Embed Size (px)
Citation preview

2. OBȚINEREA SEMIFABRICATELOR DIN OȚEL
Industria siderurgică modernăcurs 3
curs 4curs 5
curs 6

recapitulare
Caje de laminare:
• duo reversibil și duo nereversibil• trio• cuarto reversibil și cuarto nereversibil
Cilindri de laminare pot avea:
• tăblie netedă• tăblie calibrată
Procesul de laminare poate avea loc:
• discontinuu• continuu
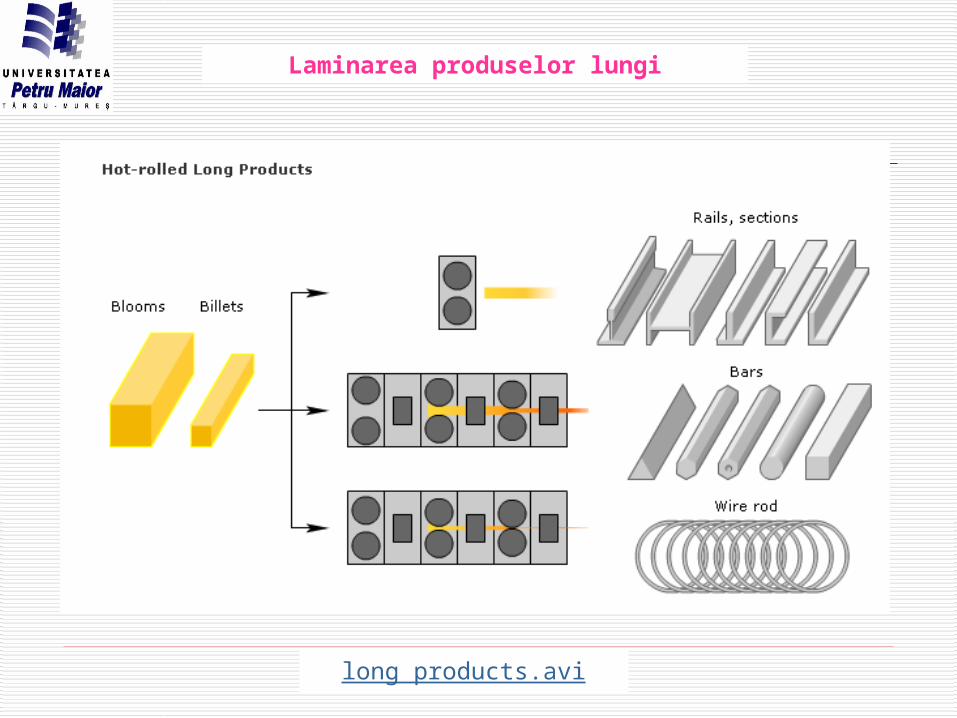
Laminarea produselor lungi
long products.avi

Laminarea tablelor subţiri
thin strips.avi

Laminarea sârmelor
wire rods.avi

Simulare OBŢINERE PRODUSEVideo OBŢINERE ŢEVI SUDATE
Obţinerea țevilor sudate
longitudinal welded tubes.avifabricarea tevilor cu sudura.avi

Laminarea ţevilor fără sudură
seamless tube.avi

3.1. Introduction
Metal casting process begins by creating a mold, which is the ‘reverse’ shape of the part we need. The metal is heated in an oven until it melts, and the molten metal is poured into the mould cavity. The liquid takes the shape of cavity, which is the shape of the part. It is cooled until it solidifies. Finally, the solidified metal part is removed from the mould.
3. PRELUCRAREA PRIN TURNARE

A large number of metal components in designs we use every day are made by casting. The reasons for this include:
(a) Casting can produce very complex geometry parts with internal cavities and hollow sections.
(b) It can be used to make small (few hundred grams) to very large size parts (thousands of kilograms)
(c) It is economical, with very little wastage: the extra metal in each casting is re-melted and re-used
(d) Cast metal is isotropic – it has the same physical/mechanical properties along any direction.

Casting – An ancient art
Iron pillar at Delhi, India,
containing 98% wrought iron A copper frog, the oldest
known casting in existence, is cast in Mesopotamia
9000 B.C.-Earliest metal objects of wrought native copper are produced in the Near East

Ancient lost wax casting method: wax model sculpting, clay covering,wire clasped mould for dewaxing, as-cast Ganesha, and finishing

Iron works in early Europe,e.g. cast iron cannons from
England circa 1543
1252-The colossal statute, the Great Buddha at Kamakura, Japan, is cast in high-lead tin bronze. The project began in the 700s and its head alone weighed 140 tons

1480 - Vannoccio Biringuccio (1480-1539), the first true foundryman and the “father of the foundry industry,” is born.
He was the head of Papal Foundry in Rome (around 1500) and his De La Pirotechnia is the first written account of proper foundry practice.
casting timeline

Major casting processes
• sand casting• shell mould casting• expendable pattern casting• investment casting• permanent mould casting• die casting• centrifugal casting

3.2. Sand casting
In this process, sand mixed with binders and water is compacted around wood or metal pattern halves to produce a mould. The mould is removed from the pattern, assembled with cores, if necessary, and metal is poured into the resultant cavities. After cooling, moulds are broken to remove the castings. This process is suitable for a wide range of metals (both ferrous and non-ferrous), sizes and shape complexity.
Animation

Typical elements of a sand mould
Animation

1 - bucşă turnată; 2 - cutie de miez; 3 - model; 4 - mărci; 5 - ştift de centrare; 6 - semiformă superioară; 7 - ramă de formare; 8 - cavitatea formei; 9 - miez; 10 - placă de formare; 11 - urechi de ghidare; 12 - pâlnie de turnare;
13 - scoabă de strângere; 14 - semiformă inferioară; 15 - colector de zgură; 16 - alimentator; 17 - răsuflător

Sand casting process steps
Pre-casting
Casting Post-casting

Work flow in typical sand-casting foundries
Video MECHANICAL MOULDINGVideo MANUAL MOULDING

FORMAREA MANUALĂ
în două rame
1 - placa model;
2 - jumătate de model;
3 - semiforma inferioară;
4 - sită;
5 - bătător,
6 - riglă de radere,
7 - vergea
Video MANUAL MOULDING

Video MECHANICAL MOULDING
FORMAREA MECANIZATĂ • prin scuturare - presare

FORMAREA MECANIZATĂ
• prin aruncare centrifugală

Pattern
• Functions
• Materials
• Allowances
Animation 1
Animation 2
Dpattern = Dpart (1 + Contraction/100)
• shrinkage or contraction allowance
• draft or taper allowance
Dpattern = Dpart (1 - Contraction/100)

Example: if an exterior dimension of the part is D = 30 mm
• gray cast iron (contraction 1%) : D pattern = 30,3 mm
• steel (contraction 2%): D pattern = 30,6 mm
• alluminium alloy (contraction 1,5%): D pattern = 30,45 mm
• zinc alloy (contraction 2,5%): D pattern = 30,75 mm

Piesa din figura de mai jos se va executa prin turnare în formă din amestec de formare, executată cu model din lemn. Din Tabel alegeți două materiale din care se toarnă piesa. Desenați schița modelului, ținând cont numai de contracția la solidificare și calculați dimensiunile modelului, pentru fiecare cele două materiale alese pentru piesa turnată.
Schița modelului:

Video SAND CASTING































