Embed Size (px)
Citation preview

UNITEDNATIONSINDUSTRIALDEVELOPMENTORGANIZATION 24 October 1997
Thirteenth Session of theLeather and Leather Products Industry PanelBologna, Italy 10-14 November 1997
ENVIRONMENTAL ASPECTSOF FOOTWEAR ANDLEATHER PRODUCTS
MANUFACTURE
Prepared by
Andrea WilfordUNIDO Consultant
_________________________*This document has been prepared without formal editing.


3
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
TABLE OF CONTENTS
Abbreviations and informative notes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Executive summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7
Introduction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
Chapter IFOOTWEAR AND LEATHER GOODS MANUFACTURE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
Footwear . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Leather Goods . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Leather Products . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
Chapter IIENVIRONMENTAL LEGISLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15
European Union . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Central and Eastern Europe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 17Argentina . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Brazil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Finland . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18France . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Mexico . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Spain . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Switzerland . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19United Kingdom . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Chapter IIISOLID MANUFACTURING WASTE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
Leather Recycling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Chromium Recovery . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Gelatin Extraction . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Soil Conditioner/Fertilizer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Use of Leather Waste as a Filler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Compression Moulding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23Non-wovens . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Paper Making . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Chapter IVDISPOSAL OF WORN FOOTWEAR . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Chapter VVOLATILE ORGANIC COMPOUNDS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
Alternative Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Water-based Adhesives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Hot Melt Adhesives . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Cyanoacrylates . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Cleaning Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Abatement Techniques . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 29
Chapter VI
4
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
CHEMICALS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Cadmium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Nickel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Pentachlorophenol . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Azo Dyes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Chlorinated Materials . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35Priority Candidate List . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36
Chapter VIIHEALTH AND SAFETY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39
Protective Measures . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40Health and Safety Legislation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42
References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43
Annex

5
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Abbreviations and informative notes
ABS acrylonitrile butadiene styreneCFC chlorofluorocarbonsEU European UnionEVA ethylene vinyl acetateINESCOP Instituto Español del Calzado y Conexas, Asociacion de InvestigacionNAFTA North American Free Trade AreaPE polyethylenepcp pentachlorophenolppm parts per millionPE polyethylenePS polystyrenePU polyurethanePVC poly vinyl chlorideRIM reaction injection mouldingSATRA SATRA Footwear Technology CentreSBR styrene butadiene rubberTPU thermoplastic polyurethaneTR thermoplastic rubberUK United KingdomUNIDO United Nations Industrial Development OrganizationUSA United States of AmericaVOC volatile organic compound
£ English Pound (monetary unit of UK)US$ US Dollar (monetary unit of the United States of America)
All costs have been converted to USS using the conversion rate of £1 = US$1.6169 (20/10/1997)

6
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
7
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Executive summary
All processes and therefore all industries have an impact on the environment either good or badand the footwear and leather goods industries are no exception. For these industries the mainenvironmental impacts are release to the air of volatile organic compounds (VOCs) and solid waste.The pressure to reduce harm to the environment is coming from both consumers and legislation.However, legislation has the greatest impact as it is compulsory.
Most countries now have some sort of legislation concerning the environment aimed atminimizing any harmful effects of industry. However while the topics of the legislation may be similar,the severity of the law and how it is implemented and enforced varies considerably. Even withinindividual countries there can be local variations particularly if some areas are trying to encourageindustry for economic reasons.
The dangers of VOCs were identified some years ago and sufficient concern generated to ensurelegislation was developed. As a consequence the footwear and leather goods industries, along witheveryone else, has already carried out considerable work in this area to reduce levels of VOCs. Thishas been achieved by two main routes; changing to the use of solvent-free preparations whereverpossible and using abatement techniques to destroy VOCs released from the processes. In many casesit has been necessary to use a combination of these techniques.
Alternatives to solvent-based adhesives have been developed. Most of these are water-basedsystems although hot melt and cyanoacrylates have also been evaluated with some success. There arealso alternative cleaning systems now on the market which are considered to be effective. Work iscontinuing on developing further solvent-free technologies, in particular in the areas of primers andfinishes.
A number of abatement techniques are available although not all are suitable for use by thefootwear and leather goods industries. The techniques include thermal combustion, catalyticcombustion, adsorption, water scrubbing and biological control. Which treatment is most suitabledepends on the type, quantity and concentration of solvents present in the exhaust stream.
While reduction techniques are being used in the developed countries, many of the developingcountries, although aware of the dangers, have yet to adopt similar measures mainly due to economicconstraints. However some of the techniques are simple and relatively inexpensive to set up andoperate and should be suitable for use in these countries.
The footwear industry and some areas of the leather goods industry produce relatively highlevels of solid waste the majority of which is from the cutting process. While the industries use a widerange of materials including leather, textiles, coated fabrics and polymers, the majority off this type ofwaste is leather. Leather is a natural product prone to flaws and also does not have uniform propertiestherefore it is to be expected that levels of waste for leather would be higher than for syntheticmaterials. However, there are some measures which can be taken to reduce waste to the lowest levelspossible. Waste minimisation starts with the animal husbandry to ensure that flaws and defects causedby insects and wire etc are kept to a minimum. It is also important to buy as good a quality leather asis economic to purchase as the higher quality leathers have fewer flaws. Finally it is essential to ensure

8
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
effective lay planning which gives the maximum possible usage of the leather. Incentive schemes forhand cutters and automated lay planning and cutting are all effective.
9
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Introduction
The UNIDO Leather Panel has been dealing extensively with environmental protection aspects of leatherprocessing during the past four meetings. This forum gave valuable advises based on what UNIDO focused itsorientation to pollution control problems of the tanning industry and included such components to its technicalassistance projects implemented in developing countries. Recommendations of these Panel meetings led tolaunching a large scale programme oriented to introduction of low waste and cleaner technology, effluent treatm,occupational health and safety at work in the tanning subsector in the South-East Asia which is now one of themajor activities of UNIDO.
Waste disposal, air pollution, use of adhesives and certain chemicals, trade of worn shoes have becomean important issue in the last 5-10 years in the leather product industry. Pollution control problems of thefootwear, leather goods and other leather products industry branches need similar attention and probablyworldwide cooperation today. Certain work has already been made in this area in some industrialized countriesand regional cooperation has been initiated within the EUROPEAN UNION (EU).
This review was commissioned by UNIDO for presentation at the 13th Session of the UNIDO Leatherand Leather Products Industry Panel, Bologna, November 1997.
The review is intended to cover the environmental impacts and health issues of the footwear and leathergoods industries with particular reference to solid waste, air pollution and chemicals. The review coversquantification of solid wastes, technology available for reducing environmental impact and health risks andlegislation.
This report should be considered a starting point rather than a definitive document as due to the imposedtime constraints, it was not possible to carry out an exhaustive search for all the data required.

10
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel

11
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
CuttingCutting waste
ClosingVOCs?
Lasting
Heat setting
Thtreads, adhesives,
reinforcements
Materials in
Sole attaching
VOCs
Dust
Finishing
Packaging
Adhesion
Box,tisue paper, plastic bag
VOCs
Figure 1Main process in footwear manufacture
Chapter I
FOOTWEAR ANDLEATHER GOODS MANUFACTURE
Footwear
Footwear manufacture is a very complex procedure involving a relatively large number of processes andmaterials. The basic shoe constructions are:
-- stuck-on (cemented), -- direct moulded (injected or vulcanized), -- welted, -- veldtschoen or stitched down, -- California (force lasted), -- moccasin.
The main processes and procedure for a stuck on sole construction are illustrated in Figure 1. Theprocesses are similar for the other types of footwear but with different materials and wastes in the sole attaching.
Footwear uses a wide range of materialsincluding:
1. Upper/lining: a) leather; b) textile (cotton, polyester, nylon); c) coated fabric (PVC and PU).
2. Soling: a) natural rubber/polyisoprene; b) reaction injection moulded
polyurethane (RIM PU); c) polyvinyl chloride (PVC) and blends; d) ethylene vinyl acetate (EVA) and
blends; e) styrene butadiene rubber (SBR); f) leather; g) thermoplastic polyurethane (TPU); h) thermoplastic rubber (TR).
3. Insoles: a) leatherboard; b) cellulose board; c) non-woven (polyester); d) leather.
4. Insocks (sock lining): a) leather; b) coated fabrics (PU and PVC); c) foams (EVA, PU, polyethylene [PE],
natural rubber latex);

12
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
d) textile (nylon)
5. Reinforcement: a) thermoplastic sheet type (polyamide, ABS, Surlyn, EVA); b) impregnated fabrics; c) fabric (polyester, cotton, nylon); d) leather; e) fibreboard.
6. Adhesives: a) polychloroprene; b) polyurethane; c) rubber based; d) latex (natural rubber, PU, PVA).
7. Finishes: a) lacquers (nitrocellulose, acrylic); b) waxes and oils.
8. Cleaners: a) petroleum spirit; b) aqueous (mild detergent solutions).
9. Miscellaneous: a) bottom filler (cork/resin, foam); b) shanks (metal, wood, plastic); c) heels (polystyrene [PS], acrylonitrile butadiene styrene [ABS] ); d) eyelets, D rings, etc. (metal, plastic); e) laces (leather, cotton, polyester, nylon); f) threads (cotton, polyester, nylon); g) top pieces (TPU, vulcanized rubber, PVC); h) fasteners (metal, plastic, fabric).
The above list, while comprehensive, is not exhaustive reinforcing the complexity of footwear.
Over the years various means have been utilized to reduce the number of process steps required of thefootwear manufacturer, the most common being to supply materials pre-coated with an adhesive. While reducingproduction time and costs, the resulting composite nature of the material causes problems if recycling is beingconsidered.
The main environmental effects of footwear production are solid waste, mainly from cutting, andsolvents, referred to as volatile organic compounds (VOC). Solvents are also one of the main health and safetyconcerns in the industry along with other chemicals such as isocyanates and dust.
Leather Goods
The range of materials used in leather goods is not as wide as for footwear as it is assumed that the itemswill be made predominately from leather although “leather-look” alternatives are common, usually either coatedleatherboard or coated fabrics.
In addition to leather, other materials used include: -- fibreboard, -- leather board,

13
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
-- adhesives, -- metallic accessories, -- threads, -- fabric, -- tapes, -- finishes, -- cleaners.
The environmental effects and health and safety concerns are similar to those of the footwear industryas similar materials are used. Although cutting waste will not be as significant for small leather goods such askey fobs, watch straps etc.
Leather Products
Leather products industries include manufacture of gloves, leather garment, saddlery, leather upholsteryand some sports goods (e.g. balls, protective items). The material composition of these items is even lesscomplex than that if of leather goods, but kind of materials used is not different from those mentioned above.

14
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel

15
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Chapter II
ENVIRONMENTAL LEGISLATION
Most countries have environmental legislation but it is often very difficult to find out exactly what thislegislation is in detail. The area of legislation is further complicated when countries have both national andregional legislation, e.g. USA. However one thing that is very clear is that environmental legislation is on theincrease. A list of environmental legislation for some countries is given in Table 1.
Table 1Environmental legislation
EuropeanUnion
AirDirective 84/360/EEC - Industrial plant emissionsRegulation 594/91/EEC - Implementing Montreal Protocol on substances which deplete
the ozone layerDirective 96/61/EEC - Integrated Pollution Prevention and Control (IPPC)Proposed solvent DirectiveWasteDirective 73/319/EEC - Toxic and hazardous wasteDirective 91/156/EEC - Waste (framework)Directive 91/689/EEC - Hazardous wasteRegulation 93/259/EEC - Control of waste shipmentsDirective 94/62/EEC - Packaging and packaging wasteHazardous substancesDirective 76/769/EEC - Marketing and use of certain dangerous preparations and
substances Directive 89/677/EEC - 2-naphthylamine, 4-nitrophenyl, 4-aminodiphenyl, benzidine.Directive 91/173/EEC - PentachlorophenolDirective 91/338/EEC - CadmiumDirective 94/27/EEC - NickelGeneralProposed environmental liability legislation
Argentina Law No. 20, 284 - Air emissionsLaw No. 23, 778 - Montreal ProtocolLaw No. 24, 051 - Hazardous wastesLaw No. 23, 992 Control of Transboundary Movements of Hazardous Wastes and their
Disposal
Brazil Federal Constitution 1988, Article 225Law of National Environmental Policy 1981Law 7.347 1985Law 997 1976
Finland Air Pollution Control Act 1982Waste Management Act 1978Chemicals Act 1989Nature Conservation Act 1923Land Resources Act 1981Planning and Building Act 1958

16
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
France Water Resources Act 1992 Law No.92-3Waste Disposal Act 1992 Law No. 92-646Decree No. 92-377 - Packaging waste
Mexico General Law of Ecological Equilibrium and Environmental Protection 1988
Spain AirProtection of the Atmosphere Act Law 38 1972Royal Decree No. 833 1975WasteRoyal Decree 833 1988 Law 20 1986 - toxic and dangerous wasteLaw 2 1991 - reduction and management of industrial wastesRoyal Decree 319 1991GeneralSpanish Constitution 1978, Article 45Spanish Constitution 1978, Article 149Penal Code Section 347A - Criminal LiabilityRegionalCatalonia Protection of the Atmosphere Act No. 22 1983Asturia Decree No. 40/87Valencia Health Service Act No. 8/87 Section 5
Switzerland LPE 1985 - Protection of the environment (revised 1993?)
UnitedKingdom
AirClean Air Act 1993Environmental Protection (Prescribed Processes and Substances) Regulation 1991Environmental Protection (Controls on Substances that Deplete the Ozone LayerWasteSpecial Waste Regulations 1980Collection and Disposal of Waste Regulations 1988Duty of Care Regulations 1991Controlled Waste Regulations 1992Waste Management Regulations 1996Special Waste Regulations 1996Landfill Tax Regulations 1996Producer Responsibility Obligation (Packaging Waste) Regulations 1997Hazardous substancesControl of Injurious Substances Regulations 1993Prescribed Substances and Processes Regulation 1991GeneralEnvironmental Protection Act 1990
USA Resource Conservation and Recovery Act - Hazardous wasteComprehensive Environmental Response Compensation and Liability Act (CERCLA
Superfund)Clean Air ActToxic Substances Control ActFederal Insecticide, Fungicide and Rodenticide Act
European Union
17
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
The European Union (EU) has produced a wide range of environmental legislation and looks likely tocontinue to do so. However the effect of EU law at national level is variable with some countries implementinglegislation by the prescribed dates and some not, with the EU apparently powerless to force the issue. Thesituation is further complicated by the fact that Directives, which are binding, only set out the results to beachieved leaving the method of implementation to the member state. Some member states are more rigorous thanothers resulting in undue pressure and economic penalties for industries in some countries compared to others.Under the EU rules member states are obliged to inform the Commission of all national implementationmeasures. However, this is not done by all countries and again the Commission appears to be powerless to doanything. On an enquiry re the waste directive in 1994, five out of the twelve countries had not registered theirnational implementation measures.
EU member states can still implement national law, if it concerns the environment or human health,through Article 100a of the Treaty of Rome even if this essentially results in a barrier to trade. Germany hastaken advantage of this on several occasions e.g. pentachlorophenol, azo dyes.
Despite the recent emphasis on subsidiarity, the adoption of the Treaty on Political Union (MaastrichtTreaty) promises a growth of central power. The treaty expands the EU’s power in environmental law, enhanceslegislative powers and for the first time empowers the EUROPEAN COURT OF JUSTICE to fine member states forfailure to implement EU law.
Central and Eastern Europe
These countries have significant environmental problems compared to their western neighbours despitemany of these countries having a significant body of environment law even before the opening up of EasternEurope. These laws were fairly stringent but enforcement was negligible. Development of new laws has beena slow process in these countries with fears that stringent environmental laws will halt economic development.It can be particularly difficult to identify relevant legislation as they are not codified in single statutes orregulations but are contained in many pieces of legislation and decrees. In addition, in many of these countriesthe environmental law is not well defined as the general laws have few details and the necessary regulations havenot been promulgated. Moreover enforcement is still not considered a top priority and any fines or penalties thatdo exist are not considered high enough to induce compliance.
The environmental laws in this region share some common features. Air pollution is a significantproblem in these countries resulting in more stringent air pollution requirements. Countries, including CzechRepublic, Poland and Hungary have established emission levels for certain pollutants. In many countriesemission permits are also required. Failure to comply with regulations is generally punishable by fines.
18
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Historically hazardous and solid wastes were disposed of without adequate protection and control andin addition it was not uncommon to import wastes from other countries for hard cash. Now many of thesecountries have adopted the Basle Convention (although sometimes this is more in theory than in practice) whichrestricts the import of hazardous waste from other countries. These countries are also working on wastemanagement programmes. Under Czech law, companies which generate waste over a threshold limit mustprepare a waste programme which includes descriptions of the waste generated, the disposal facilities andtechnical measures used to reduce waste. There is also considerable activity in the area of packaging wastefollowing the lead of the EU Packaging Directive.
Argentina
Argentina has extensive environmental legislation at national, provincial and municipal levels. Somenational laws have been adopted by certain provinces and others apply to activities with inter-provincial effect.This all results in a rather complex body of law.
In principle, enforcement of the environmental laws is the responsibility of the administrative authoritiesbut action through the courts is also possible. The emphasis in recent years has been on enforcement byincentive rather than punishment and this is fairly evenly applied nationally and by the larger provinces althoughthere are some exceptions. Further work is required to resolve some anomalies in the legislation and this isproceeding. As with most countries it is predicted that environmental law will continue to grow in significance.
Brazil
Brazil has had a well developed regulatory framework concerning the environment for some years butenforcement between and even within the different states has varied enormously. In some cases lack ofenforcement is motivated purely by the need to attract industry to ensure economic development.
The duty to repair environmental damage was imposed in 1981 in the Law of National EnvironmentalPolicy. This imposes strict liability on anyone who pollutes the environment: no negligence need be proven onlythat pollution took place and who caused it. In fact, even if the polluter is proven to be acting legally, he is stillsubject to the strict liability if it is proven that environmental damage has occurred. Amendments to the law in1989 allowed for criminal sanctions which included incarceration. This also provides the facility for criminalprosecution of corporations rather than just individuals.
Finland
Unlike most Nordic countries, Finland has no single all encompassing environmental law, ratherenvironmental legislation consists of various individual acts and regulations, with each act covering only onespecific area of environment. Generally in Finland there is good compliance with environmental legislation.Under Finnish law, environmental issues are divided into three categories: civil, criminal and administrative.The civil and criminal matters are generally dealt with by the courts.
France
While France has a number of environmental laws and regulations it does not have a comprehensivelegal framework for environmental protection (1993 data).
France is divided into 22 regions, 101 departments and over 34,000 communes. Since 1982 many stateresponsibilities have been decentralized to these local authorities. However, most personnel are actually sharedbetween state and local authorities. This has led to a complex web of procedures and obligations as the local

19
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
authorities sometimes act in their own name and sometimes in the name of the state. The state still has powerin some areas although the local authorities have to be consulted. The mayor of the commune also has powersin certain areas and can issue locally applicable regulations.
Mexico
Mexico has developed a body of environmental law in the framework of the General Law of EcologicalEquilibrium and Environmental Protection. The general principles on which the laws are based for the differentareas of pollution appear similar to European legislation. The laws include sanctions for non-complianceincluding fines and closure of a facility. The definition of liability under corporate law means that it is limitedto the company directly involved and can not extend to companies or individuals who own or have an interestin the guilty party.
The enforcement of the environmental law has been spurred on by Mexico’s membership of the NORTHAMERICAN FREE TRADE AREA (NAFTA). While not specifying environmental laws the NAFTA agreementrequires that members refrain from lowering environmental standards to attract investment. Under theSupplemental Agreement on Environmental Cooperation each member has the right to establish their ownenvironmental laws but also each member has agreed that these will be enforced.
Spain
Environmental regulation has become increasingly important in Spain largely instigated by the need toadopt EU standards. The Spanish Constitution contains specific provisions on avoiding environmental damage.It also identifies both central and regional government as being responsible for environmental law. The centralgovernment has exclusive responsibility for basic environmental legislation but the regions may establishadditional protective regulations. There are a range of fines for breaches in legislation which can be imposedby local mayors, provincial governors and the INDUSTRY MINISTRY. In the case of very severe pollution orrepeated breaches, the authorities have the right to close facilities down.
Switzerland
Switzerland is a federal state made up of a Confederation and its member states (23 cantons and 6 halfcantons). The federal state is constitutionally empowered to legislate on the environment and a federal law forprotection of the environment was enacted in 1983, the LPE. The LPE provides a legislative framework for theprotection of the environment and sets out a number of general principles. The areas it covers include airpollution (Opair) and ground pollution (Osol). Some areas of the environment are still governed by other federalstatutes. It is generally considered that, due to the federal statutes and ordinances enacted by the Confederation,the cantons have only limited authority to enact laws in this area. However, the enforcement of the federal lawsand regulations is left to the cantons which in practice leads to some differences in organizational and proceduralrules between cantons. The uniform enforcement of federal law is ensured through the supervision of a federalagency, the OFEFP. In addition the application of the federal regulations by the cantons is subject to judicialreview by the FEDERAL TRIBUNAL, the highest court in Switzerland.
For non-compliance with environmental laws, severe administrative or criminal penalties can be imposedalthough criminal action can only be brought against individuals not corporate entities. In 1993 a draft revisedlaw was submitted to the Swiss legislative body which would increase the punitive powers of the legislation byincluding a strict liability clause and provisions to introduce pollution taxes.
United Kingdom

20
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
There are numerous laws relating to the environment in the UK and regulation of this area is continuingto increase. Partly this is through implementation of EU law but also in some areas, such as air pollution andhazardous substances, the UK has been proactive producing stringent legislation independently. The legislationis enforced although many of the small companies in the UK do seem to fall through the net. There areinspectors whose job it is to ensure compliance but there are very few of these compared to the number offactories in the UK. Fines for non-compliance are unlimited and in some cases have exceeded £1 million.Private prosecutions may also be brought if the regulatory authorities fail to prosecute and pressure groups havebeen known to do so. As in other countries the authorities have the power to close an operation which is inbreach of the laws to protect the environment.
21
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Chapter III
SOLID MANUFACTURING WASTE
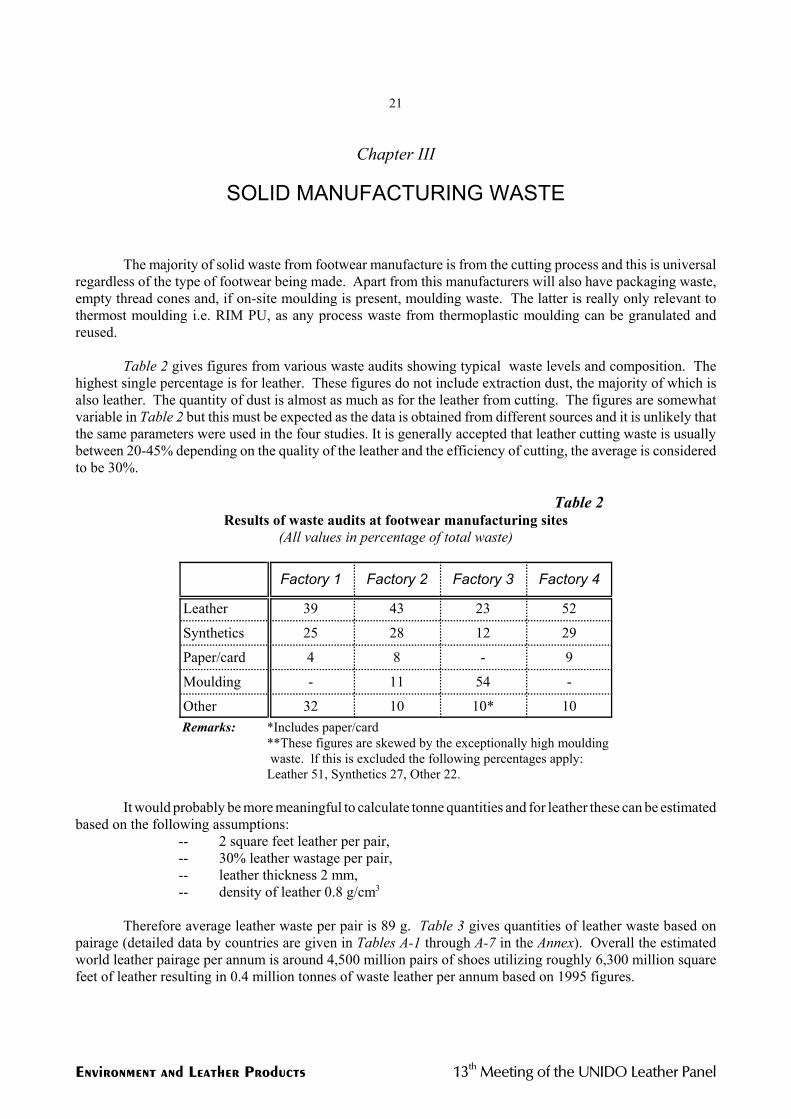
The majority of solid waste from footwear manufacture is from the cutting process and this is universalregardless of the type of footwear being made. Apart from this manufacturers will also have packaging waste,empty thread cones and, if on-site moulding is present, moulding waste. The latter is really only relevant tothermost moulding i.e. RIM PU, as any process waste from thermoplastic moulding can be granulated andreused.
Table 2 gives figures from various waste audits showing typical waste levels and composition. Thehighest single percentage is for leather. These figures do not include extraction dust, the majority of which isalso leather. The quantity of dust is almost as much as for the leather from cutting. The figures are somewhatvariable in Table 2 but this must be expected as the data is obtained from different sources and it is unlikely thatthe same parameters were used in the four studies. It is generally accepted that leather cutting waste is usuallybetween 20-45% depending on the quality of the leather and the efficiency of cutting, the average is consideredto be 30%.
Table 2Results of waste audits at footwear manufacturing sites
(All values in percentage of total waste)
Factory 1 Factory 2 Factory 3 Factory 4
Leather 39 43 23 52
Synthetics 25 28 12 29
Paper/card 4 8 - 9
Moulding - 11 54 -
Other 32 10 10* 10 Remarks: *Includes paper/card
**These figures are skewed by the exceptionally high moulding waste. lf this is excluded the following percentages apply:Leather 51, Synthetics 27, Other 22.
It would probably be more meaningful to calculate tonne quantities and for leather these can be estimatedbased on the following assumptions:
-- 2 square feet leather per pair, -- 30% leather wastage per pair, -- leather thickness 2 mm, -- density of leather 0.8 g/cm3
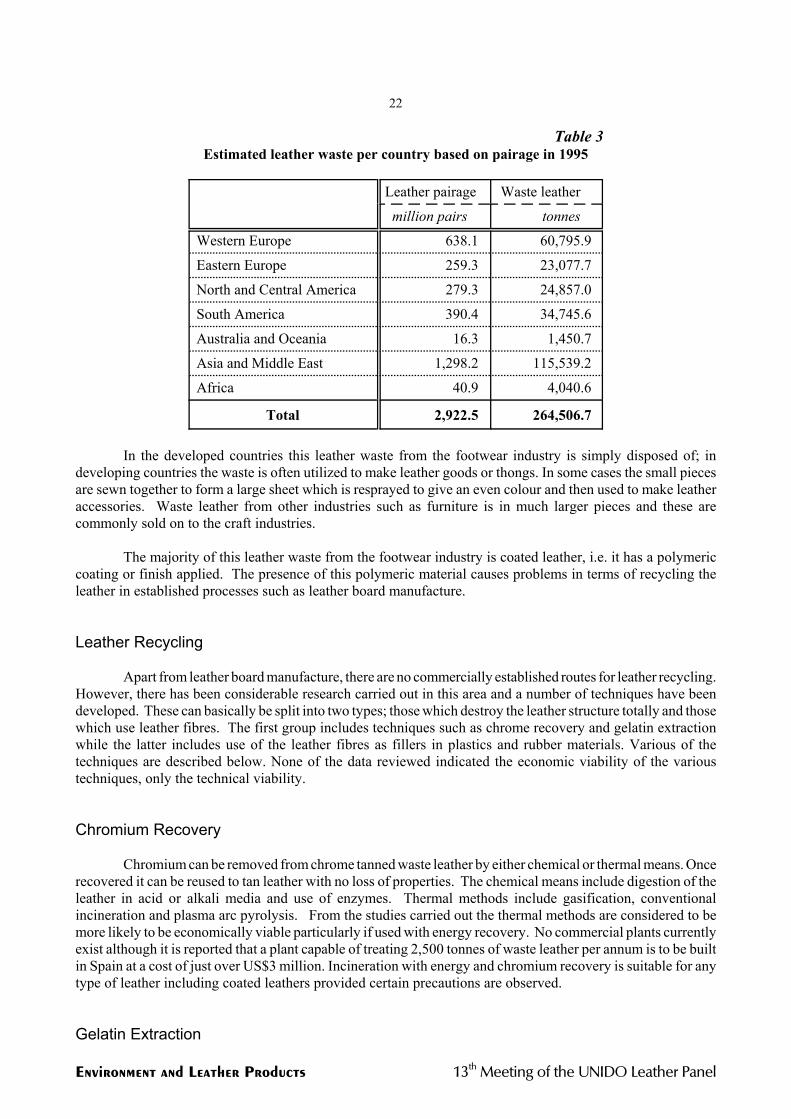
Therefore average leather waste per pair is 89 g. Table 3 gives quantities of leather waste based onpairage (detailed data by countries are given in Tables A-1 through A-7 in the Annex). Overall the estimatedworld leather pairage per annum is around 4,500 million pairs of shoes utilizing roughly 6,300 million squarefeet of leather resulting in 0.4 million tonnes of waste leather per annum based on 1995 figures.
22
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Table 3Estimated leather waste per country based on pairage in 1995
Leather pairage Waste leather
million pairs tonnes
Western Europe 638.1 60,795.9
Eastern Europe 259.3 23,077.7
North and Central America 279.3 24,857.0
South America 390.4 34,745.6
Australia and Oceania 16.3 1,450.7
Asia and Middle East 1,298.2 115,539.2
Africa 40.9 4,040.6
Total 2,922.5 264,506.7
In the developed countries this leather waste from the footwear industry is simply disposed of; indeveloping countries the waste is often utilized to make leather goods or thongs. In some cases the small piecesare sewn together to form a large sheet which is resprayed to give an even colour and then used to make leatheraccessories. Waste leather from other industries such as furniture is in much larger pieces and these arecommonly sold on to the craft industries.
The majority of this leather waste from the footwear industry is coated leather, i.e. it has a polymericcoating or finish applied. The presence of this polymeric material causes problems in terms of recycling theleather in established processes such as leather board manufacture.
Leather Recycling
Apart from leather board manufacture, there are no commercially established routes for leather recycling.However, there has been considerable research carried out in this area and a number of techniques have beendeveloped. These can basically be split into two types; those which destroy the leather structure totally and thosewhich use leather fibres. The first group includes techniques such as chrome recovery and gelatin extractionwhile the latter includes use of the leather fibres as fillers in plastics and rubber materials. Various of thetechniques are described below. None of the data reviewed indicated the economic viability of the varioustechniques, only the technical viability.
Chromium Recovery
Chromium can be removed from chrome tanned waste leather by either chemical or thermal means. Oncerecovered it can be reused to tan leather with no loss of properties. The chemical means include digestion of theleather in acid or alkali media and use of enzymes. Thermal methods include gasification, conventionalincineration and plasma arc pyrolysis. From the studies carried out the thermal methods are considered to bemore likely to be economically viable particularly if used with energy recovery. No commercial plants currentlyexist although it is reported that a plant capable of treating 2,500 tonnes of waste leather per annum is to be builtin Spain at a cost of just over US$3 million. Incineration with energy and chromium recovery is suitable for anytype of leather including coated leathers provided certain precautions are observed.
Gelatin Extraction

23
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Gelatin is the product of partial destruction and denaturation of collagen which is the main componentof skin. Leather contains 30-35% collagen and after chrome removal, provides an inexpensive raw material fromwhich to manufacture industrial gelatin which has many uses.
Work has been carried out to look at the chemical modification of gelatin by grafting with acrylonitrile.The aim of this work was to produce new hydrophilic polymers which could be used as to produce biodegradablefibres with improved hydrophilic properties. The work was successful but it is known whether it is intended tocommercialize the technique.
Soil Conditioner/Fertilizer
The use of ground up leather as a fibrous soil conditioner is feasible, particularly with vegetable tannedleather. Chrome tanned leather may present more of a problem due to the chrome content. However, if theleather is mixed with other material to reduce the overall concentration of the chrome then this route may beviable. Chrome III is an essential mineral for healthy plant growth, but as with any material, too much can causeadverse effects. There is also increasing interest in composting as a means of disposal for organic waste and itmay be possible to add ground leather waste to increase the fibre content and the air filled porosity.
Use of Leather Waste as a Filler
Rubbers and plastics both commonly use fibrous fillers as reinforcing fillers. Work has been carried outby a number of institutes to evaluate the effectiveness of using leather fibres as fillers. In Sri Lanka leather fibreshave been incorporated into rubber has shown that with increasing levels of leather fibre a rubber can beproduced which on vulcanization can produce materials as hard as ebonite. This has led to the use of this systemas an alternative to styrene in floor tiles and file covers. Trials have also been successfully carried out using thismaterial as a replacement for styrene in footwear (e.g. heels). A patent has been filed on this application.
In Germany the use of ground leather waste in thermoplastic polymers has also been investigated.Moulded articles can be produced containing up to 95% by weight ground leather. It is claimed that this givesthermoplastics with a soft leather-like feel and a degree of water absorbency. This process is also the subjectof a patent. The material can be processed on conventional injection moulding equipment and fairly complexand thin walled components can be manufactured.
Compression Moulding
Ground up leather and whole shoe can be compression moulded into board with the incorporation of asuitable polymeric binder. The process is very simple and does not require specialist machinery. The propertiesof the board can be altered by varying the process conditions producing materials ranging from felt-like to stiffboards. Further work is being undertaken to confirm the economic viability of this process and confirm theconditions required to produce reproducible materials. It is possible that this process could be set up in afootwear manufacturing facility to allow manufacturers to re-process their own waste.
Non-wovens
Non-wovens are normally manufactured from continuous filaments. However, it has been shownpossible to incorporate leather fibres in the web giving a material with increased absorbency.

24
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Paper Making
Leather fibres from uncoated leather can be used as a co-raw material in the manufacture of paper. Upto 10 % of leather fibres can be added. At this level the leather has been found to improve the properties of thepaper particularly inter-fibre cohesion. Higher levels are difficult to process on simple equipment; in particularit is difficult to remove water quickly due to the hygroscopic nature of the leather. It is possible that in cardmanufacture higher levels of the leather could be used. The paper produced has an attractive appearance andcould be niche marketed. The use of waste leather as a raw material is only economically feasible when thewood pulp price is high.

25
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Chapter IV
DISPOSAL OF WORN FOOTWEAR
At some point every item of footwear purchased is disposed of. This may be because the footwear isold and shabby or simply that it is no longer in fashion. Theoretically all the footwear produced each tear willbe disposed of at some time. Considering that almost 10,000 million pairs of shoes were produced in the Worldin 1995, this is potentially a large disposal problem.
From a survey carried out by INESCOP it was found that 85% of the people surveyed used a pair ofshoes for at least a year, with half of these people using them for one to two years. The two main reasons givenfor disposal were physical state of the shoe (72%) and changes in fashion trends (25%). Shoe repair is not ascommon now as it used to be with 45% of the people never taking their shoes to be repaired; the remainder onlytook a fourth of their shoes to be repaired. The reasons given for not having shoes repaired were mainly due toeconomic factors, such as the repair being more expensive than the shoes, or the shoes being too old to berepaired.
More than 60% of the people surveyed threw their shoes in the rubbish, strangely 20% said that they kepttheir shoes but no longer used them. The remaining 20% were sent to charity shops or similar. Shoes sent tocharity shops or put in collection bins are sold on, sometimes in the native country but the majority are sold onto developing countries. Only pairs in reasonable condition are worth selling on. There are not many footwear-only collection schemes - most are actually for clothing - but footwear is also put in.
A study carried out in 1995 by SATRA looked at the economics of recovery schemes for shoes in theUK. The most economic is the use of recycling points where consumers deposit their shoes and which are thencollected when full. Schemes such as roadside collection are not viable for footwear unless part of a broaderscheme. Prices for paired shoes are reported to be £200 to £800 per tonne depending on the quality of thefootwear. Sorters report that in some cases single shoes can account for up to 50% of a load and these arecurrently landfilled. The estimated costs of bank schemes are estimated at £15 to £20 per tonne depending onthe exact location of the scheme and end markets.
While the resale of used footwear to developing countries appears to be profitable for the companies inthe developed world, the impact on the developing countries does not appear to have been considered either fromthe effect on the economics of the country or on the people themselves. If there is a fairly cheap source offootwear available then it is likely that this will suppress local industry as they will have difficulty competing.There are also the consideration of what effect wearing used footwear has on the wearer in terms of foot health.
There appears little scope currently to recycle footwear into alternative products. Two companies havebeen identified who claim to recycle footwear one in the UK and one in Germany but neither has beenforthcoming with details of what they actually produce from the footwear. Separating the upper from the soleto aid recycling eg chrome recovery for leather uppered footwear, is not an economic option. If carried out bymachine, then a fairly sophisticated piece of equipment would have to be used due to the shape of the footwear.If carried out manually, the labour costs would be very high. SATRA is currently undertaking research to try anddevelop simple techniques for recycling ground up shoes into alternative products.
Incineration with energy recovery is a viable recycling method for whole footwear. The ash left to bedisposed of is less bulky than the original product but care must be taken as the CrIII present in chrome tannedleather is likely to have been converted to CrVI which is highly toxic and carcinogenic. There has been somework undertaken to use this ash as a filler in the ceramics industry but it is not known what success was achieved.
26
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Chapter V
VOLATILE ORGANIC COMPOUNDS
VOC’s such as the organic solvents used in primers, adhesives and finishes are one of the mainenvironmental impacts of the footwear industry. In recent years with concern over depletion of the ozone layerand air quality and increasing legislation, considerable efforts have been made to reduce the use of solvents.Where this is not possible then effort has concentrated on techniques which destroy the solvent vapours,converting them to compounds not harmful to the environment.
Most of the solvents used in footwear production are in sole bonding. This is a critical operation; acommon cause of failure in footwear is poor sole bonding. The quantity of adhesive used depends on the sizeof the footwear but an average of 25g per pair can be assumed. Solvent-based adhesives are of low solidscontent on average 16% solids resulting in 21g of solvent released per pair.
Other footwear processes also use solvent-based materials. Shank attachment typically uses 4g ofadhesive per shank. Cleaning of soles prior to bonding is also commonly carried out with solvents as is priming.For halogenation of a rubber sole typically 1.2g of solvent per sole is used. Heel lacquers and finishes make upthe remainder of solvent used in the footwear industry.
Alternative Systems
There has been considerable work by adhesive manufacturers to develop solvent-free or low solventproducts for the footwear industry mainly in the area of water-based adhesives; other alternatives include hotmelt and cyanoacrylate systems.
Water-based Adhesives
There are a number of water-based adhesives now on the market which perform satisfactorily in solebonding and can be used with existing equipment provided it is water-resistant. Most adhesives are based oneither polyurethane or polychloroprene polymers. Slower drying times and poor moist ageing properties werethe initial problems with water-based systems but these have been largely overcome with recent developments.Research carried out by SATRA and other footwear institutes has shown that water-based adhesives can provideadequate bond strength, are suitable for use in both large and small factories and are effective independent ofclimatic conditions. There is also the added advantage that there is reduced risk to the work force compared tothe use of solvent-based systems.
The material cost for using water-based systems is similar to solvent-based. Actual cost of a two partwater-based system is currently £7-£8 per kilo compared £2.10-£2.50 for a solvent-based system. However, thesolids content for a water-based system is around 50% compared to around 16% for solvent-based which meansthe costs in use are similar. In a well controlled process it is possible to reduce costs using water-based.However, if an excess is used, the opposite applies. Water-based systems are more efficiently applied usingmachinery rather than by hand. It is possible to use modern application equipment with the water-based systemswithout any modification but for older machines a cost of £3,500 is estimated for suitable conversion. This costis mainly for the replacement of pipework and the adhesion application head with corrosion-free stainless steelcomponents. This cost would be expected to be largely offset by removing the need for extraction and itsassociated costs. Unlike solvent-based adhesives, water-based can also be spray applied which is highly efficientin terms of time and adhesive usage.

27
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Water-based systems do require a longer drying time than solvent-based prior to bonding. However,a suitable rearrangement of the processes can ensure efficiency is maintained without the expense of additionaldrying facilities although some additional space for work in progress is likely to be required. Conventionaladhesive drying arrangement such as forced air or ambient conditions are effective with the water-based systems.
In a suitably organized factory it would be expected to achieve the same throughput with water-basedadhesives as with solvent-based.
Many companies are now using water-based systems either as a partial or total replacement for solvent-based particularly in the USA which has a head start on other countries in this field. Other developed countriesare now converting to water-based in an effort to meet legislative requirements on solvent emissions. Manydeveloping countries still currently use solvent-based adhesives.
Hot Melt Adhesives
Hot melt adhesives have been used for many years in the footwear industry for applications such aslasting. However, this type of one part non-reactive hot melt has not proved effective for sole bonding due totheir inherent high viscosity and poor wetting properties on fibrous materials such as leather. Reactive hot melts,usually polyurethane-based, have been found to be successful in most situations. The cost of the hot meltadhesive is higher per kilo than for solvent-based but as hot melts are 100% solids the cost in use is likely to besimilar to solvent-based adhesives. Hot melt do require specialist application equipment. Existing automaticapplication equipment such as bottom cementers is possible but can cost between £10,000 and £20,000 permachine. For one machine to be modified the cost would be in the order of £15,000 for the melter and £5,000for a new application head. However, if two machines are modified, one melter could serve both meaning thatthe cost per machine would be in the order of £12,500. Equipment costs could again be offset by the cost savingthrough removing the need for extraction systems.
Currently throughput time is effected by the longer sole bonding times required by the new generationhot melts. However, this is an issue that is continuing to be worked on by the adhesive manufacturers.
Cyanoacrylates
Cyanoacrylates, better known as “Superglues”, have not been used in the footwear industry althoughwell established in other industries. These adhesives were originally developed for non-absorbent surfaces sounsuitable for materials such as leather. However, there are now versions available which are suitable for usewith footwear materials, often without the need for surface pretreatment. While they are the most expensive ofthe adhesive materials, this would likely to be offset by the reduction in the number of processes required. Themain drawback of cyanoacrylates currently is that specialist application machinery would be required for theiruse in footwear and this has yet to be developed.
Cleaning Systems
Solvents have traditionally been used to prepare surfaces prior to bonding and also to clean equipment.Alternatives to solvents are available one of the first to be commercialized being the citrus oil-based materials.However, there are now others on the market and it is known that these are being trialed by footwearmanufacturers although details are currently limited.
Now that viable alternatives to solvent-based adhesives have been established, it is likely that furtheremphasis will be placed on finding alternatives to solvent-based surface preparation and cleaning systems.

28
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Abatement Techniques
Where it is not possible to use solvent-free systems or where further reductions in solvent emissions thanuse of solvent-free adhesives is required then abatement techniques should be considered. It is no longeracceptable in the developed world to simply pump the solvents into the atmosphere as they are, thereforeabatement techniques must destroy the solvents. There are a number of options available:
1. Thermal combustion
This requires considerable energy to heat solvent laden air to the correct combustiontemperatures, typically around 750EC. If the temperature is not high enough, then unpleasant byproducts can be formed which may be more hazardous to the environment than the original solvent.Steps can be taken to minimize the energy required by reducing air volumes and introducing heatexchange between pollutant and exhaust streams. This technology is not considered viable for themajority of the footwear industry as the capital costs are high and relatively large volumes of solventare required to make the process cost effective.
2. Catalytic combustion
This is essentially “flameless” burning through oxidation on a catalyst and is basically the sameprocess as catalytic convertors on an automobile. These systems operate at lower temperatures, typically300-350EC and convert most of the solvent vapour to carbon dioxide and water. This technique wasdemonstrated by SATRA as viable for the footwear industry in the late 80’s but there was little interestat the time. More recently trials have been carried out at footwear factories to evaluate its feasibility ona larger scale. The footwear industry is different to other industries that currently use catalyticcombustion in that the technique is usually used on warm air streams containing high concentrations ofsolvent. In any footwear factory the emissions are likely to be from a number of stacks which may notbe close together with a relatively low concentration of solvent and at ambient temperatures.Demonstrations using equipment from a Danish company showed that catalytic combustion was feasibleon-site. However, this would also be a relatively expensive technique for use by the footwear industrydue to the high capital costs involved. In addition there would be the cost of reorganizing the operationswithin a site to ensure that emitted vapours are concentrated into a minimum volume of flowing air ata single outlet. It is considered unlikely that this type of system would be economic for small andmedium sized factories. For example, the cost of a catalytic combustion unit to treat 9,000 m3/hourwould be in the region of £180,000 and such a unit would have an electrical power requirement of27kW.
3. Adsorption
Adsorption is again an established technique in other industries such as coating where a singlesolvent with low water solubility is used. The usual adsorption medium is activated carbon, the solventthen being recovered by steam stripping. Footwear traditionally uses a mixture of solvents making therecovery of a useful product difficult. Disposable carbon beds are available for using on single operationbut these have a very limited capacity and can therefore prove expensive. With increasing legislationand concern over disposal of hazardous waste, disposal of the contaminated carbon beds could alsoprove expensive. Recovery and reuse of the carbon beds would be technically feasible but it is notknown whether this option is available.
4. Water scrubbing
This is not considered particularly practical for footwear where the low water solubility of someof the common solvents would reduce its effectiveness. There is also still the problem of the recoveredsolvent being a mixture which would have to be redistilled before reuse or re-sale. With increasingrestrictions on permissible contaminants in water discharged to the sewer, it is also likely that disposal

29
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
of the water could cause problems. If an additional process is required to recover all solvent from thewater then this process would unlikely to be cost effective for the average footwear manufacturer.
5. Biological treatment
Biological treatment is essentially the effective operation of natural processes in compact andversatile plant where micro-organisms degrade polluting compounds into harmless and non-odorouscompounds such as carbon dioxide, water nitrate and sulphate.
There are three main treatment technologies for VOC removal : -- biofilters, -- biotrickling filters, -- bioscrubbers.
Biofiltration (biofilters and biotrickling filters) uses micro-organisms (biomass) immobilisedon a support media. Bioscrubbing processes rely on biomass supported in a liquid/aqueous phase.Biological treatment is essentially a two-stage process starting with transfer of the solvents from the gasto the liquid phase and/or absorption onto the bed material, followed by microbial oxidation intoharmless substances.
The efficiency of the treatment is dependent on several factors including: -- pH, -- temperature, -- nutrient and essential element availability, -- salinity, -- humidity, -- contaminant concentration, -- contaminant solubility, -- absence of toxic inhibitors.
The most important factors are the concentration and solubility of the gas components(solvents). In biofilters the surface area is high and therefore low solvent solubility is acceptable as ahigh contact interface is provided to solubilise the solvents. The rate of the breakdown of the solventsdepends on the type of micro-organism and the environmental conditions provided for them.
There are a number of different commercial equipment available varying in design andcomplexity but the basics are outlined below.
(i) Biofilters
This is the oldest of the biotechnology methods. The gas is forced through a filter bedof organic material containing micro-organisms immobilized as a biofilm. Materials such aspeat and heather (Erica) mixtures are commonly used as supplying suitable nutrients, waterretention, high surface area and interconnecting avoids to prevent the gas shortcutting throughthe bed. Heather is used as a bulking agent to maintain structure and prevent prematurecompaction of the bed. The support material is dampened periodically using a sprinkler systemabove the bed.
These systems can be very simple, at the most basic level the only power requirementbeing for a fan if the feed for the sprinklers is taken from a pressurized water line. Filtervolumes of up to 3,000m3 are common with volumetric loads of 100-200 m3/h as usual.
(ii) Biotrickling filters

30
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
This is the intermediate between biofilters and bioscrubbers. Similar to biofilters thegas is forced through a packed bed of inert material supporting a biofilm. Liquid iscontinuously sprayed on the bed and recirculated. This means that the process can be monitoredand controlled by monitoring of the water. As with the biofilter, absorption and biodegradationoccur in the same bed. The biotrickling filters tend not to be used for removal of solvents withvery poor solubility.
(iii) Bioscrubbers
Here the gas contacts sprayed water or a water curtain which absorbs off solvents intothe liquid phase. Biodegradation then occurs in a subsequent bioreactor, for example anactivated sludge tank. The aqueous phase containing suspended micro-organisms is continuallyrecirculated. This maintains a moist biofilm, removes products of oxidation and suppliesessential nutrients. The process can be precisely controlled by addition of nutrients and buffersand by liquid replacement to remove undesired products.
One of the major factors controlling the efficiency of this system is the solubility of thegas components, therefore these systems are less suited to removal of solvents with lowsolubility. Bioscrubbers are particularly suited to treatment of chlorinated solvents. While thegaseous pollutants are treated, this process does produce waste water which may need furthertreatment prior to disposal.
Biological treatments have been trialed successfully in the footwear industry. It iscritical to obtain expert help in designing a system which exactly meets the needs of anindividual factory in terms of solvent type and concentration.

31
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
32
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Chapter VI
CHEMICALS
The footwear and leather goods industries have experienced increasing difficulties in recent years dueto increased legislation on various chemicals. Some of this legislation has been by EU Directive and thereforeconcerned a number of countries. However, some is national. In some cases non-specific legislation has beenused to restrict the import of goods, e.g. in Germany the consumer goods legislation which states a product mustbe fit for its purpose has been used to prevent the distribution of footwear with a strong naphthenic smell eventhough naphthalene itself is not specifically legislated against.
Cadmium
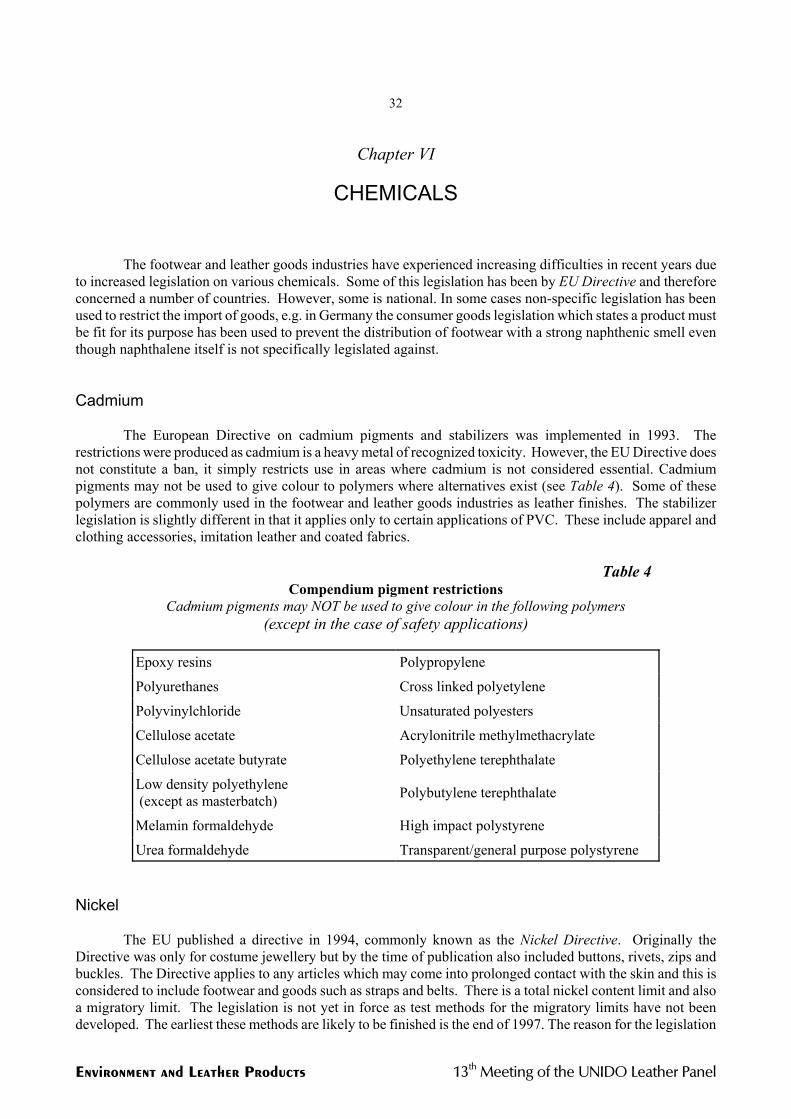
The European Directive on cadmium pigments and stabilizers was implemented in 1993. Therestrictions were produced as cadmium is a heavy metal of recognized toxicity. However, the EU Directive doesnot constitute a ban, it simply restricts use in areas where cadmium is not considered essential. Cadmiumpigments may not be used to give colour to polymers where alternatives exist (see Table 4). Some of thesepolymers are commonly used in the footwear and leather goods industries as leather finishes. The stabilizerlegislation is slightly different in that it applies only to certain applications of PVC. These include apparel andclothing accessories, imitation leather and coated fabrics.
Table 4Compendium pigment restrictions
Cadmium pigments may NOT be used to give colour in the following polymers(except in the case of safety applications)
Epoxy resins Polypropylene
Polyurethanes Cross linked polyetylene
Polyvinylchloride Unsaturated polyesters
Cellulose acetate Acrylonitrile methylmethacrylate
Cellulose acetate butyrate Polyethylene terephthalate
Low density polyethylene (except as masterbatch) Polybutylene terephthalate
Melamin formaldehyde High impact polystyrene
Urea formaldehyde Transparent/general purpose polystyrene
Nickel
The EU published a directive in 1994, commonly known as the Nickel Directive. Originally theDirective was only for costume jewellery but by the time of publication also included buttons, rivets, zips andbuckles. The Directive applies to any articles which may come into prolonged contact with the skin and this isconsidered to include footwear and goods such as straps and belts. There is a total nickel content limit and alsoa migratory limit. The legislation is not yet in force as test methods for the migratory limits have not beendeveloped. The earliest these methods are likely to be finished is the end of 1997. The reason for the legislation

33
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
is that nickel is recognized as a potent allergen and there is an increasing percentage of the population developinga sensitivity to nickel.
Pentachlorophenol
In 1989 Germany introduced legislation banning the use of pentachlorophenol (pcp) in Germany andthe import of materials and products containing more than 5 parts per million (ppm) pcp. The legislation wasoriginally introduced on environmental grounds as Germany used to be one of the main producers of pcp. Dueto the persistent nature of pcp, Germany therefore has higher than average levels of pcp present in its soil andwater. However much was made of the fact that pcp is listed as a carcinogen by the green lobby in Germanyalthough there appears to be no evidence that, at the levels used in leather, it is harmful to humans.
Other countries have followed Germany and introduced their own legislation: these include Denmark,Taiwan and Korea. The USA has had essentially a total ban on the use of pcp since 1987 when pcp was removedfrom the approved pesticide list for most non-wood related uses. The EU introduced EU-wide legislation in 1992setting a limit of 1000 ppm. It is considered likely that the EU will lower this limit in the future.
Azo Dyes
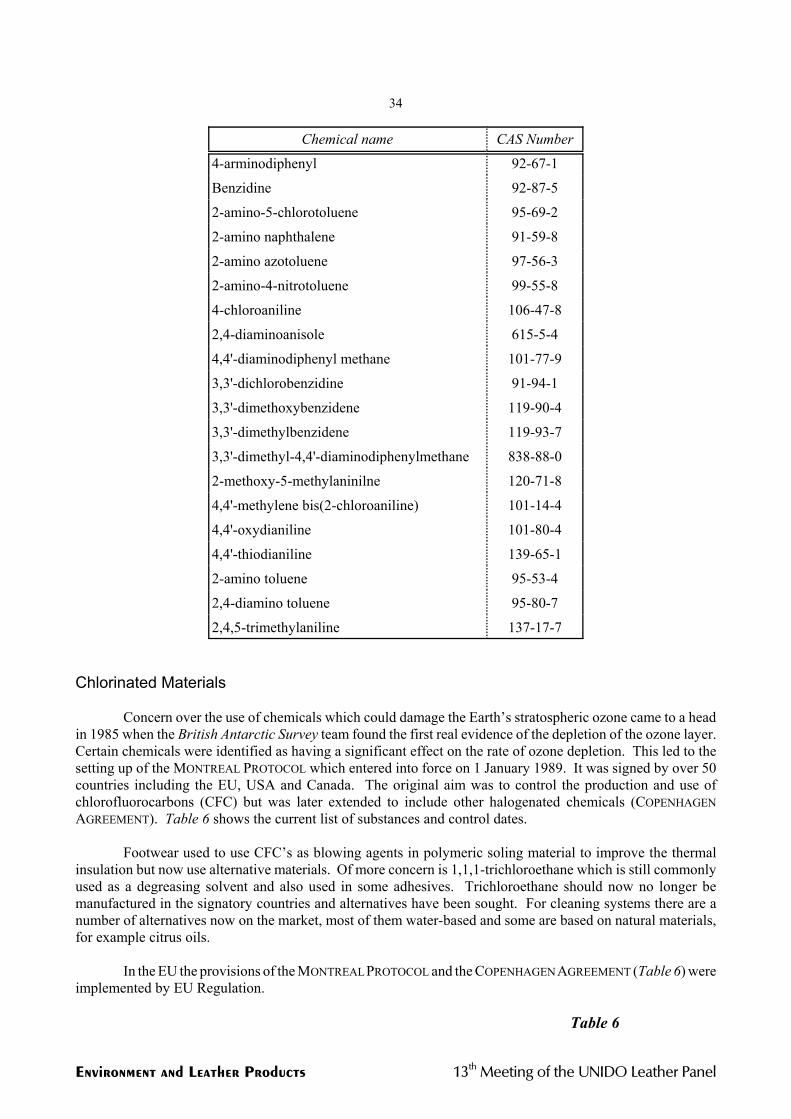
Restrictions on azo dyes have been the latest legislation to effect footwear and leather goodsmanufacturers. The legislation was first introduced in Germany where it was no longer permitted to use azo dyesin consumer goods which, under the conditions of the specified test method, break down into twenty listedaromatic amines (see Table 5 next page). The legislation was appealed against by a number of other Europeancountries as a barrier to trade. However, Germany was permitted to keep the legislation under Article 100a ofthe Treaty of Rome as it was introduced for consumer protection. The protests at the legislation did producesome results in that there was clarification of exactly what it applied to, extensions of some of the compliancedeadlines and introduction of limits, although test methods suitable for all materials covered by the legislationare still awaited.
Other countries have followed Germany's lead. The Netherlands introduced similar legislation in August1996 although this is specific to clothing, footwear and bed linen. Turkey has had legislation since 1995prohibiting the use of certain listed azo dyes and the same 20 aromatic amines in the production and processingof dyes, leather and textile goods and clothing. The list of twenty aromatic amines is also included in the Frenchdraft Hazardous Chemicals Decree which at the moment is bogged down in politics but is still expected tobecome law at some point. The EU are considering implementing EU wide legislation but before doing so,implemented studies looking at aspects such as the scientific basis for restriction and the likely economic impacton effected industries.
Table 5Restricted aromatic amines
34
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Chemical name CAS Number
4-arminodiphenyl 92-67-1
Benzidine 92-87-5
2-amino-5-chlorotoluene 95-69-2
2-amino naphthalene 91-59-8
2-amino azotoluene 97-56-3
2-amino-4-nitrotoluene 99-55-8
4-chloroaniline 106-47-8
2,4-diaminoanisole 615-5-4
4,4'-diaminodiphenyl methane 101-77-9
3,3'-dichlorobenzidine 91-94-1
3,3'-dimethoxybenzidene 119-90-4
3,3'-dimethylbenzidene 119-93-7
3,3'-dimethyl-4,4'-diaminodiphenylmethane 838-88-0
2-methoxy-5-methylaninilne 120-71-8
4,4'-methylene bis(2-chloroaniline) 101-14-4
4,4'-oxydianiline 101-80-4
4,4'-thiodianiline 139-65-1
2-amino toluene 95-53-4
2,4-diamino toluene 95-80-7
2,4,5-trimethylaniline 137-17-7
Chlorinated Materials
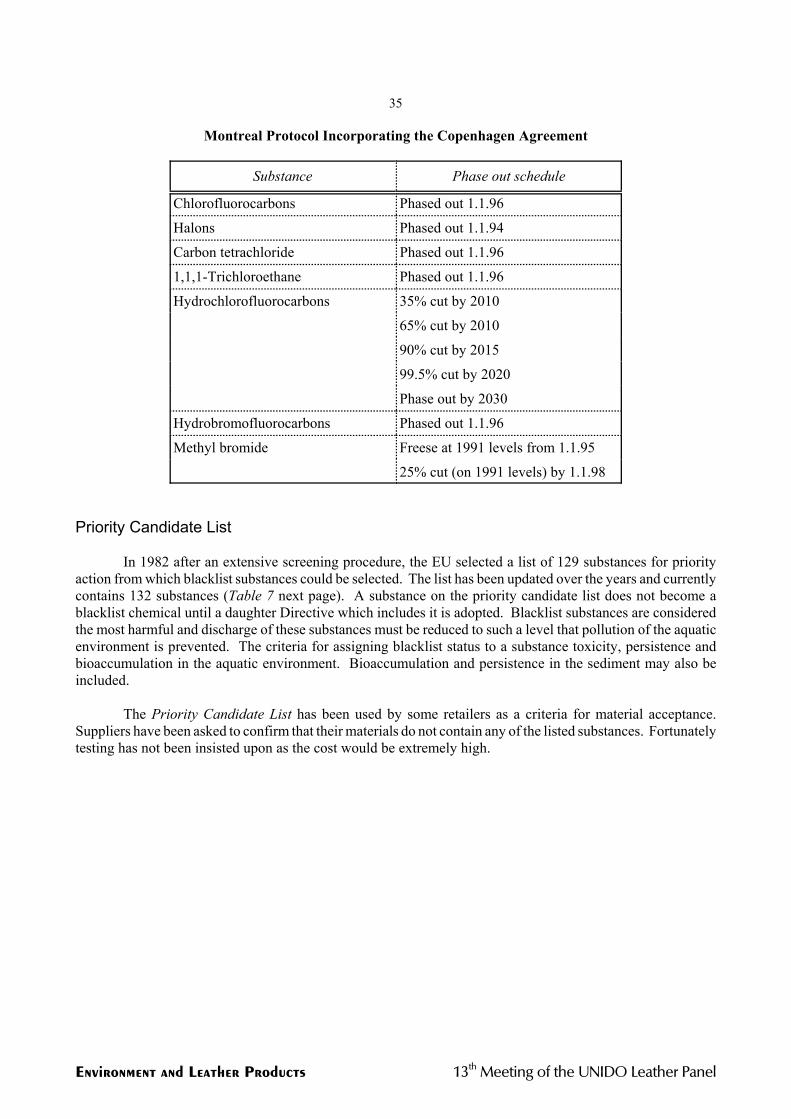
Concern over the use of chemicals which could damage the Earth’s stratospheric ozone came to a headin 1985 when the British Antarctic Survey team found the first real evidence of the depletion of the ozone layer.Certain chemicals were identified as having a significant effect on the rate of ozone depletion. This led to thesetting up of the MONTREAL PROTOCOL which entered into force on 1 January 1989. It was signed by over 50countries including the EU, USA and Canada. The original aim was to control the production and use ofchlorofluorocarbons (CFC) but was later extended to include other halogenated chemicals (COPENHAGENAGREEMENT). Table 6 shows the current list of substances and control dates.
Footwear used to use CFC’s as blowing agents in polymeric soling material to improve the thermalinsulation but now use alternative materials. Of more concern is 1,1,1-trichloroethane which is still commonlyused as a degreasing solvent and also used in some adhesives. Trichloroethane should now no longer bemanufactured in the signatory countries and alternatives have been sought. For cleaning systems there are anumber of alternatives now on the market, most of them water-based and some are based on natural materials,for example citrus oils.
In the EU the provisions of the MONTREAL PROTOCOL and the COPENHAGEN AGREEMENT (Table 6) wereimplemented by EU Regulation.
Table 6
35
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Montreal Protocol Incorporating the Copenhagen Agreement
Substance Phase out schedule
Chlorofluorocarbons Phased out 1.1.96
Halons Phased out 1.1.94
Carbon tetrachloride Phased out 1.1.96
1,1,1-Trichloroethane Phased out 1.1.96
Hydrochlorofluorocarbons 35% cut by 2010
65% cut by 2010
90% cut by 2015
99.5% cut by 2020
Phase out by 2030
Hydrobromofluorocarbons Phased out 1.1.96
Methyl bromide Freese at 1991 levels from 1.1.95
25% cut (on 1991 levels) by 1.1.98
Priority Candidate List
In 1982 after an extensive screening procedure, the EU selected a list of 129 substances for priorityaction from which blacklist substances could be selected. The list has been updated over the years and currentlycontains 132 substances (Table 7 next page). A substance on the priority candidate list does not become ablacklist chemical until a daughter Directive which includes it is adopted. Blacklist substances are consideredthe most harmful and discharge of these substances must be reduced to such a level that pollution of the aquaticenvironment is prevented. The criteria for assigning blacklist status to a substance toxicity, persistence andbioaccumulation in the aquatic environment. Bioaccumulation and persistence in the sediment may also beincluded.
The Priority Candidate List has been used by some retailers as a criteria for material acceptance.Suppliers have been asked to confirm that their materials do not contain any of the listed substances. Fortunatelytesting has not been insisted upon as the cost would be extremely high.

36
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Table 7Priority Candidate List
2 2-amino-4-chlorophenol
3 Anthracene
5 Azinphos-ethyl
6 Azinphos-methyl
8 Benzidine
9 Benzyl chloride
10 Benzylidene chloride
11 Biphenyl
14 Chlosral hydrate
16 Chloroacetic acid
17 2-chloroaniline
18 3-ch1oroaniline
19 4-chloroaniline
21 1-chloro-2, 4-dinitrobenzene
22 2-chloroethanol
24 4-chloro-3-methylphenol
25 l-chloronaphthalene
26 Chloronaphthalenes (technical mixture)
27 4-chloro-2-nitroaniline
28 1-chloro-2-nitrobenzene
29 1-chloro-3-nitrobenzene
30 1-chloro-4-nitrobenzene
31 4-chloro-2-nitrotoluene
32 Chloronitrotoluenes (other than 4-chloro-2-nitrotoluene)
33 2-chlorophenol
34 3-chlorophenol
35 4-chlorophenol
36 Chloroprene
37 3-chloroprene
38 2-chlorotoluene
39 3-chlorotoluene
40 4-chlorotoluene
41 2-chloro-p-toluidine
42 Chlorotoluidines (other than 2-chloro-p-toluidine)
43 Coumaphos

37
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
44 Cyanurlc chloride
45 2,4-d (including salts and esters)
47 Demetion (including demeton-o; -s; -s-methyl; -s-methyl-sulphone}
48 1,2 dibromoethane
49 Dibutyltin dichloride
50 Dibutyltin oxide
51 Dibutyltin salts (other than dibutyltin chloride and dibutyltin oxide)
52 Dichloroanilines
53 1,2-dichlorobenzene
54 1,3-dichlorobenzene
55 1,4-dichlorobenzene
56 Dichlorobenzidines
57 Dichlorodiisopropyl ether
58 1,l-dichloroethane
60 1,1-dichloroethylene
61 1,2-dichloroethylene
62 Dichloromethane
63 Dichloronitrobenzenes
64 2,4-dichlorophenol
125 Triphenyltin acetate
126 Triphenyltin chlorlde
127 Triphenyltin hydroxide
128 Vinyl chloride
129 Xylenes (technical mixture of isomers)
131 Atrazine
132 Bentazone

38
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Chapter VII
HEALTH AND SAFETY
Potentially hazardous substances and materials exist in most factories. These substances may be boughtin as chemical products or generated during the processing of materials. Bought in substances include solvent-borne adhesives and primers. A typical example of a leather processing hazard is dust created during operationssuch as scouring or roughing. The hazards in both footwear and leather goods factories will be similar as manyof the materials and processes are similar. Chemicals considered hazardous usually have exposure limits.
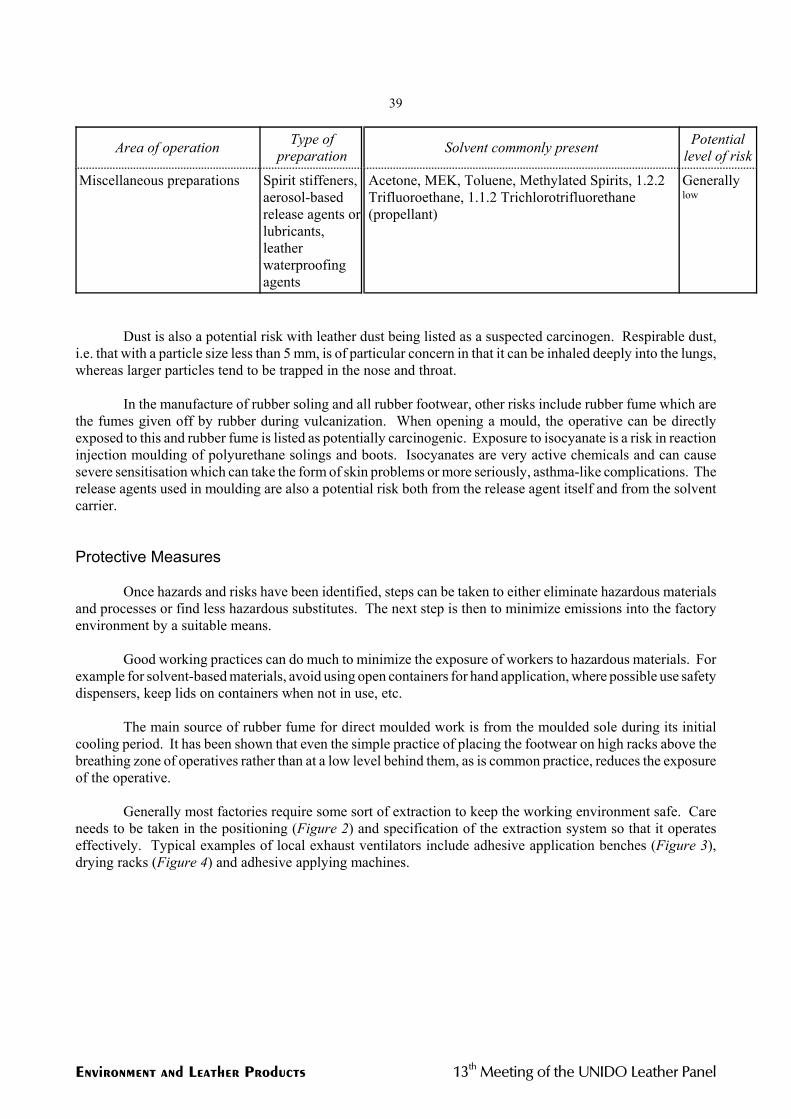
The main risk, particularly in footwear, is from solvents and solvent-containing products. Table 8 liststhe main footwear processes where solvents are commonly present and the types of solvents. 1,1,1trichloroethane has been included as, although no more is being manufactured in the signatory countries of theMONTREAL PROTOCOL, the solvent is still available and being used.
Table 8Solvents used in the footwear industry
Area of operation Type ofpreparation Solvent commonly present Potential
level of risk
Upper fitting and lininglamination
Adhesives Acetone, Methyl Ethyl Ketone (MEK), EthylAcetate, Toluene, Light Petroleum Spirit
Low
Toe puff and stiffenerinsertion
Activators Acetone, MEK, Toluene, Methylene Chloride Low tomedium
Upper (shoe bottom)preparation
Wipes orprimers
Acetone, MEK, Tetrahydrofuran (THF), EthylAcetate
Medium
Upper (shoe bottom)cementing
Adhesives Acetone, MEK, Ethyl Acetate, Toluene, LightPetroleum Spirit
Medium tohigh
Bottom filling Bottom filler Acetone, MEK Low
Sole priming and cementing Wipes, primers,adhesives
Acetone, MEK, THF, Ethyl Acetate, MethyleneChloride, Light Petroleum Spirit
High
Heel cleaning Wipes or dips Light Petroleum Spirit Medium
Heel lacquering, sole unitspraying
Lacquer Acetone, MEK, Ethyl Acetate, Butyl Acetate,Cellosolve, Cellosolve Acetate, Toluene
Medium tohigh
Heel covering Adhesive dip Acetone, MEK, Ethyl Acetate, Toluene, LightPetroleum Spirit
Medium
Upper cleaning Cleaner Light Petroleum Spirit, Methylated Spirits,Isopropanol
Low
Upper spraying Lacquer Acetone, MEK, Ethyl Acetate, Butyl Acetate,MIBK, Cellosolve, Cellosolve Acetate
Medium
Sole laying (welted) Adhesives Light Petroleum Spirit, MEK, Toluene High
39
Area of operation Type ofpreparation Solvent commonly present Potential
level of risk
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Miscellaneous preparations Spirit stiffeners,aerosol-basedrelease agents orlubricants,leatherwaterproofingagents
Acetone, MEK, Toluene, Methylated Spirits, 1.2.2Trifluoroethane, 1.1.2 Trichlorotrifluorethane(propellant)
Generallylow
Dust is also a potential risk with leather dust being listed as a suspected carcinogen. Respirable dust,i.e. that with a particle size less than 5 mm, is of particular concern in that it can be inhaled deeply into the lungs,whereas larger particles tend to be trapped in the nose and throat.
In the manufacture of rubber soling and all rubber footwear, other risks include rubber fume which arethe fumes given off by rubber during vulcanization. When opening a mould, the operative can be directlyexposed to this and rubber fume is listed as potentially carcinogenic. Exposure to isocyanate is a risk in reactioninjection moulding of polyurethane solings and boots. Isocyanates are very active chemicals and can causesevere sensitisation which can take the form of skin problems or more seriously, asthma-like complications. Therelease agents used in moulding are also a potential risk both from the release agent itself and from the solventcarrier.
Protective Measures
Once hazards and risks have been identified, steps can be taken to either eliminate hazardous materialsand processes or find less hazardous substitutes. The next step is then to minimize emissions into the factoryenvironment by a suitable means.
Good working practices can do much to minimize the exposure of workers to hazardous materials. Forexample for solvent-based materials, avoid using open containers for hand application, where possible use safetydispensers, keep lids on containers when not in use, etc.
The main source of rubber fume for direct moulded work is from the moulded sole during its initialcooling period. It has been shown that even the simple practice of placing the footwear on high racks above thebreathing zone of operatives rather than at a low level behind them, as is common practice, reduces the exposureof the operative.
Generally most factories require some sort of extraction to keep the working environment safe. Careneeds to be taken in the positioning (Figure 2) and specification of the extraction system so that it operateseffectively. Typical examples of local exhaust ventilators include adhesive application benches (Figure 3),drying racks (Figure 4) and adhesive applying machines.
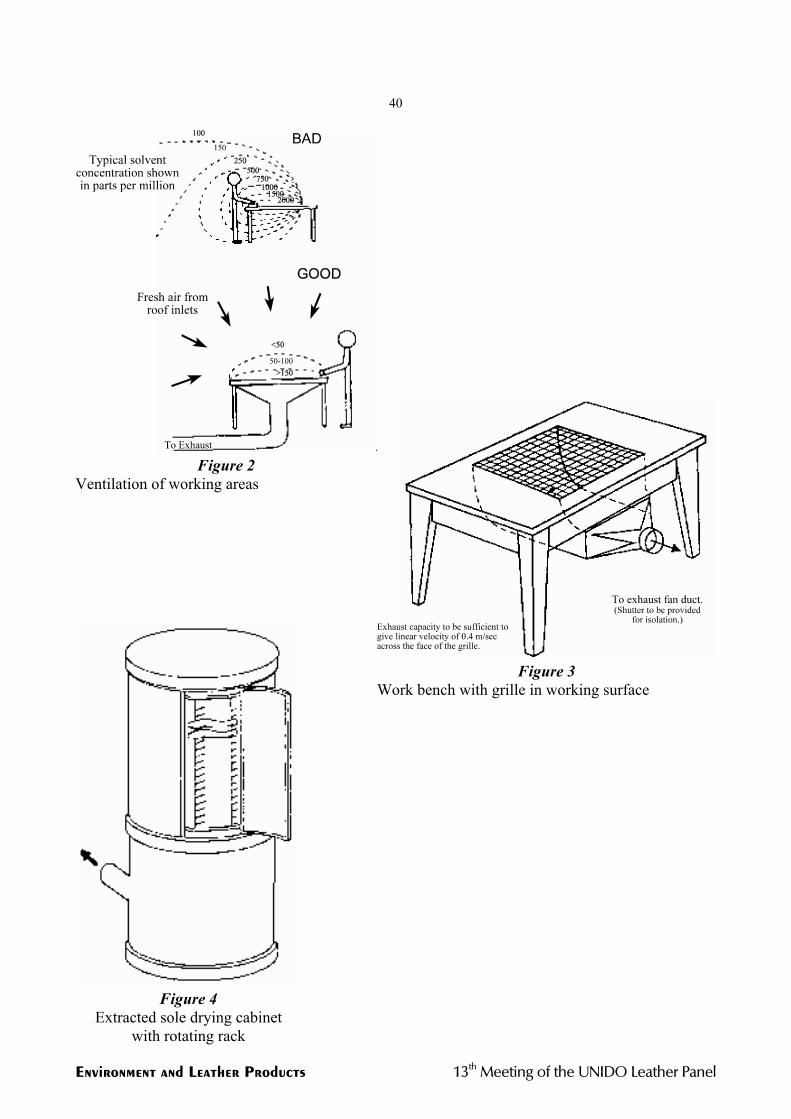
40
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Figure 2Ventilation of working areas
Figure 3Work bench with grille in working surface
Figure 4Extracted sole drying cabinet
with rotating rack

41
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Health and Safety Legislation
All countries have their own national legislation. In addition, for member states there is EU legislationand in USA there is both national and state legislation. However, the legislation does tend to be similar incontent. Often legislation in developed countries is adopted by the developing countries. While many countrieshave similar legislation, the effectiveness of implementation is much more variable.
The main pieces of EU legislation which should be operative in all member states are: -- EC Directive 89/655/EEC - Provision and use of work equipment, -- EC Directive 90/269/EEC - Manual handling, -- EC Directive 89/654/EEC - Workplace health and safety, -- EC Directive 89/656/EEC - Personal protective equipment.
In the UK there are also the: -- Health and Safety at Work Act 1974, S Control of Substances Hazardous to Health (COSHH) Regulations 1988.
In addition there are many pieces of legislation relating to specific chemicals or processes.
42
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
References
1. Sykes, R, LEATHER, September 1996, pp 25-33
2. Sykes, R, LEATHER, November 1996, pp 17-24
3. Perdijk, E W, Luijten, J, Steenwinkel, I S, Selderijk, A J, “An eco-label for footwear preliminary draftof a study”, TNO, 1993
4. Modern Shoemaking No. 37, “The footwear industry and the environment”, SATRA 1993
5. Modern Shoemaking No. 42, “Toe puffs and stiffeners”, SATRA 1994
6. Modern Shoemaking No. 32, “Moulded units and sheet soling”, SATRA 1991
7. Modern Shoemaking No. 11 “Shoemaking with leather”, SATRA 1992
8. Modern Shoemaking No. 12 “Shoemaking with textiles”, SATRA 1992
9. Modern Shoemaking No. 30 “Modern cutting systems”, SATRA 1990
10. Modern Shoemaking No. 49 “Man-made uppers”, SATRA 1996
11. Modern Shoemaking No. 51, “Sole bonding”, SATRA 1996
12. Environmental Risk, Special Supplement March 1993
13. International Corporate Law Environmental Handbook 1994
14. NSCA Pollution Handbook 1995
15. Substances Hazardous to the Environment, Croner Publications Ltd
16. Environmental Management, Croner Publications Ltd
17. Nickolaus, G, SCHUH-TECHNIK 11-12/94, p 608.
18. Water-based and hot melt adhesives - BEST PRACTICE GUIDE, August 1997, SATRA
19. Abbot, S G, WORLD FOOTWEAR, July/August 1994, pp 8-18
20. Solvent-free adhesives - SATRA Internal Report, 1997
21. Biological Control of VOC Emissions - A Demonstration Project for the Footwear Industry, SATRAInternal Report, 1997
22. Recycling of waste materials within the footwear industry and the trans-sectorial recycling of wastematerials between footwear and other industries, Final Project report, SATRA 1997
23. World Footwear Markets 1997, SATRA 1997

43
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
24. Balasingham, C G, RRI SRI LANKA BULLETIN, 8 No. 3 & 4, Sept/Dec, 1973, p 1-2.
25. Mikolajczyk, T, Wybor, W, Krawiecki, C, Fibres and Textiles in Eastern Europe, 4, No. 2, April/June,1996, p 61-64.
26. Warner Bulletin No. 56, September 1997, WORLD RESOURCE FOUNDATION, p 13.
27. Leather Waste Incinerstion Plant in a Fluidised Bed with Energy Recovery, INESCOP Internal Report,October 1996.
28. Bowden, R, BLC LEATHER TECHNOLOGY CENTRE JOURNAL, September 1997, pp 349-350.
29. Hartung, P, Mennig, G, Kunstoffe, 75, No. 5, May 1985, pp 298-303.
30. Wilford, A, SATRA BULLETIN, September 1996, pp 135-136
31. Wilford, A, Hubbard J K, SATRA BULLETIN, February 1997, pp 19-22
32. Wilford, A, SATRA BULLETIN, April 1997, p 62.
33. Wilford, A, SATRA BULLETIN, December 1993, pp 160-161
34. Wilford, A, SATRA BULLETIN, May 1995, p 73
35. Residuos Solidos de Couro da Industria do Calcado, CTCA Internal Report, May 1997.

Annex


i
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Table A-1WESTERN EUROPE
Leatherpairage Waste leather
million pairs tonnes
Austria 10.4 925.6
Belgium 1.0 89.0
Cyprus 1.5 133.5
Denmark 5.4 480.6
Eire 0.3 26.7
Finland 3.4 302.6
France 65.6 5,838.4
Germany 37.9 3,373.1
Greece 7.8 6,942.0
Italy 322.9 28,738.1
Malta 0.8 71.2
Netherlands 2.0 178.0
Norway 0.3 26.7
Portugal 41.5 3,693.5
Spain 134.8 11,997.2
Sweden 1.0 89.0
Switzerland 2.5 222.5
United Kingdom 44.0 3,916.0
Total 683.1 60,795.9
Table A-2EASTERN EUROPE
Leatherpairage Waste leather
million pairs tonnes
Bulgaria 20.0 1,780.0
CIS 101.0 8,989.0
Czech Republic 14.9 1,326.1
Hungary 10.3 916.7
Poland 29.6 2,634.4
Romania 40.1 3,568.9
Slovakia 35.0 3,115.0
Slovenia 8.4 747.6
Total 259.3 23,077.7
Table A-3NORTH AND CENTRAL AMERICA
Leatherpairage Waste leather
million pairs tonnes
Canada 5.1 453.9
Mexico 120.0 10,680.0
Puerto Rico 6.6 587.4
USA 147.6 13,136.4
Total 279.3 24,857.7
Table A-4SOUTH AMERICA
Leatherpairage Waste leather
million pairs tonnes
Argentina 43.0 3,827.0
Brazil 295.9 26,335.1
Chile 11.4 1,014.6
Colombia 27.9 2,483.1
Ecuador 0.6 53.4
Venezuela 11.6 1,032.4
Total 390.4 34,745.6
Estimated leather waste per country based on pairage in 1995
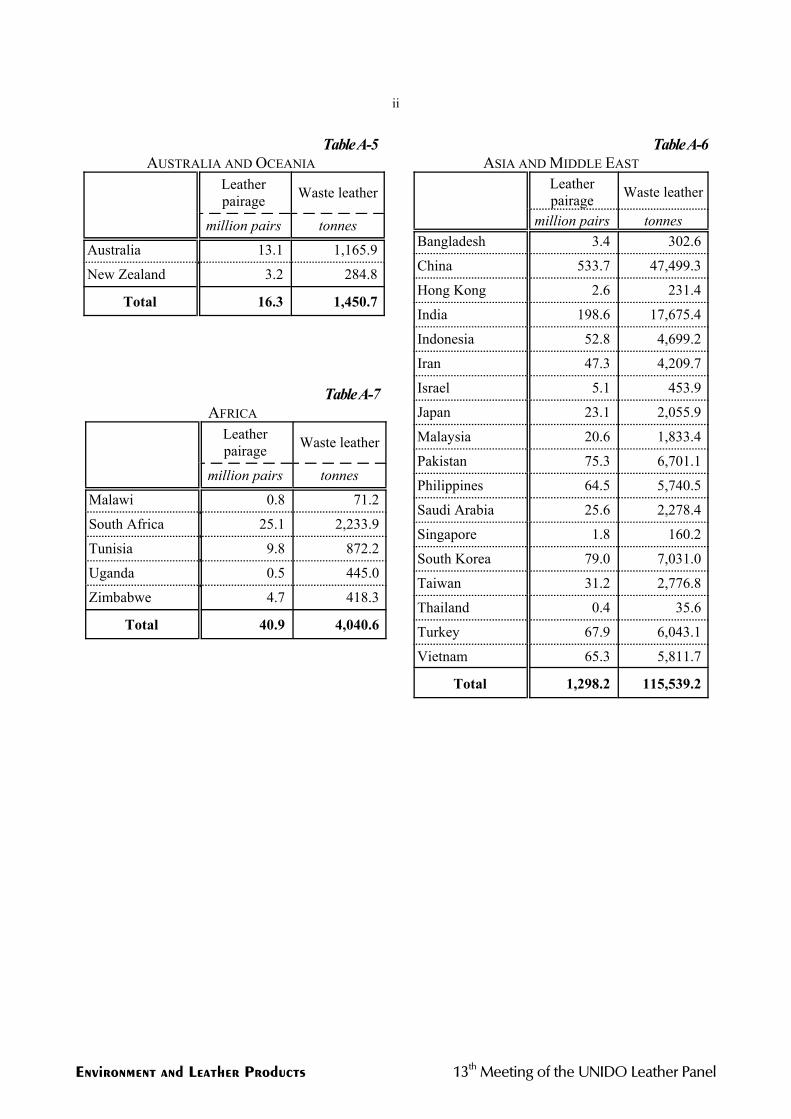
ii
Environment and Leather Products 13th Meeting of the UNIDO Leather Panel
Table A-7AFRICA
Leatherpairage Waste leather
million pairs tonnes
Malawi 0.8 71.2
South Africa 25.1 2,233.9
Tunisia 9.8 872.2
Uganda 0.5 445.0
Zimbabwe 4.7 418.3
Total 40.9 4,040.6
Table A-6ASIA AND MIDDLE EAST
Leatherpairage Waste leather
million pairs tonnesBangladesh 3.4 302.6
China 533.7 47,499.3
Hong Kong 2.6 231.4
India 198.6 17,675.4
Indonesia 52.8 4,699.2
Iran 47.3 4,209.7
Israel 5.1 453.9
Japan 23.1 2,055.9
Malaysia 20.6 1,833.4
Pakistan 75.3 6,701.1
Philippines 64.5 5,740.5
Saudi Arabia 25.6 2,278.4
Singapore 1.8 160.2
South Korea 79.0 7,031.0
Taiwan 31.2 2,776.8
Thailand 0.4 35.6
Turkey 67.9 6,043.1
Vietnam 65.3 5,811.7
Total 1,298.2 115,539.2
Table A-5AUSTRALIA AND OCEANIA
Leatherpairage Waste leather
million pairs tonnes
Australia 13.1 1,165.9
New Zealand 3.2 284.8
Total 16.3 1,450.7





























