que la unidad se enfríe. Reduzca el amperaje, el voltaje o elciclo de trabajo antes de volver a soldar.
Soldando más allá del ciclo de trabajo puede dañar la unidad o antorcha e invalidar la garantía.
Ejemplo de trabajo en soldadora
Simbología usada en las máquinas de soldar

NEMA define normas para diversos grados de carcasas eléctricas utilizadas típicamente en aplicaciones industriales. Cada una tiene una clasificación de protección contra las condiciones ambientales señaladas.NEMA I:
De propósito general. Protege contra el polvo, la luz y salpicaduras indirecta, pero no es a prueba de polvo, evita todo contacto con las partes activas; utiliza en interiores y en condiciones atmosféricas normales.

AREA 1o MARCA: Powcon
o MODELO: 550 SMP
o PROCESOS:
SMAW [Shielded metal arc welding] GMAW [gas metal arc welding] (no disponible para esta
máquina) FCAW [Flux cored arc welding]
o TIPO DE CORRIENTE: DC
o GASES DE OPERACION: CO2, Argón, Helio. Rango de operación [375-550] Amp.
INPUT
Trifásico
3 phase 50/60 Hz
VOLTS 230/460
AMPS 95/60
KVA 36.3
KW 30.8
Monofásico1 phase 50/60 Hz
VOLTS 230
AMPS 91
KVA 23
KW 17
OUTPU
T
Trifásico
VOLTS 42V
AMPS 550ADUTY CYCLE 60%
MAX OCV 80V
Monofásico
VOLTS 35VAMPS 375A
DUTY CYCLE 60%MAX OCV 80V

AREA 2o MARCA: MILLERo MODELO: Millermatic 252o PROCESOS
GMAW FCAW
o CAPACIDADES:
o Ciclo de trabajo para el modelo millermatic 252
Tomado del manual del usuario de la soldadora Millermatic 252, pág. 7

AREA 3o MARCA: MILLERo modelo: millermatic 300o PROCESOS:
GMAW [Utiliza CO2 como gas {tanque plomo}]o Especificaciones
Salida nominal Voltaje de circuito abierto máximo
300A @ 32 Vcd60% ciclo de trabajo
240A @32Vcd100% ciclo de trabajo
38
Entrada en amperios a la carga nominal, 60Hz: Trifásico200V 230V 460V 575V KVA KW
54(1.7*)
47(1.5*)
23.5(0.75*)
19.0(0.5*)
18.6 13

AREA 4o MARCA: MILLERo modelo: syncrowave 250o PROCESOS:
SMAW GTAW [MIC]
o CAPACIDADES:
Ciclo de trabajo
Curva de carga
Area 5
Marca : Miller
Modelo: Syncrowave 200
Procesos:
TIG (GTAW) DC
TIG (GTAW) AC
Stick (SMAW) DC
Stick (SMAW) AC
Carbón arco aire
TIG pulsado (GTAW-P) AC
TIG pulsado (GTAW-P) DC
Especificaciones
Control de pulsos, instalado de fábrica - realza el control del charco de soldadura para una mejor calidad y apariencia de los cordones.
Dos medidores digitales - pantalla alfanumérica que permite visualizar rápida y fácilmente los valores reales y prefijados tanto del voltaje como de amperaje de soldadura.
Soporte para cables - convenientemente ubicados en los paneles laterales de la fuente de poder de tal forma que los cables de tierra, de la antorcha y el control remoto del pedal pueden ser congelados previniendo daños en los mismos.
Potencia auxiliar de 115 Vca - receptáculo convenientemente ubicado en el panel frontal que permite que un enfriador de agua o herramientas pequeñas puedan ser conectadas directamente a la fuente de poder.

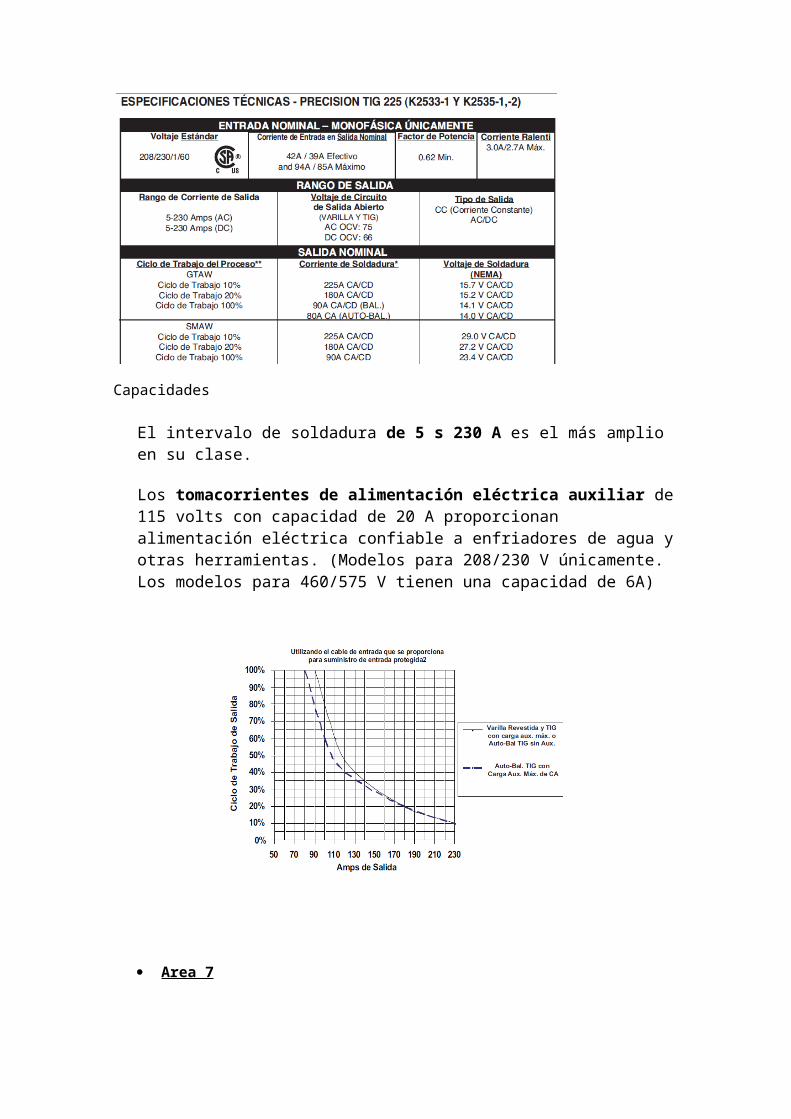
Area 6
Marca : Lincoln Electric
Modelo: Precision TIG 225
Capacidades
El intervalo de soldadura de 5 s 230 A es el más amplio en su clase.
Los tomacorrientes de alimentación eléctrica auxiliar de 115 volts con capacidad de 20 A proporcionan alimentación eléctrica confiable a enfriadores de agua y otras herramientas. (Modelos para 208/230 V únicamente. Los modelos para 460/575 V tienen una capacidad de 6A)

Area 7
Marca : Cebora
Modelo: Suelda de puntos 2682
Procesos:
Suelda de placas de espesor reducico
Area 8
Marca: BOC
Modelo: Transarc AC 330

Área 9
Marca: WELDER
Modelo: (no definido) AC-DC 250 AMP
Procesos:
Soldadura convencional por electrodo (SMAW) (4.8m [3/16"] Electrodo de carbono)
Soldadora welder 250 AC/DC ofrece un soberbio rendimiento y gran versatilidad como máquina para soldar con electrodos.
Control infinito de la corriente por un solo regulador, lo cual simplifica un ajuste preciso de la salida de corriente para soldar. Siempre obtendrá el calor exacto necesario para lograr una mejor soldadura
Dos rangos de soldadura tanto en CA como en CD, para un mayor control del rendimiento de la soldadura en condiciones cambiantes
Una ventilación forzada asegura un funcionamiento más frío que extiende la vida útil de la fuente de poder.
Superior rendimiento con los electrodos 6010 y 7018 con un amplio rango de aplicaciones con metales difíciles
Área 10
Marca:( no definida
Modelo: (no definido) AC 130 AMP
Procesos: Electrodo
Ventajas
Un Control escalonado de salida de 40-225 amps CA es suficiente para electrodos para acero dulce de 3/16" (4.8mm) y electrodos seleccionados de 5/32" (4.0mm)
Suelda lámina de metal calibre 16 a chapa gruesa de acero suave, acero inoxidable de baja aleación, hierro fundido y aplicaciones de revestimiento duro.
Área 11 y 12

Marca: AGA
Modelo: suelda autógena oxiacetilénica
Gases: Acetileno - Oxigeno
Acetileno
Nombre químico: Acetileno Fórmula Química: C2H2
Sinónimo: Acetileno gaseoso, acetileno disuelto, etino. Peso Molecular: 26,04 uma
OxigenoFamilia química: No aplicaNombre químico: OxígenoFórmula: O2
Conclusiones:

Las maquinas que poseen en esta laboratorio trabajan con alto voltaje y corriente en INPUT y OUTPUT, lo cual debemos ser muy precavidos y utilizar el equipo de seguridad indispensable como: gafas, guantes, mandil, botas eléctricamente aislantes.
No es suficiente un tipo de suelda, lo cual se requiere mas tipos de suelda como: CAW, FCAW, GMAW, GTAW, SMAW
Debe existir una alta seguridad en el laboratorio de soldadura, debido a las grandes corrientes electricas que se ocupan
Recomendaciones:
En caso de tener una máquina desconectada, hay que verificar el tipo de voltaje que tenemos y el que necesita la máquina en la placa de la máquina, en caso de tener varios rangos de INPUT como en la Powcon 550 SMP se debe comprobar que la conexión sea correcta según el esquema de placa.
Se debe poner cortinas en todos los cubículos, además se debe colocar extractores en las áreas 7, 8, 9, 10, 11 [ver anexo 1]
Se debe encender el extractor de humo o gases cada vez que se suelde.
Bibliografia
[1].- Fuente: Kalpakjian, S. & Schmid, S.R.; Manufacturing Processes for Engineering Materials, 5th edition, Prentice Hall, 2007[3].-SpeedGlas, Protección Personal en Soldadura.[4].- Tecnológico de Monterrey, Manual de Laboratorio de procesos.





























