Embed Size (px)
Citation preview
The 5th PSU-UNS International Conference on Engineering and Technology (ICET-2011), Phuket, May 2-3, 2011
Prince of Songkla University, Faculty of Engineering Hat Yai, Songkhla, Thailand 90112
Abstract: Due to difficulties in the production of the compacted graphite cast iron, effects of casting parameters on the graphite shape was carried out. In this study, effects of casting thickness and magnesium treatment temperatures on the graphite shape of the cast iron were investigated. From experimental results, it was found that thickness of cast specimen affected the graphite shape when it was less than 10 mm of thickness of cast specimen. Moreover, the magnesium treatment temperature did not provide a direct influence on graphite shape. It affected the loss of magnesium alloy, which resulted in difference of residual magnesium in casting at same amounts of magnesium alloy treatment. The change in residual magnesium in the casting was provided the casting condition for the change of graphite shape. Key Words: Cast Iron/ Compacted Graphite Cast Iron/ Magnesium Treatment/ Graphite Shape
1. INTRODUCTION Compacted graphite cast iron or vermicular graphite cast iron is of interest as one of the most potential materials for the production of diesel engine blocks, especially for high pressure common rail diesel engine [1]. This is due to higher strength and equivalent thermal conductivity, when compared to gray cast irons. However, the production of compacted graphite cast iron is rather difficult [2]. This is associated with many casting parameters, such as casting thickness, magnesium treatment temperatures and so on, affecting the formation of graphite, therefore narrowing down casting conditions to obtain the desirable vermicular graphite shape [2]. Thus, in this study, effects of casting thickness and magnesium treatment temperatures on graphite shape was investigated in order to clarify its effect on the production of compacted graphite cast iron.
2. EXPERIMENTAL PROCEDURE Pig iron, low carbon steel scrap, graphite, and ferrosilicon were used as raw materials for the production of hypo-eutectic graphite cast iron. Chemical
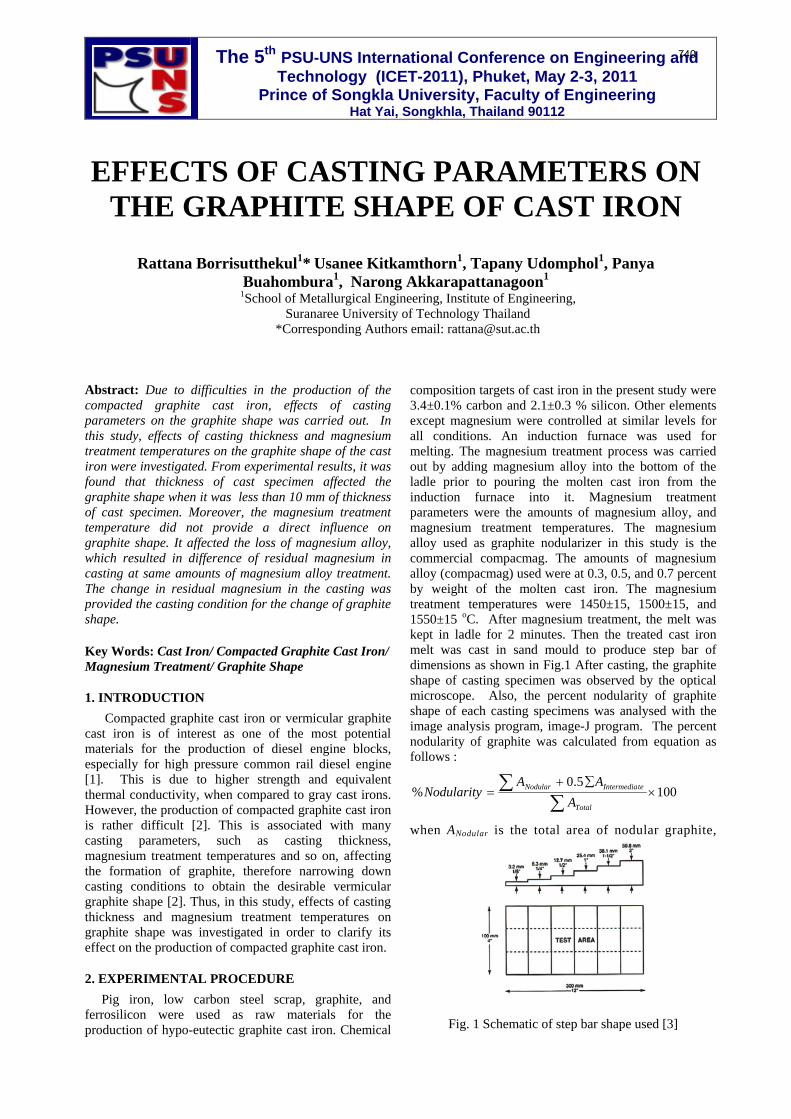
composition targets of cast iron in the present study were 3.4±0.1% carbon and 2.1±0.3 % silicon. Other elements except magnesium were controlled at similar levels for all conditions. An induction furnace was used for melting. The magnesium treatment process was carried out by adding magnesium alloy into the bottom of the ladle prior to pouring the molten cast iron from the induction furnace into it. Magnesium treatment parameters were the amounts of magnesium alloy, and magnesium treatment temperatures. The magnesium alloy used as graphite nodularizer in this study is the commercial compacmag. The amounts of magnesium alloy (compacmag) used were at 0.3, 0.5, and 0.7 percent by weight of the molten cast iron. The magnesium treatment temperatures were 1450±15, 1500±15, and 1550±15 oC. After magnesium treatment, the melt was kept in ladle for 2 minutes. Then the treated cast iron melt was cast in sand mould to produce step bar of dimensions as shown in Fig.1 After casting, the graphite shape of casting specimen was observed by the optical microscope. Also, the percent nodularity of graphite shape of each casting specimens was analysed with the image analysis program, image-J program. The percent nodularity of graphite was calculated from equation as follows :
1005.0
% ×∑+
=∑
∑Total
teIntermediaNodular
AAA
Nodularity
when ANodular is the total area of nodular graphite,
Fig. 1 Schematic of step bar shape used [3]
EFFECTS OF CASTING PARAMETERS ON THE GRAPHITE SHAPE OF CAST IRON
Rattana Borrisutthekul1* Usanee Kitkamthorn1, Tapany Udomphol1, Panya Buahombura1, Narong Akkarapattanagoon1
1School of Metallurgical Engineering, Institute of Engineering, Suranaree University of Technology Thailand
*Corresponding Authors email: [email protected]
740
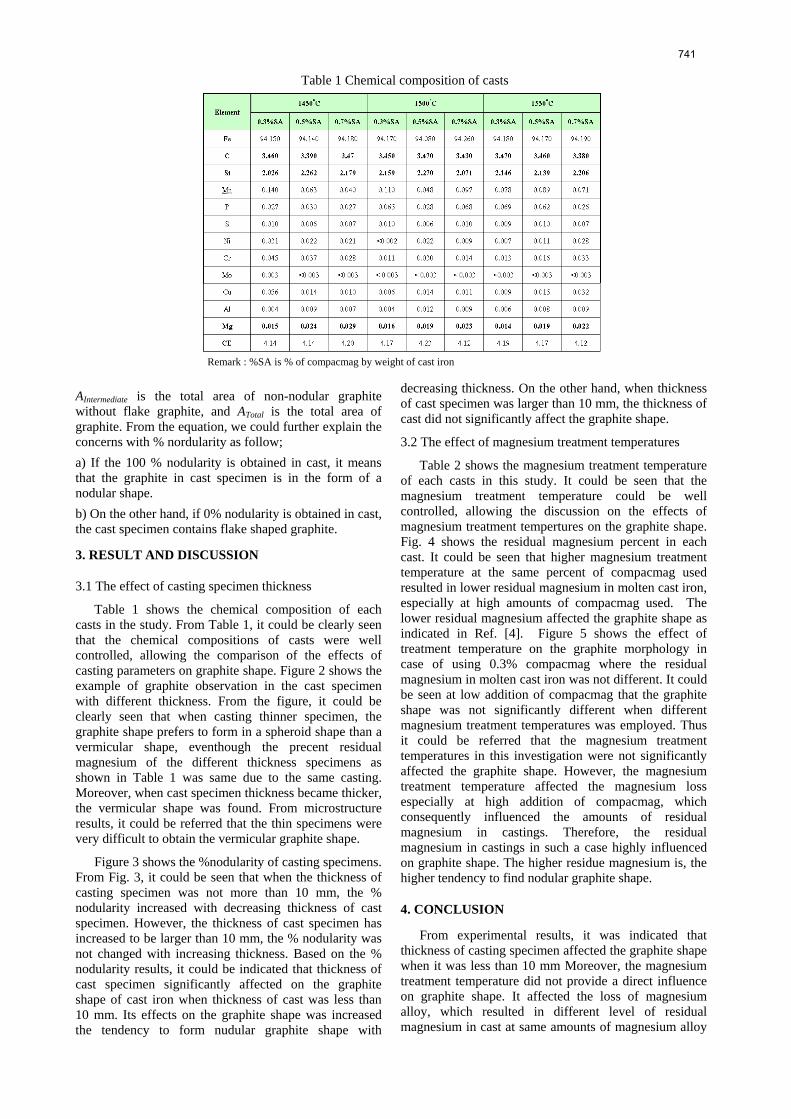
Table 1 Chemical composition of casts
Remark : %SA is % of compacmag by weight of cast iron
AIntermediate is the total area of non-nodular graphite without flake graphite, and ATotal is the total area of graphite. From the equation, we could further explain the concerns with % nordularity as follow; a) If the 100 % nodularity is obtained in cast, it means that the graphite in cast specimen is in the form of a nodular shape. b) On the other hand, if 0% nodularity is obtained in cast, the cast specimen contains flake shaped graphite.
3. RESULT AND DISCUSSION
3.1 The effect of casting specimen thickness
Table 1 shows the chemical composition of each casts in the study. From Table 1, it could be clearly seen that the chemical compositions of casts were well controlled, allowing the comparison of the effects of casting parameters on graphite shape. Figure 2 shows the example of graphite observation in the cast specimen with different thickness. From the figure, it could be clearly seen that when casting thinner specimen, the graphite shape prefers to form in a spheroid shape than a vermicular shape, eventhough the precent residual magnesium of the different thickness specimens as shown in Table 1 was same due to the same casting. Moreover, when cast specimen thickness became thicker, the vermicular shape was found. From microstructure results, it could be referred that the thin specimens were very difficult to obtain the vermicular graphite shape.
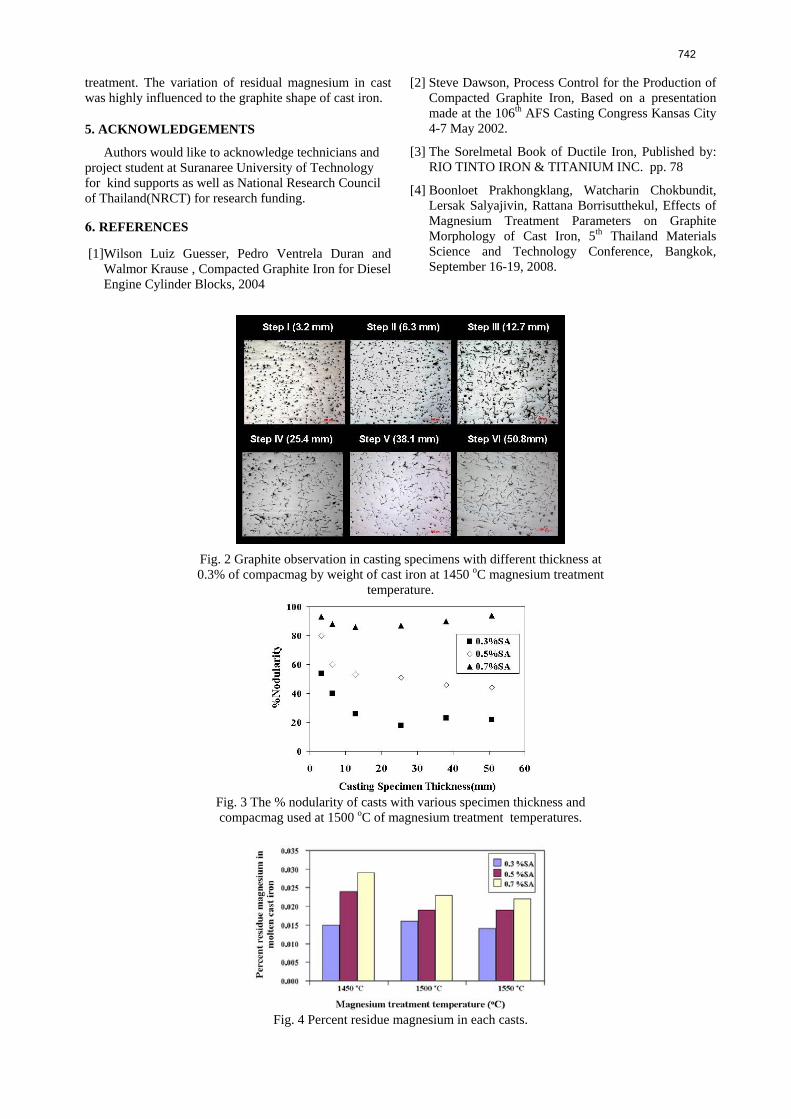
Figure 3 shows the %nodularity of casting specimens. From Fig. 3, it could be seen that when the thickness of casting specimen was not more than 10 mm, the % nodularity increased with decreasing thickness of cast specimen. However, the thickness of cast specimen has increased to be larger than 10 mm, the % nodularity was not changed with increasing thickness. Based on the % nodularity results, it could be indicated that thickness of cast specimen significantly affected on the graphite shape of cast iron when thickness of cast was less than 10 mm. Its effects on the graphite shape was increased the tendency to form nudular graphite shape with
decreasing thickness. On the other hand, when thickness of cast specimen was larger than 10 mm, the thickness of cast did not significantly affect the graphite shape.
3.2 The effect of magnesium treatment temperatures
Table 2 shows the magnesium treatment temperature of each casts in this study. It could be seen that the magnesium treatment temperature could be well controlled, allowing the discussion on the effects of magnesium treatment tempertures on the graphite shape. Fig. 4 shows the residual magnesium percent in each cast. It could be seen that higher magnesium treatment temperature at the same percent of compacmag used resulted in lower residual magnesium in molten cast iron, especially at high amounts of compacmag used. The lower residual magnesium affected the graphite shape as indicated in Ref. [4]. Figure 5 shows the effect of treatment temperature on the graphite morphology in case of using 0.3% compacmag where the residual magnesium in molten cast iron was not different. It could be seen at low addition of compacmag that the graphite shape was not significantly different when different magnesium treatment temperatures was employed. Thus it could be referred that the magnesium treatment temperatures in this investigation were not significantly affected the graphite shape. However, the magnesium treatment temperature affected the magnesium loss especially at high addition of compacmag, which consequently influenced the amounts of residual magnesium in castings. Therefore, the residual magnesium in castings in such a case highly influenced on graphite shape. The higher residue magnesium is, the higher tendency to find nodular graphite shape.
4. CONCLUSION
From experimental results, it was indicated that thickness of casting specimen affected the graphite shape when it was less than 10 mm Moreover, the magnesium treatment temperature did not provide a direct influence on graphite shape. It affected the loss of magnesium alloy, which resulted in different level of residual magnesium in cast at same amounts of magnesium alloy
741
treatment. The variation of residual magnesium in cast was highly influenced to the graphite shape of cast iron.
5. ACKNOWLEDGEMENTS
Authors would like to acknowledge technicians and project student at Suranaree University of Technology for kind supports as well as National Research Council of Thailand(NRCT) for research funding.
6. REFERENCES
[1] Wilson Luiz Guesser, Pedro Ventrela Duran and Walmor Krause , Compacted Graphite Iron for Diesel Engine Cylinder Blocks, 2004
[2] Steve Dawson, Process Control for the Production of Compacted Graphite Iron, Based on a presentation made at the 106th AFS Casting Congress Kansas City 4-7 May 2002.
[3] The Sorelmetal Book of Ductile Iron, Published by: RIO TINTO IRON & TITANIUM INC. pp. 78
[4] Boonloet Prakhongklang, Watcharin Chokbundit, Lersak Salyajivin, Rattana Borrisutthekul, Effects of Magnesium Treatment Parameters on Graphite Morphology of Cast Iron, 5th Thailand Materials Science and Technology Conference, Bangkok, September 16-19, 2008.
Fig. 2 Graphite observation in casting specimens with different thickness at 0.3% of compacmag by weight of cast iron at 1450 oC magnesium treatment
temperature.
Fig. 3 The % nodularity of casts with various specimen thickness and compacmag used at 1500 oC of magnesium treatment temperatures.
Fig. 4 Percent residue magnesium in each casts.
742
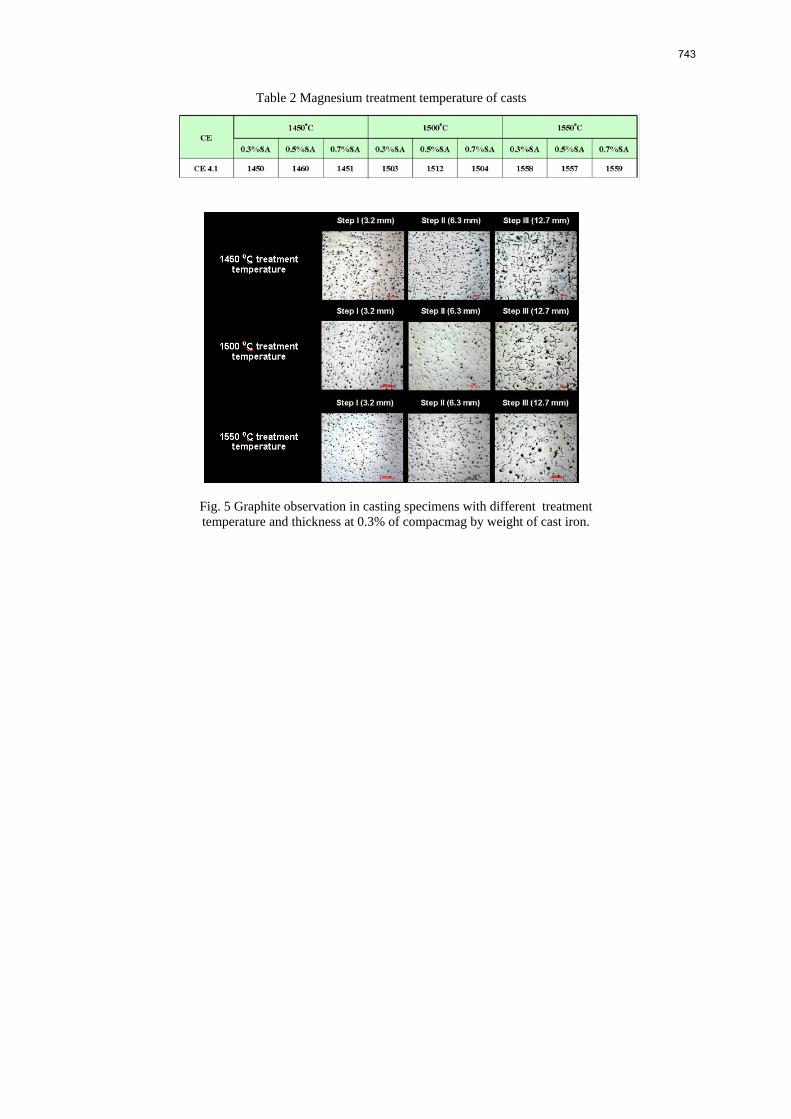
Table 2 Magnesium treatment temperature of casts
Fig. 5 Graphite observation in casting specimens with different treatment temperature and thickness at 0.3% of compacmag by weight of cast iron.
743