Embed Size (px)
Citation preview
Electronics to boost productivity Computer technology spurs automation, energy cuts
Manufacturers are turning increasingly to electrical/ electronics technologies for more efficient use of re-sources and higher productivity. Computers of all types are being employed for better plant and production-line management. Fqr example: • Computer-run robots are beginning to appear on more assembly lines, doing more complicated tasks. • High-power industrial lasers for metal treating and other uses are becoming more feasible, and, together with infrared sensors, are helping to improve product quality. • Increased efficiency in such basic components as ac and dc motors and the use of power rectifiers (where semiconductors have replaced ignitrons) have increased both plant operating efficiencies and profit margins.
To U.S. manufacturers, increasing plant productivity is of critical importance. U.S. Bureau of Labor Statistics* figures show that average U.S. productivity improve-ments over the past ten years were less than 3 percent a year. Meanwhile, those of Japan, West Germany, and other industrial countries ranged from 6 to 14 percent per year. The U.S. productivity rate during this period went up 24 percent, but Japan's mushroomed 105 per-cent, and Italy's and France's were up 54 percent each.
Streamlining production with computers Computer control ofplant operations has been steadily
gaining momentum, offering advantages of higher operating efficiencies and higher profits. The micro-processor has played a major role, making possible low-cost distributed-signal processing that is tied to a central display-and-control console via a data highway. Exam-ples can be seen readily in the process-control systems introduced recently, including Honeywell's TDC 2000, Foxboro's SPEC200, and Taylor's MODUL These sys-tems have made it possible for one or two human operators to monitor and control many more processes than a score of operators previously could handle, and do so far more accurately and efficiently (Fig. 1). Currently, microprocessors are being implemented in process con-trol systems in programmable controllers, microcom-puters, and minicomputers.
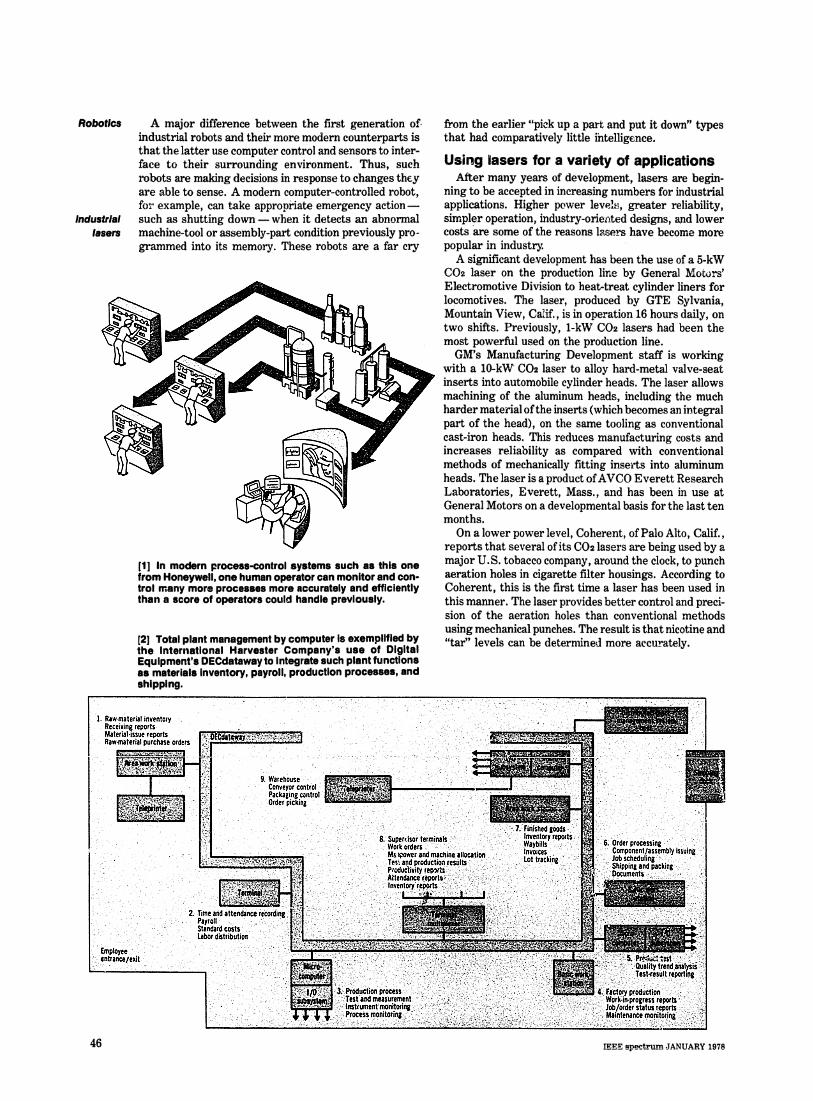
Computer implementation has not been limited only to process control. In a demonstration of total plant man-agement by computer, Digital Equipment Corporation has introduced DECdataway, a communications link with an inexpensive twisted-pair cable. It ties together the company's distributed plant management (DPM) systems for management of such things as materials inventory, payroll, production processes, and ship-ping (Fig. 2).
Roger Allan Associate Editor
A major feature of the DECdataway is that as many as 63 devices can be addressed by each controller in a DPM Higher host at data rates as fast as 56 kbaud. Each DECdataway productivity can be up to 4500 meters (15 000 feet) long. One of the first such systems is being installed in International Harvester's Waukesha, Wis., plant.
Taking note of low productivities (when compared worldwide), and greater Government demands on weights of automobiles, General Motors president Elliot M. Estes recently told a Society of Manufacturing En-gineers audience that within ten years computers will control 90 percent of all new machines in GM's manufac-turing and assembly plants.
Computers are also being used to inspect very large gears. The Illitron Division of Illinois Tool Works, Chicago, 111., developed and patented one such system to check shaft-type gears as large as 1.57 meters (62 inches) in diameter. Parameters such as lead involute and spac-ing are checked by mechanical slides working in unison with a hydrostatically mounted table supporting the gear under inspection. Both the table and slides are controlled by a Digital Equipment Corporation PDP/8 minicompu-ter that can be programmed to analyze gear faults. Pre-viously, gears no larger than 1.02 meters (40 inches) in diameter could be inspected accurately. The firm has a line of electronic analyzers for production-scale inspec-tion of smaller-diameter gears. Its Gear Analyzer can Computer check for a number of parameters on up to 150 gear teeth control per second, with a displacement accuracy within 0.0076 cm (0.0003 inch). Front-panel set limits allow accurate tolerance control.
Robotics field expands Microprocessors and minicomputers are also stepping
up the development of robots for use on production lines. Anyone who attended the Robots II exposition in November in Detroit, Mich., could easily observe the level of sophistication of various robots being used for such applications as die casting, forging, injection mold-ing, machine loading, welding, assembly, material trans-fer, and painting.
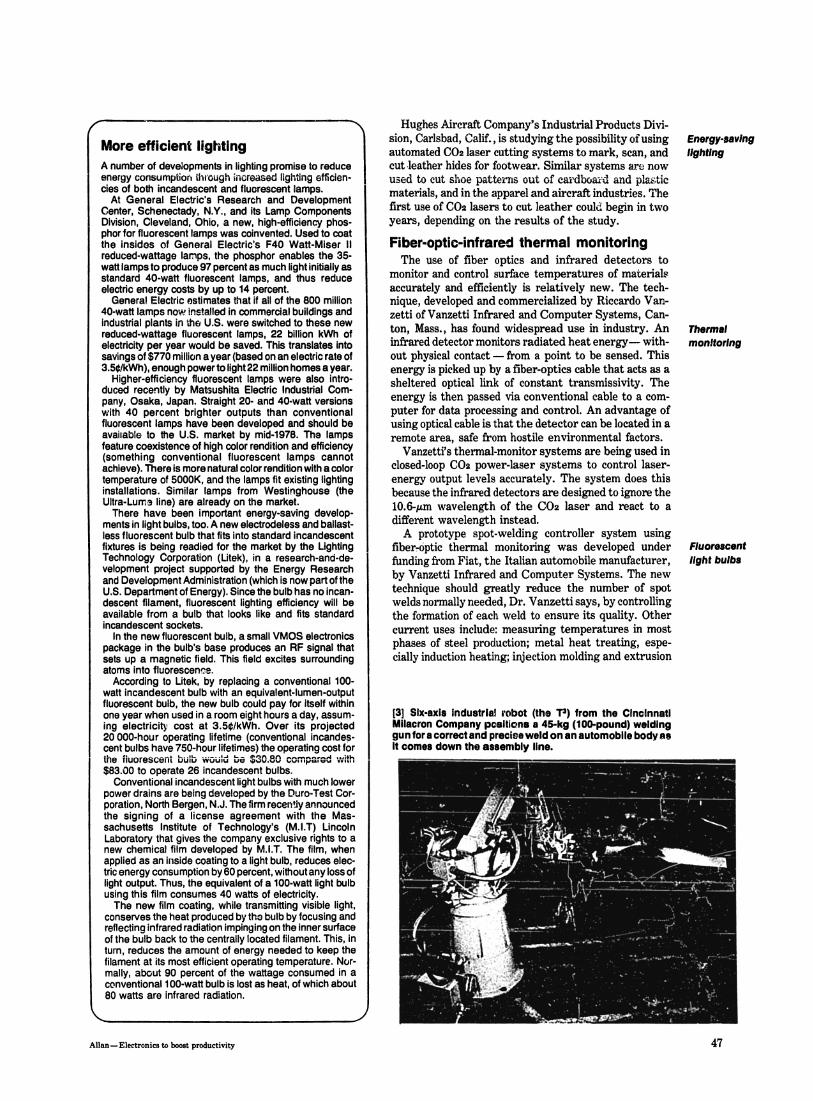
One of the more interesting robots on exhibit was Cincinnati Milacron's T3 (Fig. 3). The T3 uses computer-generated routines (from manually programmed teach-ing sessions done on the job) to move through six axes of motion, along the shortest path, around obstacles, and even while tracking a moving object along a manufactur- Data ing or assembly line. The T3 can also operate on a highways stationary-base line-tracking principle whereby objects to be worked on are moved past its fixed base. Its pro-gram allows it to start and stop other tools. Also dis-played was Unimation's Unimate, a six-axis robot with an infinite selection of axis positions. Both the T3 and the Unimate are already being used in industry.
Allan—Electronics to boost productivity 0018-9235/78/O1O0-OO45S0O.75 © 1978 IEEE 45
Robotics
Industrial lasers
A major difference between the first generation of industrial robots and their more modern counterparts is that the latter use computer control and sensors to inter-face to their surrounding environment. Thus, such robots are making decisions in response to changes they are able to sense. A modern computer-controlled robot, for example, can take appropriate emergency action — such as shutting down — when it detects an abnormal machine-tool or assembly-part condition previously pro-grammed into its memory. These robots are a far cry
-Äto
[1] In modern process-control systems such as this one from Honeywell, one human operator can monitor and con-trol many more processes more accurately and efficiently than a score of operators could handle previously.
[2] Total plant management by computer is exemplified by the International Harvester Company's use of Digital Equipment's DECdataway to integrate such plant functions as materials inventory, payroll, production processes, and shipping.
from the earlier "pick up a part and put it down" types that had comparatively little intelligence.
Using iasers for a variety of applications After many years of development, lasers are begin-
ning to be accepted in increasing numbers for industrial applications. Higher power level«, greater reliability, simpler operation, industry-oriented designs, and lower costs are some of the reasons lasers have become more popular in industry.
A significant development has been the use of a 5-kW CO2 laser on the production line by General Motors' Electromotive Division to heat-treat cylinder liners for locomotives. The laser, produced by GTE Sylvania, Mountain View, Calif., is in operation 16 hours daily, on two shifts. Previously, 1-kW CO2 lasers had been the most powerful used on the production line.
GM's Manufacturing Development staff is working with a 10-kW CO2 laser to alloy hard-metal valve-seat inserts into automobile cylinder heads. The laser allows machining of the aluminum heads, including the much harder material of the inserts (which becomes an integral part of the head), on the same tooling as conventional cast-iron heads. This reduces manufacturing costs and increases reliability as compared with conventional methods of mechanically fitting inserts into aluminum heads. The laser is a product of AVCO Everett Research Laboratories, Everett, Mass., and has been in use at General Motors on a developmental basis for the last ten months.
On a lower power level, Coherent, of Palo Alto, Calif., reports that several of its CO2 lasers are being used by a major U.S. tobacco company, around the clock, to punch aeration holes in cigarette filter housings. According to Coherent, this is the first time a laser has been used in this manner. The laser provides better control and preci-sion of the aeration holes than conventional methods using mechanical punches. The result is that nicotine and "tar" levels can be determined more accurately.
1. Raw material inventory Receiving reports Material issue reports Raw-material purchase orders
mwmm r.''*.-Tekoript«i ..."·· I
jpggjggl :>XW^gftfl
9. Warehouse Conveyor control Packaging control Order picking
IllllllgllSIS ggSI
JKIMMI / ÜB N
2. Time and attendance recording Payroll Standard costs labor distribution
Employee entrance/exit
8. Supervisor terminals Work orders Ms vower end machine allocation let- and production results' Productivity repots Attendance reports : Inventory reports
■ ' · . ; ; * · · , · ■ · ' ' ■
- 7. Finished goods Inventory reports Waybills Invoices lot tracking
mmm:' X -^^^^^mm
I 6. Order processing
Component/assembly issuing Job scheduling -Shipping and packing
. Documents -
rttt 3. Production process
Test and measurement Instrument monitoring Process monitoring
5. Protest * *. \ Quality trend analysis .' Test-result reporting
. Factory production Work-in-progress reports Job/order status reports Maintenance monitoring
46 IEEE spectrum JANUARY 1978
More efficient lighting A number of developments in lighting promise to reduce energy consumption through increased lighting efficien-cies of both incandescent and fluorescent lamps.
At General Electric's Research and Development Center, Schenectady, N.Y., and its Lamp Components Division, Cleveland, Ohio, a new, high-efficiency phos-phor for fluorescent lamps was coinvented. Used to coat the insides of General Electric's F40 Watt-Miser II reduced-wattage lamps, the phosphor enables the 35-watt lamps to produce 97 percent as much light initially as standard 40-watt fluorescent lamps, and thus reduce electric energy costs by up to 14 percent.
General Electric estimates that if all of the 800 million 40-watt lamps now installed in commercial buildings and industrial plants in the U.S. were switched to these new reduced-wattage fluorescent lamps, 22 billion kWh of electricity per year would be saved. This translates into savings of $770 million a year (based on an electric rate of 3.50/kWh), enough power to light 22 million homes a year.
Higher-efficiency fluorescent lamps were also intro-duced recently by Matsushita Electric Industrial Com-pany, Osaka, Japan. Straight 20- and 40-watt versions with 40 percent brighter outputs than conventional fluorescent lamps have been developed and should be available to the U.S. market by mid-1978. The lamps feature coexistence of high color rendition and efficiency (something conventional fluorescent lamps cannot achieve). There is more natural color rendition with a color temperature of 5000K, and the lamps fit existing lighting installations. Similar lamps from Westinghouse (the Ultra-Lume line) are already on the market.
There have been important energy-saving develop-ments in light bulbs, too. A new electrodeless and ballast-less fluorescent bulb that fits into standard incandescent fixtures is being readied for the market by the Lighting Technology Corporation (Litek), in a research-and-de-velopment project supported by the Energy Research and Development Administration (which is now part of the U.S. Department of Energy). Since the bulb has no incan-descent filament, fluorescent lighting efficiency will be available from a bulb that looks like and fits standard incandescent sockets.
In the new fluorescent bulb, a small VMOS electronics package in the bulb's base produces an RF signal that sets up a magnetic field. This field excites surrounding atoms into fluorescence.
According to Litek, by replacing a conventional 100-watt incandescent bulb with an equivalent-lumen-output fluorescent bulb, the new bulb could pay for itself within one year when used in a room eight hours a day, assum-ing electricity cost at 3.5$/kWh. Over its projected 20 000-hour operating lifetime (conventional incandes-cent bulbs have 750-hour lifetimes) the operating cost for the fluorescent bulb would be $30.80 ccrr.parsd with $83.00 to operate 26 incandescent bulbs.
Conventional incandescent light bulbs with much lower power drains are being developed by the Duro-Test Cor-poration, North Bergen, N.J. The firm recently announced the signing of a license agreement with the Mas-sachusetts Institute of Technology's (M.I.T) Lincoln Laboratory that gives the company exclusive rights to a new chemical film developed by M.I.T. The film, when applied as an inside coating to a light bulb, reduces elec-tric energy consumption by 60 percent, without any loss of light output. Thus, the equivalent of a 100-watt light bulb using this film consumes 40 watts of electricity.
The new film coating, while transmitting visible light, conserves the heat produced by the bulb by focusing and reflecting infrared radiation impinging on the inner surface of the bulb back to the centrally located filament. This, in turn, reduces the amount of energy needed to keep the filament at its most efficient operating temperature. Nor-mally, about 90 percent of the wattage consumed in a conventional 100-watt bulb is lost as heat, of which about 80 watts are infrared radiation.
Hughes Aircraft Company's Industrial Products Divi-sion, Carlsbad, Calif., is studying the possibility of using Energy-saving automated CO2 laser cutting systems to mark, scan, and lighting cut leather hides for footwear. Similar systems are now used to cut shoe patterns out öf cardboard and plastic materials, and in the apparel and aircraft industries. The first use of CO2 lasers to cut leather could begin in two years, depending on the results of the study.
Fiber-optic-infrared thermal monitoring The use of fiber optics and infrared detectors to
monitor and control surface temperatures of materials accurately and efficiently is relatively new. The tech-nique, developed and commercialized by Riccardo Van-zetti of Vanzetti Infrared and Computer Systems, Can-ton, Mass., has found widespread use in industry. An Thermal infrared detector monitors radiated heat energy— with- monitoring out physical contact — from a point to be sensed. This energy is picked up by a fiber-optics cable that acts as a sheltered optical link of constant transmissivity. The energy is then passed via conventional cable to a com-puter for data processing and control. An advantage of using optical cable is that the detector can be located in a remote area, safe from hostile environmental factors.
Vanzetti's thermal-monitor systems are being used in closed-loop CO2 power-laser systems to control laser-energy output levels accurately. The system does this because the infrared detectors are designed to ignore the 10.6-μηι wavelength of the CO2 laser and react to a different wavelength instead.
A prototype spot-welding controller system using fiber-optic thermal monitoring was developed under Fluorescent funding from Fiat, the Italian automobile manufacturer, light bulbs by Vanzetti Infrared and Computer Systems. The new technique should greatly reduce the number of spot welds normally needed, Dr. Vanzetti says, by controlling the formation of each weld to ensure its quality. Other current uses include: measuring temperatures in most phases of steel production; metal heat treating, espe-cially induction heating; injection molding and extrusion
[3] Six-axis industrial robot (the T3) from the Cincinnati Milacron Company positions a 45-kg (100-pound) welding gun for a correct and precise weld on an automobile body as It comes down the assembly line.
Allan—Electronics to boost productivity 47
Sonics and ultrasonics Technical presentations at the NBS Flow Symposium, Gaithersburg, Md., the Ultrasonics International Confer-ence, Brighton, England, and the IEEE Ultrasonics Sym-posium, Phoenix, Ariz f show that advancements have been made in sonic and ultrasonic measurements and instrumentation.
Panametrics, Waltham, Mass., reported research and development testing on ultrasonic equipment ultimately aimed at such process-control applications as measure-ment of natural-gas flow velocity in a 60-cm-diameter pipeline, detection of hot spots at any one of hundreds of zones in a nuclear-reactor simulation experiment, detec-tion of interfaces, and density measurements.
The natural gas flowmeter tests employed a 100-kHz center frequency selected for optimum transmission over the gas path, it was amplitude-modulated at frequencies appropriate for extraction of flow-velocity {V) and sound-speed (c) information contained in the phases of the received Fourier components. This same basic approach, recently patented, is also used in another research-and-development program, where the objective is to measure V of fuels flowing in helicopter engines, in passageways as small as 1 cm2. Here, the RF-burst center frequency was 5 MHz, amplitude-modulated at a 2-kHz pulse-repetition frequency.
New liquid-level ultrasonic measurement techniques were demonatrated in laboratory tests using the following
wave types in different situations: extensional, torsional, longitudinal, and zig-zagging SV shear. All transducers— and some probes —were external to the container. Probes were installed to sense either one or two discrete levels, or a continuous level. The levels were ultimately expected to span a few centimeters to tens of meters.
Liquid densities and certain two-phase fluids were measured in laboratory tests using slow torsional waves in noncircular waveguides. This new technique might be applicable to measurements where parameters other than or in addition to density are of interest.
As for commercial products, ultrasonic thickness mea-surements were extended from elastic to a variety of plastic materials. The most newsworthy types of plastic materials investigated were glass-fiber composites such as those used in small boats.
Investigators at several universities in the U.S. and Japan reported advances in high-power ultrasonics in studies related to energy conservation and pollution con-trol. R&D progress in biomedical areas includes Doppler studies, tomography, and tissue characterization.
Announcements related to commercial ultrasonic products include Tektronix'snodularity tester for cast iron, improved flowmeters by DuPont, Mapco, Tech-Sonics, and others, and operation of Westinghouse's flowmeter on the trans-Alaska oil pipeline. ORE, Inc., reported on measuring open channel flow, including error analyses.
of plastics; semiconductor manufacturing from crystal growing through doping and epitaxial deposition; and environmental testing.
Energy-saving motors Responding to the expanding energy crisis, U.S.
More efficient motor manufacturers have introduced new lines of ac and motors dc electric motors with higher efficiencies at the same—
or higher --- performance levels. This should provide major energy savings because 64 percent of the electric energy consumed in the U.S. goes to operate motors, according to a recent Arthur D. Little study.
New inverter drives for ac variable-speed motors de-liver full motor control down to absolute 0 Hz and 0 r/min. T—and full motor torque down to a stall position. At the
Large diode same time, these new inverter drives improve power assemblies factor and efficiency over adjustable dc-voltage drives
for speed control. The secret is a technique of pulse-width modulation that produces a high-quaiiiy, harmoni-cally neutralized waveform throughout the entire fre-quency range of the drives.
To meet demands for dc variable-speed motor drives with high horsepowers, modular ratings for single-power unit systems have been increased from 300 to 1250 hp. These larger units occupy 45 to 75 percent less floor space and use less wiring for control and power.
More solid-state devices for power control Solid-state devices remain popular for control of
high-power-consumption equipment. Fast-switching thyristors used in high-frequency electric welding have
High-power made big cuts in equipment weights, and have improved thyristors the performance of uninterruptible power supplies in
computer, medical, and communications areas. Westinghouse Electrics Switchgear Division has in-
stalled a giant ac switch incorporating its own SCRs at its Ameron Steel Plant. The three-phase switch handles a 65-MVA power level at 32.7 kV for voltage support and
power-factor correction in an electric-arc furnace. The result is a significant reduction in the fiirnace's melt time. Westinghouse and others now have SCRs rated for very high currents at junction temperatures of 150°C. The company's disk units include versions with average-current ratings of 400 amperes.
At a Martin Marietta Aluminum Company plant in Oregon, International Rectifier used its thyristors on two aluminum-reduction "pot line" power supplies to complete a conversion from ignitron rectifier tanks to silicon-thyristor ignitron replacement (STIR) as-semblies. The thyristors provided good load-current balancing without the need for additional reactor cir-cuits.
International Rectifier put together a very large silicon-rectifier diode assembly for the General Atomic Company's Doublet III fusion-power research facility in San Diego, Calif. The assembly consists of three series-connected parallel groups of 2600-ampere disk-type rectifier diodes. It has a peak repetitive reverse rating of 6600 volts and can carry pulses of 110 000 amperes peak (applied once every 300 seconds) that essentially decay to 0 ampere in 8 seconds.
At the same facility, very high dc power requirements for the confinement and ohmic heating magnets for the Doublet IIA Ibkom&k fusion reactor were met by the Transrex Division of Gulton Industries. They used a motor-generator set ahead of a thyristor-controlled rec-tifier to convert power from the commercial power lines outside the plant. Thus, a power supply of 100 000 am-peres at 260 volts dc was made possible. ♦
Information for this article came from many sources. Major con-tributors were: Eugene Mittleman, consultant; Joseph Nangle and Jerome Cox, Digital Equipment Corporation; Ray Shana-han, General Electric Company; Terence O'Conner, lllitron Divi-sion of Illinois Tool Works; Ricardo Vanzetti, Vanzetti Infrared and Computer Systems; and members of the IEEE Industrial Elec-tronics and Control Instrumentation Group, Industry Applications Society, and Sonics and Ultrasonics Group.
48 IEEE spectrum JANUARY Ϊ978





























