Embed Size (px)
Citation preview

Effect of electroceramic particles on damping behaviour of aluminium hybrid composites produced by ultrasonic cavitation and mechanical stirring
C. Montalba a,⁎, D.G. Eskin b, A. Miranda b, D. Rojas a, K. Ramam a
a Departamento de Ingeniería de Materiales, Universidad de Concepción, Edmundo Larenas 270, Concepción 4070409, Chileb Brunel Center for Advanced Solidification Technology (BCAST), Brunel University, Uxbridge, Middlesex UB8 3PH, UK
In this study, electroceramics PBN and PLZT along with SiC were included in Al–3.96 wt.% Mg (A514.0) master alloy. Ultrasonic cavitation (UST) and mechanical stirring (MS) were employed to improve wettability and dis- persion during casting. Two composite systems were produced: PBN system (5 wt.% PBN + 1 wt.% SiC and 15 wt.% PBN + 1 wt.% SiC) and the PLZT system (follows the same designation). The influence of fabrication method on the microstructures, particle distribution and wettability as well as electroceramic impact on dynamo-mechanical properties of prepared composites were investigated. Optical microscope (OM) and scan- ning electron microscope (SEM) results indicate that the processing technique was effective as it promoted wet- tability and homogeneous dispersion of particles throughout the Al matrix. Dynamic mechanical analysis (DMA) study of the composites demonstrated that the addition of the functional particles to the Al alloy matrix improved damping capacity (Tan δ) at 200 °C. The composites exhibited an increase in Tan δ of 24.3 ± 0.3% and 91.4 ± 0.2% for 5 and 15 wt.% PBN + 1 wt.% SiC and an increase of 19.7 ± 0.5% and 42.5 ± 0.3% for 5 and 15 wt.% PLZT + 1 wt.% SiC, respectively, when compared to the aluminium alloy matrix.

2 C. Montalba et al. / Materials and Design 84 (2015) 110–1171. Introduction
The interest in hybrid materials research has increased exponentially in the later years due to superior and diverse functionality of this class of materials [1–3]. The definition of hybrid materials is somewhat ambiguous as some different descriptions can be found in literature [4,5]. Ashby and Bréchet [6] defined hybrid material “as a combination of two or more materials in a predetermined geometry and scale, optimally serving a specific engineering purpose”.From research and development point of view, metal matrix com- posites (MMCs) are categorized as structural or functional materials in terms of their applicability, where functional composite materials have found engineering applications with increased research interest [7,8]. The combination of these two characteristics is currently recognized as multifunctional composite materials evolving as second generation of uni-functional composites. Metal matrix composites have been investigated for decades with the purpose of increasing mechanical resistance and upgrading thermal behaviour, being aluminium (Al) the most extensively studied and developed metal matrix, and designated as aluminium matrix composites (AMCs) [9,10].Lately, AMCs have been benefiting from “material functionalism” where the synergy of distinct fillers is explored in order to materialize a hybrid material with both characteristics, functional and structural. From carbon based materials such as carbon nanotubes [11,12], to shape memory elements [13,14] passing through piezoelectric com- pounds [15–17] scientific encouragement has created a footpath where multifunctional hybrid composites have found a successful route to emerge.According to Qin and Peng [18], in order to design a multifunctional hybrid composite from the abstract prototype to the final product, two basic concepts must be followed: (1) a functional filler is essential to achieve multifunctionality with a relatively simple composite architecture, and (2) homogenous dispersion of fillers is the priority for integrity and implementation.In this study, the functional fillers selected were pyroelectric lead barium niobate (PBN) [PbxBa(1 − x)Nb2O6] and piezoelectric lead lanthanum zirconate titanate (PLZT) [Pb(1 − x)Lax(ZrzTi(1 − z)(1 − x)/4)O3] electroceramic systems. Both electroceramics possess well-proven high dielectric, ferroelectric and piezoelectric properties as also good constructive vibration damping capacity [19,20].Materials with elevated capacity to dissipate energy when exposed to mechanical vibration (damping) are relevant to prevent failures due to vibration or noise during service [21]. Damping properties in piezoelectric composites are attributable to an inelastic strain responseof ferroelastic domains to externally applied stress, affecting the domain structure and orientation followed by a portion of the applied stress energy dissipation as it is used for domain reorientation [22,23].On the other hand, silicon carbide (SiC) particles were selected as structural fillers providing strengthening and thermal stability [24].In this study, the main goal was to develop an adequate composite processing route able to achieve homogeneous dispersion of the reinforcements throughout the matrix, by attaining adequate wettability between the matrix and the reinforcement, thus processing multifunctional composites. Difficulties regarding incorporation and dispersion of reinforcing particles within liquid aluminium alloys are mainly due to the poor wettability that leads to inhomogeneity of particle distribution and the presence of detrimental gases that instigates porosity [25]. In order to overcome such problems, ultrasonic cavitation treatment (UST) assisted by mechanical stirring (MS) was implemented, since these methods facilitate melt degassing, wetting, de-agglomeration and good dispersion of the particles [26,27].The present work introduces the development of novel multifunctional hybrid metal matrix composites (HMMCs) (with two different ceramic reinforcements) with high damping capacity

C. Montalba et al. / Materials and Design 84 (2015) 110–117 3and elevated stiffness for elevated temperature applications. Thus, structural and functional
(electroceramic) reinforcements have been selected and dispersed in the Al–3.96 wt.% Mg (A514.0) matrix (see Table 1). The weight percentage ratios of electroceramics PLZT and PBN with SiC were 5:1 and 15:1, respectively.Particle phase evaluation of the functional electroceramics was performed by the X-ray diffraction (XRD) technique. Composite micro- structure was analysed using optical and scanning electron microscopy in order to investigate the distribution of reinforcements in the matrix and the reinforcement/matrix interaction. Storage modulus (E′) and damping capacity (Tan δ) of the matrix alloy and the composites were studied using temperature dependent functionality of dynamic mechanical analysis (DMA).
2. Experimental procedure
The following sections give a detailed description on the development of hybrid composites produced.
2.1. Functional reinforcement preparation
Two types of electroceramic reinforcements, pyroelectric lead barium niobate (PBN) [PbxBa(1 − x) Nb2O6] and piezoelectric lead lanthanum zirconate titanate (PLZT) [Pb(1 − x)Lax(ZrzTi(1 − z)(1 − x)/4)O3] were prepared for composite processing.Analytical reagent grade powders (Sigma-Aldrich, USA, purity 99.99%) of PbO, BaCO3, Nb2O5 to produce PBN [Pb0.63Ba0.38Nb2O6] and PbO, La2O3, ZrO2, and TiO2 for PLZT [Pb0.988La0.012(Zr0.53Ti0.47)0.997O3] were used as raw materials to obtain the respective compounds and prepared via the solid-state reaction method. An excess of 5 wt.% of PbO was added to the stoichiometric batch systems to compensate the lead volatilization during the sintering process. The weighed starting reagents with appropriate stoichiometric ratios were mixed for each compound in an agate mortar using ethanol as mixing media to obtain a homogenous mixture. Powders were sintered at 1200 °C (PBN) and1240 °C (PLZT) for 3 h in a high purity alumina crucible in air. The sintered powders were manually ground in the agate mortar to crush agglomerates and reduce the particle size.
2.2. Structural reinforcement preparation
The structural reinforcement consisted of silicon carbide (SiC) particles, i.e. α-phase, 99.8% metal basis with 1–2 μm particle size (Alfa Aesar Chemicals, USA). The as-received SiC powders were heat-treated at 900 °C for 1 h to remove humidity and facilitate wetting by creating a SiO2 layer, which reduces the surface tension between SiC particle and molten Al [28,29]. Finally, the powder was left to cool down and stored in a desiccator to avoid humidity and atmospheric contamination.
2.3. Composite processing
An aluminium–magnesium (Al–Mg) based alloy was selected as the matrix, since the addition of Mg reduces the surface energy of aluminium, decreasing the contact angle between the molten Al and the ceramic particles, thus facilitating wettability [30]. The chemical composition of the Al–3.96 wt.% Mg (A514.0) alloy produced in this study is given in Table 1.The composite processing involve ultrasonic cavitation treatment (UST) and mechanical stirring (MS), both are recognized techniques concerning superior dispersion and notable wettability
4 C. Montalba et al. / Materials and Design 84 (2015) 110–117[31].
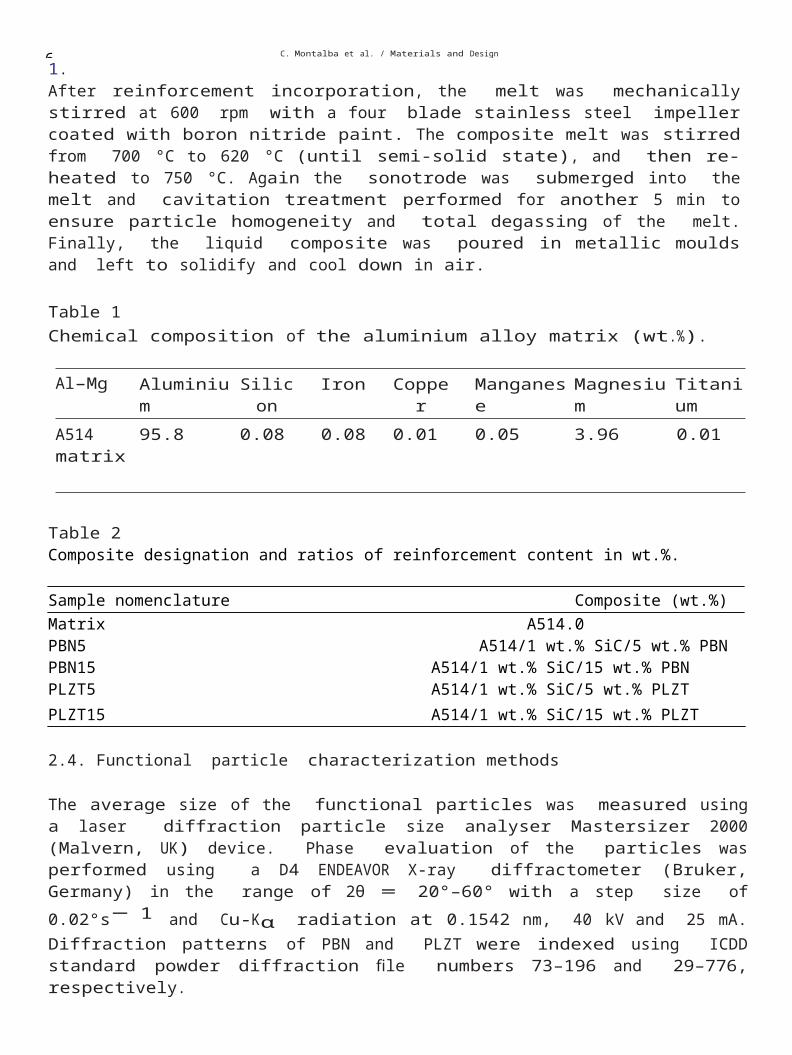
UST generates strong non-linear effects in the liquid melt such as transient cavitation and acoustic streaming. During ultrasonic cavitation, particle clusters are loosely packed together in the melt and various gases like air, inert gas, or metal vapour can be trapped inside voids within the clusters and act as nuclei for bubble generation. These bubbles grow and collapse reaching localized extremely high temperatures and pressures up to 5000 °C and 500 atm, respectively [32]. This phenomenon provides enough energy to break away particle clusters and clean its surface (remove surface gases) promoting wetting with molten metal. Additionally, the oscillating and collapsing cavities produce a dispersive effect facilitating the homogenization of the composite microstructure [26].In this investigation, two different composite systems were used, la- belled as A514/1 wt.% SiC/X wt.% PBN or Y wt.% PLZT, with respective compositions shown in Table 2. Based on literature in the same research field [17,22] reinforcement weight percentages were selected presuming linear results in both aluminium hybrid metal matrix composites.Inside A6 Salamander crucibles, 0.5 kg of matrix alloy (A514.0) was placed in, and melted in an electric resistance furnace up till the alloy reached the UST processing temperature, 750 °C. Ultrasonic equipment used features a 5 kW generator and a 5 kW water-cooled magnetostrictive transducer (Reltec, Russia) with a niobium tip (sonotrode). When the master alloy reach the temperature, the conical Nb sonotrode was submerged 20 mm deep into the melt and a 4 kW output power was used to generate ultrasonic cavitation and acoustic waves into the melt for a continuous period (~ 7 min for PBN5 and PLZT5 and ~ 20 min for PBN15 and PLZT15). The reinforcing particles (functional and structural) wrapped in an aluminium foil were fed into the melt cavitation zone at a rate of 4 g·min-1 as illustrated in Fig. 1.After reinforcement incorporation, the melt was mechanically stirred at 600 rpm with a four blade stainless steel impeller coated with boron nitride paint. The composite melt was stirred from 700 °C to 620 °C (until semi-solid state), and then re-heated to 750 °C. Again the sonotrode was submerged into the melt and cavitation treatment performed for another 5 min to ensure particle homogeneity and total degassing of the melt. Finally, the liquid composite was poured in metallic moulds and left to solidify and cool down in air.
Table 1Chemical composition of the aluminium alloy matrix (wt.%).
Al–Mg Aluminium Silicon Iron Copper Manganese Magnesium Titanium
A514 matrix
95.8 0.08 0.08 0.01 0.05 3.96 0.01
Table 2Composite designation and ratios of reinforcement content in wt.%.
Sample nomenclature Composite (wt.%)Matrix A514.0PBN5 A514/1 wt.% SiC/5 wt.% PBNPBN15 A514/1 wt.% SiC/15 wt.% PBNPLZT5 A514/1 wt.% SiC/5 wt.% PLZTPLZT15 A514/1 wt.% SiC/15 wt.% PLZT

C. Montalba et al. / Materials and Design 84 (2015) 110–117 5
2.4. Functional particle characterization methods
The average size of the functional particles was measured using a laser diffraction particle size analyser Mastersizer 2000 (Malvern, UK) device. Phase evaluation of the particles was performed using a D4 ENDEAVOR X-ray diffractometer (Bruker, Germany) in the range of 2θ = 20°–60° with a step size of 0.02°s− 1 and Cu-Kα radiation at 0.1542 nm, 40 kV and 25 mA. Diffraction patterns of PBN and PLZT were indexed using ICDD standard powder diffraction file numbers 73–196 and 29–776, respectively.
2.5. Composite characterization methods
The composite samples produced were prepared by standard grinding and polishing procedures and subjected to a comprehensive characterization. An optical microscope (Olympus GX51) and a scanning electron microscope (JEOL JSM 6380LV) were used for microstructural analysis. Dynamic mechanical behaviour of the composites was evaluated by DMA Q800 (TA Instruments) in the range of temperatures from 40° to 200 °C at 1 Hz frequency. Storage modulus (E′) and dissipation factor (Tan δ) were determined for the matrix and the composites with the gauge dimension of 1 mm × 3 mm × 22 mm.
3. Results and discussion
3.1. Piezoelectric particle analysis
In MMC processing, the reinforcement selection plays a major role as it will dictate the optimization of a wide range of parameters, from the selected processing route to the final composite application. Particle selection criteria include density, particle size and shape, elastic modulus, melting temperature and cost, to name a few [33].Fig. 2(a–b) shows the particle size distribution of PBN and PLZT ceramic powders, respectively. In the case of PBN, the particle size distribution ranged from 1.5 μm to 100 μm with an average value of 10 μm (~ 62% of the volume). On the other hand, PLZT shows a distribution size from 2 μm to 105 μm with an average particle size of 12 μm (52% of the volume).The size and shape of particles have an important role in strengthening metal matrix composites. In terms of size, the particles can be categorized as coarse (d > 100 μm), fine (d < 10 μm) and ultra-fine (sub-micron, d < 0.1 μm), with each size category contributing differently to the composite final mechanical properties [34]. Therefore, functional particles, PBN (10 μm) and PLZT (12 μm), are categorized between coarse and fine ranges, yielding the composites' direct strength, i.e. an applied load transferred from the matrix to the reinforcing particle as well indi- rect strength caused by the incorporation of dislocations due to thermal mismatch between the particles and the matrix [35].Regarding the properties of the functional particles, different studies have demonstrated a direct relationship between piezoelectric particle size and functional (dielectric and piezoelectric) performance. Randall et al. [36] noted a lattice distortion along the tetragonal c-axis for the PZT compound as the grain size decreased. The spontaneous tetragonality unit-cell distortion modifies the intrinsic polarization and also increases the internal stress reducing functional properties of piezoelectric ceramic particles. Piezoelectric effect in ceramics is based solely on the non-symmetrical structure, intrinsic from this class of materials and any distortion could diminish or eliminate piezo, pyro or ferroelectric phenomena [37]. In order to
6 C. Montalba et al. / Materials and Design 84 (2015) 110–117verify the crystal structure of PBN (10 μm) and PLZT (12 μm) functional particles, an X-ray
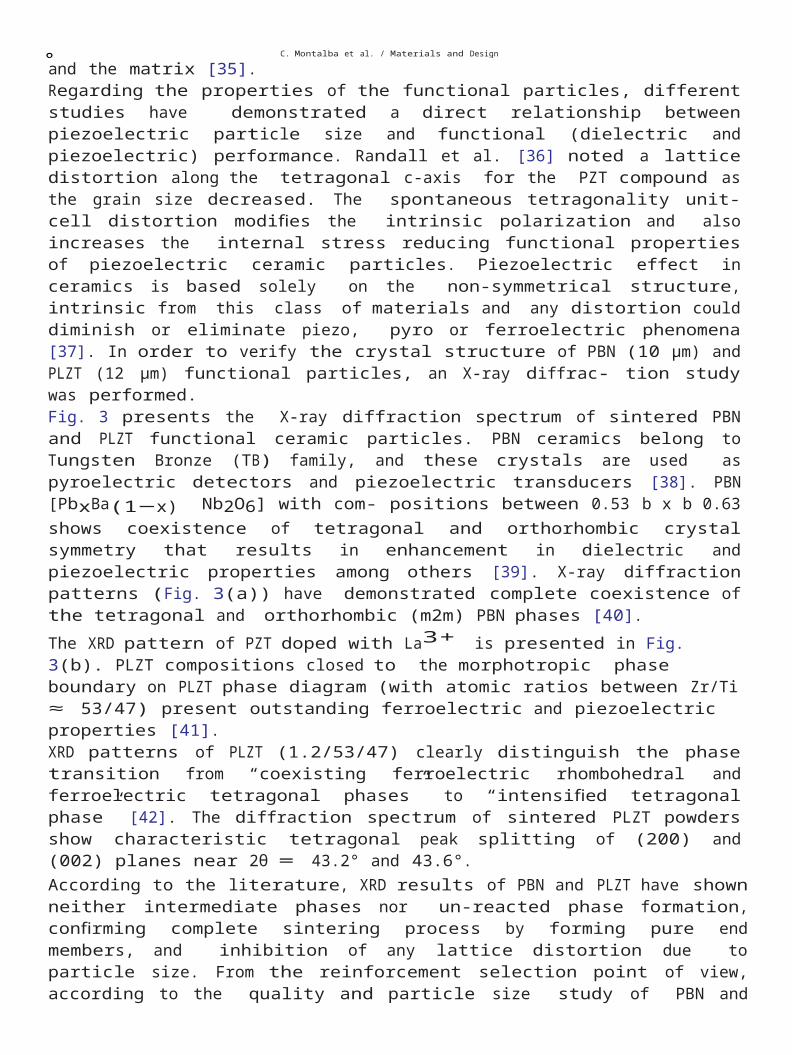
diffrac- tion study was performed.Fig. 3 presents the X-ray diffraction spectrum of sintered PBN and PLZT functional ceramic particles. PBN ceramics belong to Tungsten Bronze (TB) family, and these crystals are used as pyroelectric detectors and piezoelectric transducers [38]. PBN [PbxBa(1−x) Nb2O6] with com- positions between 0.53 b x b 0.63 shows coexistence of tetragonal and orthorhombic crystal symmetry that results in enhancement in dielectric and piezoelectric properties among others [39]. X-ray diffraction patterns (Fig. 3(a)) have demonstrated complete coexistence of the tetragonal and orthorhombic (m2m) PBN phases [40].The XRD pattern of PZT doped with La3+ is presented in Fig. 3(b). PLZT compositions closed to the morphotropic phase boundary on PLZT phase diagram (with atomic ratios between Zr/Ti ≈ 53/47) present outstanding ferroelectric and piezoelectric properties [41].XRD patterns of PLZT (1.2/53/47) clearly distinguish the phase transition from “coexisting ferroelectric rhombohedral and ferroelectric tetragonal phases” to “intensified tetragonal phase” [42]. The diffraction spectrum of sintered PLZT powders show characteristic tetragonal peak splitting of (200) and (002) planes near 2θ = 43.2° and 43.6°.According to the literature, XRD results of PBN and PLZT have shown neither intermediate phases nor un-reacted phase formation, confirming complete sintering process by forming pure end members, and inhibition of any lattice distortion due to particle size. From the reinforcement selection point of view, according to the quality and particle size study of PBN and PLZT functional ceramic particles used, good conditions are met to produce composites with desirable mechanical properties maintaining intrinsic functional properties.
Fig. 1. Schematic representation of the composite processing method.

C. Montalba et al. / Materials and Design 84 (2015) 110–117 7Fig. 2. Average size distribution of (a) PBN and (b) PLZT ceramic particles.
3.2. Microstructure analysis
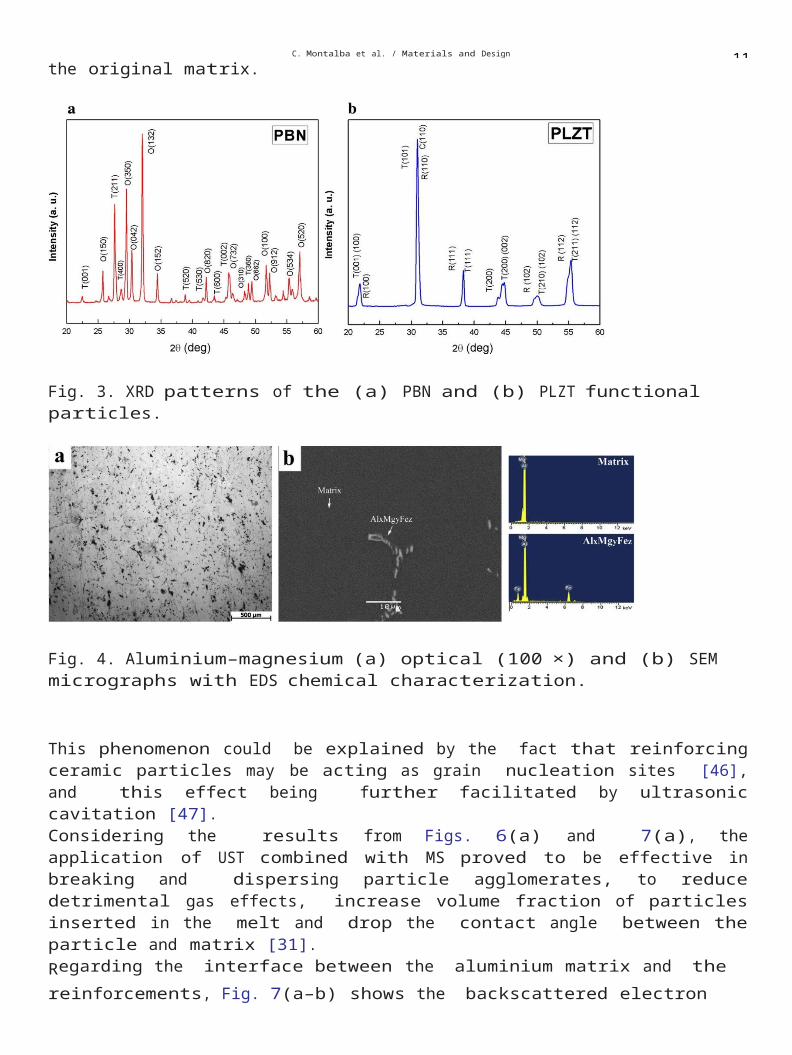
Fig. 4(a–b) shows optical and electron micrographs with energy- dispersive X-ray spectroscopy (EDS) of the as-cast aluminium alloy ma- trix (A514.0). In Fig. 4(a), the Al matrix (white) intermetallic phases and the presence of discrete porosity are easily discerned. Secondary elec- tron (SE) SEM images supported with EDS (Fig. 4(b)) reveal an Al–Mg matrix composition, as expected, and AlxFeyMgz intermetallic phase for- mation in the matrix. Generally, iron presence in aluminium is common due to the primary process to obtain Al from Bauxite [43]. However, in this case, most of the Fe incorporated in the Al alloy matrix is related with composite processing. Although the stainless steel stirrer was coated with boron nitride to avoid contamination, parameters such as, shear stress applied during mixing of the Al melt with particles, aluminium re- activity, and time/temperature of the process pull out the protective coating resulting in Fe contamination of the composite matrix. Non- boron or nitrogen contamination was found in the X-ray characterization performed to hybrid composites.The presence of Al–Fe based intermetallic phases is due to the iron low solubility in aluminium. In this particular case, Fe solubility in Al de- creases further in the presence of magnesium that, on the other hand,decreases Mg solubility in Al [44]. Regarding AlxFeyMgz intermetallic, no ternary phase is formed, and two binary phases of Al3Fe and Mg5Al8 coexist in an Al solid solution [45]. For non-equilibrium conditions, division tendency of the eutectic increased, causing large massive crystals of Al3Fe formation. In addition, Mg5Al8 compound tends to appear, like in this case, for low amounts of Mg [45]. However, Mg presence reduces the size of Al3Fe primary crystals since this element enhance the settling of larger crystals [43].Figs. 5(a–b) and 6(a–b) show optical and electronic micrographs with EDS of the composite systems A514/15 wt.% PBN/SiC (PBN15) and A514/15 wt.% PLZT/SiC (PLZT15), respectively. Since, with higher percentage reinforcement incorporation there exists more chances of finding agglomerations, the microstructural analysis was performed to compounds reinforced with 15 wt.% assuming an extrapolation of results. Figs. 5(a) and 6(a) demonstrate the good distribution of the par- ticles in the matrix and proves the homogenous dispersion of well- sintered ceramic particles with lower concentration of agglomerates, which is more noticeable for the samples reinforced with PLZT (Fig. 6(a)). Composites also reveal porosity probably due to some parti- cle agglomeration spots.Fig. 5(b) shows the SE SEM micrograph of the PBN15 composite with the SiC and PBN (arrowed) reinforcements dispersed in a relevant degree throughout the Al matrix.Fig. 6(b) displays the SE SEM micrograph of PLZT15 composite. The SiC and PLZT particles present in the matrix are arrowed to help its identification. The matrix grain size was found to decrease in both the PBN and the PLZT composite samples, when compared to the original matrix.
8 C. Montalba et al. / Materials and Design 84 (2015) 110–117
Fig. 3. XRD patterns of the (a) PBN and (b) PLZT functional particles.
Fig. 4. Aluminium–magnesium (a) optical (100 ×) and (b) SEM micrographs with EDS chemical characterization.
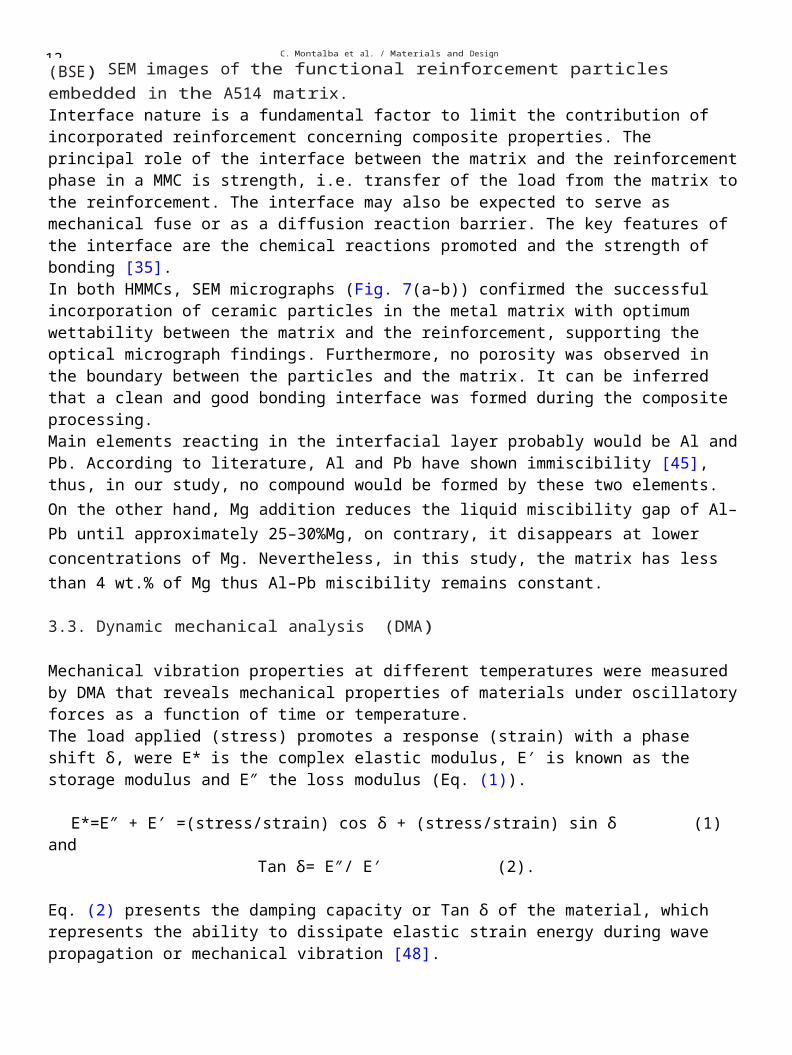
This phenomenon could be explained by the fact that reinforcing ceramic particles may be acting as grain nucleation sites [46], and this effect being further facilitated by ultrasonic cavitation [47].Considering the results from Figs. 6(a) and 7(a), the application of UST combined with MS proved to be effective in breaking and dispersing particle agglomerates, to reduce detrimental gas effects, increase volume fraction of particles inserted in the melt and drop the contact angle between the particle and matrix [31].Regarding the interface between the aluminium matrix and the reinforcements, Fig. 7(a–b) shows the backscattered electron (BSE) SEM images of the functional reinforcement particles embedded in the A514 matrix.Interface nature is a fundamental factor to limit the contribution of incorporated reinforcement concerning composite properties. The principal role of the interface between the matrix and the reinforcement phase in a MMC is strength, i.e. transfer of the load from the matrix to the reinforcement. The interface may also be expected to serve as mechanical fuse or as a diffusion reaction barrier. The key features of the interface are the chemical reactions promoted and the strength of bonding [35].In both HMMCs, SEM micrographs (Fig. 7(a–b)) confirmed the successful incorporation of ceramic particles in the metal matrix with optimum wettability between the matrix and the reinforcement, supporting the optical micrograph findings. Furthermore, no porosity was observed in the boundary between the particles and the matrix. It can be inferred that a clean and good bonding interface was formed during the composite processing.

C. Montalba et al. / Materials and Design 84 (2015) 110–117 9Main elements reacting in the interfacial layer probably would be Al and Pb. According to literature, Al and
Pb have shown immiscibility [45], thus, in our study, no compound would be formed by these two elements. On the other hand, Mg addition reduces the liquid miscibility gap of Al–Pb until approximately 25–30%Mg, on contrary, it disappears at lower concentrations of Mg. Nevertheless, in this study, the matrix has less than 4 wt.% of Mg thus Al–Pb miscibility remains constant.
3.3. Dynamic mechanical analysis (DMA)
Mechanical vibration properties at different temperatures were measured by DMA that reveals mechanical properties of materials under oscillatory forces as a function of time or temperature. The load applied (stress) promotes a response (strain) with a phase shift δ, were E* is the complex elastic modulus, E′ is known as the storage modulus and E″ the loss modulus (Eq. (1)).
E*=E″ + E′ =(stress/strain) cos δ + (stress/strain) sin δ (1)and
Tan δ= E″/ E′ (2).
Eq. (2) presents the damping capacity or Tan δ of the material, which represents the ability to dissipate elastic strain energy during wave propagation or mechanical vibration [48].Fig. 8 shows Tan δ and E′ for the A514.0 matrix and the composite systems, PBN5, PBN15, PLZT5 and PLZT15 (Table 2) measured for the range of temperatures between 40 and 200 °C. According to the DMA results, as expected, the overall damping capacity increased with increasing content (wt.%) of the functional reinforcement. Fig. 8(a) shows the comparison between Tan δ and the E′ for the Al alloy matrix and the PBN composite system with 5 and 15 wt.% of functional particles as a function of the temperature. At 200 °C, the matrix shows a damping coefficient of ~0.032 ± 0.001 which increases ~0.008 ± 0.001 (~0.041 ± 0.001) when 5 wt.% of PBN is added (values on parenthesis represent empiric results). The higher value of damping coefficient was observed when 15 wt.% of PBN was incorporated in the matrix, with an increment of ~ 0.03 ± 0.001 (~ 0.062 ± 0.001) when compared to the matrix. At the same temperature, regarding the E′ results, matrix showed a value of ~ 37.5 ± 0.1 GPa with an increase of ~ 8.46 ± 0.01 GPa (~ 46.0 ± 0.1 GPa) and ~ 17.65 ± 0.01 GPa (~ 55.2 ± 0.1 GPa) comparing matrix with composites with 5 wt.% and 15 wt.% PBN, respectively. Tan δ and the E′ of the Al matrix and composites reinforced with PLZT are presented in Fig. 8(b). At 200 °C, the composite with 5 wt.% PLZT shows an increase in Tan δ and E′ of ~ 0.006 ± 0.001 (~ 0.039 ± 0.001) and ~ 11.50 ± 0.01 GPa (~ 49.0 ± 0.1 GPa), respectively and for 15 wt.% PLZT, Tan δ and E′ an increase of ~ 0.014 ± 0.001 (~ 0.046 ± 0.001) and ~ 16.13 ± 0.01 GPa (~ 53.7 ± 0.1 GPa), respectively.

10 C. Montalba et al. / Materials and Design 84 (2015) 110–117Fig. 5. PBN15 composite (a) optical (100 ×) and (b) SEM micrographs with EDS chemical
characterization.
Fig. 6. PLZT15 composite (a) optical (100 ×) and (b) SEM micrographs with EDS chemical characterization.
Fig. 7. SEM BES micrograph of (a) PBN15 and (b) PLZT15.
The damping coefficient (Tan δ) results demonstrate that stability is achieved for both composite systems in the whole range of temperature. In conclusion, the damping results show that the incorporation of functional reinforcement improves damping characteristics, probably due to two main reasons, (i) ferroelastic-based mechanism of piezoelectric particles and (ii) microstructural changes induced by the ultrasonic cavitation method.Piezoelectric ceramic particles exhibit elevated constructive vibration damping capacity due to an inelastic strain response of ferroelastic domains to externally applied stress affecting domain structure and orientation, as a portion of the applied stress energy is dissipated because it is utilized for domain reorientation [21,23]. On the other hand, ultra- sonic cavitation treatment changes the microstructure from dendritic to non-dendritic or globular small grains [47], that consequently rise the damping nature due to an increase of interfacial reaction between grain boundary and vibration wave [49].
C. Montalba et al. / Materials and Design 84 (2015) 110–117 11
Fig. 8. The mechanical vibration properties vs. temperature comparison of: (a) A514.0 matrix, PBN5 and PBN15 and (b) A514.0 matrix, PLZT5 and PLZT15.
Storage modulus (E′) of the Al matrix and the reinforced composites of both systems have shown to decrease with increasing temperature strictly related with diffusivity and energy required to produce atomic movement. E′ for the composites seems to be dependent of the volume fraction of the reinforcement in the aluminium alloy matrix. This phenomenon is directly related with rule of mixtures, where increasing fraction of ceramic reinforcing particles with higher hardness willhave an increase of composite strength [48,50]. Storage modulus of reinforced PBN composites in the entire temperature range remains thermally stable, attributable to silicon carbide which has low thermal expansion (4 × 10−6/K) and no phase transformation occurs for the range of temperatures used in this study [37,39]. Likewise, PLZT5 composite shows the same thermal stability, however, PLZT15 composite showed a decline trend of storage modulus per temperature increment, probably due to agglomerations detected in Fig. 6(a).Piezoelectric PBN and PLZT particles have the ability to improve damping capacity of the metal matrix without sacrificing dynamic mechanical properties [51]. The damping capacity of the functional reinforcement due to energy dissipation caused by interfacial sliding in the interface of matrix–reinforcements in the complete range of temperatures makes these composites suitable for structural, piezoelectric and frequency dependent applications.
4. Conclusion
Hybrid metal matrix composites reinforced with both functional electroceramic and structural ceramic particles processed by ultrasonic cavitation treatment (UST) assisted by mechanical stirring (MS) paves the way for novel advanced multifunctional metal matrix composites for advanced applications. Functional mixed phase orthorhombic-tetragonal PBN and tetragonal structured piezoelectric PLZT electroceramics mixed with structural SiC ceramic in an Al alloy matrix have shown promising damping nature when brought together. In this study, the following features are observed for the produced composites:
(1) The processing route adopted, ultrasonic cavitation treatment (UST) assisted by mechanical stirring (MS), improved wettability allowing optimum interaction between the aluminium alloy matrix and the reinforcement (PLZT/PBN and SiC) at dynamo- mechanical properties tested (E′ and Tan δ). Moreover, proper dispersion of the particles acquired is vital to have an appropriate structurally and functionally material
12 C. Montalba et al. / Materials and Design 84 (2015) 110–117behaviour.
(2) The combination of orthorhombic and tetragonal crystalline PBN and tetragonal crystalline PLZT fine particles can act as functional additions to aluminium metal matrix composites improving the damping properties.(3) The incorporation of functional reinforcing particles into the aluminium A514.0 alloy matrix improved the damping capability of the HMMCs produced, being this property more pronounced with the increasing loading of functional reinforcement.
Acknowledgements
The authors CMW and Koduri Ramam acknowledge and are grateful to CONICYT for Doctoral Research Fellowship and also acknowledge Brunel University, UK for hosting internship to carry out doctoral research work as Universidad Carlos III, Spain, for characterization support. The authors Koduri Ramam and CMW greatly acknowledge the Fondecyt Research Project Number 1110583 for the financial support with the research project and characterization equipment.
References
[1] R.C. Alderliesten, Designing for damage tolerance in aerospace: a hybrid material technology, Mater. Des. 66 (2015) 421–428 (Part B).[2] Q. Wang, Z. Chen, Z. Chen, Design and characteristics of hybrid composite armor subjected to projectile impact, Mater. Des. 46 (2013) 634–639.[3] K. Majeed, M. Jawaid, A. Hassan, A. Abu Bakar, H.P.S. Abdul Khalil, A.A. Salema, et al., Potential materials for food packaging from nanoclay/natural fibres filled hybrid composites, Mater. Des. 46 (2013) 391–410.[4] K. Rurack, R. Martínez-Máñez, Hybrid (nano)materials meet supramolecular chemistry: a brief introduction to basic terms, The supramolecular chemistry of organic–inorganic hybrid materials2010. 1–10.[5] G. Yu, X. Xie, L. Pan, Z. Bao, Y. Cui, Hybrid nanostructured materials for high- performance electrochemical capacitors, Nano Energy 2 (2013) 213–234.[6] M.F. Ashby, Y.J.M. Bréchet, Designing hybrid materials, Acta Mater. 51 (2003)5801–5821.[7] N. Gupta, M. Paramsothy, Metal- and polymer-matrix composites: functional light- weight materials for high-performance structures, JOM 66 (2014) 862–865.[8] R. Hahnlen, M.J. Dapino, NiTi–Al interface strength in ultrasonic additivemanufacturing composites, Compos. Part B 59 (2014) 101–108.[9] B. Chen, S. Li, H. Imai, L. Jia, J. Umeda, M. Takahashi, et al., An approach for homoge- neous carbon nanotube dispersion in Al matrix composites, Mater. Des. 72 (2015)1–8.[10] M.A. Taha, Industrialization of cast aluminum matrix composites (AMCCs), Mater.Manuf. Process. 16 (2001) 619–641.[11] Q. Liu, L. Ke, F. Liu, C. Huang, L. Xing, Microstructure and mechanical property of multi-walled carbon nanotubes reinforced aluminum matrix composites fabricated by friction stir processing, Mater. Des. 45 (2013) 343–348.[12] S.-H. Joo, S. Yoon, C. Lee, D. Nam, S. Hong, H. Kim, Microstructure and tensile behav- ior of Al and Al-matrix carbon nanotube composites processed by high pressure torsion of the powders, J. Mater. Sci. 45 (2010) 4652–4658.[13] J. Hu, G. Wu, Q. Zhang, H. Gou, Mechanical properties and damping capacity of SiCp/ TiNif/Al

C. Montalba et al. / Materials and Design 84 (2015) 110–117 13composite with different volume fraction of SiC particle, Compos. Part B 66 (2014) 400–406.
[14] P.K. Rohatgi, Al-shape memory alloy self-healing metal matrix composite, Mater.Sci. Eng. A 619 (2014) 73–76.[15] I. Yoshida, M. Yokosuka, D. Monma, T. Ono, M. Sakurai, Damping properties of metal–piezoelectric composites, J. Alloys Compd. 355 (2003) 136–141.[16] G.-l. Fan, Z.-q. Li, D. Zhang, Damping capacity of BaTiO3/Al composites fabricated by hot extrusion, Trans. Nonferrous Metals Soc. China 22 (2012) 2512–2516.[17] C. Montalba, K. Ramam, D.G. Eskin, E.M. Ruiz-Navas, O. Prat, Fabrication of a novel hybrid AlMg5/SiC/PLZT metal matrix composite produced by hot extrusion, Mater. Des. 69 (2015) 213–218.[18] F. Qin, H.-X. Peng, Ferromagnetic microwires enabled multifunctional composite materials, Prog. Mater. Sci. 58 (2013) 183–259.[19] X. Xiao, Y. Xu, Z. Zeng, Z. Gui, L. Li, X. Zhang, The role of ordered A1-site vacancies in belt nano-domains of Pb1 − xBaxNb2O6 (PBN) solid solution, J. Mater. Res. 11 (1996)650–656.[20] V. Kalem, İ. Çam, M. Timuçin, Dielectric and piezoelectric properties of PZT ceramics doped with strontium and lanthanum, Ceram. Int. 37 (2011) 1265–1275.[21] N. Choudhary, D. Kaur, Vibration damping materials and their applications in nano/micro-electro-mechanical systems: a review, J. Nanosci. Nanotechnol. 15 (2015)1907–1924.[22] B.D. Poquette, T.A. Asare, J.P. Schultz, D.W. Brown, S.L. Kampe, Domain reorientation as a damping mechanism in ferroelastic-reinforced metal matrix composites, Metall. Mater. Trans. A 42 (2011) 2833–2842.[23] P. Gao, J. Britson, C.T. Nelson, J.R. Jokisaari, C. Duan, M. Trassin, et al., Ferroelastic domain switching dynamics under electrical and mechanical excitations, Nat. Commun. 5 (2014).[24] İ. Özdemir, K. Önel, Thermal cycling behaviour of an extruded aluminium alloy/SiCp composite, Compos. Part B 35 (2004) 379–384.[25] J. Hashim, L. Looney, M.S.J. Hashmi, Particle distribution in cast metal matrix composites—part I, J. Mater. Process. Technol. 123 (2002) 251–257.[26] G.I. Eskin, D.G. Eskin, Production of natural and synthesized aluminum-based composite materials with the aid of ultrasonic (cavitation) treatment of the melt, Ultrason. Sonochem. 10 (2003) 297–301.[27] L. Poovazhagan, K. Kalaichelvan, V.R. Balaji, P. Ganesh, A.K. Avudaiappan, Develop- ment of aa6061/SiCp metal matrix composites by conventional stir casting and ultrasonic assisted casting routes — a comparative study, 2014 International Confer- ence on Recent Advances in Mechanical Engineering and Interdisciplinary Develop- ments, ICRAMID 2014, Trans Tech Publications Ltd, Tamil Nadu 2014, pp. 384–389.[28] J. Hashim, L. Looney, M.S.J. Hashmi, The enhancement of wettability of SiC particles in cast aluminium matrix composites, J. Mater. Process. Technol. 119 (2001)329–335.[29] G.W. Liu, M.L. Muolo, F. Valenza, A. Passerone, Survey on wetting of SiC by molten metals, Ceram. Int. 36 (2010) 1177–1188.[30] J. Hashim, L. Looney, M.S.J. Hashmi, The wettability of SiC particles by molten aluminium alloy, J. Mater. Process. Technol. 119 (2001) 324–328.[31] H. Puga, J.C. Teixeira, J. Barbosa, E. Seabra, S. Ribeiro, M. Prokic, The combined effect of melt stirring and ultrasonic agitation on the degassing efficiency of AlSi9Cu3 alloy, Mater. Lett. 63 (2009) 2089–2092.[32] T. Wu, N. Guo, C. Teh, J. Hay, Theory and fundamentals of ultrasound. Advances in ultrasound technology for environmental remediation, Springer, Netherlands,2013. 5–12.[33] I.A. Ibrahim, F.A. Mohamed, E.J. Lavernia, Particulate reinforced metal matrix composites — a review, J. Mater. Sci. 26 (1991) 1137–1156.

14 C. Montalba et al. / Materials and Design 84 (2015) 110–117[34] S. Tzamtzis, N.S. Barekar, N. HariBabu, J. Patel, B.K. Dhindaw, Z. Fan, Processing of advanced
Al/SiC particulate metal matrix composites under intensive shearing — a novel rheo-process, Compos. A: Appl. Sci. Manuf. 40 (2009) 144–151.[35] N. Chawla, Y.L. Shen, Mechanical behavior of particle reinforced metal matrix composites, Adv. Eng. Mater. 3 (2001) 357–370.[36] C.A. Randall, N. Kim, J.-P. Kucera, W. Cao, T.R. Shrout, Intrinsic and extrinsic size ef- fects in fine-grained morphotropic-phase-boundary lead zirconatetitanate ceramics, J. Am. Ceram. Soc. 81 (1998) 677–688.[37] Y. Xu, Ferroelectric Materials and Their Applications, Elsevier Science Publishers B.V., Amsterdam, 1991.[38] K. Ramam, K. Chandramouli, Ferroelectric and pyroelectric properties of Ce3+ modified tetragonal tungsten bronze structured lead barium niobate-55 ceramics, J. Phys. Chem. Solids 73 (2012) 1061–1065.[39] R. Guo, A.S. Bhalla, C.A. Randall, Z.P. Chang, L.E. Cross, Properties of morphotropic phase boundary lead barium niobate (PBN) compositions, Ferroelectrics 93 (1989)193–201.[40] I.A. Santos, D. Garcia, J.A. Eiras, V.L. Arantes, Features of diffuse phase transition in lead barium niobate ferroelectric ceramics, J. Appl. Phys. 93 (2003)1701–1706.[41] Y. Liu, X. Cheng, Y. Zhang, Phase transitions near morphotropic phase boundary in PLZT ceramics observed by in situ Raman spectroscopy, Jinshu Xuebao/Acta Metall. Sin. 44 (2008) 29–33.[42] K. Ramam, M. Lopez, Effect of acceptor and donor dopants on ferroelectric and piezoelectric properties of lead zirconate titanate ceramics, Phys. Status Solidi A203 (2006) 3852–3860.[43] N.A. Belov, A.A. Aksenov, D.G. Eskin, Iron in Aluminium Alloys: Impurity andAlloying Element, Taylor & Francis, 2002.[44] N.A. Belov, D.G. Eskin, A.A. Aksenov, Chapter 2 — alloys of the Al–Mg–Si–Fe system, in: N.A.B.G.E.A. Aksenov (Ed.), Multicomponent Phase Diagrams, Elsevier, Oxford2005, pp. 47–82.[45] L.F. Mondolfo, Aluminum alloys: structure and properties, Butterworths, London; Boston, 1976.[46] D.W.A. Rees, Deformation and fracture of metal matrix particulate composites under combined loadings, Compos. A: Appl. Sci. Manuf. 29 (1998) 171–182.[47] G.I. Eskin, Effect of ultrasonic (cavitation) treatment of the melt on the microstruc- ture evolution during solidification of aluminum alloy ingots, Zeitschrift fuer Metallkunde/Mater. Res. Adv. Tech. 93 (2002) 502–507.[48] K.P. Menard, Dynamic Mechanical Analysis: A Practical Introduction, Second editionCRC Press, Texas, 2008.[49] H. Lu, X. Wang, T. Zhang, Z. Cheng, Q. Fang, Design, fabrication, and properties of high damping metal matrix composites—a review, Materials 2 (2009) 958–977.[50] M.F. Ashby, Chapter 3 — engineering materials and their properties, in: M.F. Ashby(Ed.), Materials Selection in Mechanical Design, Fourth edition, Butterworth- Heinemann, Oxford 2011, pp. 31–56.[51] E.J. Lavernia, R.J. Perez, J. Zhang, Damping behavior of discontinuously reinforced ai alloy metal-matrix composites, Metall. Mater. Trans. A 26 (1995) 2803–2818.





























