Embed Size (px)
Citation preview
i
EMERGING TECHNOLOGIES
FOR
TEXTILE DYEING
Dr. Shamshad Ali Dr. Awais Khatri
Dr. Mazhar Hussain Peerzada
Department of Textile Engineering Mehran University of Engineering and Technology
Jamshoro-76060 Sindh Pakistan
HIGHER EDUCATION COMMISSION ISLAMABAD
ii
All rights are reserved. No part of this publication may be reproduced, or transmitted, in any form or by any means – including, but not limited to, electronic, mechanical, photocopying, recording, or, otherwise or used for any commercial purpose what so ever without the prior written permission of the publisher and, if publisher considers necessary, formal license agreement with publisher may be executed. Project: “Monograph and Textbook Writing Scheme” aims to develop a culture of writing and to develop authorship cadre among teaching and researcher community of higher education institutions in the country. For information please visit: www.hec.gov.pk
HEC – Cataloging in Publication (CIP Data):
Wadood, Abdul. Titanium and Titanium Alloys. / Abdul Wadood. 1. Titanium. 2. Titanium Alloys.
I. TITTLE. II.
669.7322.ddc23.
ISBN: 978-969-417-205-7 First Edition: 2018
Copies Printed: 500
Published By: Higher Education Commission – Pakistan Disclaimer: The publisher has used its best efforts for this publication through a rigorous system of evaluation and quality standards, but does not assume, and hereby disclaims, any liability to any person for any loss or damage caused by the errors or omissions in this publication, whether such errors or emissions result from negligence, accident, or any other cause.
Copyrights @ Higher Education Commission Islamabad
Lahore Karachi Peshawar Quetta

iii
DEDICATION
This work is dedicated to our parents and teachers
iv
Blank
v
CONTENTS
Dedication iii
Contents v
List of Figures vii
List of Tables ix
Preface xi
Chapter 1: Introduction 1
Chapter 2: Brief History of Conventional Dyeing Methods 5
Chapter 3: Technological Developments Into Textile Dyeing 9
Chapter 4: Nanotechnology in Dyeing 17
Chapter 5: Dyeing of Plasma Treated Textiles 25
Chapter 6: Ultrasonic Assisted Dyeing 29
Chapter 7: Microwave Dyeing 35
Chapter 8: Electrochemical Dyeing 41
Chapter 9: Waterless Dyeing Using Supercritical Carbon Dioxide 45
vi
BLANK PAGE

vii
LIST OF FIGURES
Figure 3.1: Padders with low padding trough volume capacity 11
Figure 4.1: Batchwise dyeing with nanoscale pigment dispersion of cotton fabric 18
Figure 4.2: Schematic diagram for the preparation of dyed nanofibrous mat 19
Figure 4.3: Ultrasonic dyeing method of nanofibrous mat 21
Figure 4.4: Effect of UV-visible light irradiations on photochromic dye 21
Figure 5.1: Apparatus for atmospheric low pressure plasma treatment 26
Figure 7.1: Conventional and microwave heating methods 36
Figure 8.1: Global consumption of textile dyes for dyeing cellulosic fibers 41
viii
BLANK PAGE
ix
LIST OF TABLES Table 4.1: Pigment dyeing process by batchwise method 19
Table 4.2: Dyeing methods for ENMs 20
Table 7.1: Microwave-assisted dyeing with disperse dyes of PBT fabric 38
x
BLANK PAGE
xi
PREFACE
Dyeing of textile materials is continuously evolving worldwide primarily for
improving eco-sustainability and energy requirements. New dyeing processes and dyeing technologies are emerging for textile materials. Each of them has its merits and limitation. The knowledge of such developments is essential for the bachelor and master degree programs of textile engineering and technology. This monograph focuses specifically on the fundamental knowledge and latest developments reported on the use of emerging technologies for textile dyeing in the recent decades.
We are thankful to the Textbook and Monograph Writing Scheme of the Higher Education Commission Pakistan and Mehran University of Engineering and Technology Jamshoro Pakistan for their help and support in publishing our monograph.
Dr. Shamshad Ali Dr. Awais Khatri
Dr. Mazhar Hussain Peerzada

xii
BLANK PAGE
1
CHAPTER – 1 INTRODUCTION
A world of fashion without colour is impossible to imagine [1]. The pleasure derived from imparting colour to clothing has existed since the time of the earliest civilizations [1]. It is believed that coloured fabrics found in the ancient tombs of Egypt were in existence before 2500 BC [1].
Textile dyeing is carried out for aesthetic and functional purposes by different methods using a variety of colourants. The dyers demand higher dye fixation (%F) and good colourfastness properties at competitive price. Moreover, low colour effluent discharge from the dye houses is an emerging issue due to the stringent ecological awareness and regulations worldwide. There are various dyeing methods available, their selection depends on the type and form of the substrate to be dyed and customer requirements. In the recent decades, various new technologies have been used for textile dyeing to improve colour yield (K/S), %F and colourfastness properties. Such technologies include ultrasonic energy, microwave heating, supercritical carbon dioxide fluid (SCF CO2) and electrochemical process.
Textile dyeing is the process of colouring textile materials (fibre, yarn and fabric) by immersing them in a dye solution; that consists of colourant, water and necessary chemicals [2]. The aim of the dyeing process is to achieve uniform depth of colour with colourfastness properties suitable to the end use. For instance, swimsuits require good colourfastness properties to water, sea water, and chlorine; and automotive textiles need good colourfastness properties to sunlight and abrasion [3]. The choice/selection of type of textile material, colourant class, processing route and necessary treatment with finishing reagents are important decisions to achieve the satisfactory colourfastness properties in the final product.
In conventional ways, colourants can be applied to textiles by pad methods and
batchwise methods [4]. Each dyeing method requires specific machinery for processing the substrate. Knitted textiles are difficult to dye with pad methods. Therefore, batchwise methods are preferred for dyeing them. In comparison, woven textiles can easily be dyed by pad methods and/or batchwise methods. The dyeing of textiles is continuously evolving as novel colourant processes and techniques are introduced from time to time. The motivating factor is to get higher dye fixation with minimal colour-effluent discharge at economical price. During the recent decades, there has been successful utilization of various emerging technologies in dyeing of textiles. The brief introduction of some of them is given in the following paragraphs.
Ultrasonic energy is broadly divided into power ultrasound (20kHz-2MHz) and
diagnostic ultrasound (5MHz-10MHz) [5]. The power ultrasound produces acoustic cavitation in liquids and can accelerate a wide variety of physical and chemical reactions
2
due to cavitation [6]. Because, cavitation is the growth and implosive collapse of microscopic bubbles capable of producing hot spots [7]. The prime benefit of using ultrasonic energy in textile dyeing is improvement in mass transfer which can otherwise be achieved through high temperature, prolonged time and addition of various chemicals [8]. The ultrasound assisted dyeing (UAD) for textiles is widely reported in terms of energy savings and environmental benefits [8-10].
To the best of our knowledge, bulk production with UAD of textile materials is not
reported to date. However, few reports on washing and finishing of fabrics using ultrasonic energy on industrial size machine were previously studied. In one of the study, applicators for jigger machine were developed that uses ultrasonic energy for industrial washing treatments [11]. In another study, various process parameters including level of sound pressure, temperature and volume of ultrasound bath, composition and properties of substrate were studied in designing of an industrial scale ultrasound bath [12].
Microwave is a volumetric heating (fast), whereas conventional is a surface heating
(slow). Microwave heating/irradiation can accelerate a great number of chemical processes. In particular, the reaction time and energy input are reduced in the reactions that are run for a long time at high temperatures under conventional conditions [11].
Recently, the application of SCF CO2 has become an alternative technology for
developing a more environmentally friendly textile dyeing process [3]. SCF CO2 represents a potentially unique media for either transporting chemical into or out of a polymeric substrate, because of their thermo-physical and transport properties. Supercritical fluids exhibit gas-like viscosities and diffusivities and liquid-like densities. Additionally, carbon dioxide is nontoxic, non-flammable, environmentally friendly, and chemically inert under many conditions [12]; however, its production is remained to be cost-effective.
In recent investigations to improve the biocompatibility of the vatting process for
vat, sulphur and indigo dyes, different electrochemical reducing methods have been developed. They are indirect electrochemical reduction and direct electrochemical reduction of dyes [3, 13-16].
References
[1] W. Ingamells, Colour for Textiles: A User's Handbook: Society of Dyers and Colourists, pp. 1, 1993.
[2] E. P. G. Gohl and L. D. Vilensky, Textile science: Longman Cheshire, pp. 125, 1983.
[3] N. S. Ahmed and R. M. El-Shishtawy, "The use of new technologies in coloration of textile fibers," Journal of materials science, vol. 45, pp. 1143-1153, 2010.
[4] A. D. Broadbent, Basic Principles of Textile Coloration: Society of Dyers and Colourists, pp. 177-178, 2001.
[5] T. J. Mason, Sonochemistry: Oxford University Press, pp. 12, 1999. [6] M. Kamel, H. Helmy, H. Mashaly, and H. Kafafy, "Ultrasonic assisted dyeing:
Dyeing of acrylic fabrics CI Astrazon Basic Red 5BL 200%," Ultrasonics Sonochemistry, vol. 17, pp. 92-97, 2010.
3
[7] K. S. Suslick, D. A. Hammerton, and R. E. Cline, "Sonochemical hot spot," Journal of the American Chemical Society, vol. 108, pp. 5641-5642, 1986.
[8] C. Udrescu, F. Ferrero, and M. Periolatto, "Ultrasound-assisted dyeing of cellulose acetate," Ultrasonics sonochemistry, vol. 21, pp. 1477-1481, 2014.
[9] Z. Khatri, M. H. Memon, A. Khatri, and A. Tanwari, "Cold pad-batch dyeing method for cotton fabric dyeing with reactive dyes using ultrasonic energy," Ultrasonics sonochemistry, vol. 18, pp. 1301-1307, 2011.
[10] M. M. Kamel, R. M. El‐Shishtawy, H. L. Hanna, and N. S. E. Ahmed, "Ultrasonic‐assisted dyeing: I. Nylon dyeability with reactive dyes," Polymer International, vol. 52, pp. 373-380, 2003.
[11] M. Vouters, P. Rumeau, P. Tierce, and S. Costes, "Ultrasounds: an industrial solution to optimise costs, environmental requests and quality for textile finishing," Ultrasonics Sonochemistry, vol. 11, pp. 33-38, 2004.
[12] S. Perincek, A. E. Uzgur, K. Duran, A. Dogan, A. E. Korlu, and İ. M. Bahtiyari, "Design parameter investigation of industrial size ultrasound textile treatment bath," Ultrasonics Sonochemistry, vol. 16, pp. 184-189, 2009.
[13] J. A. Hyatt, "Liquid and supercritical carbon dioxide as organic solvents," The Journal of Organic Chemistry, vol. 49, pp. 5097-5101, 1984.
[14] A. Roessler and X. Jin, "State of the art technologies and new electrochemical methods for the reduction of vat dyes," Dyes and pigments, vol. 59, pp. 223-235, 2003.
[15] M. A. Kulandainathan, A. Muthukumaran, K. Patil, and R. Chavan, "Potentiostatic studies on indirect electrochemical reduction of vat dyes," Dyes and pigments, vol. 73, pp. 47-54, 2007.
[16] A. Roessler and D. Crettenand, "Direct electrochemical reduction of vat dyes in a fixed bed of graphite granules," Dyes and pigments, vol. 63, pp. 29-37, 2004.
[17] A. Roessler, O. Dossenbach, W. Marte, and P. Rys, "Electrocatalytic hydrogenation of vat dyes," Dyes and Pigments, vol. 54, pp. 141-146, 2002.
[18] A. Roessler, D. Crettenand, O. Dossenbach, W. Marte, and P. Rys, "Direct electrochemical reduction of indigo," Electrochimica Acta, vol. 47, pp. 1989-1995, 2002.

4
BLANK PAGE
5
CHAPTER - 2 BRIEF HISTORY OF CONVENTIONAL DYEING METHODS
The main task of dyeing is to color the textile material uniformly. In beginning, the buyer provides pre-specified color to reproduce matched colored material. For this, textile engineer decides the textile fibre characteristics such as staple length, denier, cross-section and cloth structure. Following this, the laboratory exercises some trials to develop recipes to reproduce desired color.
The literature reveals that the dyeing has been used as early as 3000 B.C. No doubts, China has dyeing industry even before 3000 B.C. The India, China, Japan, Persia and Egypt had well developed the dyeing by 3000 B.C. [1]. The Egyptians advanced the dying of textile materials with primary colors and natural pigments by Chinese and Japanese dyers.
During 1500 B.C., weavers were considered important industry, and then in same era, first dye shop originated in the kingdom of Egypt and took similar importance as weaver. However, the dyeing process was not safe. It was causing burning of eyes [2].
Dyeing with Natural Dyes
Up to last century, the main source for dyes was natural material such as plants. The dyeing with natural dyes is eco-friendly process. However, a dye such as Indigo involves large number of labors and more time consuming process as compared with synthetic dyes. It also possesses complications for obtaining and processing dyes. Most of natural dyes require additional chemicals to enhance color yield and fastness properties of fabric. Several natural fibres needed the treatment with mordants, iron and aluminum to make fibre capable to receive color.
During Dark Ages, European were very eager to wear color. This increased the
demand of colored fabric but due to limitation of supply and difficulty of color processing, dyers were looking for a superior dye such as Scarlet dye (which was used for high ranking position and prestige). However, when European discovered the path to India, European markets became rich for natural dyes.
Dyeing With Synthetic Dyes
In 1856, William Henry Perkin, accidently discovered synthetic dye. The color became famous immediately as royal family started to use it [3]. Later, it took shape of dyestuff industry due to production of wide range of color and good colorfastness properties. By the end of 19th Century, very few places were using natural dyes for traditional culture and dyes. For example, the people of Halla town- Pakistan were using natural dyes only for printing Ajrak- Shawl [4] and few Scottish tweed producers were using

6
natural dyes for tweed [5]. The synthetic dyes are cheaper and mostly preferred by industry due to variety of colors.
Direct Dyeing
In this conventional method, direct dyes are applied directly on cellulosic fabric. Direct dyes were developed 100 years ago. These dyes are still used in cellulosic market due to cheaper price. In 1880, an accident in Huddersfield factory led to discovery when cotton was impregnated with treated solution of alkaline solution (2-naphthol) and benzenediazonium chloride [6]. As a result, red-orange was formed. The direct dyeing method benefits the environment by not using the chemical fixing agent. The direct dyes are mostly used for temporary usage of clothing, easy to apply, cheaper and available in variety of colors. The method requires heat to reach boiling temperature for dyebath, salt and dye fixing agents-optional. Azo dyeing is example of direct dyeing. This type of dyes usually produces red, yellow and brown colors. The drawback of such dyes is to produce range of carcinogenic particles while dyeing which is why it is now banned most of European countries.
Reactive Dyeing
It is interesting to know that reactive dyes were initially developed for wool and polyamide but, undoubtedly, the attempts got success for cotton and its blend. In 1924, the cellulose were dyed with isatoic anhydride at 950C in the presence of sodium carbonate [7]. Similarly, 1926, cellulose were reacted with nitro benzyl dimethyl phenyl ammonium hydroxide. Till 1953, several attempts were unsuccessful and spasmodic but in this year, major breakthrough came by ICI with reaction of cotton with 2,4-dichloro-1,3,5-triazin-6-yl dyes. In the 1980, Cross and Bevan explained the treatment of cotton with strong alkali and then conversion into soda cellulose.
In this conventional method, reactive dyes react and make covalent bond with textile fibre [8]. The synthetic dyes possess excellent fastness properties, variety of rich as well bright colors and widely used for dyeing. The dyeing method requires salt, alkali and temperature from 300C to 1000C. The effluent of reactive dyeing contains high concentration of salt, defoamers and strong alkali.
Fortunately, research has been undertaken to overcome its drawbacks in effluents.
For example, dyes are developed known as Eco-friendly dyes which does not contain heavy metals or toxic substances and do not need any mordants. Lesser quantity of salt, water and other chemicals needed for this developed dyes. The dyeing is carried out at a pH of around 7 which means, the effluent water does not have acid and it may also be recycled. Moreover, if cotton fibre is pre-treated with 120g of phosphate buffer /kg of fabric, then it does not require any alkali or salt and the dyeing process can be done at neutral pH. One another approach is to use Bi-functional (mixed) dyes. These dyes possess enhanced fixation properties and lead to less consumption (almost half) of salt. As a result, decreased amount of salt is available in its effluent.
7
Zeneca and Monforts- German company developed state of art technology, an environmental friendly process known as E-Control [9]. The process eliminates the chemicals such as salt, sodium hydroxide, soda ash, urea and sodium silicate.
Sulphur Dyeing
Some books were written particularly for sulphur dyes and it had been used enormously. In 1941, only Sulphur Black T was produced 10% of total dye in United States [6]. The first commercial sulphur dye- Cachou de level was obtained in 1861. This conventional method is used for low cost fabric having acceptable color strength. Though, it does not have any heavy metals in effluent but contain heavy concentration of sodium sulphide which makes effluent highly toxic. The sulphur dyeing discharges sulphur dyes itself, salt and alkali along with sodium sulfide, This damages sewage & treatment systems and can harm the life as well.
Vat Dyeing
The discovery of vat dye, in 1901, credited to Rene Rohn. Earlier, the considerable work was done by Baeyer in 1883, developed synthetic route to Indigo and hence Bohn synthesized an anthraquinone vat dye which provided from yellow to black dyes. The dyes are insoluble or oxidized form and classified as vat dyes. These require powerful reducing agent and alki to make dyes soluble. Though, they are very expensive, yet produces high-quality fabric having excellent fastness properties. The process itself involves complicated dyeing procedures. Its effluent contains salts, oxidizing agents, reducing agents and residual dyes. This dyeing affects environment very less as compared with other conventional dyeing methods but produce higher quality fabric at same time.
References
[1] P. Weigle, Ancient Dyes for Modern Weavers, pp. 9, 1974. [2] R. Stuart, A History of Dyed Textiles. Cambridge- MIT Press, pp. 89-94, 1969. [3] Chemical Heritage Foundation, A Happy Accident: Mauve,
https://www.chemheritage.org/historical-profile/william-henry-perkin, accessed on dated 01 January, 2018.
[4] N. Bilgrami, Ajrak: Cloth from the soil of sindh, Textile society of America Symposium Proceedings, pp. 771, 2000.
[5] M. S. Nicdhuinnshleibhe, “A brief history of dyestuff and dyeing”, Runestone Collegium, vol. 19, pp. 5000, 2000.
[6] D. R. Waring and G. Hallas, The Chemistry and Application of Dyes, Plenum Press, New York, pp. 82, 1990.
[7] P. F. Gordon and P. Gregory, Organic Chemistry in Colour, Springer-Verlag, pp. 279-281, 1983.
[8] F. P. Schafer, Dye Lasers, Springer-Verlag, pp. 9-27, 1977. [9] Peter Tolksdorf, New developments in continuous dyeing of PES/cellulosic
blends, A. Monforts Textilmaschinen, http://monforts.com/index.php?id=17443&tx_editfiltersystem_pi1%5Bcmd%5D=detail&tx_editfiltersystem_reference_pi1%5Buid%5D=4&cHash=12fd887d819107af15e2249792d01300.

8
BLANK PAGE
9
CHAPTER – 3 TECHNOLOGICAL DEVELOPMENTS INTO TEXTILE DYEING
Technological Development in Exhaust Dyeing
Usually, the first phase of exhaust dyeing is to promote dye exhaustion and diffusion under neutral pH conditions using electrolyte such as sodium chloride or sodium sulphate [1]. Temperature of the dyebath is slowly increased to expedite the dye exhaustion onto and dye diffusion into the fibers, and further to assist uniform migration. In case of reactive dyes, dye fixation is then attained by addition of a suitable alkali to the dyebath that activates dye-fiber reaction. The dye fixation phase is prolonged over 30 – 60min with temperatures in the range of 30 - 90oC that depends on reactive group type(s). During second phase, additional dye transfer to the fiber occurs that is usually known as secondary exhaustion [2, 3].
After completion of the dyeing process, the fabric contains mainly two forms of the dye; unfixed (loose dye) and fixed (bonded or trapped) dye. The unfixed dyes cause poor wash-fastness and are required to be removed in a wash-off step where residual chemicals are also removed. Usually, wash-off process requires large quantities of water [4]. For example, approximately 75% of the water used in reactive dyeing occurs during washing-off [5].
Total amount of water, chemicals and auxiliaries depends on dyebath liquor ratio,
i.e. ratio of the volume of water to the mass of fiber substrate (usually litres of water per kilo of fabric). Thus, total consumption of water and chemicals can be reduced by reducing the liquor ratio [6]. Based on this approach, many forms of low liquor ratio jet dyeing machines were commercialized in 1990’s [7, 8]. Various machine manufacturers provide purpose-based machines for specific fabric types, constructions and weights. For example, specially designed jets for delicate fabrics, jet airflow assist, and creels with drive to rotate the fabric.
In the 1990’s, such technologies shifted the textile dyeing industry from a 20:1
liquor ratio down to ratios as low as 6-8:1. The ultra-low liquor ratio dyeing machines, introduced lately as the 21st century technology, offer to dye the fabric at as low ratios as 3:1. The reduced liquor ratio also becomes an additional opportunity for the dye to transfer from solution to the substrate [9]. Thus, need of an electrolyte for dye exhaustion is also reduced. Moreover, the reduced water volumes during dyeing reduces the tendency of dye hydrolysis ultimately increasing the dye yield on the fiber. Other advantages of low liquor ratio dyeing machines are lower consumption of steam to heat the dyebath and reduced wastage of dye liquor. Such developments have laid major improvements towards sustainability; lower use of water, energy, dye and electrolyte and reduced disposal to the

10
environment. The ultra low liquor ratio dyeing machines are also regarded as the best available technology for exhaust dyeing [10].
Technological Developments in Pad Dyeing
Pad dyeings are better than exhaust dyeings from a sustainability perspective [11], because these offer [12];
- Quicker dye application - Lower liquor ratio in the running dyebath - No need of electrolyte for exhaustion - Lower quantities of left-over dye liquor - Easier dyeing control for dye levelness on the fabric
The ultra low liquor ratio exhaust machines facilitate dyeings at minimum liquor
ratio of 3:1. Whereas pad dyeings are carried out at much lower liquor ratios, i.e. between 1:1 and 0.5:1. Dye take-up is also increased by such low liquor ratios. As a result, quantities of dye and water, discharged to wastewater at the end of the dyeing, are further reduced.
In pad dyeing processes the widthwise and lengthwise shade uniformity depends
on stay time of running fabric in the padder, fiber type and construction of the fabric, pickup per cent, possible preferential dye uptake, dye aggregation, dye hydrolyzation in case of reactive dyes, and possible impurities from fabric preparation to the dyebath. Dye fixation is achieved within a short time frame (typically 30 to 120 s) after padding. Dye fixation in the padded fabric is done either by steaming or curing conditions in specially designed continuously operated chambers.
Usually, pad dyeings are avoided for knits and small batches due to limitations [13]
such as higher pollution load and dimensional instability [10]. However, special pad dyeing machinery for knits and small batches have been commercialized by Benninger, Erbatch and Monforts. Low padding trough capacity
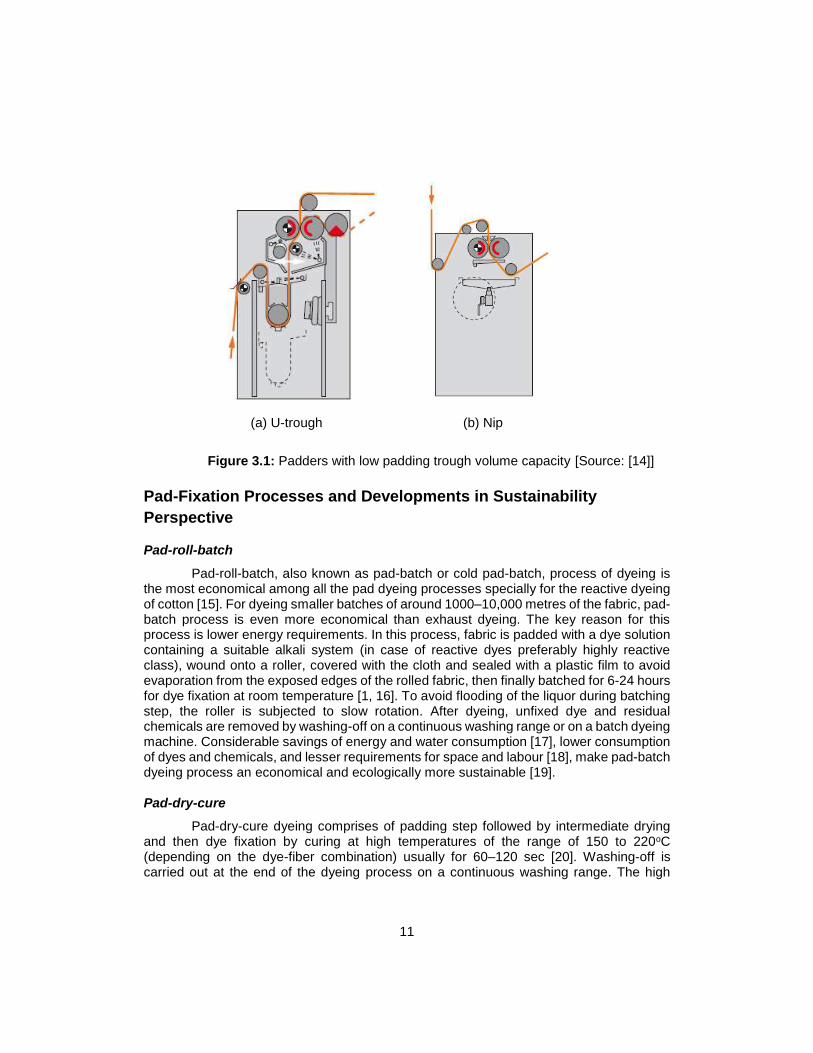
At the end of pad dyeing process, all the left-over dyeing liquor, in the padding trough and supply lines including pumps, is in its concentrated form drained [10]. The amount of liquor drained depends on capacity of the trough. Many machine manufacturers have introduced as low capacity of the trough volumes as 10–15 L, as shown in Fig. 3.1 (a). Such low trough volume capacity has improved dyeing efficiency and reduced the wastage [7]. In the adder design shown in Fig. 3.1 (a), fabric moves upward into the squeezing rolls that causes surplus liquor to drain down back to the trough. Therefore, an alternative design was introduced where the trough is formed in the nip between the two squeeze rollers (Fig. 3.1 (b)). Such padder designs are regarded as the best available equipment for reduced the dyebath left over dye solution wastages [10].
11
(a) U-trough (b) Nip
Figure 3.1: Padders with low padding trough volume capacity [Source: [14]]
Pad-Fixation Processes and Developments in Sustainability
Perspective
Pad-roll-batch
Pad-roll-batch, also known as pad-batch or cold pad-batch, process of dyeing is the most economical among all the pad dyeing processes specially for the reactive dyeing of cotton [15]. For dyeing smaller batches of around 1000–10,000 metres of the fabric, pad-batch process is even more economical than exhaust dyeing. The key reason for this process is lower energy requirements. In this process, fabric is padded with a dye solution containing a suitable alkali system (in case of reactive dyes preferably highly reactive class), wound onto a roller, covered with the cloth and sealed with a plastic film to avoid evaporation from the exposed edges of the rolled fabric, then finally batched for 6-24 hours for dye fixation at room temperature [1, 16]. To avoid flooding of the liquor during batching step, the roller is subjected to slow rotation. After dyeing, unfixed dye and residual chemicals are removed by washing-off on a continuous washing range or on a batch dyeing machine. Considerable savings of energy and water consumption [17], lower consumption of dyes and chemicals, and lesser requirements for space and labour [18], make pad-batch dyeing process an economical and ecologically more sustainable [19]. Pad-dry-cure
Pad-dry-cure dyeing comprises of padding step followed by intermediate drying and then dye fixation by curing at high temperatures of the range of 150 to 220oC (depending on the dye-fiber combination) usually for 60–120 sec [20]. Washing-off is carried out at the end of the dyeing process on a continuous washing range. The high
12
temperature helps dye penetration in the fibers, improves dye fixation and ultimate color yield [16, 21-23]. Urea, which is sometimes used to improve dye solubility and/or provide moisture medium during dry heat fixation step, is removed during washing-off and causes pollution to the wastewater as it increases nitrogen content of water after degradation [1].
If the fabric is immediately subjected to drying after padding, undesired dye migration causing shade variation on both sides of the fabric and excessive evaporation occurs. An antimigranting agent, which is a thickener, is used in the padding liquor to avoid this problem. Pre-drying with infrared heating is also used to reduce the dye migration problem [24]. Pad-steam Fix
Each commercial dye range has its particular requirement of steaming conditions. For reactive dyes, saturated steam (i.e. 101–102oC, 100% humidity) is required for dye fixation. Pad-steam dyeing is the most economical and simplest continuous process for producing light to medium shades [1, 15, 25].
Another sequence is pad-dry-chemical pad- steam process, where dye is padded
first followed by drying and second pad with chemicals, squeezed, then steam fixation. This sequence is suitable for medium to dark shades, however, heavy amount of salt is used in second padding bath to avoid dye bleeding.
In recent decades, pad-dry-steam, a more environmentally and economically viable dyeing sequence, has been introduced by the leader machinery manufacturer companies in collaboration with the dye manufacturers and suppliers. Bleeding problem is reduced comparing to pad-dry-chemical pad-steam sequence, and shade depths are improved comparing to pad-steam dyeing [26]. However, this process sequence still engages two machines, thermosol machine for pad and drying steps and pad-steam machine for steaming and washing-off machine. A tailored machine for pad-dry-steam dyeing should be commercialized by renowned machine manufacturers. Eco-control dyeing
Urea is used as a moisture medium in the pad-dry-cure dyeing to support the dye-fiber reaction. In pad-steam dyeing, inorganic salt is used to improve dye levelness. In pad-dry-chemical pad-steam dyeing, salt is also used to avoid bleeding of dye during chemical padding step. Although considerable progress had been made, from the 1970’s to the 1990’s, to improve the sustainability through continuous dyeings, there was still the need to eliminate the use urea and inorganic salts.
BASF and Monforts introduced a new machine with new process, in the late 1990’s, which did not require salt and urea [27]. The basic principle of the machine, known as the ‘Eco-Control’ range is to inject moisture vapours into the hot curing chamber. The fixation conditions have been reported as 20–25% relative humidity and 120oC typically for a dichloro-s-triazine dye. Only small concentrations of alkali (sodium bicarbonate) are required for these dyes. This technology has been regarded as the best available
13
technology for improving economic and ecological impact of the continuous dyeing processes in BAT documents [10]. Pad-Ox processes
Black, brown, navy, green, and olive shades in medium to heavy depths on cotton apparel are most economically produced on a continuous range with sulphur dyes. However, the unfixed sulphur dyes are drained to effluent that has a high sulphide content resulting in high COD and BOD values. More sustainable approaches to the current dyeing techniques have been well studied [28, 29] but the effluent issue still remained. Archroma (previously Clariant) has developed options of modified processes, namely pad-ox processes, which provides 100% fixation of the sulphur dye onto the cotton fiber [30]. The process is based on the use of pad-oxidation steps in the rinse section of the sulphur dyeing range. Emerging Technologies
Scientists and industrialists are working continuously to reduce consumption of water, energy and chemicals, and waste water pollution from dyeing processes. Many emerging technologies have been tested and some of them, such as ultrasonic energy, electrochemical technology, microwave, plasma and supercritical carbon dioxide, are finding their way towards commercialization.
Application of ultrasonic energy has been proved to be the opportunity to increase the process effectiveness and reduce the duration for many wet textile processes. It has demonstrated reduction in consumption of energy, water and chemical, improvement in color yields and reduction in wastewater pollution [31-33]. The use of ultrasonic energy on a production scale, mostly for exhaust and some pad-batch dyeings of cellulose fabrics with reactive dyes, has also been tested and reported [34].
Other technologies are electrochemical treatments, microwave heating, plasma
treatments and using supercritical carbon dioxide as a medium/solvent. Reduction and oxidation of sulphur and vat dyes, using electrochemical methods, is an emerging area. So far, electrochemical reduction and oxidation have been shown to reduce wastewater pollution [28]. Microwave heating can improve the dye uptake and dye fixation [35, 36], however, efforts are laid to make it viable on a production scale. Supercritical carbon dioxide and plasma have been reported as ways to carry out waterless dyeing [33, 37-42].
References
[1] A. D. Broadbent, "Reactive dyes," in Basic Principles of Textile Coloration, Society of Dyers and Colourists, pp. 332-357, 2005.
[2] K. Srikulkit and P. Santifuengkul, "Salt-free dyeing of cotton cellulose with a model cationic reactive dye," Coloration Technology, vol. 116, no. 12, pp. 398-402, 2000.
[3] K. Imada and N. Harada, "Recent developments in the optimized dyeing of cellulose using reactive dyes," Journal of the Society of Dyers and Colourists, vol. 108, no. 4, pp. 210-214, 1992.
14
[4] S. R. Shukla, "Pollution abatement and waste minimisation in textile dyeing," in Environmental Aspects of Textile Dyeing, Woodhead Publishing Ltd, pp. 116-148, 2007.
[5] H. H. Knudsen and H. Wenzel, "Environmentally friendly method in reactive dyeing of cotton," Water Science and Technology, vol. 33, no. 6, pp. 17-27, 1996.
[6] E. Kalliala and P. Talvenmaa, "Environmental profile of textile wet processing in Finland," Journal of Cleaner Production, vol. 8, no. 2, pp. 143-154, 2000.
[7] D. Phillips, "Environmentally friendly productive and reliable: priorities for cotton dyes and dyeing processes," Journal of the Society of Dyers and Colourists, vol. 112, no. 7-8, pp. 183-186, 1996.
[8] L. Wilbers and G. Seiler, "New concept for dyeing of cellulosic substrates at ultra low liquor ratios," Melliand International, vol. 8, no. 1, pp. 66-67, 2002.
[9] C. B. Anderson, "Dyeing reactive dyes using less salt," American Dyestuff Reporter, vol. 83, no. 9, pp. 103-105, 1994.
[10] E. Commission, "Reference Document on Best Available Techniques for the Textiles Industry," European Integrated Pollution Prevention and Control Bureau, Institute for Prospective Technological Studies, Spain, vol. BREF TXT 07, 2003.
[11] W. Schramm and J. Jantschgi, "Comparative assessment of textile dyeing technologies from a preventive environmental protection point of view," Coloration Technology, vol. 115, no. 4, pp. 130-135, 1999.
[12] H. Leube, "Textile dyeing" in Industrial Dyes, Wiley-VCH, pp. 339-357, 2003. [13] B. Smith, "Wastes from textile processing," in Plastics and the Environment, John
Wiley and Sons, Inc., pp. 293 - 295, 2003. [14] A. Khatri, M. H. Peerzada, M. Mohsin, and M. White, "A review on developments
in dyeing cotton fabrics with reactive dyes for reducing effluent pollution," Journal of Cleaner Production, vol. 87, pp. 50-57, 2015.
[15] J. R. Aspland, "Practical application of reactive dyes," Textile Chemist and Colorist, vol. 24, no. 6, pp. 35-40, 1992.
[16] J. Shore, "Dyeing with reactive dyes," in Cellulosics Dyeing, Society of Dyers and Colourists, pp. 189-245, 1995.
[17] Z. Khatri, F. Ahmed, A. Jhatial, M. Abro, G. Mayakrishnan, and I.-S. Kim, "Cold pad-batch dyeing of cellulose nanofibers with reactive dyes," Cellulose, vol. 21, no. 4, pp. 3089-3095, 2014.
[18] R. L. Stone, "A conservative approach to dyeing cotton" Raleigh NC USA 1979. [19] K. Van Wersch, "Ranges for dyeing by the pad-batch method," Melliand
Textilberichte, vol. 73, no. 5, pp. 431-432, 1992. [20] J. Shore, "Dyeing with direct dyes," in Cellulosics Dyeing, Society of Dyers and
Colourists, pp. 152-188, 1995. [21] G. E. Krichevskii and I. M. Movshovich, "Use of methods of heterogeneous
chemical kinetics and nonequilibrium thermodynamics for the quantitative evaluation of the rate of fixation of reactive dyes by fibrous materials," Textile Research Journal, vol. 40, no. 9, pp. 793-802, 1970.
[22] J. R. Aspland, "Reactive dyes and their application," Textile Chemist and Colorist, vol. 24, no. 5, pp. 31-36, 1992.
[23] J. Suss-Leonhardt, D. McKelvey, and B. Pesch, "New developments in cold pad batch dyeing," Melliand International, vol. 12, no. 3, pp. 233-235, 2006.
15
[24] A. D. Broadbent, "Dyeing machinery," in Basic Principles of Textile Coloration, Society of Dyers and Colourists, pp. 215-239, 2005.
[25] D. A. S. Phillips, "The dyeing of cellulosic fibres with reactive dyes," Advances in Colour Science and Technology, vol. 1, pp. 1-11, 1998.
[26] L. Bright, "One bath-pad short steam process," American Dyestuff Reporter, vol. 79, no. 9, p. 46, 1990.
[27] R. F. Hyde, "Review of continuous dyeing of cellulose and its blends by heat fixation processes," Review of Progress in Coloration, vol. 28, pp. 26-31, 1998.
[28] M. Božič and V. Kokol, "Ecological alternatives to the reduction and oxidation processes in dyeing with vat and sulphur dyes," Dyes and Pigments, vol. 76, no. 2, pp. 299-309, 2008.
[29] M. D. Teli, R. Paul, S. M. Landage, and A. Aich, "Ecofriendly processing of sulphur and vat dyes – An overview," Indian Journal of Fibre and Textile Research, vol. 26, pp. 101-107, 2001.
[30] A. Khatri, A. Salam, F. Absarullah, and R. Anwar, "Improved sustainability of cotton sulfur dyeing by pad-ox processes energy, environment and sustainable development," Springer Vienna, pp. 229-235, 2012.
[31] E. Oner, I. Baser, and K. Acar, "Use of ultrasonic energy in reactive dyeing of cellulosic fabrics," Journal of the Society of Dyers & Colourists, vol. 111, no. 9, pp. 279-281, 1995.
[32] Z. Khatri, M. H. Memon, A. Khatri, and A. Tanwari, "Cold Pad-Batch dyeing method for cotton fabric dyeing with reactive dyes using ultrasonic energy," Ultrasonics Sonochemistry, vol. 18, no. 6, pp. 1301-1307, 2011.
[33] N. S. E. Ahmed and R. M. El-Shishtawy, "The use of new technologies in coloration of textile fibers," Journal of Materials Science, vol. 45, no. 5, pp. 1143-1153, 2010.
[34] K. A. Thakore, "Ultrasound treatment in exhaust and pad-batch dyeing," AATCC Review, vol. 11, no. 4, pp. 66-74, 2011.
[35] N. Lei, D. Gong, X. Ling, and Y. Shi, "Researches on microwave dyeing cotton fabrics," vol. 627, pp. 343-347, 2013.
[36] M. R. Badrossamay and S. H. Amirshahi, "Effect of microwave heating on dyeing of cotton fabrics," pp. 414-416, 2001.
[37] E. Özdogan, R. Saber, H. Ayhan, and N. Seventekin*, "A new approach for dyeability of cotton fabrics by different plasma polymerisation methods," Coloration Technology, vol. 118, no. 3, pp. 100-103, 2002.
[38] A. Schmidt, E. Bach, and E. Schollmeyer, "The dyeing of natural fibres with reactive disperse dyes in supercritical carbon dioxide," Dyes and Pigments, vol. 56, no. 1, pp. 27-35, 2003.
[39] M. V. Fernandez Cid, J. van Spronsen, M. van der Kraan, W. J. T. Veugelers, G. F. Woerlee, and G. J. Witkamp, "A significant approach to dye cotton in supercritical carbon dioxide with fluorotriazine reactive dyes," The Journal of Supercritical Fluids, vol. 40, no. 3, pp. 477-484, 2007.
[40] A. Patiño, C. Canal, C. Rodríguez, G. Caballero, A. Navarro, and J. M. Canal, "Surface and bulk cotton fibre modifications: Plasma and cationization. Influence on dyeing with reactive dye," Cellulose, vol. 18, no. 4, pp. 1073-1083, 2011.
[41] L. Wang, Z.-Q. Xiang, Y.-L. Bai, and J.-J. Long, "A plasma aided process for grey cotton fabric pretreatment," Journal of Cleaner Production, vol. 54, pp. 323-331, 2013.
16
[42] W.-m. Wang, B. Yu, and C.-j. Zhong, "Use of ultrasonic energy in the enzymatic desizing of cotton fabric," Journal of Cleaner Production, vol. 33, pp. 179-182, 2012.
17
CHAPTER – 4
NANOTECHNOLOGY IN DYEING
The rapid evolution of nanotechnology has paved the way for researchers worldwide to explore the unique properties of nanoscale materials. It deals with the materials having dimensions in the range of 1-100 nm [1].
Electrospinning is a simple and versatile method for producing polymer fibres in
the submicron to nanometer diameter range from a variety of materials including polymers, composites and ceramics [2]. During the last two decades, enormous research has been carried out to prepare electrospun nanomaterials for a wide range of potential applications in diverse fields [3]. The important applications covered were tissue engineering, filtration, biosensor and energy.
Dyeing with nano-pigments
In the recent decade, enormous research has been done in the field of nanotechnology. Realizing the significant properties of nanomaterials, nano-sized pigment particles were applied in textile processing with promising results [4].
The two major problems associated with conventional pigment dyeing are poor wet rubbing fastness and stiff handle of the dyed fabric. By reducing the average diameter of the pigment particles to 100-200 nm and ensuring the stability of pigment dispersion during application, both problems may be alleviated [5].
In a previous study [5], nanoscale pigment dispersion was prepared with a
commercial pigment [CI Pigment Red 22 (1)] to dye cationic cotton fabric. Initially, the pigment dispersion showed ~1500 nm diameter of the pigment particles. On microfluidiser,
nanoscale pigment dispersion was prepared with ~128 nm average particle diameter.
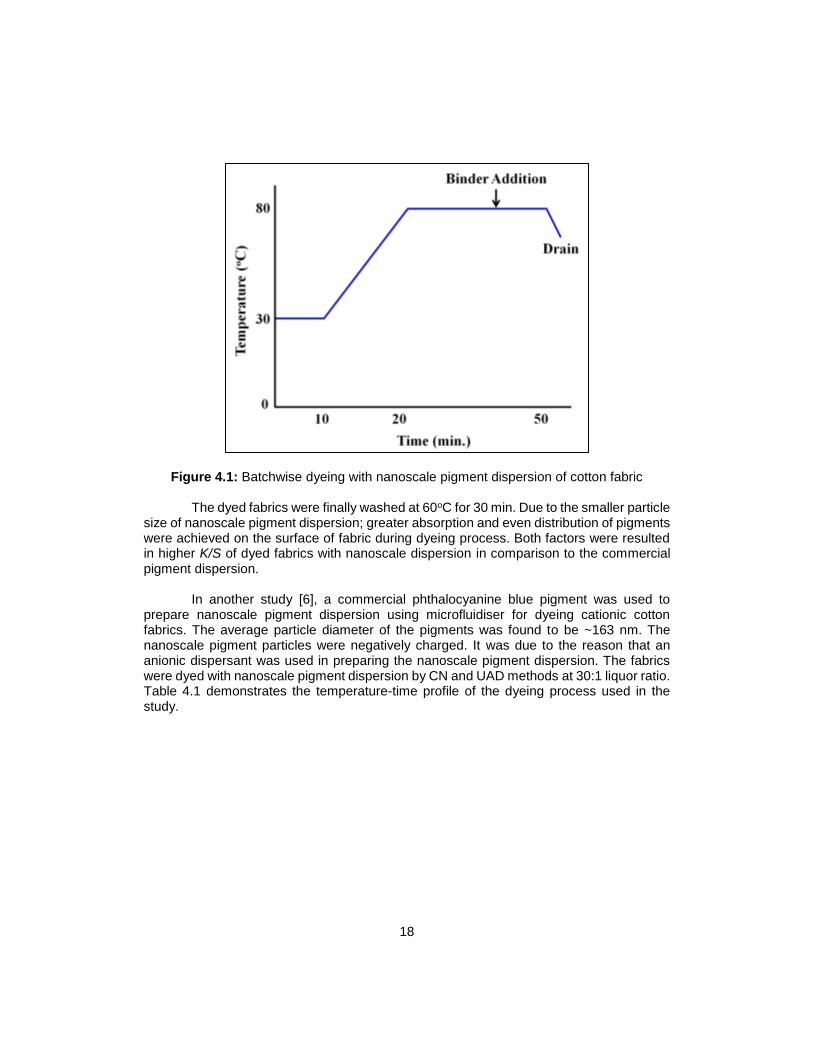
Batchwise method was used to apply the nanoscale pigment dispersion on cotton fabric at 20:1 liquor ratio. Figure 4.1 shows the temperature-time profile of the dyeing process used in the study.
18
Figure 4.1: Batchwise dyeing with nanoscale pigment dispersion of cotton fabric The dyed fabrics were finally washed at 60oC for 30 min. Due to the smaller particle
size of nanoscale pigment dispersion; greater absorption and even distribution of pigments were achieved on the surface of fabric during dyeing process. Both factors were resulted in higher K/S of dyed fabrics with nanoscale dispersion in comparison to the commercial pigment dispersion.
In another study [6], a commercial phthalocyanine blue pigment was used to
prepare nanoscale pigment dispersion using microfluidiser for dyeing cationic cotton fabrics. The average particle diameter of the pigments was found to be ~163 nm. The nanoscale pigment particles were negatively charged. It was due to the reason that an anionic dispersant was used in preparing the nanoscale pigment dispersion. The fabrics were dyed with nanoscale pigment dispersion by CN and UAD methods at 30:1 liquor ratio. Table 4.1 demonstrates the temperature-time profile of the dyeing process used in the study.
19
Table 4.1: Pigment dyeing process by batchwise method
Process Recipe Parameters
Pigment dyeing
2.0% Colorant 0-20 g/L Electrolyte
Temperature: 40-80oC Time: 0-45 min
Fixation*
5 g/L Binder
Temperature: 95oC Time: 15 min
* Fresh water was taken.
The UAD method produced higher equilibrium adsorption of pigments, mainly due to the dispersion of the particles by the acoustic cavitation effect. Moreover, better evenness of the nanoscale pigments were achieved with UAD method because the ultrasonic energy can significantly disperse the particles in the dye liquor and on the substrate.
Dyeing of nanofibres
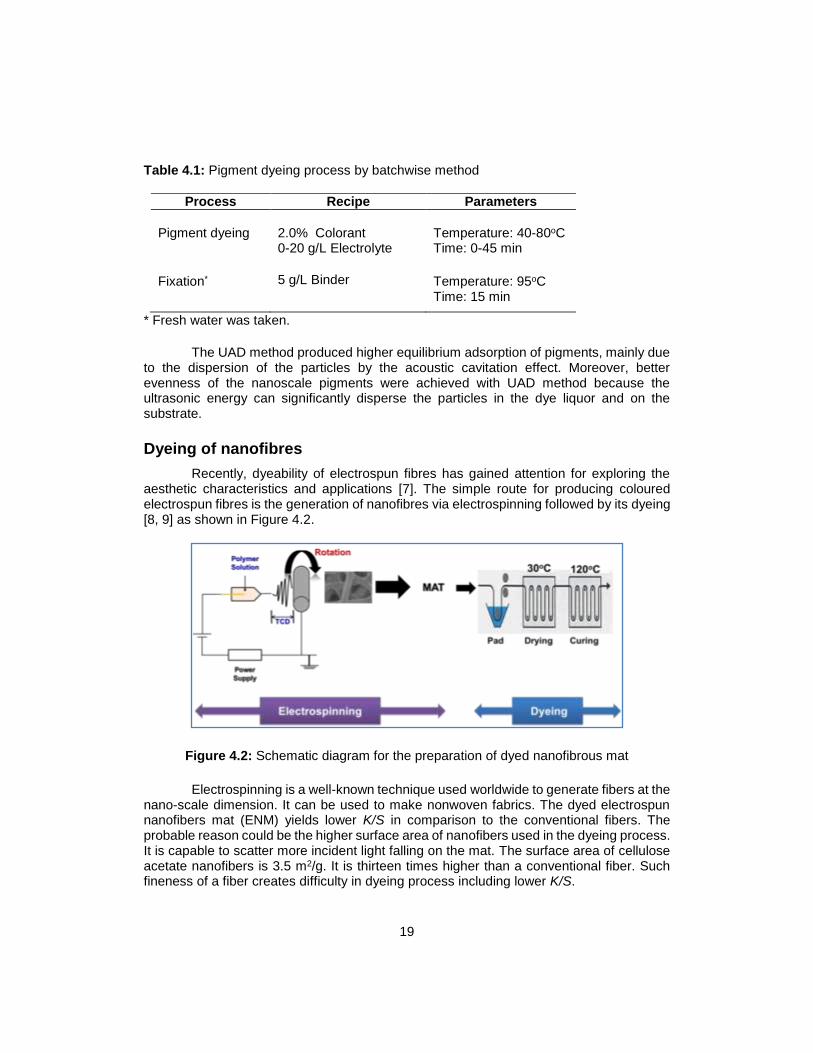
Recently, dyeability of electrospun fibres has gained attention for exploring the aesthetic characteristics and applications [7]. The simple route for producing coloured electrospun fibres is the generation of nanofibres via electrospinning followed by its dyeing [8, 9] as shown in Figure 4.2.
Figure 4.2: Schematic diagram for the preparation of dyed nanofibrous mat
Electrospinning is a well-known technique used worldwide to generate fibers at the
nano-scale dimension. It can be used to make nonwoven fabrics. The dyed electrospun nanofibers mat (ENM) yields lower K/S in comparison to the conventional fibers. The probable reason could be the higher surface area of nanofibers used in the dyeing process. It is capable to scatter more incident light falling on the mat. The surface area of cellulose acetate nanofibers is 3.5 m2/g. It is thirteen times higher than a conventional fiber. Such fineness of a fiber creates difficulty in dyeing process including lower K/S.
20
The dyeing of ENMs was investigated by three different methods, that is, batchwise method [8, 10, 11], pad-dry-cure method [9, 12, 13] and pad batch method [14]. Table 4.2 shows the important steps used in dyeing methods for ENMs. Reactive dye was the only colorant successfully applied on ENMs using all these methods. On the other hand, only pad-dry-cure method was used for applying disperse dyes on ENM.
Table 4.2 Dyeing methods for ENMs.
Methods Padding Drying Fixation Fixation Medium
Batchwise --- --- 30-80oC Dye liquor Pad-dry-cure 30oC 30-60oC 80-180oC Hot Air Pad Batch 30oC --- 30-35oC Dye liquor
In batchwise method, the textile material remains in repeated contact with the dye
solution during the dyeing process and the fibers gradually absorb the dyes [15]. It is necessary to control the dyeing temperature, pH and auxiliary chemical concentrations to achieve level dyeings with good color yield. Additionally, continuous movement of dye solution is essential through the substrate during the dyeing process. In 2013, batchwise dyeing of cellulose ENMs with reactive dyes was reported [8]. Cellulose ENMs were cationized; prior to the reactive dyeing process; to reduce the problem of inferior K/S of dyed ENMs. The dyed cationic cellulose ENMs demonstrated better K/S due to the greater mass transfer from dye solution to the ENMs.
Pad-dry-cure is a type of continuous dyeing method in which the dye solution is
applied on the substrate using padder (trough and a pair of squeeze rolls) followed by drying and curing with hot air [15]. The dyed substrate must be washed-off with suitable surfactants to remove unfixed dyes and chemicals. In 2013, dual padding method was used to improve the K/S of dyed ENMs by applying reactive dyes on cellulose ENMs [12] followed by drying and curing of the substrate with hot air. The results of the dual padding method revealed a significant improvement in the color yield on cellulose ENMs ranging from 56% to 122%. Moreover, XRD results demonstrated that the dyed cellulose ENMs demonstrated improved orientation than the undyed cellulose ENMs.
Cold pad batch dyeing method is the most economical and simple method as it
involves only one step, that is, passage of substrate through the padder containing dye solution followed by batching for certain hours [16]. It is an eco-friendly dyeing method as water consumption is lowest and the use of electrolyte is eliminated. This dyeing method does not require high temperature for dye fixation.
Recently, dyeing of cellulose nanofibres with two different reactive dyes by UAD
method has been reported [7]. It was found that the UAD dyeing method produced higher (K/S) than the conventional dyeing method. The surface morphology of dyed nanofibres under SEM showed smooth surfaces; and the diameter of nanofibres increased in case of UAD dyeing method.
21
UAD of ENMs was also considered as a potential solution to improve K/S of nanofibers during dyeing process. The effects of sonication in batchwise dyeing process have been explained in the sixth chapter of the monograph.
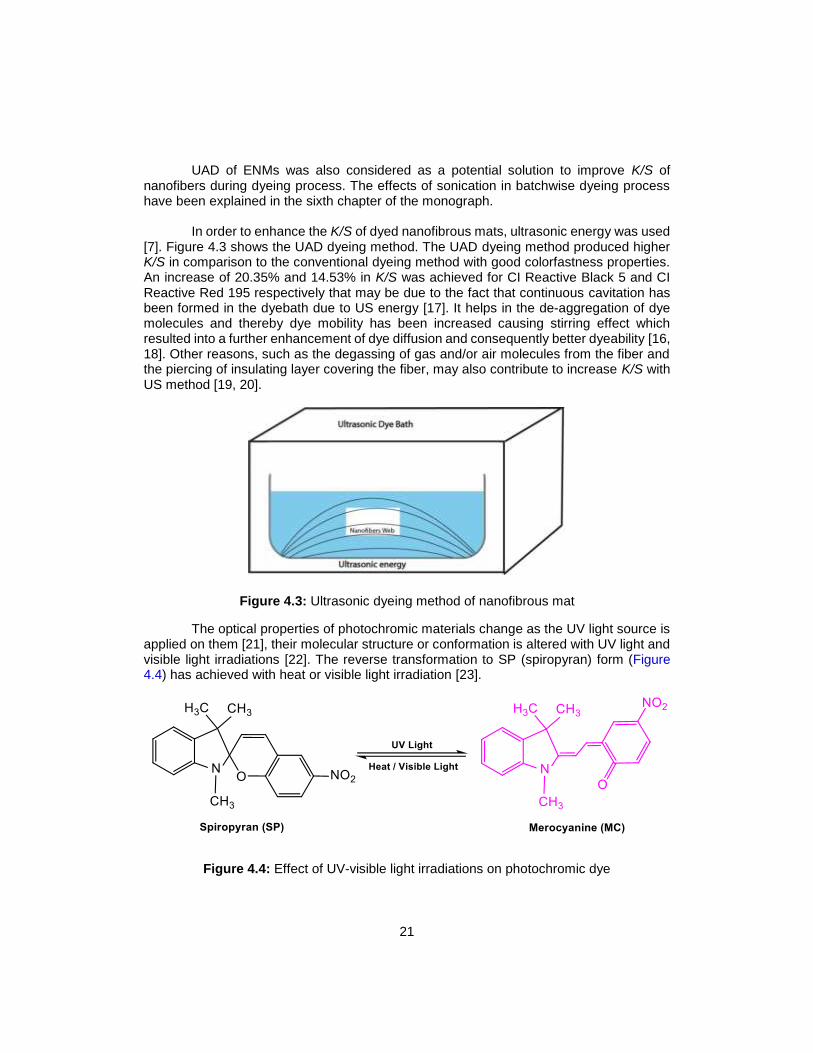
In order to enhance the K/S of dyed nanofibrous mats, ultrasonic energy was used
[7]. Figure 4.3 shows the UAD dyeing method. The UAD dyeing method produced higher K/S in comparison to the conventional dyeing method with good colorfastness properties. An increase of 20.35% and 14.53% in K/S was achieved for CI Reactive Black 5 and CI Reactive Red 195 respectively that may be due to the fact that continuous cavitation has been formed in the dyebath due to US energy [17]. It helps in the de-aggregation of dye molecules and thereby dye mobility has been increased causing stirring effect which resulted into a further enhancement of dye diffusion and consequently better dyeability [16, 18]. Other reasons, such as the degassing of gas and/or air molecules from the fiber and the piercing of insulating layer covering the fiber, may also contribute to increase K/S with US method [19, 20].
Figure 4.3: Ultrasonic dyeing method of nanofibrous mat
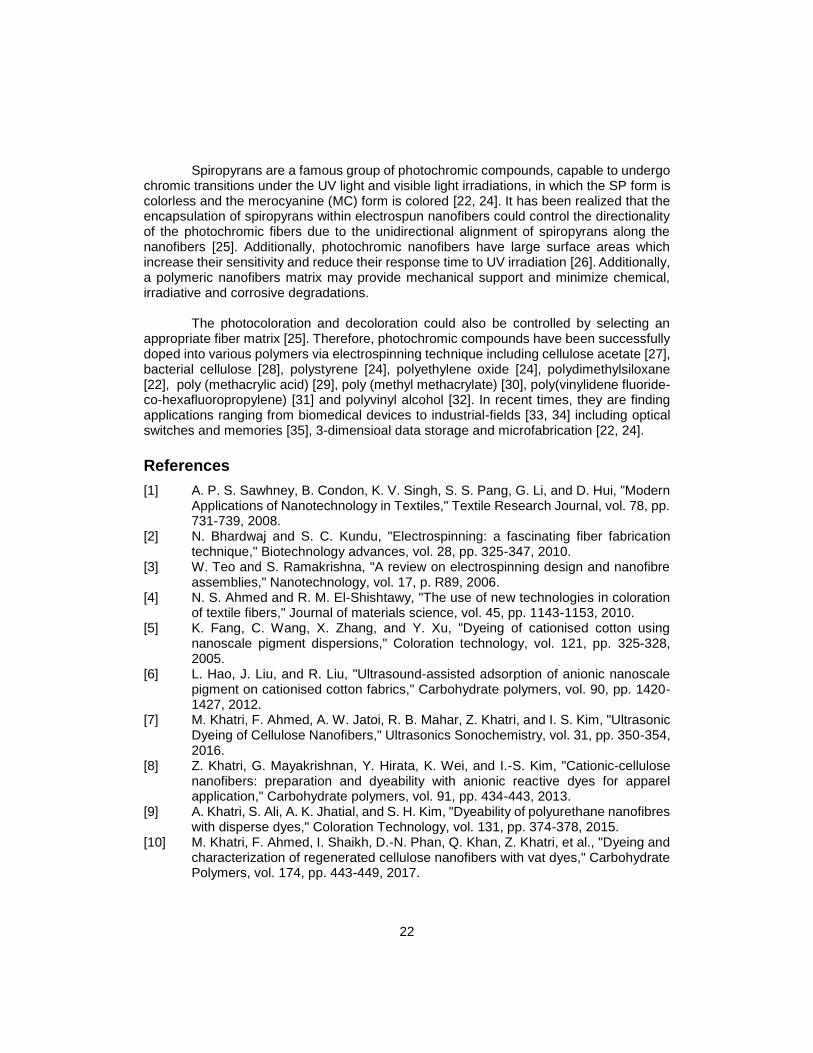
The optical properties of photochromic materials change as the UV light source is applied on them [21], their molecular structure or conformation is altered with UV light and visible light irradiations [22]. The reverse transformation to SP (spiropyran) form (Figure 4.4) has achieved with heat or visible light irradiation [23].
Figure 4.4: Effect of UV-visible light irradiations on photochromic dye
22
Spiropyrans are a famous group of photochromic compounds, capable to undergo chromic transitions under the UV light and visible light irradiations, in which the SP form is colorless and the merocyanine (MC) form is colored [22, 24]. It has been realized that the encapsulation of spiropyrans within electrospun nanofibers could control the directionality of the photochromic fibers due to the unidirectional alignment of spiropyrans along the nanofibers [25]. Additionally, photochromic nanofibers have large surface areas which increase their sensitivity and reduce their response time to UV irradiation [26]. Additionally, a polymeric nanofibers matrix may provide mechanical support and minimize chemical, irradiative and corrosive degradations.
The photocoloration and decoloration could also be controlled by selecting an
appropriate fiber matrix [25]. Therefore, photochromic compounds have been successfully doped into various polymers via electrospinning technique including cellulose acetate [27], bacterial cellulose [28], polystyrene [24], polyethylene oxide [24], polydimethylsiloxane [22], poly (methacrylic acid) [29], poly (methyl methacrylate) [30], poly(vinylidene fluoride-co-hexafluoropropylene) [31] and polyvinyl alcohol [32]. In recent times, they are finding applications ranging from biomedical devices to industrial-fields [33, 34] including optical switches and memories [35], 3-dimensioal data storage and microfabrication [22, 24]. References
[1] A. P. S. Sawhney, B. Condon, K. V. Singh, S. S. Pang, G. Li, and D. Hui, "Modern Applications of Nanotechnology in Textiles," Textile Research Journal, vol. 78, pp. 731-739, 2008.
[2] N. Bhardwaj and S. C. Kundu, "Electrospinning: a fascinating fiber fabrication technique," Biotechnology advances, vol. 28, pp. 325-347, 2010.
[3] W. Teo and S. Ramakrishna, "A review on electrospinning design and nanofibre assemblies," Nanotechnology, vol. 17, p. R89, 2006.
[4] N. S. Ahmed and R. M. El-Shishtawy, "The use of new technologies in coloration of textile fibers," Journal of materials science, vol. 45, pp. 1143-1153, 2010.
[5] K. Fang, C. Wang, X. Zhang, and Y. Xu, "Dyeing of cationised cotton using nanoscale pigment dispersions," Coloration technology, vol. 121, pp. 325-328, 2005.
[6] L. Hao, J. Liu, and R. Liu, "Ultrasound-assisted adsorption of anionic nanoscale pigment on cationised cotton fabrics," Carbohydrate polymers, vol. 90, pp. 1420-1427, 2012.
[7] M. Khatri, F. Ahmed, A. W. Jatoi, R. B. Mahar, Z. Khatri, and I. S. Kim, "Ultrasonic Dyeing of Cellulose Nanofibers," Ultrasonics Sonochemistry, vol. 31, pp. 350-354, 2016.
[8] Z. Khatri, G. Mayakrishnan, Y. Hirata, K. Wei, and I.-S. Kim, "Cationic-cellulose nanofibers: preparation and dyeability with anionic reactive dyes for apparel application," Carbohydrate polymers, vol. 91, pp. 434-443, 2013.
[9] A. Khatri, S. Ali, A. K. Jhatial, and S. H. Kim, "Dyeability of polyurethane nanofibres with disperse dyes," Coloration Technology, vol. 131, pp. 374-378, 2015.
[10] M. Khatri, F. Ahmed, I. Shaikh, D.-N. Phan, Q. Khan, Z. Khatri, et al., "Dyeing and characterization of regenerated cellulose nanofibers with vat dyes," Carbohydrate Polymers, vol. 174, pp. 443-449, 2017.
23
[11] A. W. Jatoi, F. Ahmed, M. Khatri, A. Tanwari, Z. Khatri, H. Lee, et al., "Ultrasonic-assisted dyeing of Nylon-6 nanofibers," Ultrasonics Sonochemistry, vol. 39, pp. 34-38, 2017.
[12] Z. Khatri, R. A. Arain, A. W. Jatoi, G. Mayakrishnan, K. Wei, and I.-S. Kim, "Dyeing and characterization of cellulose nanofibers to improve color yields by dual padding method," Cellulose, vol. 20, pp. 1469-1476, 2013.
[13] Z. Khatri, A. Khatri, U. Saleem, G. Mayakrishnan, B.-S. Kim, K. Wei, et al., "Pad dyeing of cellulose acetate nanofibres with disperse dyes," Coloration Technology, vol. 129, pp. 159-163, 2013.
[14] Z. Khatri, F. Ahmed, A. K. Jhatial, M. I. Abro, G. Mayakrishnan, and I.-S. Kim, "Cold pad-batch dyeing of cellulose nanofibers with reactive dyes," Cellulose, vol. 21, pp. 3089-3095, 2014.
[15] A. D. Broadbent, Basic Principles of Textile Coloration: Society of Dyers and Colourists, pp. 351, 2001.
[16] Z. Khatri, M. H. Memon, A. Khatri, and A. Tanwari, "Cold pad-batch dyeing method for cotton fabric dyeing with reactive dyes using ultrasonic energy," Ultrasonics sonochemistry, vol. 18, pp. 1301-1307, 2011.
[17] S. A. Larik, A. Khatri, S. Ali, and S. H. Kim, "Batchwise dyeing of bamboo cellulose fabric with reactive dye using ultrasonic energy," Ultrasonics sonochemistry, vol. 24, pp. 178-183, 2015.
[18] M. M. Kamel, M. M. El Zawahry, N. S. E. Ahmed, and F. Abdelghaffar, "Ultrasonic dyeing of cationized cotton fabric with natural dye. Part 1: Cationization of cotton using Solfix E," Ultrasonics Sonochemistry, vol. 16, pp. 243-249, 2009.
[19] M. M. Kamel, R. M. El-Shishtawy, H. L. Hanna, and N. S. E. Ahmed, "Ultrasonic-assisted dyeing: I. Nylon dyeability with reactive dyes," Polymer International, vol. 52, pp. 373-380, 2003.
[20] M. M. Kamel, H. M. Helmy, H. M. Mashaly, and H. H. Kafafy, "Ultrasonic assisted dyeing: Dyeing of acrylic fabrics C.I. Astrazon Basic Red 5BL 200%," Ultrasonics Sonochemistry, vol. 17, pp. 92-97, 2010.
[21] M. Aldib and R. M. Christie, "Textile applications of photochromic dyes. Part 5: application of commercial photochromic dyes to polyester fabric by a solvent-based dyeing method," Coloration Technology, vol. 129, pp. 131-143, 2013.
[22] Y.-S. Nam, I. Yoo, O. Yarimaga, I. S. Park, D.-H. Park, S. Song, et al., "Photochromic spiropyran-embedded PDMS for highly sensitive and tunable optochemical gas sensing," Chemical Communications, vol. 50, pp. 4251-4254, 2014.
[23] A. F. Little and R. M. Christie, "Textile applications of photochromic dyes. Part 3: factors affecting the technical performance of textiles screen-printed with commercial photochromic dyes," Coloration Technology, vol. 127, pp. 275-281, 2011.
[24] J. Lee, C.-W. Lee, and J.-M. Kim, "Fabrication of Patterned Images in Photochromic Organic Microfibers," Macromolecular Rapid Communications, vol. 31, pp. 1010-1014, 2010.
[25] M. Wang, S. A. Vail, A. E. Keirstead, M. Marquez, D. Gust, and A. A. Garcia, "Preparation of photochromic poly (vinylidene fluoride-co-hexafluoropropylene) fibers by electrospinning," Polymer, vol. 50, pp. 3974-3980, 2009.
24
[26] X. Li, L. Lin, M. A. Kanjwal, I. S. Chronakis, S. Liu, and Y. Chen, "Preparing photochromic nanofibers and animal cells using a photochromic compound of 1′, 3′, 3′-trimethyl-6-nitrospiro (2H-1-benzopyran-2, 2′-indoline)," Colloids and Surfaces B: Biointerfaces, vol. 89, pp. 67-72, 2012.
[27] L. Shuiping, T. Lianjiang, H. Weili, L. Xiaoqiang, and C. Yanmo, "Cellulose acetate nanofibers with photochromic property: Fabrication and characterization," Materials Letters, vol. 64, pp. 2427-2430, 2010.
[28] W. Hu, S. Liu, S. Chen, and H. Wang, "Preparation and properties of photochromic bacterial cellulose nanofibrous membranes," Cellulose, vol. 18, pp. 655-661, 2011.
[29] F. B. De Sousa, J. D. Guerreiro, M. Ma, D. G. Anderson, C. L. Drum, R. D. Sinisterra, et al., "Photo-response behavior of electrospun nanofibers based on spiropyran-cyclodextrin modified polymer," Journal of Materials Chemistry, vol. 20, pp. 9910-9917, 2010.
[30] F. Di Benedetto, E. Mele, A. Camposeo, A. Athanassiou, R. Cingolani, and D. Pisignano, "Photoswitchable organic nanofibers," Advanced Materials, vol. 20, pp. 314-318, 2008.
[31] M. Wang, S. A. Vail, A. E. Keirstead, M. Marquez, D. Gust, and A. A. Garcia, "Preparation of photochromic poly (vinylidene fluoride-co-hexafluoropropylene) fibers by electrospinning," Polymer, vol. 50, pp. 3974-3980, 2009.
[32] Z. Khatri, S. Ali, I. Khatri, G. Mayakrishnan, S. H. Kim, and I.-S. Kim, "UV-responsive polyvinyl alcohol nanofibers prepared by electrospinning," Applied Surface Science, vol. 342, pp. 64-68, 2015.
[33] S. M. R. Billah, R. M. Christie, and R. Shamey, "Direct coloration of textiles with photochromic dyes. Part 1: Application of spiroindolinonaphthoxazines as disperse dyes to polyester, nylon and acrylic fabrics," Coloration Technology, vol. 124, pp. 223-228, 2008.
[34] F. Di Benedetto, E. Mele, A. Camposeo, A. Athanassiou, R. Cingolani, and D. Pisignano, "Photoswitchable Organic Nanofibers," Advanced Materials, vol. 20, pp. 314-318, 2008.
[35] E.-M. Lee, S.-Y. Gwon, B.-C. Ji, S. Wang, and S.-H. Kim, "Photoswitching electrospun nanofiber based on a spironaphthoxazine–isophorone-based fluorescent dye system," Dyes and Pigments, vol. 92, pp. 542-547, 2012.
25
CHAPTER – 5
DYEING OF PLASMA TREATED TEXTILES
Under appropriate pressure, the interaction of electromagnetic field with gas produces plasma. It is actually partially ionized gas containing ions, electrons and neutral particles [1]. It is capable to modify the polymer surface by etching or polymerization [2]. The type of polymer and the conditions of plasma treatment results in for activation (radical formation), unsaturation (double bond formation), chain scission and cross-linking [3].
It is an environmentally friendly technology. It is preferred over chemical modification treatments in which acids, alkalis, metals and their compounds are used [1]. This is a promising surface modification treatment for natural and synthetic fibers where the bulk of the polymer remains intact, retaining the properties [4-8]. It is a water-free or low water consumption process that enables the treated fiber to absorb dyes or chemicals easily, specially for coloring the textile goods [2]. Corona and low-pressure plasma are frequently used [9].
Low pressure plasma treatment is usually employed for surface modification; it has
electrons with high kinetic energy compared to the gas temperature. Such treatment can cleave covalent chemical bonds [9]. The presence of impurities and additives in the substrate can affect the outcome of the plasma treatment [10].
The apparatus for industrial-scale continuous plasma treatment is not developed
yet [9]. However, it may be inserted “inside” existing textile-processing machines as an essential component of the machine. This would result in treatment of the substrate with plasma before the subsequent actual process.
For low pressure plasma treatment, dried substrate with minimum residual
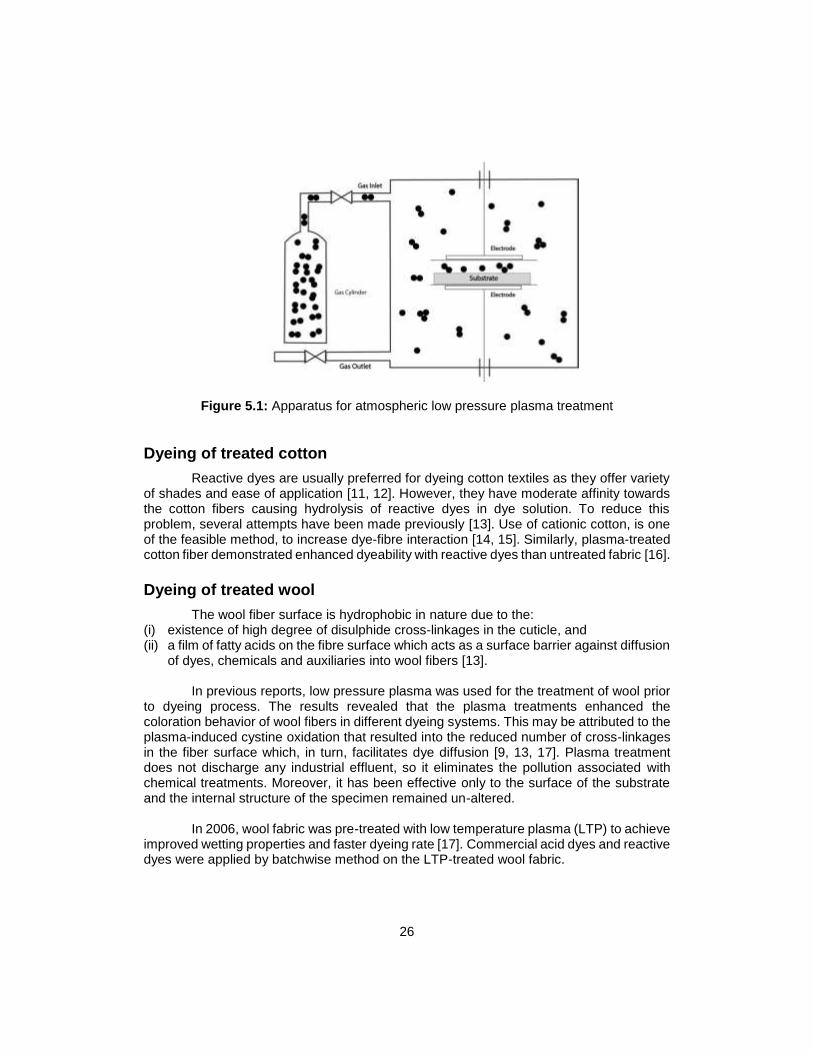
auxiliaries has been a pre-requisite. Therefore, a vacuum is needed to demoist the wet substrate before the plasma apparatus. In a commercial production machine, high volume of fabrics has been processed daily. Moisture content of the substrate (especially in case of natural fibers) and the presence of residual chemicals lead to high operating costs of the plasma treatment. Hence, on a commercial scale the use of low-pressure plasma technology is not realized yet [9]. Figure 5.1 shows an apparatus for atmospheric low-temperature plasma treatment.
26
Figure 5.1: Apparatus for atmospheric low pressure plasma treatment
Dyeing of treated cotton
Reactive dyes are usually preferred for dyeing cotton textiles as they offer variety of shades and ease of application [11, 12]. However, they have moderate affinity towards the cotton fibers causing hydrolysis of reactive dyes in dye solution. To reduce this problem, several attempts have been made previously [13]. Use of cationic cotton, is one of the feasible method, to increase dye-fibre interaction [14, 15]. Similarly, plasma-treated cotton fiber demonstrated enhanced dyeability with reactive dyes than untreated fabric [16].
Dyeing of treated wool
The wool fiber surface is hydrophobic in nature due to the: (i) existence of high degree of disulphide cross-linkages in the cuticle, and (ii) a film of fatty acids on the fibre surface which acts as a surface barrier against diffusion
of dyes, chemicals and auxiliaries into wool fibers [13].
In previous reports, low pressure plasma was used for the treatment of wool prior to dyeing process. The results revealed that the plasma treatments enhanced the coloration behavior of wool fibers in different dyeing systems. This may be attributed to the plasma-induced cystine oxidation that resulted into the reduced number of cross-linkages in the fiber surface which, in turn, facilitates dye diffusion [9, 13, 17]. Plasma treatment does not discharge any industrial effluent, so it eliminates the pollution associated with chemical treatments. Moreover, it has been effective only to the surface of the substrate and the internal structure of the specimen remained un-altered.
In 2006, wool fabric was pre-treated with low temperature plasma (LTP) to achieve
improved wetting properties and faster dyeing rate [17]. Commercial acid dyes and reactive dyes were applied by batchwise method on the LTP-treated wool fabric.
27
The LTP was generated through an atmospheric pressure dielectric barrier discharge (APDBD) in which both the electrodes were connected to an AC power supply. The flow rate of the working gas; usually nitrogen; was kept at 3 L/min.
The results revealed that LTP-treated wool fabric showed significant enhancement
in wettability (hydrophobic to hydrophilic) due to the partial breakdown of the epicuticle, the reduction in fatty acids layer (F-layer) and conversion of cystine residues to cysteic acid residues. Furthermore, an increase in the % exhaustion of acid dyes (up to 22%) and reactive dyes (up to 75%) was found. It was mainly due to the reason that LTP (nitrogen gas) introduced additional dye sites (-NH2 groups) on the substrate.
The SEM analysis revealed that the LTP-treated wool fabric surface became
rough, demonstrating surface erosion of wool fiber. Modified surface morphology contributed to the dye diffusibility and thereby higher dyeing rate. The XRD patterns showed a prominent decrease in the intensity of 2θ peak at 12 o, suggesting reduced crystallinity of the LTP-treated wool fabric.
Dyeing of treated polyester
Disperse dyes are usually applied for dyeing the Polyester (PET) textiles in the presence of phenol-based carriers commercially. These organic compounds swell the polyester fiber during dyeing at atmospheric pressure. However, they are not environment-friendly.
In a previous report, PET fibers were dyed using plasma treatment in the place of carriers. The results revealed improvement in K/S for samples treated with plasma. It was due to the reason that surface roughness and surface area of the treated sample was increased [13].
Further developments
The use of plasma treatment for applying indigenous natural dyes on natural fibers is a promising area for research in the future.
References
[1] N. S. Ahmed and R. M. El-Shishtawy, "The use of new technologies in coloration of textile fibers," Journal of Materials Science, vol. 45, pp. 1143-1153, 2010.
[2] C. W. Kan, C. K. Lo, and W. Man, "Environmentally friendly aspects in coloration," Coloration Technology, vol. 132, pp. 4-8, 2016.
[3] S. Vallon, A. Hofrichter, B. Drevillon, J. Klemberg-Sapieha, L. Martinu, and F. Poncin-Epaillard, "Improvement of the adhesion of silica layers to polypropylene induced by nitrogen plasma treatment," Thin Solid Films, vol. 290, pp. 68-73, 1996.
[4] A. Haji, A. Mousavi Shoushtari, and M. Mirafshar, "Natural dyeing and antibacterial activity of atmospheric‐plasma‐treated nylon 6 fabric," Coloration Technology, vol. 130, pp. 37-42, 2014.
28
[5] W. Man, C. Kan, and S. Ng, "The use of atmospheric pressure plasma treatment on enhancing the pigment application to cotton fabric," Vacuum, vol. 99, pp. 7-11, 2014.
[6] M. Gorjanc, K. Jazbec, M. Mozetič, and M. Kert, "UV protective properties of cotton fabric treated with plasma, UV absorber, and reactive dye," Fibers and polymers, vol. 15, pp. 2095-2104, 2014.
[7] Ö. Erdem İşmal, E. Özdoğan, and L. Yıldırım, "An alternative natural dye, almond shell waste: effects of plasma and mordants on dyeing properties," Coloration Technology, vol. 129, pp. 431-437, 2013.
[8] N. Yaman, E. Özdoğan, and N. Seventekin, "Effect of surrounded air atmospheric plasma treatment on polypropylene dyeability using cationic dyestuffs," Fibers and Polymers, vol. 14, pp. 1472-1477, 2013.
[9] A. Hasanbeigi and L. Price, "A technical review of emerging technologies for energy and water efficiency and pollution reduction in the textile industry," Journal of Cleaner Production, vol. 95, pp. 30-44, 2015.
[10] P. Nasadil and P. BENEŠOVSKÝ, "Plasma in textile treatment," Chem. Listy, vol. 102, pp. s1486-s1489, 2008.
[11] A. Khatri, M. H. Peerzada, M. Mohsin, and M. White, "A review on developments in dyeing cotton fabrics with reactive dyes for reducing effluent pollution," Journal of Cleaner Production, vol. 87, pp. 50-57, 2015.
[12] S. Ali, Z. Khatri, A. Khatri, and A. Tanwari, "Integrated desizing–bleaching–reactive dyeing process for cotton towel using glucose oxidase enzyme," Journal of cleaner production, vol. 66, pp. 562-567, 2014.
[13] N. S. E. Ahmed and R. M. El-Shishtawy, "The use of new technologies in coloration of textile fibers," Journal of Materials Science, vol. 45, pp. 1143-1153, 2009.
[14] S. Ali, M. A. Mughal, U. Shoukat, M. A. Baloch, and S. H. Kim, "Cationic Starch (Q-TAC) Pre-Treatment of Cotton Fabric: Influence on dyeing with reactive dye," Carbohydrate Polymers, vol. 117, pp. 271-278, 2015.
[15] P. J. Hauser and A. H. Tabba, "Improving the environmental and economic aspects of cotton dyeing using a cationised cotton," Coloration Technology, vol. 117, pp. 282-288, 2001.
[16] E. Özdogan, R. Saber, and H. Ayhan, "A new approach for dyeability of cotton fabrics by different plasma polymerisation methods," Coloration technology, vol. 118, pp. 100-103, 2002.
[17] M. El-Zawahry, N. Ibrahim, and M. Eid, "The impact of nitrogen plasma treatment upon the physical-chemical and dyeing properties of wool fabric," Polymer-Plastics Technology and Engineering, vol. 45, pp. 1123-1132, 2006.

29
CHAPTER – 6 ULTRASONIC ASSISTED DYEING
Conventionally, dyeing of textile material is carried out through migration of dye molecules from bath to surface of fibre and then slower diffusion. Ultrasonic assisted dyeing enables same dyeing process with shorter processing time and save energy. It also reduces processing cost and consumption of auxiliary chemicals; as a result this process becomes eco-friendly process [1]. The influence of ultrasonic-assisted dyeing (UAD) has three aspects on the dyeing system i.e. dispersion, degassing and accelerating the rate of diffusion of the dye.
Dispersion effect: In this aspect, the micelles and high molecular weight are broken
into uniform dispersion of dyes in dye bath. Degassing effect: In this aspect, the entrapped air molecules are removed from
fibre to facilitate the dye-fibre contact. Accelerating the rate of diffusion of the dye: In this aspect, this accelerates the rate
of diffusion of dye inside the fibre.
Dyeing of Natural Fibres
Cotton
The UAD method has been used for several textile fibres including cotton fibre [2]. It has been noted that the UAD method enhanced dyeing rate; more often in dyeing of hydrophobic fibres. Further, it also contributes to cavitations, for which range of ultrasonic frequency between 20- 50 kHz is mostly recommended for inducing cavitations. In several investigations, it is seen that ultrasound decreases the dye molecule size and reduce the retaining forces between dye and fibre and increase the dye diffusion process. During cavitations of cotton using UAD method, the entrapped air or gas bubbles are removed. In this way, it facilitates the dye-fibre contact and increases the movement of dye toward to the cotton fibre.
Effect of Dyebath Concentration
In direct dyeing, the dyes are supposed to adsorb with cotton fiber rather than react. During direct dyeing with UAD method, the dyes adsorption increases and accelerates the rate of dyeing as well.
In case of Reactive Dyes: In reactive dyeing, dyes are supposed to react and make
covalent bond with cotton fiber. Therefore, during dyeing, UAD method affects the color strength (K/S) value and fixation %. After dyeing the cotton fabric using UAD method, the
30
color strength value increases as comparing with conventional mates. The dye fixation % may be obtained by following simple equation;
Df % = 100 x Dyed Sample after wash (K/S) / Dyed Sample before wash (K/S) where, Df = Dye fixation
Effect of Temperature
By conventional dyeing methods, the cotton fiber is dyed at boiling temperature which increases the operational cost for heating. However, with UAD method, the temperature should be selected lower level for following reason;
The optimum cavitations may be obtained between 350C and 500C when
frequency is around 46 kHz [3]. The study of effect of cavitations is mostly preferred at low temperature. Limitation of instrument
The dyeing of cotton through UAD method increases the rate of dyeing even at lower temperature comparing with conventional cotton dyeing temperatures. However, if dyeing temperature increases then intensity of waves decreases which leads to reduced dye-uptake.
Effect of Intensity of Waves on Dyeing
During dyeing, the intensity of ultrasonic waves is related with cavitation. The cavitation increases the movement of dye and rate of dyeing. The cavitation is directly proportional to electrical power supplied to the transducers. Consequently, the cavitation or rate of dyeing may vary with power supplied. If intensity of waves increased then automatically, the rate of dyeing would increase particularly with thicker fabric.
Cellulose Acetate
Cellulose is obtained from wood and cotton seeds. It is made from glucose units (C6H7O2 (OH)3). The hydroxyl (OH) group in cellulose structure cannot be melted without chemical decomposition. Therefore hydroxyl group is replaced with acetyl groups (CH3-CO). As a result, cellulose acetate is obtained which can be melted and spun into fibres.
The cellulose acetate is compact polymer structure having low content polar
groups. This structure does not allow large molecules and dyeing at boiling temperature. The temperature exceeding 850C results hydrolysis of acetyl group on the surface fiber and delustering. Alexander and Meek [2] applied the UAD method for acetate dyeing with disperse dyeing and found the increase in dye absorption. The UAD method is beneficial on hydrophobic fibres prone to be dyed with water insoluble dyes.
31
Dyeing of Cellulose acetate
Usually cellulosic material is dyed with direct, reactive and vat dyes. However, cellulose acetate has compact polymer structure similar like to polyester. Its inter-molecular structure does not allow large molecules having bulky solubilizing groups. This is why disperse dyes are suitable for dyeing. Moreover, its dyeing cannot be done at temperature exceeding 850C otherwise it will hydrolyze its acetyl group.
Effect of Sonification
In this process, cellulose acetate is exposed to ultrasound under a certain temperature for particular time in the absence of dye. Following same material could be dyed and compared with conventional dyeing.
Wool
The ultrasonic waves have been used for man-made fibres [6] and natural fibres [7-10] including wool to assist scouring [8-9], bleaching [11] and dyeing [12]. Animal fiber; wool is the hair of sheep and goats. Wool is complex proteins, having polymers of 1 or 2-aminocarboxylic acids. They have an amino group attached to the carbon atom next to the carboxylate carbon atom. The wool fiber possesses main components i.e. scaly cuticles, body of fiber and cell membrane complex. The cell membrane complex consists mainly of protein and lipid materials which occupy a region of poor mechanical strength as compared to rest of fiber. Wool fibres are hydrophilic textile fiber having 16-18% water. Despite the fact of hydrophilic property of fiber, it is difficult to wet out due to scaly hinderers. For this purposes, hot water and often wetting agent is used.
Ultrasonic assisted Scouring
After scouring of wool, ultrasound enhances the some effectiveness of the cleaning. It does not make any change on color but increases the brightness. Ultrasound is not better than surfactant treatment. The surfactant enhances brightness better than ultrasound but in the presence of surfactant it adds the small improvement in brightness.
Formation of Sulphydryl groups
Lipids are unwanted material but strongly bound on the surface of wool. There are some processes and undesirables chemicals used to remove these lipids but they also reduce the strength of wool fibres. Conventionally, treatment of surfactant does not bring any significant change to remove the lipids, however, same surfactants along with assistance of ultrasound becomes more effective. The pre-treatment of wool assisted by ultrasound has no effect on the rate of dye-uptake or shades.
Ultrasound Assisted Dyeing
The procedure, chemicals, pH and temperature for dyeing with UAD method are followed as per standard practice. The UAD method does not make any significant changes on rate of exhaustion on wool. Generally, some wool dyes require correct choice of
32
auxiliaries in order to have proper diffusion rate. Although, the reactive dyeing of cotton assisted by ultrasound, increased the depth of shade without auxiliaries.
Dyeing of synthetic fibres
Polyester
Polyester is a synthetic fiber having long chain of synthetic polymer composed of ester (85% by weight). It possesses highly crystalline region which makes it relatively difficult to dye. It is therefore necessary to swell the fiber first in order to penetrate the dye molecule inside the inter-molecular space of fiber.
The polyester fiber dyed with UAD method followed below three stages.
1. The dye molecules are dispersed in dye bath. 2. Tiny air bubbles are collapsed by increasing temperature and pressure. 3. After swelling of polyester fiber with UAD method, the dye molecules moves faster
into fiber structure and causes rapid diffusion which enhances the rate of dyeing. Swelling of Fibres
The degree of swelling of polyester fiber may be measured by image analysis technique using following formula.
Swelling% = (d2-d1 / d1) x 100 where, d1 = diameter of fiber before swelling d2 = diameter of fiber after swelling The polyester fibres can be pre-swollen in benzyl alcohol or dimethyl formamide.
The pre-swollen processes improve the dyeability, the opening of fiber structure for an increase of dye penetration. However, then influence of carrier during dyeing with UAD methods reduces. The ultrasonic-assisted dyeing makes it possible to color polyester fiber with compact structure even at lower temperature.
Acrylic Fiber
Effect of dye concentration
It is observed that color strength of acrylic fabric dyed by UAD method is higher than conventional method. During dyeing through UAD process, the extra vibration and agitation occur. This helps better dissociation of dye molecule with acrylic polymer structure. In addition to this, it also enhances dyeing through formation of intermolecular space in acrylic structure and exhaustion. During UAD process, dye molecules adsorb at the –CN (nitrile) and –COOH (carboxylic) groups of acrylic fabrics at higher dye concentration. As a result, color strength increases.
33
Effect of Temperature
The temperature plays important role on the dyeability of acrylic fabric. Generally, with an increase of temperature, the color strength (K/S) increases during dyeing. However, during UAD method, significant increase occurs specially 400 to 800 C. This could be due to fibre swelling, as a result dye diffusion is enhanced. The increase of temperature also increases faster motion of dye molecules which also increases dye diffusion and dyeability.
Effect of Time
Time is always great concern of any industry for production. During dyeing of Acrylic fabric through UAD method, color strength (K/S) value increases significantly with an increase of time. Moreover, similar or better dyeing results are obtained with reduced time as comparative with conventional methods.
Rate of Dye-uptake
The rate of dye-uptake is measured with respect to time. Though, dye-uptake of acrylic fabrics using UAS method is generally better than conventionally mates. Yet it can be measured with derivable general form of the first order rate.
e-kt = (Dt - Df) / (Do - Df) where, D = the dye-uptake t = time 0 = Zero f = final k = rate of dyeing
Further developments
The dyeing with UAD method has been carried for several materials including natural, synthetic and their blends. The UAD method has also been used for sizing, scouring, bleaching and others. Several researchers have revealed that the UAD method can be used to save energy, environment friendly wet-processing, to enhance dye migration. Following are the key task for future development for UAD method in order to keep Textile Industry competitive.
Better design of dyeing process in pilot plant and commercial scale-up application
Replace expensive thermal energy with UAD method
Replace chemicals significantly used in dyeing
Designing and construction of Ultrasound Tank for UAD method
Distance between Transducer and Textile substrate
Testing to determine the power level sensitivity, minimum and maximum power requirements and bath residence time.
Cost Vs Benefit investigation
34
References
[1] Ojstršek. A and D. Fakin, “The impact of ultrasonic-assisted dyeing on ecological parameters”, in: Proceedings of the Eighth Autex Conference, Biella, Italy, 2008.
[2] A. Alexander and G.A. Meek, “Application of ultrasonics to dyeing”, Melliand Textilber. vol. 34, pp. 57–59, 1953.
[3] Niemezewski B, “A comparison of ultrasonic cavitation intensity in liquids”, Ultrasonics, vol. 18, no. 3, pp. 107-110, 1980.
[4] S.M. Burkinshaw, D.S. Jeong, “The clearing of poly(lactic acid) fibres dyed with disperse dyes using ultrasound. Part 1. Colorimetric analysis”, Dyes and Pigments, vol. 77, pp. 171-179, 2008.
[5] McNeil S.J and R.A. McCall, “Ultrasound for wool dyeing and finishing”, Ultrasonics Sonochemistry, vol. 18, no. 1, pp. 401–406, 2011.
[6] C. Hurren, M. Zhang, X. Liu, X. Wang, “A study of ultrasonic scouring of greasy Australian wool”, In Proceedings of 2006 China International Wool Textile Conference and IWTO Wool Forum, Xi’an, pp. 493–497, 2006.
[7] G. Yan and M. Zhang, “Ultrasonic wool scouring process”, Journal of Textile Research, vol. 27, no. 10, pp. 96, 2006.
[8] Rathi N.H, G.N. Mock, R.E. McCall, “Ultrasound aided open width washing of mercerized 100% cotton twill fabric”, AATCC Book of Papers International Conference and Exhibition, Atlanta, pp. 25, 1997.
[9] Basto C, T. Tzanov, A. Cavaco-Paulo, “Combined ultrasound-laccase assisted bleaching of cotton”, Ultrasonics Sonochemistry, vol. 14, no. 3, pp. 350–354, 2007.
[10] A. A. Babar, M. H. Peerzada, A. K. Jhatial, N. Bughio, “Pad ultrasonic batch dyeing of causticized lyocell fabric with reactive Dyes”, Ultrasonics Sonochemistry, vol. 34, pp. 993–999, 2017.
[11] D. Peet, Protein-bound fatty acids in mammalian hair fibres, Ph.D. Thesis, University of Melbourne, Australia, 1994.
[12] Evans D.J. and M. Lanczki, “Cleavage of integral surface lipids of wool by aminolysis”, Textile Research Journal, vol. 67, pp. 435–444, 1997.
35
CHAPTER - 7 MICROWAVE DYEING
Microwave irradiation is actually electromagnetic wave with frequencies ranging from 103 MHz to106 MHz. When materials are exposed to microwave irradiation, they are affected differently, some materials reflect the microwaves, others transmit them and some absorb them. They have been applied as an alternative to conventional heating method in various industrial processes [1]. It provides rapid and even heating to the materials during processing. The prime benefits of the use of microwave energy during a process includes; reduction in processing time, rapid heating of different volume of a material and energy conservation [2]. However, prolonged exposure to the microwave irradiation is dangerous and therefore necessary measures should be adopted for safety.
Microwave irradiation has been studied in different textile processes. They include; heating, drying, condensation, dyeing and finishing. In textile dyeing, the high frequency of microwave irradiation influences the kinetic energy of the water and dye molecules. It causes the dye molecules to collide with the fiber at a fast rate. It has been reported previously that the use of mordant influences the dye diffusion in textile fiber [1].
Microwave heating has been reported as fast, uniform and effective way to
penetrate particles inside surfaces. In an earlier study; tensile strength, wrinkle recovery angle (WRA), and crystallinity of cotton fabric was discussed; to characterize the microwave heating at 2450 MHz frequency [3]. At 10:1 liquor-to-good ratio, cotton fabrics were soaked in water. Then, samples were heated with microwave irradiation for specified temperature and time. Finally, treated samples were dried in vacuum oven for a day before measurement. Results showed that the tensile strength of the treated samples enhanced with a simultaneous reduction in elongation at break in comparison to bleached cotton fabric. Similar trend of findings were observed for tearing strength. On contrary, WRA decreased in case of the treated sample. It was due to the improvement in the crystallinity of treated cotton fabrics as revealed by X-ray diffraction measurements.
In the Apollotex dyeing machine made by Ichikin Ltd (Japan), microwave irradiation
has been utilized in steaming chamber to wet textiles [4].
Microwave dyeing of natural Fibers
Figure 7.1 shows that microwave irradiation causes volumetric heating and conventional heating is effective on the surface of a material.

36
Figure 7.1: Conventional and microwave heating methods Reactive dyeing of cotton fabric with microwave irradiation was investigated in a
previous study [5]. The results revealed enhancement in dye uptake and dye fixation (%F) on the substrate in comparison to the conventional methods [6].
Cotton fabrics were dyed with reactive dyes by batchwise method using microwave irradiation. It was revealed that the use of microwave irradiation saves 90 min in the dyeing time, 75% in the salt used and 20% in the alkali addition in comparison to the conventional method [7].
In a previous report, flax fabric was soaked in urea and then baked in microwave in order to improve its dyeability with reactive dyes by Pad-dry-bake method. The procedure involved in this pretreatment step used the following steps:
Soaking Microwave heating Squeezing excess liquor Microwave heating
The earlier microwave heating was performed to reduce the crystallinity of the flax
fiber and the later one was employed for diffusing urea into the substrate. The results revealed that the urea/microwave treated fabric had significantly
improved dyeability with reactive dyes. It was found that the microwave power has a major role in increasing the color depth (L*) in comparison to the microwave heating time. Moreover, no significant improvement in (L*) was seen at 700 W microwave power. Urea was the main reason in the improvement of (L*) of dyed flax fibers. It melts during the microwave heating step and embedded within the flax fibers. During padding step, reactive dyes were also adsorbed by the molten-urea that promotes more fixation with the substrate.
The microwave heating step increases temperature and urea melts at 130oC.
Therefore, at the temperature lower than 130oC urea can’t melt during microwave heating
37
step. Also, higher temperatures will decompose urea. Both conditions will prevent urea to diffuse inside the substrate.
The procedure for optimum microwave pretreatment was; soaking the flax fabric
in 10% urea solution followed by baking the treated fabric with microwave at 350 W for 2.5 min; and then at 700 W for one min [8].
SEM analysis showed that the microwave heating step modified the surface
morphology of the flax fibers. They became rough. Such morphology of flax fibers adsorb and diffuse more dye molecules during padding step [8]. Therefore, greater dye exhaustion and (L*) was achieved on dyed substrate. Also, urea/microwave treated fabric demonstrated unchanged crystallinity and inferior tensile strength.
Wool was pretreated with microwave and then dyed with Lanasol reactive dye and
Palatin 1:1 metal complex dye by conventional batchwise dyeing method [9]. Adsorption behaviour and diffusion coefficient were also studied. A higher dye uptake rate and increased diffusion coefficient of treated fibers were observed in the dyeing test after microwave pretreatment, but the adsorption behaviour remains constant. Microwave pretreatment has a slightly damaging effect on the surface scale-like structure of wool, which results in the reduction of the concentration of S–S bonds in keratin. It was considered that the surface damage improved the absorption of dye molecules by the wool fibers during dipping and the diffusion of dye molecules into the wool fibers.
Microwave dyeing of synthetic fibers
The effect of padding solution on the microwave dyeing of polyester fabric was studied [10]. Polyester fabrics were impregnated in aqueous urea solution and aqueous sodium chloride solution for 10 min and then dyed for 7 min by microwave apparatus (2450 MHz, 700 W) under optimum conditions which provide good exhaustion. Aqueous solutions of urea and sodium chloride showed more effective than water as a padding solution for microwave dyeing. The type of solvent added in padding media and its concentration significantly affects the K/S values of dyed polyester fabric. Added solvents such as n-hexane, acetone, and dimethyl formamide were also more effective than 100% water as padding media for the microwave dyeing.
Polyester fabric (filament by filament) was pretreated in a microwave oven in the presence of solvents and subsequently dyed with commercial disperse dyes [Dispersol Red C-B (CI Disperse Red 91) and Dispersol Blue B-G (CI Disperse Blue 26)] at different temperatures and for different durations of time [11]. It was observed that the solvent interaction with the polyester could be enhanced by using microwave heating. Solvent molecules interact rapidly, not only with the surface of the fiber but also with the interior parts. Scanning electron microscope results showed that structural modifications take place, which produce surface roughness and voids. This enhances the dye uptake by threefold in comparison to conventional methods.
38
Poly(butylene terephthalate) (PBT) is a thermoplastic fiber with good stretchability. It offers good comfort properties when used in a cloth. The Tg of PBT is 45oC and can be dyed without the aid of carrier. In 2013, microwave-assisted dyeing of PBT fabric with disperse dyes were reported [12]. The dye concentration chosen for the experiments were 1% o.m.f and the L:R was 20:1. In the conventional batchwise method, disperse dyes were fixed at 98oC for 40 min. On the other hand, dyeing with microwave heating was done in a microwave oven (White Westinghouse, USA) operating at 2450 MHz. Table 7.1 demonstrates the temperature-time profile of the disperse dyeing of PBT fabric using microwave heating.
Table 7.1: Microwave-assisted dyeing with disperse dyes of PBT fabric
Energy Level Recipe Parameters
Medium (460 W)
1.0% Disperse dye
1 g/L Dispersing agent
Initial Temperature: 20oC Time: 160 s Final Temperature: 98oC
Low (120 W)
Temperature: 98oC Time: 5 min
For all the dyed fabrics, reduction clearance process was performed at the end. All the dyeing results revealed that the fabric samples dyed with microwave heating
demonstrated better colorimetric values and K/S in comparison to the conventional heating method. Significantly, the total dyeing time was 8 min in the microwave-assisted dyeing method. In comparison, the total dyeing time was 88 min for conventional heating method. It shows a saving of 80 min dyeing time. Furthermore, similar colorfastness properties and tensile properties were achieved for dyed samples.
Further developments
The application of microwave irradiation for dyeing polyester/cotton blend fabric with various combinations of colorants should be studied.
References
[1] A. Hasanbeigi and L. Price, "A technical review of emerging technologies for energy and water efficiency and pollution reduction in the textile industry," Journal of Cleaner Production, vol. 95, pp. 30-44, 2015.
[2] B. Y. Buyukakinci, "Use of microwave energy in Turkish textile production sector," Energy Procedia, vol. 14, pp. 424-431, 2012.
39
[3] A. Hou, X. Wang, and L. Wu, "Effect of microwave irradiation on the physical properties and morphological structures of cotton cellulose," Carbohydrate Polymers, vol. 74, pp. 934-937, 2008.
[4] W. Xu and C. Yang, "Hydrolysis and dyeing of polyester fabric using microwave irradiation," Coloration Technology, vol. 118, pp. 211-214, 2002.
[5] N. Lei, D. Gong, X. Ling, and Y. Shi, "Researches on microwave dyeing of cotton fabrics," in Second International Conference on Textile Engineering and Materials, pp. 343-347, 2013.
[6] A. Khatri, M. H. Peerzada, M. Mohsin, and M. White, "A review on developments in dyeing cotton fabrics with reactive dyes for reducing effluent pollution," Journal of Cleaner Production, vol. 87, pp. 50-57, 2015.
[7] K. Haggag, M. M. El-Molla, and Z. M. Mahmoued, "Dyeing of Cotton Fabrics using Reactive Dyes by Microwave Irradiation Technique," Indian Journal of Fibre & Textile Research, vol. 39, pp. 406-410, 2014.
[8] H. Sun, L. Lin, X. Jiang, and X. Bai, "The improvement of dyeability of flax fibre by microwave treatment," Pigment & Resin Technology, vol. 34, pp. 190-196, 2005.
[9] Z. Xue, "Study of dyeing properties of wool fabrics treated with microwave," The Journal of The Textile Institute, vol. 107, pp. 258-263, 2016.
[10] S. S. Kim, S. G. Leem, H. D. Ghim, J. H. Kim, and W. S. Lyoo, "Microwave Heat Dyeing of Polyester Fabric," Fibres and Polymers, vol. 4, pp. 204-209, 2003.
[11] M. J. Kale and N. V. Bhat, "Effect of microwave pretreatment on the dyeing behaviour of polyester fabric," Coloration Technology, vol. 127, pp. 365-371, 2011.
[12] E. Öner, Y. Büyükakinci, and N. Sökmen, "Microwave-assisted dyeing of poly(butylene terephthalate) fabrics with disperse dyes," Coloration Technology, vol. 129, pp. 125-130, 2013.

40
BLANK PAGE
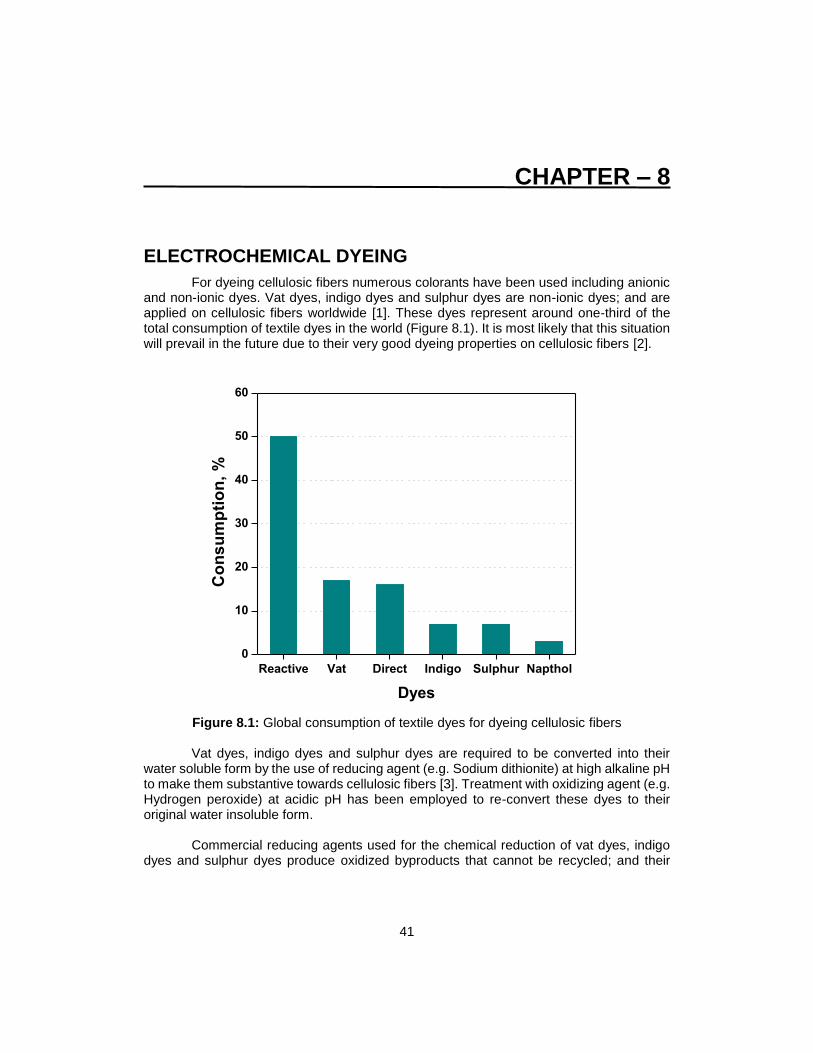
41
CHAPTER – 8
ELECTROCHEMICAL DYEING For dyeing cellulosic fibers numerous colorants have been used including anionic and non-ionic dyes. Vat dyes, indigo dyes and sulphur dyes are non-ionic dyes; and are applied on cellulosic fibers worldwide [1]. These dyes represent around one-third of the total consumption of textile dyes in the world (Figure 8.1). It is most likely that this situation will prevail in the future due to their very good dyeing properties on cellulosic fibers [2].
Figure 8.1: Global consumption of textile dyes for dyeing cellulosic fibers
Vat dyes, indigo dyes and sulphur dyes are required to be converted into their
water soluble form by the use of reducing agent (e.g. Sodium dithionite) at high alkaline pH to make them substantive towards cellulosic fibers [3]. Treatment with oxidizing agent (e.g. Hydrogen peroxide) at acidic pH has been employed to re-convert these dyes to their original water insoluble form.
Commercial reducing agents used for the chemical reduction of vat dyes, indigo
dyes and sulphur dyes produce oxidized byproducts that cannot be recycled; and their
Reactive Vat Direct Indigo Sulphur Napthol
0
10
20
30
40
50
60
Co
ns
um
pti
on
, %
Dyes
42
reducing power cannot be recovered. The discharge of these byproducts is hazardous to the environment [4].
Electrochemical methods have been studied to minimize the polluted discharge of
vatting process and to reduce and oxidize these dyes on electrodes. Dyeing can be performed by two methods, that is, direct and indirect electrochemical dyeing of textile materials.
Direct electrochemical dyeing
In this method, the dye is reduced at the surface of cathode directly without the addition of reducing agent or mediator. It gives complete chemical reduction of the dye that leads to increased stability of leuco dye. On the other hand, incomplete chemical reduction of the dye is achieved with reducing agents used in conventional methods.
Initially, small amount of reducing agent is required to generate some quantity of leuco dye. It will then act as an electron-shuttle between the electrode and the surface of the dye pigment, the further process will then proceeds by itself [5]. Also, sulphur dyes were successfully reduced by this technique [6].
The dye molecules must make a physical contact with the surface of the electrode
(cathode) to get reduced. The indigo radical anion is easily reduced electrochemically and the leuco indigo dye is stable under the optimized conditions [7]. For industrial application of this dyeing method, the reduction rate should be enhanced substantially.
The atmospheric oxygen will then re-oxidize the leuco dye molecules. The area of
the cathode should be large enough to accommodate dye molecules for chemical reduction, which is a main constraint [6]. Iron-deposited graphite surfaces were prepared and employed as cathode materials for electrochemical dyeing process containing very low concentration of sodium dithionite. C.I. Vat Violet 1, C.I. Vat Green 1 and C.I. Vat Blue 4 could be efficiently dyed employing these above electrode materials. The colour intensity and washing fastness of the dyed fabrics were found to be equal with conventionally dyed fabrics. The electrodes could also be reused for the dyeing process [8].
Indirect electrochemical dyeing
An agent that undergoes both reduction and oxidation cycles (a reversible redox system) is called a mediator [9]. In indirect electrochemical dyeing, the dye is not directly reduced at the electrode surface. Rather, a mediator (iron complexes with triethanolamine or gluconic acid as ligand) that reduces the dye is added. This agent is oxidized after dye reduction and subsequently reduced at the cathode surface so that it becomes available again for reducing dyes. This cycle repeats continuously during the dyeing operation.
43
The mediators are not cost-effective and harmful to the environment [5]. Also, ultrafiltration process is used to separate them from the leuco dye, that eventually add to the overall cost of the vatting process.
At any given time in an electrochemical system, both oxidized and reduced forms
of the redox pair are available in the solution. By varying the voltage provided, the concentration of these oxidized or reduced species can be adjusted, as well as the potential prevailing in the solution.
The two major classification of mediator system used for indirect electrochemical
dyeing are organic redox system and inorganic redox system, their details have been reported in a previous report [10].
Electrochemically reduced vat dye using iron–triethanolamine (iron-TEA) complex
as a redox mediator system was tested on a laboratory scale in dyeing experiments, and the results of different reduction conditions were discussed [11].
During the study, a two-compartment electrochemical cell was used. It has a PVC
vessel containing copper wire (cathode), stainless steel rod (anode) and 423 Nafion membrane (separator). An analytical rotator was used to achieve homogeneous and stable conditions within the cell. The experiments were conducted under potentiostatic conditions (-1050 mV Vs Hg/HgO/OH-) with 2% vat dye concentration. The L:R was very large, that is, 240:1. Also, dyeing time was 60 min.
The results revealed that (iron-TEA) mediator system can be used for the reduction
of vat dyes. The continuous regeneration of the leuco vat dye was possible. But, K/S achieved was significantly poor. Moreover, colorfastness properties of the dyed fabrics were equivalent to the conventional method.
Getzner was the first company to pilot DyStar's patented electrochemical dyeing
process that uses an electric current to reduce the vat and sulphur dyes with the aid of a regenerable Fe2+/Fe3+ redox system. Getzner used the technology to vat-dye yarn on a package-dyeing unit [9].
Further developments
The use of nanoparticles including graphene and graphene oxide can be applied as an electrode material to increase the surface area of cathode for direct electrochemical dyeing method.
References
[1] A. D. Broadbent, Basic Principles of Textile Coloration: Society of Dyers and Colourists, pp. 358, 2001.
[2] N. S. E. Ahmed and R. M. El-Shishtawy, "The use of new technologies in coloration of textile fibers," Journal of Materials Science, vol. 45, pp. 1143-1153, 2009.
[3] J. Shore, Cellulosics Dyeing: Society of Dyers and Colourists, pp. 246, 1995.
44
[4] T. Bechtold and A. Turcanu, "Electrochemical reduction in vat dyeing: greener chemistry replaces traditional processes," Journal of Cleaner Production, vol. 17, pp. 1669-1679, 2009.
[5] A. Roessler and X. Jin, "State of the art technologies and new electrochemical methods for the reduction of vat dyes," Dyes and pigments, vol. 59, pp. 223-235, 2003.
[6] M. A. Kulandainathan, K. Patil, A. Muthukumaran, and R. Chavan, "Review of the process development aspects of electrochemical dyeing: its impact and commercial applications," Coloration technology, vol. 123, pp. 143-151, 2007.
[7] A. Roessler, D. Crettenand, O. Dossenbach, W. Marte, and P. Rys, "Direct electrochemical reduction of indigo," Electrochimica Acta, vol. 47, pp. 1989-1995, 2002.
[8] M. Anbu Kulandainathan, K. Kiruthika, G. Christopher, K. F. Babu, A. Muthukumaran, and M. Noel, "Preparation of iron-deposited graphite surface for application as cathode material during electrochemical vat-dyeing process," Materials Chemistry and Physics, vol. 112, pp. 478-484, 2008.
[9] A. Hasanbeigi and L. Price, "A technical review of emerging technologies for energy and water efficiency and pollution reduction in the textile industry," Journal of Cleaner Production, vol. 95, pp. 30-44, 2015.
[10] M. A. Kulandainathan, K. Patil, A. Muthukumaran, and R. B. Chavan, "Review of the process development aspects of electrochemical dyeing: its impact and commercial applications," Coloration Technology, vol. 123, pp. 143-151, 2007.
[11] M. A. Kulandainathan, A. Muthukumaran, K. Patil, and R. B. Chavan, "Potentiostatic studies on indirect electrochemical reduction of vat dyes," Dyes and Pigments, vol. 73, pp. 47-54, 2007.
45
CHAPTER – 9
WATERLESS DYEING USING SUPERCRITICAL CARBON DIOXIDE
Supercritical carbon dioxide is used as a dyeing medium in place of water, therefore, the dyeing is also referred to as waterless dyeing. The organic dyes becomes miscible with supercritical state of carbon dioxide, thus are carried during dyeing process to be transferred to the fibre substrate. The key advantages of such dyeing process are no use of water, lower consumption of energy, no drying is required after dyeing and shorter dyeing times. That is because supercritical carbon dioxide is suitable solvent for organic dyes. The production of supercritical fluid is economical. Additionally, carbon dioxide is non-toxic, chemically inert at most conditions, non-flammable and recyclable [1]. Left-over dyes can also be reused, no auxiliary chemical is needed for say exhaustion, levelness, etc, and no washing-off is required after dyeing. Thus, this process is environmentally sustainable also. However, dyeing with soluble dyes is yet to find its way to real success, specially for cellulose fibers.
Supercritical carbon dioxide technology
Supercritical fluid is a state of the substance above its critical temperature and pressure. The critical point is the highest temperature and pressure where a substance becomes in a state of vapour and liquid in equilibrium [2]. Above the triple point, an increase in temperature drives liquid into the vapor phase, and increase in pressure drives vapor back to liquid. For carbon dioxide, critical point is obtained at a temperature of 31.1oC and a pressure of 73.8 bar.
Dye solubility in Supercritical fluids
During last couple of decades, many researches have been reported on solubility of various substances, either in solid or liquid state, in supercritical fluids. Most of them are for supercritical carbon dioxide, however, other there have been increasing interest for water and hydrocarbon solvents. Understanding of dye solubility behavior in supercritical carbon dioxide is important for successful dyeing and sufficient data is available in the literature to develop the basic understanding.
The success of supercritical carbon dioxide dyeing depends on miscibility (solubility and dispersion) of the dye in the supercritical fluid. And that depends on optimization of controlling variables of temperature (T) pressure (P) and mole fraction of dye to carbon dioxide (x) [1, 3]. However, calculations on dye concentrations are not practically available for reproducibility of the dyeing results, as in case of water based dyeings. Therefore, more refined calculations for ratios of the fibre and the fluid, dye and the fluid and fibre and the fluid are desired. Many experiments have been reported to
46
facilitate such refinements. Use of a high-pressure proof dyeing tank with a transparent window is one of them.
In literature, A large amount of data can be found on solubility of dyes in
supercritical carbon dioxide. Many of the scientists studied the solubility in both static and dynamic states, and many focused on composition analysis and dye recovery methods, facilitating more on understanding the errors and deviations of the data reported on solubility. For textile dyeing, disperse dyes has been the most successful for supercritical carbon dioxide application. However, efforts for supercritical dyeing of fibres of natural polymers with reactive, acid and disperse-reactive are continuing [1, 3, 4].
Supercritical carbon dioxide dyeing
Due to miscible nature of carbon dioxide towards organic substances, which are nonpolar or slightly polar, it can be used as a medium, in place of water, for dye transfer to the fibre. This is also due to to liquid-like densities of supercritical carbon dioxide that helps dissolving the hydrophobic dyes, and due to gas-like low viscosities and diffusibility that helps uniform dye penetration into the fibre. Supercritical carbon dioxide dyeing control is simpler than the conventional dyeing as dye exhaustion, dye diffusion, removal of excess dye, recycling of the dye and carbon dioxide can all be carried out only by changing the temperature and pressure conditions [1, 3].
Because no water is used and all the carbon dioxide is recovered in gaseous state at the end of the dyeing process, 90% of the carbon dioxide can be recycled after each dyeing process. Ultimately, the whole dyeing process depends on the interactions of three components, i.e. supercritical carbon dioxide, fibre and the dye. Thus, interaction between supercritical carbon dioxide and the dye, interaction between supercritical carbon dioxide and fibre and interaction between dye and fibre in supercritical carbon dioxide environment are important to be studied.
The overall process is that the dyes are dissolved in supercritical carbon dioxide fluid, transferred to, absorbed by and penetrated into the fibre. The glass transition temperature of many polymers of the fibres is reduced by supercritical carbon dioxide, thus, supporting dye diffusion into the fibre. The exact thermodynamics of the dyeing system is not as direct as water based dyeing. This is due to the potential of miscibility of the supercritical fluid and the fibre. In case of disperse dyes, when used for polyester fibre, this factor can be neglected. For all other mixtures, this factor has a significant impact on the overall dyeing process, therefore, it cannot be ignored for developing the process.
Dyeing of polyester with disperse dyes in supercritical carbon dioxide has already
become so promising, that some dyeing machine manufacturers have introduced production scale machines for this process. The dyeing is carried out in a stainless steel sealed high pressure vessel.
The dyeing vessel is made of stainless steel, heating system for the vessel, a
temperature controller, a pump for carbon dioxide and pressure, a manometer, and a cooling system for carbon dioxide pump head. The fabric is wrapped around a perforated
47
stainless steel tube and mounted inside the vessel that has a stirrer as well. The vessel is then sealed and heated to the working temperature. Simultaneously during heating, carbon dioxide is pumped into the vessel. The pressure and temperature rise to the required value. Dyes are placed in the bottom of the vessel; and continuous stirring occurs during the release of carbon dioxide, increase in pressure and increase in temperature while the vessel is sealed. When required pressure and temperature are achieved in presence of fabric, dyes and carbon dioxide, the carbon dioxide converts to supercritical carbon dioxide under constant stirring condition and dyeing is continued for up to 60 min by maintaining the pressure and temperature. Finally, carbon dioxide is released and recovered back, dyed fabric is taken out and the left-over dyes may be reused.
Further developments
The use of supercritical carbon dioxide for water soluble dyes on natural fibers is a promising area for research in the future. References
[1] T. A. Elmaaty and E. A. El-Aziz, "Supercritical carbon dioxide as a green media in textile dyeing: A review," Textile Research Journal, vol. DOI: 10.1177/0040517517697639, 2017.
[2] N. S. E. Ahmed and R. M. El-Shishtawy, "The use of new technologies in coloration of textile fibers," Journal of Materials Science, vol. 45, no. 5, pp. 1143-1153, 2010.
[3] S.-K. Liao and P.-S. Chang, "Literatures on Dyeing Technique of Supercritical Fluid Carbon dioxide," American Journal of Analytical Chemistry, vol. 03, no. 12, p. 8, 2012.
[4] A. Schmidt, E. Bach, and E. Schollmeyer, "The dyeing of natural fibres with reactive disperse dyes in supercritical carbon dioxide," Dyes and Pigments, vol. 56, no. 1, pp. 27-35, 2003.
















