Embed Size (px)
Citation preview

86 TRANSPORTATION RESEARCH RECORD 1530
Effects of Mineral Fillers on Properties ofStone Matrix Asphalt Mixtures
WALAA S. MOGAWER AND KEVIN D. STUART
Stone matrix asphalt (SMA) is a gap-graded hot mixture that has higherproportion of coarse aggregate, lower proportion of middle-size aggre-gate, and higher proportion of mineral filler than a dense-graded mix-ture. Because of the high quantity of mineral filler, the type and quantityof this fraction should play a major role in the properties of these mix-tures and their mastics. Determination of whether mastic and mixtureproperties can distinguish good mineral fillers from bad ones is theobjective. Eight mineral fillers with known performance were obtainedfrom three European countries. Mastics were tested for stiffness using abending beam rheometer (AASHTO TP1), a dynamic shear rheometer(AASHTO TP5), and softening point of bitumen using the ring-and-ballapparatus (AASHTO T53-92). None of the tests distinguished amongmastics with good and bad mineral fillers. Mixtures were tested fordraindown of mastic using the National Center for Asphalt Technologydraindown test, rutting using the French pavement rutting tester, low-temperature cracking using the indirect tensile test, workability usingthe U.S. Corps of Engineers gyratory testing machine, and moisture susceptibility using the ASTM D 4867 method. None of the tests distinguished among SMA mixtures with good and bad mineral fillers.
Stone matrix asphalt (SMA) is a gap-graded hot mixture that hashigher proportion of coarse aggregate, lower proportion of middle-size aggregate, and higher proportion of mineral filler than a dense-graded mixture. A stabilizing additive composed of cellulose fibers,mineral fibers, or polymers is added to SMA mixtures to preventdraindown of their mastics. The mastic in SMA mixtures is the sumof the filler fraction of the aggregate, the added filler, the binder,and the stabilizing additive. FHWA SMA Technical WorkingGroup (TWG) recommends using between 8 and 13 percent aggre-gate by weight finer than 75 µm in SMA mixtures (1). Because thequantity of minus 75-µm material in SMA mixtures is relativelylarge, the type and quality of this fraction should play a significantrole in the properties of SMA mastics and mixtures. Also, mineralfillers affect workability, moisture resistance, stiffness, and agingcharacteristics of hot mix asphalt (HMA) mixtures (2–4 ). There-fore, the effects of different mineral fillers on SMA mastics andmixtures need to be examined.
SOURCE AND PROPERTIES OFMINERAL FILLERS
Eighteen mineral fillers collected from Sweden (SWE), Germany(GER), and Switzerland (CHE) were available at the FHWA’sTurner Fairbank Highway Research Center. The performance ofthese mineral fillers was reported by the users as clearly good orbad for use in SMA or HMA. A preceding study used these min-eral fillers to explore the relationships between the performance of
the mineral fillers in pavements and the filler and mastic proper-ties. The gradations and specific gravities of the fillers were mea-sured and the stiffening power of the mastics was measured usingthe ring-and-ball apparatus and a dynamic shear rheometer. Forthe study documented in this paper, eight of the European mineralfillers were chosen. The eight mineral fillers, their origins, andreported performance are tabulated in Table 1. The previous studyconcluded
The percent voids in a compacted sample of mineral filler, as foundthrough the Anderson modified Rigden voids method, was the onlyindependent variable that could singly distinguish between most of the‘good’ and ‘bad’ fillers. With the range for ‘good’ fillers being between34% and 39%, only one ‘good’ filler was out of this range (2).
The eight mineral fillers were chosen on the basis of theirreported performance, gradations, and the Anderson modified Rig-den voids. Mineral fillers with Anderson modified Rigden voidswithin and outside of the 34 to 39 percent range were selected. TheGER-8 mineral filler was chosen specifically because its perfor-mance was reported as good; however, its Anderson modified Rig-den voids (32.1 percent) was less than the lower limit (34 percent)for good mineral fillers obtained in the preceding study. The grada-tions, specific gravities, and Anderson modified Rigden voids ofthe eight mineral fillers are presented in Table 2.
The Anderson modified Rigden voids can be used to predict thestiffening effect of a mineral filler on an asphalt (2). The volume ofthe voids in a compacted sample of dry mineral filler is equated to thefixed volume of the binder in the mastic. This volume of the binder isunavailable to participate in the mixture as a whole. The hypothesisis that when the percent voids in a compacted sample of filler is toohigh, not enough binder is free, leading to exceedingly stiff mixturesor mixtures susceptible to cracking failure. If the percent voids is toolow (too much free binder), then the mixtures will be susceptible toexcessive draindown, bleeding, and rutting (2).
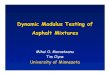
Figure 1 describes the parameters used to calculate the percent-age of free binder in each mixture. To determine the percent freebinder, the volume of the filler (solid volume) used in a mixture isfirst calculated from the mass used in the mixture and the apparentspecific gravity. The Anderson modified Rigden voids and the vol-ume of the solids are used to calculate the volume of the voids (vol-ume of fixed binder content). The fixed binder content is subtractedfrom the total volume of binder used in a mixture to calculate thevolume of free binder.
OBJECTIVE
The objective of this study was to determine whether mastic andmixture properties can distinguish good mineral fillers from bad
W. S. Mogawer, University of Massachusetts Dartmouth, 285 Old WestportRd., North Dartmouth, Mass. 02747-2300. K. D. Stuart, FHWA, 6300Georgetown Pike, McLean, Va. 22101-2296.

TABLE 1 Origins and Reported Performance of Mineral Fillers
TABLE 2 Gradations and Physical Properties of Mineral Fillers and Free Binder Contents

88 TRANSPORTATION RESEARCH RECORD 1530
mineral fillers. A second objective was to determine whether freebinder content relates to mastic and mixture properties.
EXPERIMENTAL PROGRAM
The experimental design involved performing Marshall mixdesigns and testing the mastics and the mixtures. The mastics andthe mixtures were given the same designations as the mineral fillersin the preceding study (2).
The mastics and mixtures were tested to determine the effects ofmineral fillers on them. Mastics were tested because if a measuredproperty of the mastics was found to adversely affect the perfor-mance of the mixtures the test method can be used to optimize theproperties of the mastics.
Eight Marshall mix designs were performed to determine theoptimum asphalt contents (OAC) of the SMA mixtures preparedwith the eight mineral fillers.
Mastics were prepared by blending each mineral filler with theasphalt using the filler-to-asphalt ratio by volume at the OAC foreach mixture. A stabilizing additive was not included in the mas-tics; however, if a test was able to distinguish between mastics withgood and bad mineral fillers, it was planned to retest them with thestabilizing additive.
The mastics were tested to determine the effects of the mineralfillers on their stiffnesses using a bending beam rheometer (AASHTOTP1), the softening point of bitumen using the ring-and-ballapparatus (AASHTO T53-92), and a dynamic shear rheometer(AASHTO TP5).
The mixtures were tested to evaluate the effects of the mineralfillers on SMA’s properties. Draindown of the mastic, rutting, lowtemperature cracking, workability, and moisture susceptibilitywere measured. The draindown of the mastic was evaluated usingthe National Center for Asphalt Technology (NCAT) draindowntest. The mixtures were tested for rutting using the French pave-ment rutting tester, for low temperature cracking using the indirecttensile test, for workability using the U.S. Corps of Engineers gyra-
tory testing machine, and for moisture susceptibility using theASTM D 4867 method.
The results were statistically analyzed using Fisher’s least sig-nificance difference procedure (LSD). The Fisher’s LSD procedurewas performed at a level of significance α = 0.05. Fisher’s LSDdetermined which averages were not statistically different.
MIXTURE DESIGN
The mixtures were designed to sustain heavy traffic using 50blows. SMA mixtures are designed in Europe for heavy trafficusing 50 blows (5). The design air-void content was 3.5 percent.The aggregate gradations met the recommended gradations givenby the SMA TWG (1).
The aggregate blend consisted of No. 68 diabase (aggregatesretained on the 4.75-mm sieve) and No. 10 diabase (aggregatesfiner than the 4.75-mm sieve and retained on the 0.150-mm sieve).The diabase aggregates were obtained from Virginia Trap Rock, inLeesburg, Virginia. A cellulose fiber, trade-named Technocel, wasused as a stabilizer. The Technocel was added at 0.3 percent bymixture mass, based on the supplier’s recommendation.
To evaluate the effects of the added filler on the SMA mixtures,it was necessary to remove the aggregate’s filler fraction. There-fore, the diabase aggregates were sieved down to the 0.150-mmsieve and washed to remove all material finer than this size (0.150-mm was the maximum size of the mineral fillers). The aggregateswere then blended. A washed sieve analysis was performed on theblend to determine the amount of the minus 0.150-mm material inthe blend after washing. Only 0.6 percent of the material was finerthan the 0.150-mm sieve. This percentage was considered insignif-icant. The results of the washed sieve analysis are presented inTable 3. The fillers were then added to the blend.
Table 3 shows the gradations of the eight mixtures. Seven of theeight mixtures had equivalent gradations from the 19.0-mm sieveto the 75-µm sieve. One mixture (SWE-1) had a different gradationfrom the 0.600-mm sieve to the 0.150-mm sieve size because theSWE-1 filler had a very coarse gradation (only 60.8 percent passedthe 75-µm sieve).
EVALUATION OF MASTICS
The eight mastics were prepared by blending each filler with theneat binder on a hot plate using the ratios of the filler to neat binderby volume that were used in the mixtures. The proportions of thefiller to the neat binder in each mastic are presented in Table 2. Theneat binder was an AC-20. The GER-7 filler required the most timeto be coated with the binder. This mastic was extremely gummyand very difficult to pour.
Table 2 shows the percentage of free binder in each mixture.The GER-4, GER-7, and SWE-1 had the lowest percent freebinder contents among the eight mastics and mixtures; based onthe hypothesis, these three fillers should provide the stiffest mas-tics and mixtures. The SWE-7 had the highest free binder content;therefore, this filler should provide the stiffest mastic and mixture.
Bending Beam Rheometer (AASHTO TP1)
A bending beam rheometer (BBR) was used to measure the stiff-ness of each mastic at –28°C. The mineral fillers with the lowest
FIGURE 1 Volumetric parameters used to describe voids inmineral filler and mastic.

Mogawer and Stuart 89
free binder contents (GER-4, GER-7, and SWE-1) were expectedto produce the stiffest mastics. The BBR measures the stiffness ofa small asphalt beam sample under creep load. A 980 ±5mN loadwas applied for 240 sec and the deflection of the beam was mea-sured during this period. Two parameters were evaluated with theBBR: (a) the creep stiffness at 60 sec loading time—a measure ofhow the asphalt resists loading—and (b) the m-value—a measureof how the asphalt stiffness changes as the load is applied.
Softening Point of Bitumen Using Ring-and BallApparatus (AASHTO T 53-92)
The stiffening powers of the mastics were measured as the differ-ence between the softening point (AASHTO T 53-92) of a masticand the softening point of the neat binder. The stiffening power isused in Germany to qualify mineral fillers for use in pavements. Inthis study, the mineral fillers with the lowest free binder contents(GER-4, GER-7, and SWE-1) were expected to produce the stiffestmastics. The Germans use a range in stiffening power for accept-able mineral fillers of 10°C to 20°C (2). Mastics that exceed 20°Cwould be considered too stiff and the mineral fillers would be dis-qualified to avoid placing crack susceptible pavements. Masticsthat test below 10°C would not be stiffened enough; these would besusceptible to excessive draindown, bleeding, shoving, and rutting.
In testing the mastics and the neat binder, the standard testingprocedure for the softening point of bitumen, AASHTO T 53, wasfollowed using ethylene glycol as the bath liquid. The softeningpoint of the neat binder was found to be 50°C.
Dynamic Shear Rheometer (AASHTO TP5)
The stiffening powers of the mastics were also measured using adynamic shear rheometer (DSR). This stiffening power was defined
as the increase needed in test temperature so that the stiffness (G*measured by the DSR) of the mastic matched the stiffness of theneat binder. The G* of the neat binder was measured at 50°C,which was its softening point. The mineral fillers that had the low-est free binder contents (GER-4, GER-7, and SWE-1) wereexpected to have the highest stiffening power.
EVALUATION OF MIXTURES
The effects of the mineral fillers on SMA properties in terms ofdraindown of the mastic, rutting, low temperature cracking, work-ability, and moisture susceptibility were evaluated. To measure thedraindown of the SMA mixtures, loose mixtures were used. Tomeasure the other properties, the SMA mixtures were compacted toapproximately 5.5 percent air voids. A target air void range of 5 to6 percent was used because an SMA mixture should have less than6 percent air voids after compaction in the field.
Draindown
The NCAT draindown test was used to evaluate the effects of thedifferent mineral fillers on the draindown of the mastic. In this test,the sample is placed in a wire basket that is positioned on apreweighed, dry paper plate. The sample, basket, and plate areplaced in a forced-air oven for 60 min at 143°C. The basket con-taining the sample is then removed from the oven along with thepaper plate and the paper plate is weighed. The percent loss due todraindown is calculated as:
loss percentfinal paper mass initial paper mass
initial sample mass( ) = −( )100
TABLE 3 Washed Aggregate Gradations of Mixtures and Diabase Aggregate

90 TRANSPORTATION RESEARCH RECORD 1530
When this test was performed some particles of the mixture fellthrough the basket onto the paper plate. These particles were placedback into the basket before placing the basket in the oven.
Rutting
The French pavement rutting tester was used to determine theeffects of the mineral fillers on the rutting susceptibilities of SMAmixtures at 60°C. This wheel-tracking device tests slabs that are500 × 180 × 50 mm or 100 mm thick using a smooth, reciprocat-ing, pneumatic rubber tire at 0.61 MPa and loaded at 5000 ± 50N.The tire is 415 mm in diameter and 109 mm wide. A hydraulicjack underneath the slab pushes the slab upward to create theload. The machine tests two slabs at a time. A slab thickness of50 mm is used if the pavement layer will be 50 mm or less. Forlayers thicker than 50 mm, 100-mm slabs are tested. SMA pave-ment layers are generally less than 50 mm thick, hence 50-mm-thick slabs were tested in this study. The slabs were fabricatedusing the French plate compactor. Two slabs were fabricated atthe OAC per mixture.
For a 50-mm-thick slab, the test is performed to 3,000 cyclesand the average rut depths at 30, 100, 300, 1,000, and 3,000cycles are measured. A cycle is two passes of the tire. If the aver-age percent rut depth at 3,000 cycles is more than 20 percent ofthe slab thickness, the mixture is considered failed (unaccept-able). Slopes for different mixtures taken from log rut depth ver-sus log number of cycles plots can also be compared. Rutsusceptible mixtures generally have higher slopes.
The hypothesis in this study stated that the lower the free bindercontent in a mixture, the less susceptible to rutting the mixture willbe. Therefore, the GER-4, GER-7, and the SWE-1 mixtures wereexpected to be the least susceptible to rutting.
Low-Temperature Cracking
The effects of the different mineral fillers on the resistances of theSMA mixtures to thermal cracking were evaluated using the indirectsplitting tensile test at a low temperature with a loading rate of1.27 mm/min. This research study was performed at the FHWA’STurner Fairbank Highway Research Center in Virginia; Superpavestates that the lowest temperature of a pavement in Virginia is–28°C. Therefore, –28°C was used as the test temperature. This testevaluated tensile strength (St), horizontal tensile strain at failure (et),and the amount of work needed to cause tensile failure. The work isthe area under the stress-strain curve from the beginning of the testuntil failure. Higher et and higher amounts of work are associatedwith increased resistance to low-temperature cracking. The equationused to compute et, assuming a Poisson’s ratio of 0.35, is (6):
where et is horizontal tensile strain at failure and Ht is totalhorizontal deformation, mm.
The mixtures were short-term and long-term aged in a forced-draft oven according to AASHTO provisional Method PP2-94.Short-term oven aging was performed on the loose mixtures at135°C for 4 hr, and long-term oven aging was performed on com-pacted specimens at 85°C for 5 days. After aging, the specimenswere stored at room temperature for 24 hr and then placed in afreezer at –28°C for 24 hr.
The hypothesis in this study stated that the lower the free bindercontent in a mixture, the more susceptible to low-temperaturecracking the mixture will be compared with the mixtures withhigher free binder content. Therefore, the GER-4, GER-7, and theSWE-1 mixtures were expected to be the most susceptible to lowtemperature cracking.
Workability
The effects of the different mineral fillers on the workabilities ofthe SMA mixtures were evaluated using the U.S. Corps of Engi-neers gyratory testing machine (GTM). Workability is the easewith which paving mixtures may be placed. The compaction effortsrequired to compact specimens to an air-void level representativeof the average in-place field level (5.5 percent) after constructionwere measured. The mixtures were compacted at 20 or 40 and60 gyrations, or both, at 135°C with a vertical pressure of 120 psiand a 0.014-radian angle of gyration. The air voids at the differentnumber of gyrations were measured and the number of gyrationsrequired to achieve a 5.5 percent air void level was calculated. Thehypothesis stated that the mixtures with higher volumes of freeasphalt such as CHE-1, GER-8, GER-9, CHE-2, and SWE-7 wouldbe easier to compact (i.e., requires fewer gyrations to reach 5.5 per-cent air voids) than mixtures with lower volumes of free asphaltsuch as GER-4, GER-7, and SWE-1. Table 2 shows the volumes ofthe free asphalt in the mixtures.
European suppliers of the GER-7 and SWE-1 mineral fillers pro-vided small quantities (5 kg). Insufficient material existed to deter-mine the effects of these two mineral fillers on the workabilities ofthe mixtures.
Moisture Susceptibility
ASTM D 4867 entitled Effect of Moisture on Asphalt ConcretePaving Mixtures was used to determine whether the mineral fillershad any effect on the moisture susceptibilities of the mixtures.
Three unconditioned (dry) and three conditioned (wet) speci-mens were tested per mixture. Wet specimens were (a) vacuum-saturated with distilled water so that 55 to 80 percent of their airvoids were filled with water, (b) subjected to a freezing cycle for 15hr at –18.0°C ±2.0°C, (c) soaked in a 60°C distilled water bath for24 hr, and (d) tested at 25°C along with the dry specimens. Speci-mens were compacted to approximately 5.5 percent air voids by theMarshall hammer. Use of an air void level near the upper allowablefield level provides a more severe condition than lower levels.
The diametral modulus-retained ratio (MdR) and tensilestrength-retained ratio (TSR) were computed for each mixture inpercentages. A retained ratio is the average wet value divided bythe average dry value. Statistics could not be applied to theretained ratios because they were averages.
The average percentage of visual stripping was also estimated foreach mixture. Visual stripping is the percentage of area that isstripped relative to the total area of the split surfaces of the specimen.
The percent swell for each mixture was also measured. This is theaverage change in the volumes of the specimens due to moistureconditioning. A high amount of swell indicates internal damage.
A TSR below 80 percent, an MdR below 70 percent, and visualstripping above 10 percent are suggested criteria for considering amixture susceptible to moisture susceptibility. Swells equal to orgreater than 1 percent were used as indicators of high internal dam-
e Ht t= 0 0205.

Mogawer and Stuart 91
age, although a reliable limit on the percent swell has not been estab-lished. These criteria were developed for dense-graded mixtures.Their applicability to SMA mixtures has not been established.
Sufficient materials of the GER-7 and the SWE-1 mineralfillers were not available to determine their effects on the mois-ture susceptibilities of the mixtures.
RESULTS AND ANALYSIS
Table 4 shows the results of the Marshall mixture design. TheVMAs of each SMA mixture did not vary with the binder content,and the air voids versus binder content relationships were linear.Only three binder contents were used in designing the mixtures.All mixtures except the GER-7 mixture had approximately 6.5percent binder by mass of mixture and a VMA of approximately19. The GER-7 mixture had a 7.8 percent binder content and aVMA of 22.3. The GER-7 mixture had a higher binder content andVMA because its ratio of the filler to binder by volume was 27 to73 percent; the low filler volume in comparison to the other mix-tures was due to the high specific gravity of the GER-7 filler. Con-sequently, more asphalt was used in the GER-7 mixture leading tothe higher asphalt content and VMA. The volume of the filler inthe GER-7 mixture was 14 cm3 lower than the volume of the min-eral filler in the other mixtures, and the volume of the asphalt inthe GER-7 mixture was 14 cm3 higher than the volume of theasphalt in the other mixtures. (Future studies should consideradding the mineral fillers by volume.) Table 2 shows the propor-tions of the components of the mastic and the volume of the mas-tic in each mixture.
To determine whether the Marshall flow and stability can distin-guish among SMA mixtures with good and bad mineral fillers, theLSD procedure was performed. The flows and the stabilities of theSMA mixtures with good and bad mineral fillers were not statisti-cally different. Therefore, the Marshall flows and stabilities did notdistinguish among SMA mixtures with good and bad mineral fillers.
EVALUATION OF MASTICS
BBR
Table 5 shows the results of the BBR test. The m-value wasunable to identify the mineral fillers based on performance. The
LSD showed that the means of the mastics with good and badmineral fillers are not significantly different. Based on thehypothesis used in this test, the GER-4, GER-7, SWE-1 should bethe stiffest mastics. The GER-4 and the SWE-1 satisfied thehypothesis; the GER-7 did not satisfy the hypothesis. The GER-7mastics was difficult to mix and pour; therefore it is questionablewhether the measured stiffness of the GER-7 is correct. Therewas a good correlation (R2 = –0.95) between the stiffness and thefree binder content.
Softening Point of Bitumen UsingRing-and-Ball Apparatus
Table 5 shows the results of this test. The stiffening power wasunable to identify the mineral fillers based on performance. Never-theless, a good correlation (R2 = 0.92) existed between the stiffeningpower and the free binder content.
The GER-7 mastic was difficult to pour into the testing ring;therefore, it was not tested. The GER-4 and SWE-1 mastics werethe only mastics that had a stiffening power value greater than the10°C to 20°C acceptable range set by the German method. Thisagrees with the hypothesis used in this test.
DSR
Table 5 shows the results from the DSR. The stiffening power fromthe DSR failed to distinguish among mastics with good and badmineral fillers. A poor correlation (R2 = 0.49) existed between thestiffening power measured by the DSR and the free binder content.Furthermore, a poor correlation existed between the stiffeningpower found by the ring-and-ball test and the stiffening powerfound by the DSR (R2 = 0.05).
EVALUATION OF MIXTURES
Draindown
Table 5 shows the draindown data from the NCAT test. No drain-down of the mastics occurred from any of the mixtures. This wasattributed to the stabilizer in the mixture.
TABLE 4 Marshall Mix Design Properties of Mixtures

92 TRANSPORTATION RESEARCH RECORD 1530
Rutting
Table 6 shows the rut depths and the percent rut depths of theeight mixtures. For 50-mm-thick slabs the test is performed to3,000 cycles; if the percent rut depth is greater than 20 percent ofthe slab thickness, then the mixture is considered a rut susceptiblemixture. At 3,000 cycles all mixtures passed the test; therefore,this test did not distinguish between SMA mixtures with good andbad mineral fillers.
In an attempt to find a procedure that could distinguish betweenSMA mixtures with good and bad mineral fillers, the test wasextended to 10,000 cycles. At 10,000 cycles, all mixtures had apercent rut depth less than 20 percent. Therefore, none of the mixtures was rut susceptible.
The LSD was performed on the percent rut depths at 3,000 and 10,000 cycles. Based on the LSD procedure, mixtures with good mineral fillers and mixtures with bad mineral fillerswere not significantly different. Hence, the percent rut depthsusing 50-mm slabs were not a function of the filler. A poor corre-lation existed between the percent rut depth and the free bindercontents. At 3,000 and 10,000 cycles, the R2 was 0.28 and 0.12,respectively. Furthermore, the results from this test did not agreewith the hypothesis because the GER-4, GER-7, and SWE-1,which had the three lowest volumes of free asphalt, did not rut theleast.
In another attempt, 100-mm-thick slabs were prepared andtested. Only two mixtures CHE-1 (good) and CHE-2 (bad) weretested. The CHE-1 and CHE-2 mixtures were used because prepar-ing the thick slabs required a large amount of filler and the CHE-1and CHE-2 mineral fillers were supplied in large quantities. When a100-mm-thick slab is tested, a mixture is considered a rut suscepti-ble mixture if the percent rut depth is greater than 10 percent of theslab thickness at 30,000 cycles. The average rut depth was mea-sured at 300, 1,000, 3,000, 10,000, and 30,000 cycles. The datafrom testing the 100-mm slabs are presented in Table 6. The CHE-1 (good) and the CHE-2 (bad) mixtures failed the test when testing100-mm slabs instead of 50-mm slabs. Therefore, this test did notdistinguish between SMA mixtures with good and bad mineralfillers.
Low-Temperature Cracking
Table 7 presents the results of the indirect tensile test. The LSDprocedure was performed to determine whether the work, strain,and the tensile strength can distinguish among SMA mixtures withgood and bad mineral fillers. The LSD showed that the works,strains, and tensile strengths of all the mixtures were not signifi-cantly different; therefore, they failed to distinguish among SMAmixtures with good and bad mineral fillers. Also, the variabilitywas high among the work and strain data.
A poor correlation existed between the stiffnesses of the masticsmeasured by the BBR and the properties of the mixtures measuredusing the indirect tensile test. The R2 between the stiffnesses andthe tensile strength, strain, and work were 0.36, 0.44, and 0.13,respectively. A poor correlation existed between the tensilestrengths and the free binder contents (R2 = 0.35).
Workability
Table 7 shows the results from the GTM. Because the twomixtures (SWE-1 and GER-7) with the lowest volumes of free asphalt could not be tested (insufficient materials), thehypothesis could not be verified. Mixtures with good mineralfillers such as CHE-1 and GER-9 and mixtures with bad mineralfillers such as CHE-2 and GER-4 required similar numbers ofgyrations to reach a 5.5 percent air void level. Therefore, thenumber of gyrations required to reach a 5.5 percent air void leveldid not distinguish between SMA mixtures with good and badmineral fillers.
Moisture Susceptibility
Table 8 presents the moisture susceptibility test results. The GER-4mixture was the only mixture that had failing retained ratios. Theconditioned specimens of the GER-4 mixture looked dull aftersplitting them. One hypothesis was that the filler was stripped.Nevertheless, all mixtures showed more than 10 percent visualstripping; therefore, based on visual stripping all the mixtures are
TABLE 5 Properties of Mastics

Mogawer and Stuart 93
TABLE 6 Results from French Rutting Tester
susceptible to moisture damage. Statistically, the dry and wet ten-sile strengths and diametral moduli did not distinguish amongSMA mixtures with good and bad mineral fillers. A good correla-tion existed between the free binder contents and the tensilestrength ratios. Also, a good correlation existed between the freebinder contents and the diametral modulus retained ratios; R2 was0.76 and 0.85 respectively.
CONCLUSIONS
1. The tests used to evaluate the mastics did not distinguishamong mastics with good and bad mineral fillers.
2. The tests used to evaluate the mixtures did not distinguishamong SMA mixtures with good and bad mineral fillers.
3. There was a good correlation between the free bindercontent and the stiffnessess of the mastics measured by the BBR and the stiffening power measured using the ring-and-ball apparatus. The ramification of this is unknown since thetests did not distinguish between good and bad mineral fillers.
4. A poor correlation existed between the stiffening powermeasured by the DSR and the free binder content.
5. A poor correlation existed between the percent rut depthmeasured by the French pavement rut tester and the free bindercontent.

94 TRANSPORTATION RESEARCH RECORD 1530
6. A poor correlation existed between the tensile strengths mea-sured by the indirect tensile strength test and the free binder contents.
REFERENCES
1. SMA Technical Working Group. SMA Material and ConstructionModel Guidelines. Office of Technology Applications, FHWA, U.S.Department of Transportation, Jan. 1994.
2. Harris, B. M., and K. D. Stuart. Analysis of Mineral Fillers and Mas-tics Used in Stone Matrix Asphalt. Association of Asphalt PavingTechnologists, Vol. 64, 1995.
3. Anderson, D. A., J. P. Tarris, and J. D. Brock. Dust Collector Fines andTheir Influence on Mixture Design. Association of Asphalt PavingsTechnologists, Vol. 51, Feb. 1982, pp. 363–397.
4. Puzinauskas, V. P. Filler in Asphalt Mixtures. Research Report 69-2.The Asphalt Institute, Lexington, Ky., Feb. 1969.
5. Stuart, K. D. Stone Mastics Asphalt (SMA) Mixture Design. ReportFHWA-RD-92-006. FHWA, U.S. Department of Transportation,Washington, D.C., March 1992.
6. Stuart, K. D., and P. Malmquist. Evaluation of Using Different Stabilizerin the U.S. Route 15 (Maryland) Stone Matrix Asphalt (SMA). In Trans-portation Research Record 1454, TRB, National Research Council,Washington, D.C., 1994, pp. 48–57.
TABLE 7 Results from Indirect Tensile Strength Test at T = –28°C and Gyratory Testing Machine
TABLE 8 Moisture Susceptibility Results