Embed Size (px)
DESCRIPTION
Terms Used IN ECM Technology
Citation preview

Electrochemistry Encyclopedia
(http://electrochem.cwru.edu/encycl/)
ELECTROCHEMICAL MACHINING (ECM)
Joseph McGeough
Institute for Integrated Micro and Nano Systems
University of Edinburgh
Edinburgh, EH9 3JL, United Kingdom
(July, 2005)
Michael Faraday’s early metallurgic researches, from 1818 to 1824, anticipated the
developments which have led to widespread use today of alloy steels. Much effort has been
expended to improve their performance for their service as cutting tools in machining. The
aim has always been to yield higher rates of machining and to tackle recently developed
harder materials on the principle that the tool material must be harder than the workpiece
which is to be machined. Much progress has been made; however, in recent years some
alloys, which are exceedingly difficult to machine by the conventional methods, have been
produced to meet a demand for very high-strength, heat resistant materials. Moreover, these
new materials often have to take a complex shape. A search has had to be made for
alternative methods of machining since the evolution of suitable tooling has not kept pace
with these advances.
Electrochemical machining (ECM) has been developed initially to machine these hard to
machine alloys, although any metal can so be machined. ECM is an electrolytic process and
its basis is the phenomenon of electrolysis, whose laws were established by Faraday in 1833.
The first significant developments occurred in the 1950s, when ECM was investigated as a
method for shaping high strength alloys. As of the 1990s, ECM is employed in many ways,
for example, by automotive, offshore petroleum, and medical engineering industries, as well
as by aerospace firms, which are its principal user.
Metal removal is achieved by electrochemical dissolution of an anodically polarized
workpiece which is one part of an electrolytic cell in ECM. Hard metals can be shaped
electrolytically by using ECM and the rate of machining does not depend on their hardness.
The tool electrode used in the process does not wear, and therefore soft metals can be used as
tools to form shapes on harder workpieces, unlike conventional machining methods. The
process is used to smooth surfaces, drill holes, form complex shapes, and remove fatigue
cracks in steel structures. Its combination with other techniques yields fresh applications in

diverse industries. Recent advances lie in computer-aided tool design, and the use of pulsed
power, which has led to greater accuracy for ECM-produced components.
Theoretical background
Since electrolysis is the basis of ECM, it must be understood before going further through the
characteristics and other details of the process.
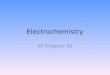
Electrolysis
Electrolysis is the name
given to the chemical
process which occurs, for
example, when an electric
current is passed between
two conductors dipped into
a liquid solution. A typical
example is that of two
copper wires connected to a
source of direct current and
immersed in a solution of
copper sulphate in water, as
shown in Figure 1. An
ammeter, placed in the
circuit, will register a flow
of current; from this
indication, the electric
circuit can be deduced to be
complete. A significant
conclusion that can be made from an experiment of this sort is that the copper sulphate
solution obviously has the property that it could conduct electricity. Such solution is termed
an electrolyte. The wires are called electrodes, the one with positive polarity being the anode,
and the one with negative polarity the cathode. The system of electrodes and electrolyte is
referred to as the electrolytic cell, whilst the chemical reactions which occur at the electrodes
are called the anodic or cathodic reactions or processes.
Fig. 1. Electrolysis of copper sulphate solution.

Electrolytes are different
from metallic conductors of
electricity in that the current
is carried not by electrons
but by atoms, or group of
atoms, which have either
lost or gained electrons, thus
acquiring either positive or
negative charges. Such
atoms are called ions. Ions
which carry positive charges
move through the electrolyte
in the direction of the
positive current, that is,
toward the cathode, and are
called cations. Similarly, the
negatively charged ions
travel toward the anode and
are called anions. The
movement of the ions is accompanied by the flow of electrons, in the opposite sense to the
positive current in the electrolyte, outside the cell, as shown also in Figure 2 and both
reactions are a consequence of the applied potential difference, that is, voltage, from the
electric source.
A cation reaching the cathode is neutralized, or discharged, by the negative electrons on the
cathode. Since the cation is usually the positively charged atom of a metal, the result of this
reaction is the deposition of metal atoms.
To maintain the cathodic reaction, electrons are required to pass around the external circuit.
These are obtained from the atoms of the metal anode, and these atoms thus become the
positively charged cations which pass into solution. In this case, the reaction is the reverse of
the cathodic reaction.
The electrolyte in its bulk must be electrically neutral; that is, there must be equal numbers of
opposite charges within it, and thus there must be equal amounts of reaction at both
electrodes. Therefore, in the electrolysis of copper sulphate solution with copper electrodes,
the overall cell reaction is simply the transfer of copper metal from the anode to the cathode.
When the wires are weighted at the end of the experiment, the anodic wire will be found to
have lost weight, whilst the cathodic wire will have increased in weight by an amount equal
to that lost by the other wire. Some examples of the reactions occurring in these processes are
shown in the Appendix.
These results are embodied in Faraday’s two laws of electrolysis:
1. The amount of any substance dissolved or deposited is directly proportional to the
amount of electricity which has flowed.
2. The amounts of different substances deposited or dissolved by the same quantity of
electricity are proportional to their chemical equivalent weights.
Fig. 2. Electrolytic dissolution of iron.

A popular application of electrolysis is the electroplating process in which metal coatings are
deposited upon the surface of a cathodically polarized metal. An example of an anodic
dissolution operation is electropolishing. Here, the item which is to be polished is made the
anode in an electrolytic cell. Irregularities on its surface are dissolved preferentially so that,
on their removal, the surface becomes flat and polished.
ECM is similar to electropolishing in that it also is an anodic dissolution process. But the
rates of metal removal offered by the polishing process are considerably less than those
needed in metal machining practice.
Some observations relevant to ECM can be made:
Since the anode metal dissolves electrochemically, its rate of dissolution depends only
upon the atomic weight and the ionic charge, the current which is passed, and the time
for which the current passes. The dissolution rate is not influenced by the hardness or
other characteristics of the metal.
Since only hydrogen gas is evolved at the cathode, the shape that electrode remains
unaltered during the electrolysis. This feature is perhaps the most relevant in the use
of ECM as a metal shaping process.
Characteristics of ECM
In ECM, electrolytes serve as conductors of electricity and Ohm’s law also applies to this
type of conductor. The resistance of electrolytes may amount to hundreds of ohms.
Accumulation within the small machining gap of the metallic and gaseous products of the
electrolysis is undesirable. If growth were left uncontrolled, eventually a short circuit would
occur between the two electrodes. To avoid this crisis, the electrolyte is pumped through the
interelectrode gap so that the products of the electrolysis are carried away. The forced
movement of the electrolyte is also essential in diminishing the effects both of electrical
heating of the electrolyte, resulting from the passage of current and hydrogen gas, which
respectively increase and decrease the effective conductivity.

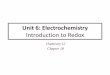
Working principles Electrochemical
machining is
founded on the
principles
outlined. As
shown in Figure
3, the workpiece
and tool are the
anode and
cathode,
respectively, of
an electrolytic
cell, and a
constant potential
difference,
usually at about
10 V, is applied
across them. A
suitable
electrolyte, for
example,
aqueous sodium
chloride (table
salt) solution, is
chosen so that
the cathode
shape remains
unchanged during electrolysis. The electrolyte is also pumped at a rate 3 to 30 meter/second,
through the gap between the electrodes to remove the products of machining and to diminish
unwanted effects, such as those that arise with cathodic gas generation and electrical heating.
The rate at which metal is then removed from the anode is approximately in inverse
proportion to the distance between the electrodes. As machining proceeds, and with the
simultaneous movement of the cathode at a typical rate, for example, 0.02 millimeter/second
toward the anode, the gap width along the electrode length will gradually tend to a steady-
state value. Under these conditions, a shape, roughly complementary to that of the cathode,
will be reproduced on the anode. A typical gap width then should be about 0.4 millimeter.
Being understood the characteristics and working principles of ECM, its advantages should
be stated in short before going further through machining processes:
• the rate of metal machining does not depend on the hardness of the material,
• complicated shapes can be machined on hard metals,
• there is no tool wear.
The schematic of an industrial “electrochemical machine” is shown in Figure 4, and an actual
example of a cathode tool and anode workpiece are shown in Figure 5.
Fig. 3. Working principles of ECM.

Fig. 4. Industrial electrochemical machine.
Fig. 5. Example of cathode tool (above) and
anode workpiece (below).

Electrochemical machining
Machine components
Industrial electrochemical machines work on the principles outlined. Particular attention has
to be paid to the stability of the electrochemical machine tool frame, and to the machining
table which should also be stable and firm. The electrolyte has to be filtered carefully to
remove the products of machining and often has to be heated in its reservoir to a fixed
temperature, for instance 30oC (86
oF), before entering the machining apparatus. This
procedure is used to provide constant operating conditions. During machining the electrolyte
heats up from the passage of current. Precautions must be taken to avoid a high electrolyte
temperature which can cause changes in the electrolyte specific conductivity and subsequent
undesirable effects on machining accuracy.
Rates of machining
The rates at which metals can be electrochemically machined is in proportion to the current
passed through the electrolyte and the elapsed time for that operation, and is in inverse
proportion to the electrochemical equivalent of the anode-metal which corresponds to the
atomic weight of the dissolving ions over the ionic charge times the Faraday’s constant. See
the Appendix for more details.
Many factors other than current influence the rate of machining. These involve electrolyte
type, rate of electrolyte flow, and some other process conditions. For example current
efficiency decreases when current density is increased for a certain metal, for example, for
nickel.
If the ECM of titanium is attempted in sodium chloride electrolyte, usually very low (10–
20%) current efficiencies are obtained. When this solution is replaced by some mixture of
fluoride-based electrolytes, to achieve greater efficiencies (>60%), a higher voltage is used.
If the rates of the flow are kept too low, the current efficiency of even the most easily
electrochemically machined metal is reduced. Insufficient flow does not allow the products of
machining to be so readily flushed from the machining gap. When complex shapes have to be
produced the design of tooling incorporating the right kind of flow ports becomes a
considerable problem.
Surface finish
Type of electrolytes used in the process affects the quality of surface finish obtained in ECM.
Depending on the material, some electrolytes leave an etched finish. This finish results from
the nonspecular reflection of light from crystal faces electrochemically dissolved at different
rates. Sodium chloride electrolyte tends to produce an etched, matte finish with steels and
nickel alloys.
The production of an electrochemically-polished surface is usually associated with the
random removal of atoms from the anode workpiece, whose surface has become covered with

an oxide film. This is governed by the metal-electrolyte combination used. Nonetheless, the
mechanisms controlling high-current density electropolishing in ECM are still not completely
understood. For example, with nickel-based alloys, the formation of a nickel oxide film
seems to be a prerequisite for obtaining a polished surface; a finish of this quality, of 0.2 µm,
has been claimed for Nimonic (a nickel alloy) machined in saturated sodium chloride
solution. Surface finishes as fine as 0.1 µm have been reported when nickel-chromium steels
are machined in sodium chlorate solution. The formation of an oxide film on the metal
surface is considered the key to these conditions of polishing.
Sometimes the formation of oxide film on the metal surface hinders efficient ECM and leads
to poor surface finish. For example, the ECM of titanium is rendered difficult in chloride and
nitrate electrolytes because the oxide film formed is so passive. Even when higher voltages
about 50 V are applied to break the oxide film, its disruption is so non-uniform that deep
grain boundary attack of the metal surface can occur.
Occasionally, metals that have undergone ECM have a pitted surface while the remaining
area is polished or matte. Pitting normally stems from gas evolution at the anode; the gas
bubbles rupture the oxide film.
Process variables also affect surface finish. For example, as the current density is raised the
finish generally becomes smoother on the workpiece surface. A similar effect is achieved
when the electrolyte velocity is increased. In tests with nickel machined in hydrochloric acid
solution the surface finish has been noted to improve from an etched to a polished appearance
when the current density is increased from about 8 to 19 A/square centimeter with constant
flow velocity.
Accuracy and dimensional control
Electrolyte selection plays an important role in ECM. Sodium chloride, for example, yields
much less accurate components than sodium nitrate. The latter electrolyte has far better
dimensional control owing to its current efficiency - current density characteristics. Using
sodium nitrate electrolyte, the current efficiency is greatest at the highest current densities. In
hole drilling these high current densities occur between the leading edge of the drilling tool
and the workpiece. In the side gap there is no direct movement between the tool and
workpiece surface, so the gap widens and the current densities are lower. The current
efficiencies are consequently lower in the side gap and much less metal than predicted from
Faraday’s law is removed. Thus the overcut in the side gap is reduced with this type of
electrolyte. If another electrolyte such as sodium chloride solution was used instead, then the
overcut could be much greater. Using sodium chloride solutions, its current efficiency
remains steady at almost 100% for a wide range of current densities. Thus, even in the side
gap, metal removal proceeds at a rate which is mainly determined by current density, in
accordance with Faraday’s law. A wider overcut then ensues.
Shaping
Most metal-shaping operations in ECM utilize the same inherent feature of the process
whereby one electrode, generally the cathode tool, is driven toward the other at a constant
rate when a fixed voltage is applied between them. Under these conditions, the gap width
between the tool and the workpiece becomes constant. The rate of forward movement
between the tool and the workpiece becomes constant. The rate of forward movement of the

tool is matched by the rate of recession of the workpiece surface resulting from
electrochemical dissolution.
Three practical cases are of interest in considering some equations derived for the variation of
the interelectrode gap width:
1. When there is no tool movement, the gap width increases indefinitely with the square
root of machining time. This condition is often used in deburring by ECM when
surface irregularities are removed from components in a few seconds, without the
need for mechanical movement of the electrode.
2. When the tool is moved mechanically at a fixed rate toward the workpiece, the gap
width tends to a steady value. This inherent feature of ECM, whereby an equilibrium
gap width is obtained, is used widely in ECM for reproducing the shape of the
cathode tool on the workpiece.
3. Under short-circuit conditions the gap width goes to zero. If some process conditions,
such as too small equilibrium gap width caused by a too high movement of the tool
toward the workpiece, occur, contact between the two electrodes ensues. This causes
a short circuit between the electrodes and hence premature termination of machining.
The equilibrium gap is applied widely in the shaping process. Studies of ECM shaping are
usually concerned with three distinct problems:
1. The design of the cathode tool shape needed to produce a required profile geometry of
the anode workpiece.
2. For a given cathode tool shape, prediction of the resultant anode workpiece geometry,
for example, hole drilling by ECM.
3. Specification of the shape of the anode workpiece, as machining proceeds. This is
most readily predicted for the smoothing of surfaces, although for actual shaping of
components by ECM, estimates of the machining times as the shape develops provide
useful information about the process.

Applications
Smoothing of rough surfaces
Deburring, or smoothing, of
surfaces (Figure 6), is the
simplest and a common use
of ECM. A plane-faced
cathode tool is placed
opposite a workpiece that
has an irregular surface. The
current densities at the peaks
of the surface irregularities
are higher than those in the
valleys. The former are,
therefore, removed
preferentially and the
workpiece becomes smooth,
admittedly at the expense of
stock metal (which is still
machined from the valleys
of the irregularities, even
though at a lower rate).
Electrochemical smoothing
is the only type of ECM in
which the final anode shape
may match precisely that of
the cathode tool.
Electrochemical deburring is a fast process; typical times for smoothing the surfaces of
manufactured components are 5 to 30 seconds. Owing to its speed and simplicity of
operation, electrochemical deburring can be performed with a fixed, stationary cathode tool.
The process is used in many industries.
Fig. 6. Smoothing of rough surfaces.

Hole drilling Hole drilling is
another principal
way of using
ECM (Figure 7).
The cathode-tool
is usually made
in the form of a
tubular electrode.
Electrolyte is
pumped down
the central bore
of the tool,
across the main
machining gap,
and out between
the sidegap that
forms between
the wall of the
tool and the hole.
Reversal of the
electrolyte flow
can often
produce
considerable
improvement in
machining accuracy.
The main machining action is carried out in the gap formed between the leading edge of the
drill tool and the base of the hole in the workpiece. ECM also proceeds laterally between the
side walls of the tool and component, where the current density is lower than at the leading
edge of the advancing tool. Since the lateral gap width becomes progressively larger than that
at the leading edge, the side-ECM rate is lower. The overall effect of the side-ECM is to
increase the diameter of the hole produced. The distance between the side wall of the
workpiece and the central axis of the cathode tool is larger than the external radius of the
cathode. This difference is known as the "overcut". The amount of overcut can be reduced by
several methods. A common procedure involves the insulation of the external walls of the
tool (Figure 7), which inhibits side-current flow. Another practice lies in the choice of an
electrolyte such as sodium nitrate, which has the greatest current efficiency at the highest
current densities. In hole drilling these high current densities occur between the leading edge
of the drill and the base of the workpiece. If another electrolyte such as sodium chloride were
used the overcut could be much greater. The current efficiency for sodium chloride remains
steady at almost 100% for a wide range of current densities. Thus, even in the side gap, metal
removal proceeds at a rate that is mainly determined by the current density, in accordance
with Faraday's law.
Holes with diameters of 0.05 to 75 millimeter have been achieved with ECM. For holes of
0.5 to 1.0 millimeter diameter, depths of up to 110 millimeter have been produced. Drilling
by ECM is not restricted to round holes; the shape of the workpiece is determined by that of
Fig. 7. Electrochemical hole drilling.

the tool electrode.
Full-form shaping
Full-form shaping utilizes a constant gap across the entire workpiece and the tool is moved
mechanically at a fixed rate toward the workpiece in order to produce the type of shape used
for the production of compressor and turbine blades. In this procedure, current densities as
high as 100 A/square centimeter are used, and across the entire face of the workpiece, the
current density remains high.
Electrolyte flow plays an even more influential role in full-form shaping than in drilling and
smoothing of surfaces. The entire large cross-sectional area of the workpiece has to be
supplied by the electrolyte as it flows between electrodes. The larger areas of electrodes
involved mean that comparatively higher pumping pressures and volumetric flow rates are
needed.
Electrochemical grinding
The main feature of electrochemical grinding (ECG) is the use of a grinding wheel in which
an insulating abrasive, such as diamond particles, is set in a conducting material. This wheel
becomes the cathode tool. The nonconducting particles act as a spacer between the wheel and
workpiece, providing a constant interelectrode gap, through which electrolyte is flushed.
Accuracies achieved by ECG are usually about 0.125 millimeter. A drawback of ECG is the
loss of accuracy when inside corners are ground. Because of the electric field effects, radii
better than 0.25 – 0.375 millimeter can seldom be achieved.
A wide application of electrochemical grinding is the production of tungsten carbide cutting
tools. ECG is also useful in the grinding of fragile parts such as hypodermic needles.
Electrochemical arc machining
A process that relies on electrical discharges in electrolytes, thereby permitting metal erosion
as well as ECM in that medium, has been developed. Because this process relies on the onset
of arcs rather than sparks, it has been named electrochemical arc machining (ECAM). A
spark has been defined as a sudden transient and noisy discharge between two electrodes; an
arc is a stable thermionic phenomenon. Duration discharges of approximately 1 second to 1
millisecond are described as sparks, whereas for durations of about 0.1 second said
discharges can be considered arcs. Because in the ECAM process duration, energy, and time
of ignition of sparks are under control, it is valid to regard them as arcs.
An attraction of the ECAM technique is the very fast rates of metal removal attainable by the
combined effects of sparking and ECM. The ECAM technique can be applied in all the ways
discussed for ECM, thus surfaces can be smoothed and drilled. Turning is also possible, as is
wire machining.
One form of this process relies on a pulsed direct current, that is, full-wave rectified ac power
supply that is locked in phase with a vibrating tool head. The oscillation of the tool gives rise
to a set of conditions whereby ECM occurs over each wave cycle. The interelectrode gap

narrows as the tool vibrates over one cycle. During the same period the current rises until
sparking takes place by breakdown of the electrolyte and/or generation of electrolytic gas or
steam bubbles in the gap, the production of which aids the discharge process.
For drilling, the discharge action occurs at the leading edge of the tool, whereas ECM takes
place on the side walls between the tool and the workpiece. The combined spark erosion and
ECM action yields fast rates of metal removal. Because ECM is still possible, any
metallurgical damage to the components caused by the sparking action can be removed by a
short period of ECM after the main ECAM action. Currents of 250 A at 30 V are typically
used in the process.
Economic aspects
The industrial sectors utilizing ECM technology fall into five main categories: tool and die,
automotive, aerospace, power generation, and oil and gas industries. Leading the world’s
principle machine tool manufacturing nations in production and export of tools in the 1980s
were Japan followed by the former West Germany. The United States led in imports and
consumption; consumption was high for both Japan and W. Germany as well.
Unconventional machine tools including ECM are generally considered to account for only
1% of total production. Electrodischarge machining (EDM) holds the largest share, possibly
as much as 50% and ECM about 15% lagging behind laser processes which are 20%.
Manufacturing engineers wishing to use ECM processes in industry need to address the
challenge of proper tool design. The cost of design can be as much as 20% of the cost of an
electrochemical machine for complex components. Predictability of overcuts obtained for
specific applications and the particular electrolytes to be used for the alloy metals that have to
be machined must also be considered along with specific controls and limits on the ECM
equipment needed.
Computer-controlled equipment and sensors are available for electrochemical machining
systems. However in the 1990s practical ECM systems are often favored because the amount
of control and/or monitoring of the process is far less than that which was required in the
1970s. Thus machines are used successfully in which electrical spark detection is eliminated
and machining products control, for example, pH monitoring, is nonexistent.
The present and future status of ECM
High-rate anodic electrochemical dissolution is a practical method of smoothing and shaping
hard metals by employment of simple aqueous electrolyte solutions without wear of the
cathodic tool. ECM can offer substantial advantages in a wide range of cavity-sinking and
shaped-hole production operations.
Control of the ECM process is improving all the time, with more sophisticated servo-systems,
and better insulating coatings. However there is still a need for basic information on electrode
phenomena at both high current densities and electrolyte flow-rates.
Tool design continues to be of paramount importance in any ECM operation. The use of
computer-aided design to predict cathode tool profiles will continue to advance.

Recently developments in ECM practice have dwelt on the replacement of constant dc by
pulsed currents (PECM). Significant improvements in surface quality have been claimed.
Much smaller electrode gaps may be obtained, for example, below 0.1 millimeter leading to
improved control of accuracy, for example to 0.02 to 0.10 millimeter, with dies, turbine
blades, and precision electronic components. The key to further advancement in PECM lies
in development of a low cost power supply. Successful development of technique will enable
on-line monitoring of the gap size, enabling closer process control.
Despite these attractions, PECM should be regarded as complementary to, and not a
substitute for, established ECM technology; the former is expensive and metal removal rates
can be lower than these of the latter.
The advent of new technology for controlling the ECM process and the development of new
and improved metal alloys, which are difficult to machine by conventional means, will assure
the future of electrochemical machining.
Appendix
Electrolysis
Reactions that occur during the electrolysis of copper sulphate (Figure 1) are as follows. The
anodic reaction is ionizing of copper:
Cu ==> Cu2+
(aq) + 2e-
While at the cathode the copper ions are discharged to form copper metal:
Cu2+
(aq) + 2e- ==> Cu
Reactions that occur during the electrolysis of iron (Figure 2) are as follows. The anodic
reaction is ionizing of iron:
Fe ==> Fe2+
(aq) + 2e-
At the cathode, the reaction is likely to be the generation of hydrogen gas and the production
of hydroxyl ions:
H2O + 2e- ==> H2 + 2OH
-
The net reaction is thus:
Fe + 2H2O ==> Fe(OH)2(s) + H2
The ferrous hydroxide may react to form ferric hydroxide:
4Fe(OH)2 + 2H2O + O2 ==> 4Fe(OH)3

Characteristics of ECM By use of Faraday’s laws, if “md” (kg) is the mass of metal dissolved, and because
“md = vd” where “v” (m3) is the corresponding volume and “d” (kg/m
3) the density of
the anode metal, the volumetric removal rate of anode metal (m3/second) is given by:
Where “a” (kg/mol) is the atomic weight of the anode metal, “I” (ampere) is the current
flowing, “z” is the ionic charge of the anode metal, and the Faraday constant “F” equals
96,487 coulombs/mol. If a machining operation has to be carried out on an iron workpiece at
a typical rate of 2.6 × 10-8
kg/C, for this removal rate to be achieved by ECM, the current in
the cell must be about 700 A, because “a/zF” = 29 × 10-8
and “d”= 7,860 kg/m3 for iron.
Rates of machining
By use of Faraday’s laws the rates at which metals can be electrochemically machined can be
calculated.
Where “md” (kg) is the mass of metal electrochemically machined by current “I” (ampere)
passed for a time “t” (second). The quantity “a/zF” is called the electrochemical equivalent of
the anode metal as mentioned before.
Table I shows the metal machining rates that can be obtained when a current of 1000 A is
used in ECM. Metal removal rates in terms of volumetric machining are often more useful
than mass removal rates, and both quantities are included. (It is assumed that the anodic
current efficiency is 100%, that is all the current is used to remove metal, which is not always
the case.)
Table I. Metal machining rates
Metal Atomic Ionic Density Removal rate
weight charge 10
3 kg/m
3 10
-3 kg/s 10
-6 m
3/s
Aluminum 26.97 3 2.67 0.093 0.035
Beryllium 9.0 2 1.85 0.047 0.025
Chromium 51.99 2 7.19 0.269 0.038
3
0.180 0.025
6
0.090 0.013
Cobalt 58.93 2 8.85 0.306 0.035
3
0.204 0.023
Niobium 92.91 3 9.57 0.321 0.034
(Columbium)
4
0.241 0.025
5
0.193 0.020

Bibliography
Electrochemical machining, J. A. McGeough, in “Kirk-Othmer Encyclopedia of
Chemical Technology” (5th
edition), Vol. 9, pp 590-606, J. I. Kroschwitz (editor),
Wiley-Interscience, NY 2005.
Machining methods: electrochemical, J. A. McGeough and X. K. Chen, in “Kirk-
Othmer Encyclopedia of Chemical Technology” (4th
edition), Vol. 15, pp 608-622, J.
I. Kroschwitz and M. Howe-Grant (editors), Wiley-Interscience, NY 1995.
A Study of Electrical Discharges in Electrolyte by High-Speed Photography, X. Ni, J.
A. McGeough, and C. A. Greated, “Journal of Electrochemical Society” Vol. 140, pp
3505-3512, 1993.
Study of Pulse Electrochemical Machining Characteristics, K. P. Rajurkar, J. Kozak,
and B. Wei, “Annals International College for Production Research” Vol. 42, pp 231-
234, 1993.
Jet and Laser-Jet Electrochemical Micromachining of Nickel and Steel, M. Datta, L.
T. Romankiw, D. R. Vigliotti, and R. J. Von Gutfeld, “Journal of Electrochemical
Society” Vol. 136, pp 2251-2256, 1989.
Copper 63.57 1 8.96 0.660 0.074
2
0.329 0.037
Iron 55.85 2 7.86 0.289 0.037
3
0.193 0.025
Magnesium 24.31 2 1.74 0.126 0.072
Manganese 54.94 2 7.43 0.285 0.038
4
0.142 0.019
6
0.095 0.013
7
0.081 0.011
Molybdenum 95.94 3 10.22 0.331 0.032
4
0.248 0.024
6
0.166 0.016
Nickel 58.71 2 8.90 0.304 0.034
3
0.203 0.023
Silicon 28.09 4 2.33 0.073 0.031
Tin 118.69 2 7.30 0.615 0.084
4
0.307 0.042
Titanium 47.9 3 4.51 0.165 0.037
4
0.124 0.028
Tungsten 183.85 6 19.3 0.317 0.016
8
0.238 0.012
Uranium 238.03 4 19.1 0.618 0.032
6
0.412 0.022
Zinc 65.37 2 7.13 0.339 0.048

Advanced Methods of Machining, J. A. McGeough, Chapman and Hall, London,
1988.
Analysis of Electrochemical Arc Machining by Stochastic and Experimental Methods,
A. B. M. Khayry and J. A. McGeough, “Proceedings of the Royal Society of London”
Vol. A412, pp 403-429, 1987.
An Electrochemical Machining Method for Removal of Samples and Defective Zones
in Metal Pipes, Vessels and Structures, D. Clifton, J. W. Midgley, and J. A.
McGeough, “Proceedings of the Institution of Mechanical Engineers, Part B, Journal
of Engineering Manufacture” Vol 201, pp 229-231, 1987.
Surface Effects on Alloys Drilled by Electrochemical Arc Machining, A. DeSilva and
J. A. McGeough, “Proceedings of the Institution of Mechanical Engineers, Part B,
Journal of Engineering Manufacture” Vol. 200, pp 237-246, 1986.
Analysis of Taper Produced on Side Zone During ECD, V. K. Jain and V. N. Nanda,
“Precision Engineering, Journal of the American Society for Precision Engineering”
Vol. 8, No. 1, pp 27-33, 1986.
Electrochemical Wirecutting, S. R. Ghabrail and C. F. Noble, in “Proceedings of the
24th
International Machine Tool Design and Research Conference” pp 323-328, B. J.
Davies (editor), Macmillan, Manchester, UK 1984.
Drilling Without Drills, G. Bellows and J. D. Kohls, “American Machinist” pp 178-
183, 1982.
Deburring-2: Electrochemical Machining, D. Graham, “The Production Engineering”
Vol. 61, No. 6, pp 27-30, 1982.
Comparative Studies of ECM, EDM and ECAM, I. M. Crichton, J. A. McGeough, W.
Munro, and C. White, “Precision Engineering” Vol. 3, pp 155-160, 1981.
Aspects of Drilling by Electrochemical Arc Machining, T. Drake and J. A.
McGeough, in “Proceedings of the 21th
Machine and Tool Design and Research
Conference” pp 362-369, J. M. Alexander (editor), Macmillan, New York, 1981.
Basic Study of ECDM-II, M. Kubota, Y. Tamura, H. Takahahi, and T. Sugaya,
“Journal Association Electro-Machining” Vol. 13, No. 26, pp 42-57, 1980.
Basic Study of ECDM-I, M. Kubota, Y. Tamura, J. Omori, and Y. Hirano, “Journal
Association Electro-Machining” Vol. 12, No. 23, pp 24-33, 1978.
Newcomers for Production, G. Bellows, in “Non-Traditional Machining Guide 26” pp
28-29, Metcut Research Associates Inc., Cincinnati, Ohio, 1976.
Electrochemical machining, J. Kaczmarek, in “Principles of Machining by Cutting,
Abrasion and Erosion” pp 487-513, Peregrinus, Stevenage UK, 1976.
Principles of Electrochemical Machining, J. A. McGeough, Chapman and Hall,
London, 1974.