Embed Size (px)
Citation preview
|
Cruiser 402 / 502
Cruiser 402 / 502Synergic
Power Pulse402 / 502
English

Duty Cycle 400A 100% 40°C
MIG MAG SYNERGICNEW POWER SOURCE INVERTER
GOUGING / ARC AIR
MMA CELLULOSIC
The natural increase of productivity
The solution that allows a higher productivity
New technological solutions in order to reduce the harmonic current emissions according to the future International Standards
Maximum safety
The Power Source Cruiser 402/502Modular Multifunction
HAC Hybrid Arc Control• Soft Arc, low spattering• Better welds, money savings
MIG MAG PULSE/ DOUBLE PULSE
MMA
Arc Air process provides high quali-ty gauging with up to 6mm (Cruiser 402) and 8mm (Cruiser 502) carbon electrode.
Electrodes up to 8mm diameter can be easily welded thanks to its 400A- 100% duty factor at 40°C.

Lateral VentilationThis advanced ventilation system allows an optimal Duty Cycle: 400 Ampere 100% at 40°C. A better cooling of the inner components increases the generator’s rialibility. All electronic parts are placed outside from the airflow, therefore the generator is also suitable for working in particularly dusty conditions.
Easy MaintenanceThe easy access to the ventilation’s compartment (just sufficient the removal of the lateral plate) and the possibility to remove rapidly the fans without disassembling any other parts of the power source, allow a very fast maintenance. The quick removal of the fans facilitates considerably the auminum heatsink’s cleaning.
Cruiser 402 / 502 is a professional machine particularly indicated for extremely precise constructions, in petrochemical plants, food industry and other activities which require very high welding performance.
New design and new construction technology
High performance Power Source
Innovative Construction Technology
The Power Source Cruiser 402/502

Cruiser 402/502
Cruiser 402/502 + Trolley E
MMA CELLULOSIC
Professional MMA/TIG Power Source
Arc Air process provides high quality gauging with up to 6mm (Cruiser 402) and 8mm (Cruiser 502) carbon electro-de.
GOUGING / ARC AIR
Cruiser 402/502 allows setting of different coated electrodes´ types (CELLULOSIC – BASIC – RUTILE – CrNi- ALUMINIUM)
MMA
MMA CELLULOSIC is a speci”c MMA function which allows the welder to obtain highest welding results by cellulosic electrodes. The high dynamic in welding current supply allows perfect welding by keeping the arc always on in all the applications and positions.Besides the possibility to adjust welding parameters such as the Hot Start and the Arc Force improve increasingly both the ignition and the electrode’s fusion.
APPLICATION FIELD
• Naval shipbuilding industry• Heavy industry• Mines• Hardfacing & Surfacing• Hydraulics plants• Refineries • Repairing and maintenance

TROLLEY M
CRUISER 402/502 SYNERGIC POWER PULSE 402/502
WF103 WF105 WF104
Cruiser 402/502
TROLLEY M
C.U.09 C.U.09
From a MMA power source to a Multifunction MIG MAG Synergic or
MIG/MAG Pulse / Double Pulse
Modular Composition
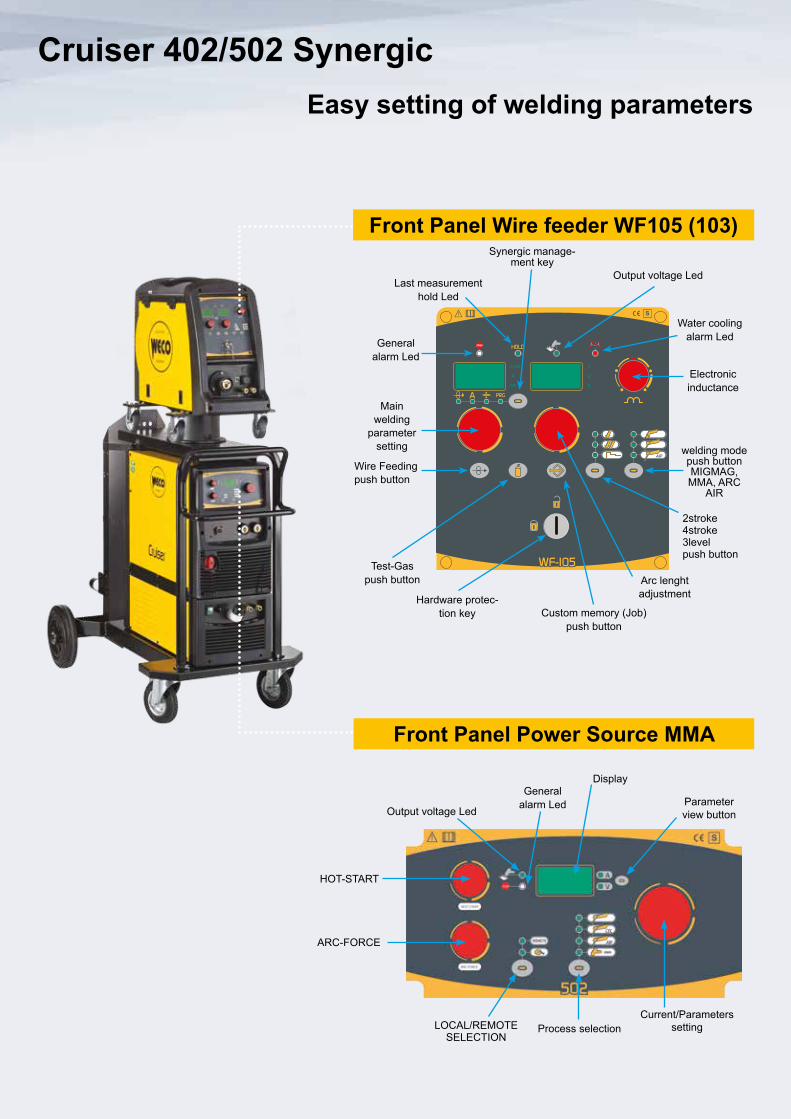
Cruiser 402/502 SynergicEasy setting of welding parameters
Wire Feeding push button
2stroke4stroke3level push button
Electronic inductance
Water cooling alarm Led
Output voltage LedLast measurement
hold Led
welding modepush button MIGMAG,MMA, ARC
AIR
Arc lenght adjustment
Custom memory (Job) push button
Hardware protec-tion key
Test-Gas push button
Main welding
parameter setting
Synergic manage-ment key
General alarm Led
Process selection
Front Panel Power Source MMA
General alarm LedOutput voltage Led
Front Panel Wire feeder WF105 (103)
Display
HOT-START
ARC-FORCE
LOCAL/REMOTE SELECTION
Parameter view button
Current/Parameters setting

Cruiser 402/502 Synergic
3 2 1
HAC (Hybrid Arc Control)
BURN BACK:An optimal wire cutting at the end of welding helps perfect starts.
SPRAY ARC: HAC allows you to have a short spray arc with better penetration of the root, lower heat input and higher welding speed with no edge cutting and spattering.
WELDING POSITION: HAC gives an optimal fusion of the bead’s edges in short arc welding and to make overhead and vertical up position welding easier.
SOFT START:Approaching speed of wire and welding dynamics are totally synergic giving low spattering at start, in any type of material.
PG POSITION: HAC allows thin plates wel-ding in vertical down po-sition with gap up to 5mm wide.
THIN PLATES: HAC gives smooth and controlled short arc at lower parameters too. Low spattering, good edge wetting, low heating and small deformation are achieved in thin plate welding.
SPOT WELDING:Dedicated controls, low spattering and high execu-tion-speed allow you to get perfect welding spots.
3T SPECIAL: allows you to set and recall 3 different current levels by pushing the trigger switch in order to achieve top quality weld beads: Highly recommended for Aluminum welding.
LEVEL 1: A correct initial current gives optimal penetration from welding start.
LEVEL 2: The welding current is optimized with the plate thickness and the requested weld.
LEVEL 3: A low current ends the welding optimally by filling the crater on weld beads.
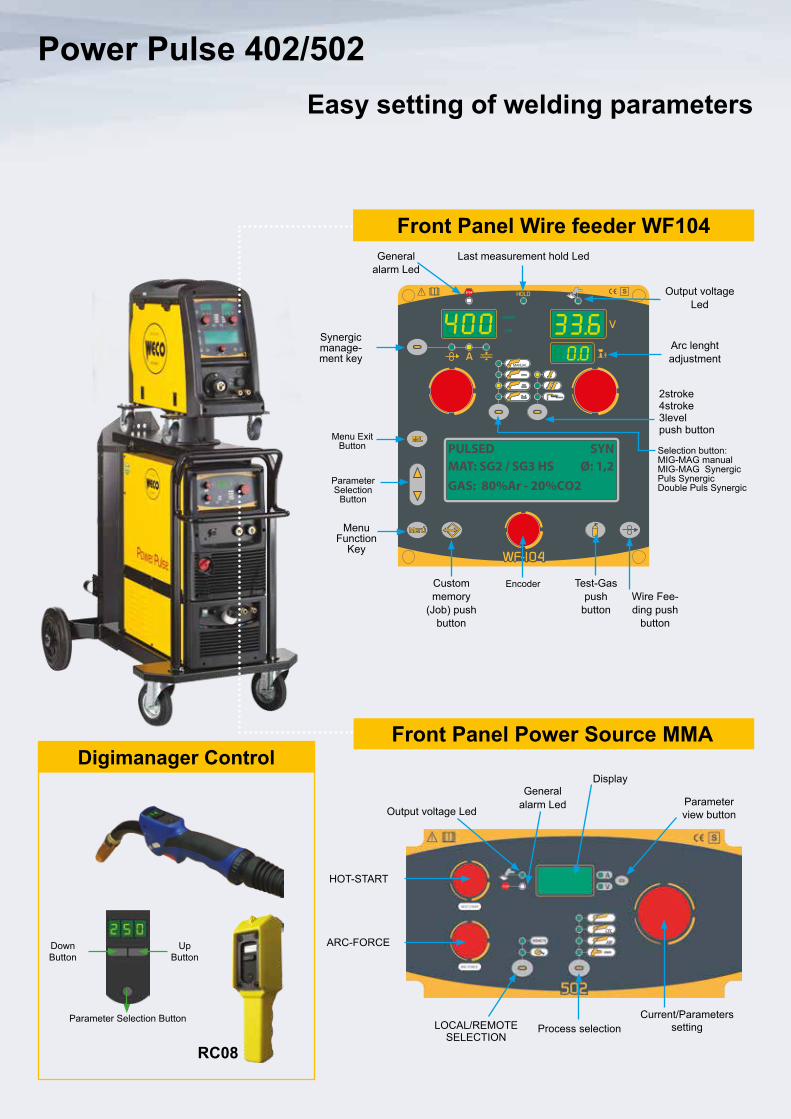
Power Pulse 402/502
RC08
Easy setting of welding parameters
Encoder Test-Gas push
button
Digimanager Control
Custom memory
(Job) push button
Parameter Selection
Button
Menu Exit Button
Up Button
Down Button
Parameter Selection Button
Arc lenght adjustment
Menu Function
Key
Synergic manage-ment key
Selection button:MIG-MAG manualMIG-MAG Synergic Puls SynergicDouble Puls Synergic
Last measurement hold Led
Wire Fee-ding push
button
2stroke4stroke3level push button
Output voltage Led
General alarm Led
Front Panel Power Source MMA
Front Panel Wire feeder WF104
Process selection
General alarm LedOutput voltage Led
Display
HOT-START
ARC-FORCE
LOCAL/REMOTE SELECTION
Parameter view button
Current/Parameters setting
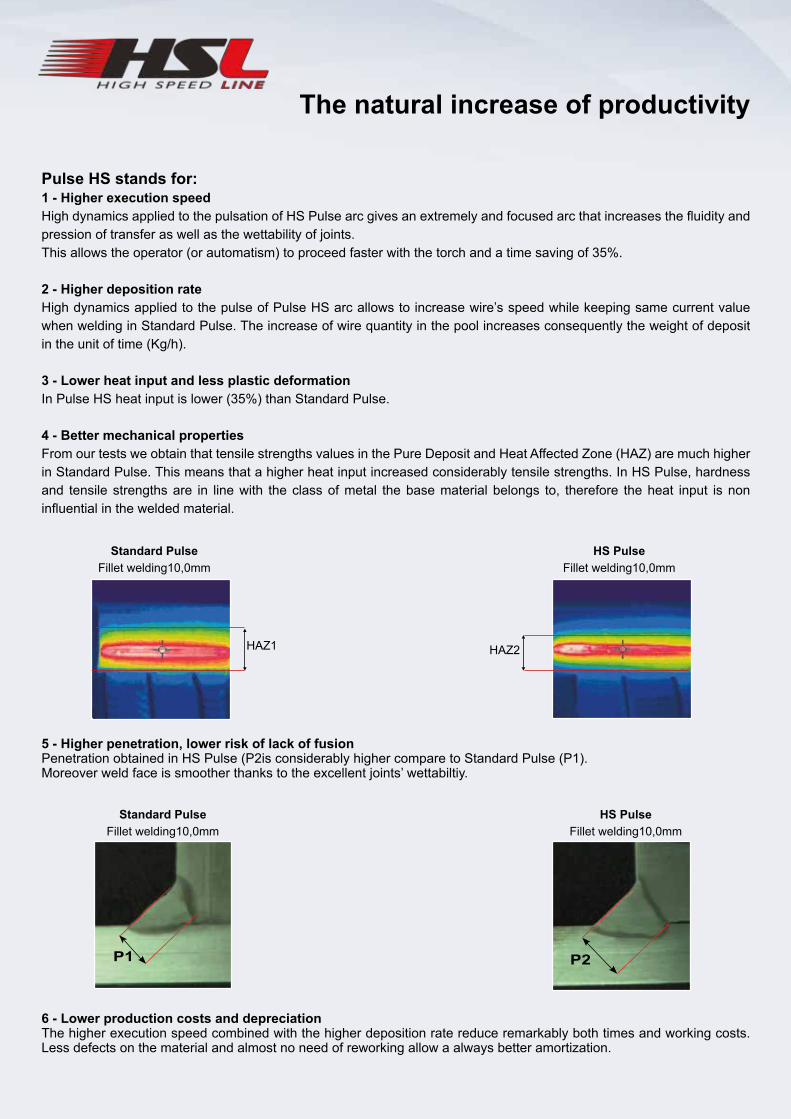
P1 P2
The natural increase of productivity
Pulse HS stands for:1 - Higher execution speedHigh dynamics applied to the pulsation of HS Pulse arc gives an extremely and focused arc that increases the fluidity and pression of transfer as well as the wettability of joints.This allows the operator (or automatism) to proceed faster with the torch and a time saving of 35%.
2 - Higher deposition rateHigh dynamics applied to the pulse of Pulse HS arc allows to increase wire’s speed while keeping same current value when welding in Standard Pulse. The increase of wire quantity in the pool increases consequently the weight of deposit in the unit of time (Kg/h).
3 - Lower heat input and less plastic deformationIn Pulse HS heat input is lower (35%) than Standard Pulse.
4 - Better mechanical propertiesFrom our tests we obtain that tensile strengths values in the Pure Deposit and Heat Affected Zone (HAZ) are much higher in Standard Pulse. This means that a higher heat input increased considerably tensile strengths. In HS Pulse, hardness and tensile strengths are in line with the class of metal the base material belongs to, therefore the heat input is non influential in the welded material.
HS PulseFillet welding10,0mm
Standard PulseFillet welding10,0mm
6 - Lower production costs and depreciationThe higher execution speed combined with the higher deposition rate reduce remarkably both times and working costs. Less defects on the material and almost no need of reworking allow a always better amortization.
5 - Higher penetration, lower risk of lack of fusionPenetration obtained in HS Pulse (P2is considerably higher compare to Standard Pulse (P1).Moreover weld face is smoother thanks to the excellent joints’ wettabiltiy.
HS PulseFillet welding10,0mm
Standard PulseFillet welding10,0mm
HAZ1 HAZ2
Power FocusStandard
Power FocusStandard
The solution that allows a higher productivity
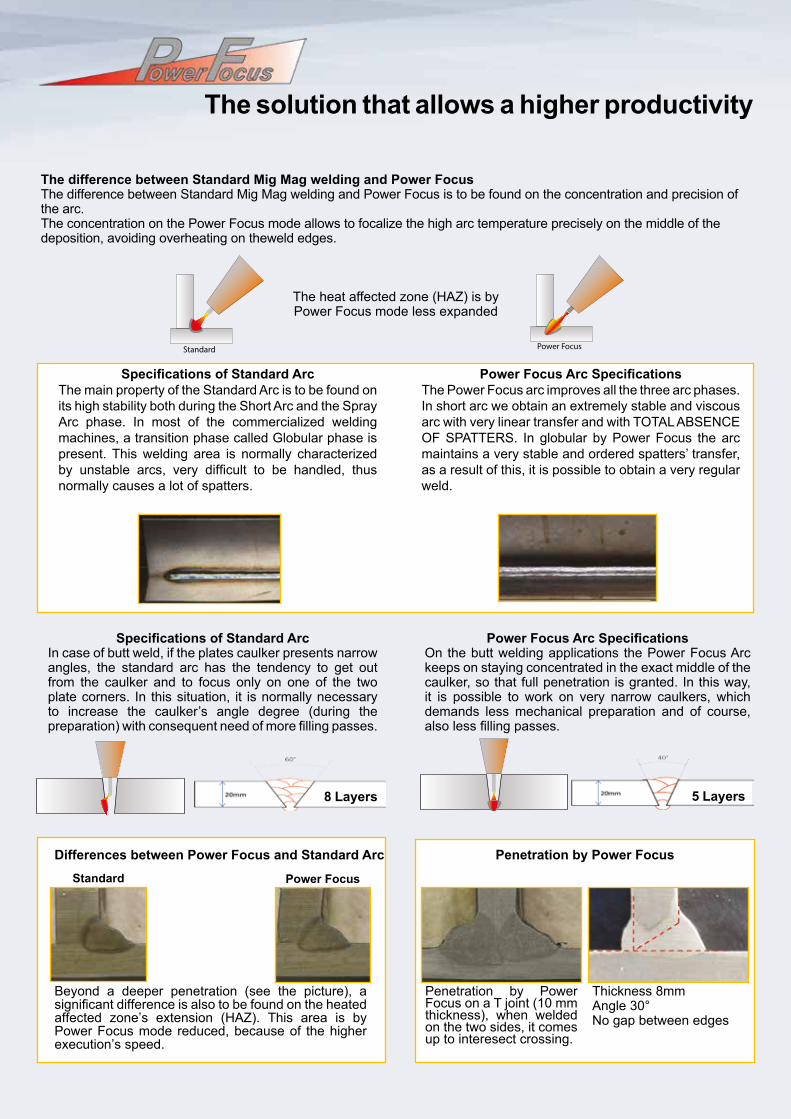
5 Layers8 Layers
Penetration by Power Focus on a T joint (10 mm thickness), when welded on the two sides, it comes up to interesect crossing.
Penetration by Power Focus
Beyond a deeper penetration (see the picture), a significant difference is also to be found on the heated affected zone’s extension (HAZ). This area is by Power Focus mode reduced, because of the higher execution’s speed.
Power Focus Arc SpecificationsOn the butt welding applications the Power Focus Arc keeps on staying concentrated in the exact middle of the caulker, so that full penetration is granted. In this way, it is possible to work on very narrow caulkers, which demands less mechanical preparation and of course, also less filling passes.
Specifications of Standard ArcIn case of butt weld, if the plates caulker presents narrow angles, the standard arc has the tendency to get out from the caulker and to focus only on one of the two plate corners. In this situation, it is normally necessary to increase the caulker’s angle degree (during the preparation) with consequent need of more filling passes.
The heat affected zone (HAZ) is by Power Focus mode less expanded
Power Focus Arc SpecificationsThe Power Focus arc improves all the three arc phases. In short arc we obtain an extremely stable and viscous arc with very linear transfer and with TOTAL ABSENCE OF SPATTERS. In globular by Power Focus the arc maintains a very stable and ordered spatters’ transfer, as a result of this, it is possible to obtain a very regular weld.
Specifications of Standard ArcThe main property of the Standard Arc is to be found on its high stability both during the Short Arc and the Spray Arc phase. In most of the commercialized welding machines, a transition phase called Globular phase is present. This welding area is normally characterized by unstable arcs, very difficult to be handled, thus normally causes a lot of spatters.
Differences between Power Focus and Standard Arc
Thickness 8mmAngle 30°No gap between edges
The difference between Standard Mig Mag welding and Power Focus The difference between Standard Mig Mag welding and Power Focus is to be found on the concentration and precision of the arc.The concentration on the Power Focus mode allows to focalize the high arc temperature precisely on the middle of the deposition, avoiding overheating on theweld edges.

TWIN FEEDER
Cruiser Synergic Power Pulse
Air Cooled / Twin Feeder / Remote Controls
Tool box VP-01 (Air Cooled Version)
RC 06 Double Up & Down
RC 05 Single Up & Down
RC 04 Double potentiometer
Multi-Solutios
Remote Controls
Air Cooled Version
EN60974-1/10EN 60974-2
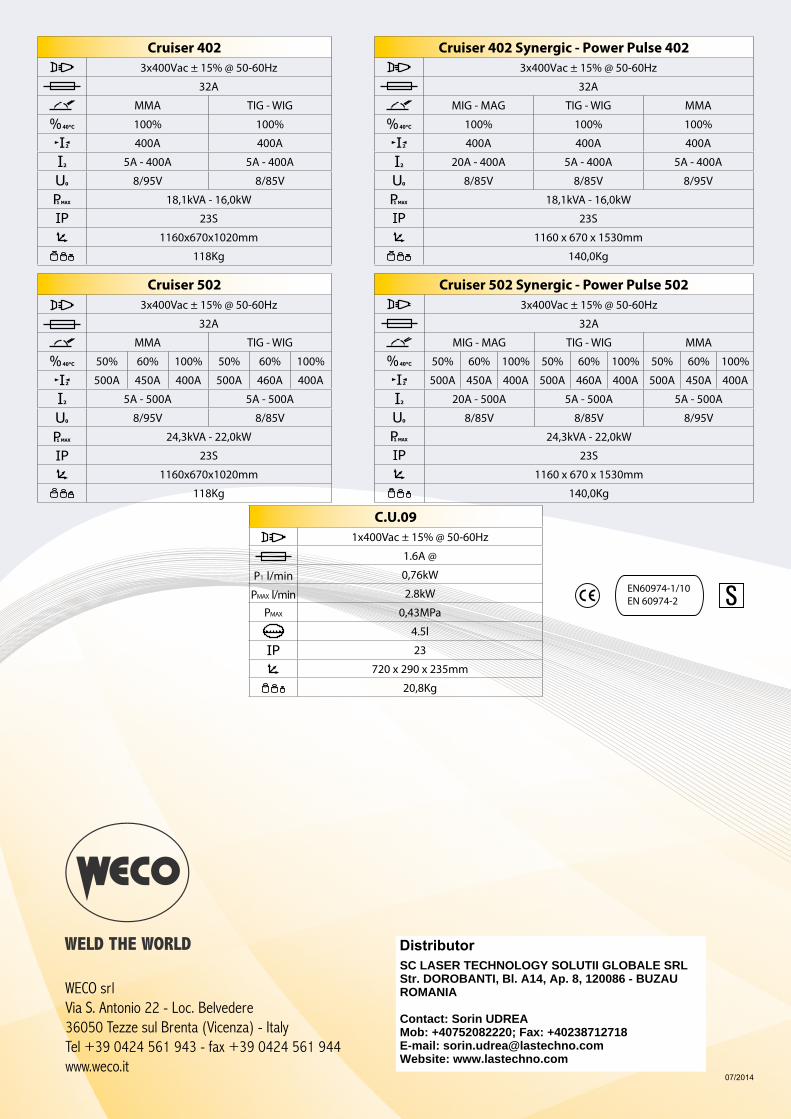
Cruiser 502 Synergic - Power Pulse 5023x400Vac ± 15% @ 50-60Hz
32A
MIG - MAG TIG - WIG MMA
50% 60% 100% 50% 60% 100% 50% 60% 100%
500A 450A 400A 500A 460A 400A 500A 450A 400A
20A - 500A 5A - 500A 5A - 500A
8/85V 8/85V 8/95V
24,3kVA - 22,0kW
23S
1160 x 670 x 1530mm
140,0Kg
Cruiser 402 Synergic - Power Pulse 4023x400Vac ± 15% @ 50-60Hz
32A
MIG - MAG TIG - WIG MMA
100% 100% 100%
400A 400A 400A
20A - 400A 5A - 400A 5A - 400A
8/85V 8/85V 8/95V
18,1kVA - 16,0kW
23S
1160 x 670 x 1530mm
140,0Kg
Cruiser 5023x400Vac ± 15% @ 50-60Hz
32A
MMA TIG - WIG
50% 60% 100% 50% 60% 100%
500A 450A 400A 500A 460A 400A
5A - 500A 5A - 500A
8/95V 8/85V
24,3kVA - 22,0kW
23S
1160x670x1020mm
118Kg
Cruiser 4023x400Vac ± 15% @ 50-60Hz
32A
MMA TIG - WIG
100% 100%
400A 400A
5A - 400A 5A - 400A
8/95V 8/85V
18,1kVA - 16,0kW
23S
1160x670x1020mm
118Kg
C.U.091x400Vac ± 15% @ 50-60Hz
1.6A @
P1 l/min 0,76kW
PMAX l/min 2.8kW
PMAX 0,43MPa
4.5l
23
720 x 290 x 235mm
20,8Kg
07/2014
DistributorSC LASER TECHNOLOGY SOLUTII GLOBALE SRLStr. DOROBANTI, Bl. A14, Ap. 8, 120086 - BUZAUROMANIA
Contact: Sorin UDREAMob: +40752082220; Fax: +40238712718E-mail: [email protected]: www.lastechno.com





























