Embed Size (px)
Citation preview

Creep
Conocimiento de Materiales – Materiales Industriales 1
Creep o Fluencia Lenta
1. Introducción
Los criterios empleados en el diseño de piezas de estructuras responden a diferentes intereses:
economía, resistencia, deformación. La deformación de un elemento estructural, construido de
un determinado material, no sólo depende de la magnitud del esfuerzo aplicado sino también
del tiempo durante el cual será aplicado. Un gran número de piezas y elementos de distintos
materiales, requieren mantener un estado de carga durante un largo período de tiempo, tal es
el caso de las paletas del rotor de una turbina, vigas de madera del techo de edificios,
filamentos para tubos de vacío, cables de acero y vigas de hormigón pretensado, cubierta de
cables telefónicos, etc. Bajo estas condiciones, inicialmente la deformación puede resultar
imperceptible, pero luego de un cierto tiempo la estructura presentará una elevada
deformación que puede conducir a la rotura final o a su inutilización, ante un pequeño
aumento de las cargas.
La fluencia en caliente o creep se define como la deformación permanente que experimenta
un material cuando es sometido a una tensión constante (menor a la tensión de fluencia)
durante un período de tiempo prolongado.
Este fenómeno se ve influenciado notoriamente con la temperatura, sin embargo, su
comportamiento dependerá de las características propias de cada material. Los plásticos
exhiben un creep significativo a temperatura ambiente; en el asfalto y la brea este fenómeno
es aún más pronunciado. En los materiales metálicos es importante sólo a temperaturas
mayores a 0.40 % de la temperatura de fusión. En otros materiales como el hormigón y la
madera, la temperatura no es un factor tan importante, pero contribuye indirectamente. La
figura 1 muestra la relación entre la tensión, la temperatura, el tiempo y la deformación para
un material polimérico (poliestireno).
Por otra parte, el hormigón y el suelo pueden sufrir creep. El mecanismo que lo produce es
muy diferente al de los materiales metálicos, pues el creep en estos materiales se produce por
la pérdida gradual de agua cuando están sometidos a cargas constantes en el tiempo.

Creep
Conocimiento de Materiales – Materiales Industriales 2
A menudo los materiales cerámicos experimentan creep al ser expuestos a tensiones a
temperaturas elevadas, las deformaciones ocurren como un flujo viscoso isotrópico. Este tipo
de mecanismo también se produce en los materiales poliméricos, donde los grupos de átomos,
los anillos o las cadenas, se mueven unos sobre otros como respuesta al esfuerzo aplicado,
permitiendo la deformación.
Si bien todos los materiales son susceptibles de sufrir creep, el presente apunte está orientado
a la explicación de este fenómeno en aleaciones metálicas.
La evolución en el análisis del creep ha sido principalmente en el campo de las aleaciones
resistentes a la temperatura, usadas en aplicaciones tales como turbinas de gas y plantas a
vapor. Los avances tecnológicos en esta dirección dependen fundamentalmente de la
evolución de los materiales. Es conocido que, la tensión de fluencia de los materiales
disminuye al aumentar la temperatura, debido a que la movilidad de los átomos aumenta
rápidamente con la temperatura. En consecuencia, es de esperar que a temperaturas elevadas
se afecten significativamente las propiedades mecánicas y los procesos controlados por la
difusión. De esta forma, la elevación de la temperatura favorecerá el desplazamiento de las
dislocaciones por el mecanismo de escalamiento, modificará la concentración de vacancias y
se favorecerán nuevos mecanismos de deformación.
Figura 1: Relación entre la tensión, la deformación y el tiempo para el poliestireno a temperatura ambiente y a 100 ºC.
En algunos metales y aleaciones, al
elevarse la temperatura, se modifica
el sistema de deslizamiento o se
introducen sistemas adicionales (por
ejemplo en los metales HC), además
aparece la deformación de los
límites de grano. Otro factor
importante que hay que tener en
cuenta es el efecto de la exposición
prolongada a temperaturas altas
sobre la estabilidad metalúrgica de
los metales y aleaciones.
0.300.250.20
0.15
Deformación, %
0.010.1
1.0100
1,000
10,000
Tiempo, horas
8.3
6.9
5.5
4.1
2.8Ten
sión
, MPa
100 ºC
Temperatura ambiente
8.36.9
5.54.1
2.8
Ten
sión
, MPa
Creep
Conocimiento de Materiales – Materiales Industriales 3
Así, los metales endurecidos por trabajo en frío recristalizan y pueden sufrir crecimiento de
grano, mientras que las aleaciones endurecidas por precipitación pueden perder resistencia
debido al aumento del tamaño de las partículas de segunda fase. Una característica importante
de la resistencia mecánica a temperaturas elevadas es que siempre se debe relacionar con una
escala de tiempos. Las propiedades de tracción a temperatura ambiente de la mayoría de los
metales empleados en ingeniería son independientes del tiempo. En un ensayo de tracción, los
resultados son prácticamente los mismos cuando se tarda en completar el ensayo dos horas o
dos minutos. Sin embargo, a temperaturas elevadas la resistencia mecánica depende mucho de
la velocidad de aplicación de la carga y del tiempo de exposición. Ciertos metales se
comportan en estas condiciones como materiales viscoelásticos: el metal sujeto a una carga
constante fluye lentamente y sufre un cambio de la longitud en función del tiempo.
2. Descripción del fenómeno
Los metales y las aleaciones estructurales poseen deformaciones elásticas a temperatura
ambiente. Cuando se aplica un esfuerzo σ inferior a la tensión de fluencia, la deformación 0A
ocurrirá inmediatamente al aplicar la carga e independientemente de la duración de la
aplicación (figura 2a), la deformación permanecerá constante. Las características de la
deformación bajo esta condición estarán representadas por la curva 0AB.
A temperaturas elevadas ocurre una deformación 0C al aplicar el mismo esfuerzo σ, siendo
0C mayor que 0A debido parcialmente al menor módulo de elasticidad que posee el material a
una temperatura más elevada (Tabla 1) y a la dilatación térmica del material. Bajo ciertas
condiciones de esfuerzo y temperatura, la deformación aumenta a medida que el tiempo de
aplicación de la carga se extiende, siguiendo la deformación de la curva CDEF.
Este aumento continuo de la deformación con el tiempo, aún bajo un esfuerzo constante, es el
creep. En el creep se pueden diferenciar tres etapas (figura 2a) basándose en la velocidad de
deformación del material.
ü Creep transitorio o primario (0 a t1)
ü Creep estacionario o secundario (t1 a t2)
ü Creep terciario (t2 a t3)
En la primera etapa, el creep continúa a una velocidad decreciente que se torna
aproximadamente constante durante la segunda etapa (velocidad estacionaria). El inicio de la

Creep
Conocimiento de Materiales – Materiales Industriales 4
tercera etapa está marcado por un rápido aumento de la velocidad de creep, que continua hasta
que la fractura ocurre (figura 2b).
3. Deformación a temperatura elevada
A temperatura ambiente la deformación plástica por creep se produce básicamente por el
deslizamiento cruzado de las dislocaciones, en tanto que a temperaturas elevadas, los procesos
de deformación más importantes que se producen son, el escalamiento de dislocaciones, el
deslizamiento cruzado, la formación de subgranos y el resbalamiento de los límites de granos.
a)
b)
Figura 2: a) Curva de deformación y tiempo a tem-peratura ambiente y elevada. b) Velocidad de creep.
3.1. Deformación por deslizamiento:
Cuando los metales se deforman a
temperatura elevada se ponen en juego
nuevos planos de deslizamiento, con lo
cual la posibilidad de deformar
plásticamente un material crece
considerablemente. Por otra parte, la
tendencia al deslizamiento cruzado y el
escalamiento de dislocaciones también
aumenta con la temperatura. Bajo ciertas
circunstancias es posible que las
dislocaciones eviten obstáculos (como
partículas de segunda fase) cambiándose
a otro plano de deslizamiento, como este
mecanismo es esencialmente un proceso
dinámico, la mayor parte de la energía
requerida debe ser proporcionada por un
esfuerzo externo.
La figura 3a muestra este cambio efectuado por una dislocación de hélice durante su
deslizamiento, el proceso se denomina deslizamiento cruzado.
En el proceso denominado escalamiento o trepado de dislocaciones, se requiere que el mismo
sea activado térmicamente. Se produce por difusión de vacancias a la dislocación y por la
traslación de átomos de la hilera inferior hacia vacancias adyacentes, en consecuencia la
dislocación escala o trepa un espaciado reticular (figura 3b). Debido a que la concentración de
1º Etapa
Def
orm
ació
n
Tiempo
2º Etapa
0 t1 t2 t3 (tiempo de rotura)
3º Etapa
A B
CD
EF
Temperatura ambienteTemperatura ambiente
Temperatura Temperatura elevadaelevada
σ = cteT = cte
Deformación inicial
Tiempo0 t1 t2 t3
Vel
ocid
ad
σ = cteT = cte
Velocidad estacionaria
Creep
Conocimiento de Materiales – Materiales Industriales 5
vacancias aumenta con la temperatura, la posibilidad de escalamiento de dislocaciones es muy
sensible a una variación de este parámetro.
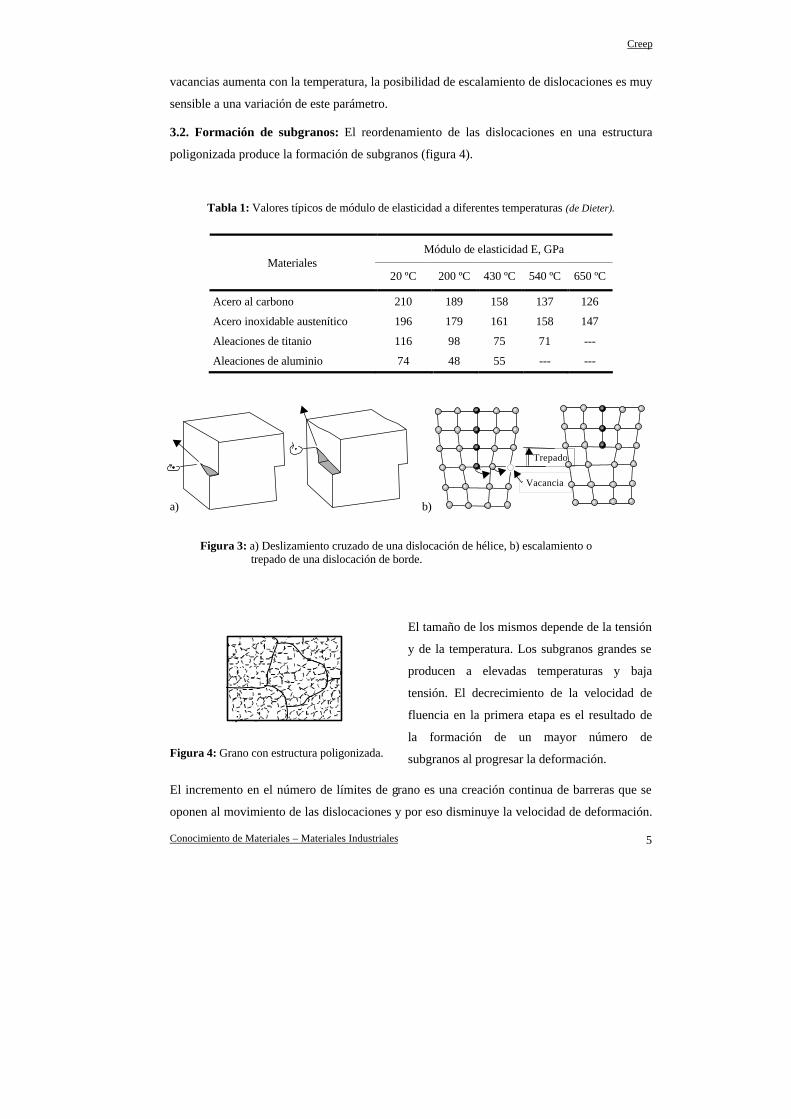
3.2. Formación de subgranos: El reordenamiento de las dislocaciones en una estructura
poligonizada produce la formación de subgranos (figura 4).
Tabla 1: Valores típicos de módulo de elasticidad a diferentes temperaturas (de Dieter).
Módulo de elasticidad E, GPa Materiales
20 ºC 200 ºC 430 ºC 540 ºC 650 ºC
Acero al carbono 210 189 158 137 126
Acero inoxidable austenítico 196 179 161 158 147
Aleaciones de titanio 116 98 75 71 ---
Aleaciones de aluminio 74 48 55 --- ---
a) b)
Figura 3: a) Deslizamiento cruzado de una dislocación de hélice, b) escalamiento o trepado de una dislocación de borde.
Figura 4: Grano con estructura poligonizada.
El tamaño de los mismos depende de la tensión
y de la temperatura. Los subgranos grandes se
producen a elevadas temperaturas y baja
tensión. El decrecimiento de la velocidad de
fluencia en la primera etapa es el resultado de
la formación de un mayor número de
subgranos al progresar la deformación.
El incremento en el número de límites de grano es una creación continua de barreras que se
oponen al movimiento de las dislocaciones y por eso disminuye la velocidad de deformación.
Vacancia
Trepado

Creep
Conocimiento de Materiales – Materiales Industriales 6
Los principales procesos que se observan en los límites de grano durante la fluencia lenta a
temperatura elevada son el resbalamiento y la migración de límites de granos.
3.2.1. Resbalamiento de límites de granos: El resbalamiento de los límites de grano es un
proceso de corte en la dirección de estos límites favorecido por la temperatura. No es claro si
este mecanismo supone un deslizamiento de los granos como un bloque sobre los límites o si
se trata de un movimiento en el seno de dos granos adyacentes en superficies ablandadas,
inmediatas al límite. Aunque se desconoce el mecanismo exacto, sí se sabe que el
resbalamiento no es un simple deslizamiento de un grano con relación a otro, porque siempre
está precedido por cantidades importantes de deformaciones plásticas en el seno de los
cristales adyacentes.
3.2.2. Migración de límites de granos: La migración de los límites de granos es un
desplazamiento de dichos límites (figura 5). Esta supone una recuperación durante la fluencia
lenta, que es muy importante porque permite al material distorsionado, adyacente al límite de
grano quedar en condiciones de sufrir nuevas deformaciones. La recuperación es un proceso
que produce una reducción en el esfuerzo requerido para continuar la deformación plástica.
Esta categoría comprende cualquier proceso que conduce a una reducción en el número de
dislocaciones, por aniquilación o por ordenación en configuraciones de baja energía, tales
como los subgranos. Los dos principales procesos que producen recuperación son el
deslizamiento cruzado y el escalamiento de las dislocaciones.
Figura 5: Migración de límites de granos.
3.3. Fractura a elevada temperatura
Cuando la temperatura se eleva hay una transición de fractura transgranular a intergranular.
La fractura transgranular se produce cuando los granos son más débiles que sus límites,
mientras que en la fractura intergranular los límites de grano son los de mayor debilidad. El

Creep
Conocimiento de Materiales – Materiales Industriales 7
concepto de temperatura equicohesiva se define como la temperatura a la que los granos y los
límites de grano tiene la misma resistencia (figura 6). Puesto que la superficie de los límites
de grano aumenta cuando disminuye el tamaño de grano, un material de grano grande tendrá
más resistencia, por encima de la temperatura de equicohesiva, que uno de grano fino. Por
debajo de esta temperatura un material con grano más chico es más resistente que uno de
grano grande.
En las condiciones de la fluencia lenta se han observado dos tipos de fractura intergranular.
Cuando es posible el resbalamiento en los límites de grano, se pueden iniciar las grietas en los
puntos triples formados cuando coinciden tres límites de grano. Este tipo de falla predomina a
tensiones elevadas, con lo cual la duración total es corta. En la figura 7 se muestran varios
esquemas de la formación de grietas como resultado del resbalamiento en los límites de grano.
Figura 6: Descripción esquemática de la temperatura equicohesiva.
Figura 7: Esquema de la formación de grietas intergranulares (de dieter).
El segundo tipo de fractura intergranular se
caracteriza por la formación de huecos en los
límites de grano, especialmente en aquellos
que son transversales a las tensiones de
tracción. Los huecos crecen y coalescen en
una grieta intergranular, predominando este
tipo de fractura cuando la tensión es baja
produciéndose la rotura transcurrido un largo
período. Si se toma un material y se lo
ensaya a creep a diferentes temperaturas, y
luego se grafica el logaritmo de la tensión
aplicada versus el logaritmo del tiempo de
rotura se obtiene una relación lineal. La
figura 8 muestra los datos típicos de tensión
– tiempo de rotura para una aleación cromo-
níquel-cobalto. Las discontinuidades en las
líneas rectas están asociadas con los cambios
en la aleación e indican un cambio en el
mecanismo de falla, del tipo transgranular al
tipo intergranular.
Res
iste
ncia
Fractura transgranular
Fractura intergranular
Límite de grano
Grano
Temperatura Temperatura equicohesivaequicohesiva
Temperatura
A
CB
A
CB
A
CB
A
CB
A
CB
D
A
CB
D

Creep
Conocimiento de Materiales – Materiales Industriales 8
4. Mecanismo de creep
La primera etapa de la fluencia lenta, llamada fluencia primaria o transitoria corresponde a
una región de velocidad de fluencia decreciente. En esta etapa, la resistencia del material al
creep aumenta por efecto de la propia deformación plástica. El creep primario es el proceso
principal cuando la temperatura y la tensión son bajas, tal como se da en la fluencia lenta del
plomo a temperatura ambiente.
La segunda etapa del creep, conocida como fluencia secundaria o estacionaria, es un período
de fluencia de velocidad casi constante, como resultado de un equilibrio entre los procesos de
endurecimiento mecánico por la deformación plástica y la recuperación, básicamente
producida por el deslizamiento cruzado y el escalamiento de las dislocaciones.
Figura 8: Relación entre el logaritmo de la tensión aplicada y el logaritmo del tiempo de rotura de una aleación cromo-níquel-cobalto (de S. Avner)
Figura 9: Rotura intergranular de un álabe de turbina (de W. Smith)
La tercera etapa o fluencia terciaria, se
presenta principalmente en los ensayos a
carga constante, para tensiones elevadas
a altas temperaturas.
No se conoce con exactitud las razones
de la aceleración de la deformación que
conducen a la rotura rápida. Es
improbable que el aumento de la
velocidad de fluencia en esta etapa se
deba sólo a la estricción de la probeta,
porque muchos materiales fallan en
creep a tensiones demasiado pequeñas
para producir estricción.
Se han encontrado pruebas de la
formación de huecos y abundantes
grietas durante esta etapa. La figura 9
presenta la rotura intergranular de un
álabe de turbina de motor a reacción de
acero inoxidable austenítico (tipo 304L).
Región de roturaintergranular
Dirección delesfuerzo
14000
70
00.001 0.1 10 100 1000 10000
700 ºC
780 ºC
1100 ºC
980 ºC
920 ºC
Ten
sión
, MPa
Tiempo de rotura, horas

Creep
Conocimiento de Materiales – Materiales Industriales 9
4.1. Fluencia lenta a baja temperatura
La deformación plástica por la fluencia lenta se produce cuando las dislocaciones pueden
vencer los obstáculos que se oponen a su movimiento por la acción combinada de la tensión y
las fluctuaciones térmicas. Los procesos de difusión atómica adquieren importancia a
temperaturas superiores a 0.4 a 0.5 de la temperatura de fusión. A temperaturas más bajas
interviene principalmente algún proceso que no depende de la difusión, como es el
deslizamiento cruzado. La fluencia lenta a elevada temperatura es principalmente creep en
estado estacionario, mientas que por debajo de 0.5 de la temperatura de fusión es
preponderante la fluencia lenta transitoria o primaria.
En la fluencia lenta a bajas tensiones y temperaturas no existe recuperación. Se cree que es un
proceso de agotamiento en el que la fase determinante de la velocidad de deformación es la
adquisición, por parte de una dislocación, de la energía de activación necesaria para moverse,
pues a medida que el grado de endurecimiento mecánico del material aumenta el movimiento
de dislocaciones está cada vez más restringido.
Los metales están compuestos por una gran cantidad de cristales con orientaciones azarosas y
cada uno de ellos, generalmente no son isotrópicos. La experiencia indica que algunos
cristales de un metal que ha sido sometido a esfuerzos alcanzan su límite de fluencia antes que
otros, debido a su orientación más favorable, además, la distribución de tensiones de cristal a
cristal dentro de una pieza probablemente no sea uniforme; ambos efectos favorecen el
deslizamiento.
Al aplicar la tensión, inicialmente se mueven las dislocaciones que necesitan menor energía
de activación y producen la deformación inicial de creep. Cuando se agotan estas
dislocaciones de fácil movimiento, sólo puede continuar el creep por el movimiento de
dislocaciones que necesitan mayor energía de activación. La energía de activación necesaria
es cada vez mayor y la velocidad de fluencia lenta disminuye.
4.2. Fluencia lenta a elevada temperatura
A temperaturas superiores a 0.5 de la temperatura de fusión es preponderante la fluencia
secundaria de estado estacionario, como consecuencia de un equilibrio entre el
endurecimiento por deformación y la recuperación. Los efectos del endurecimiento por
deformación se eliminan por la liberación de los apilamientos de las dislocaciones

Creep
Conocimiento de Materiales – Materiales Industriales 10
helicoidales por deslizamiento cruzado y por el escalamiento de las mismas. La velocidad de
creep en la etapa estacionaria será determinada por el fenómeno de escalamiento debido a que
el mismo requiere una energía de activación mayor que el correspondiente para el
deslizamiento cruzado. En consecuencia, a medida que aumenta la temperatura, se incrementa
la energía de activación y aumenta, fundamentalmente el escalonamiento de las dislocaciones,
produciendo un incremento de la velocidad de creep en el estado estacionario.
5. Influencia de la tensión y de la temperatura
El creep es principalmente un proceso de deslizamiento de dislocaciones, el cual se hace
progresivamente más fácil a medida que la temperatura aumenta, asociado a una mayor
energía interna del material. La influencia en el comportamiento bajo creep tanto de la
temperatura como del nivel de la tensión aplicada puede observarse en la figura 10. A
temperaturas inferiores a 0.4 de la temperatura de fusión y luego de la deformación inicial la
deformación es virtualmente independiente del tiempo. Una curva de fluencia lenta con sus
tres etapas bien definidas sólo se encuentra bajo ciertas condiciones de tensión y de
temperatura. Al aumentar alguno de estos parámetros es posible observar que: a) la
deformación inicial en el instante de aplicación de la carga aumenta, b) la velocidad de
fluencia estacionaria aumenta, y c) el tiempo hasta la rotura disminuye.
Figura 10: Modificación del creep con la temperatura y la tensión
Por otra parte, la exposición prolongada a temperatura
elevada puede originar inconvenientes en la
estabilidad metalúrgica de los metales y aleaciones
(recristalización, solubilización de carburos).
Además, el incremento de la temperatura, reduce el
módulo de elasticidad (tabla 1) y aparece la dilatación
térmica. Todos estos factores aumentan la velocidad
del creep secundario.
5.1. Curva de carga y descarga
En la figura 11 se ilustra el efecto en general de carga y descarga en creep. Si en el tiempo
cero se aplica una tensión en forma repentina, se produce una deformación elástica
T3 o σ3
T2 o σ2
T1 o σ1
T < 0.4 Tf
Cre
ep
T3>T2>T1σ3>σ2>σ1
Tiempo

Creep
Conocimiento de Materiales – Materiales Industriales 11
instantánea ε0 seguida por una deformación transitoria con tasa decreciente hasta alcanzar la
amplitud εt. Al quitar la carga en un tiempo t, el proceso se invierte: la deformación
disminuye recuperando la deformación elástica ε0, y luego permanece una deformación
diferida que se hace asintótica hasta alcanzar la deformación remanente εr, llamada
deformación por creep.
6. Alcance y aplicabilidad de los ensayos de fluencia lenta
Los ensayos de creep parecen constituir la única guía satisfactoria del comportamiento de
metales y aleaciones para el servicio a altas temperaturas. Estos ensayos son inherentemente
de larga duración, pero los períodos de ensayo pueden no obstante ser cortos en comparación
con los períodos de servicio de las estructuras reales, de modo que la extrapolación de los
datos de los ensayos de creep debe realizarse con prudencia. Los ensayos de creep requieren
demasiado tiempo para usarse como ensayos de aceptación, sin embargo, constituyen la base
de los datos útiles en el diseño. Existen dos variantes para la evaluación de la fluencia lenta de
los metales:
a) La primera consiste en medir la deformación que experimenta a través del tiempo, un
material sometido a una carga constante, y a una temperatura determinada (creep).
Figura 11: Descarga a un tiempo t de un material sometido a creep (de H. Davis).
b) La segunda variante se refiere a la
medición de la variación necesaria de
la carga para mantener constante una
longitud determinada de un material,
a una cierta temperatura. Esta prueba
recibe el nombre de relajamiento.
Si bien ambos tipos de ensayo
involucran la medición de una
deformación o de una tensión
originada por fluencia lenta, su
aplicación práctica es distinta.
Mientras que la primera prueba es fundamental para el estudio de aleaciones que intervienen
en la construcción de las turbinas o cohetes, la prueba de relajación es importante en cables y
Deformación elástica (ε0)
Creep bajo carga
Probeta sin carga
Recuperación elástica (ε0)
Recuperación plástica
Deformación plástica permanente (εr)
Def
orm
ació
n
Tiempot
ε t

Creep
Conocimiento de Materiales – Materiales Industriales 12
en el estudio de los aceros para estructuras de hormigón pretensado (donde es necesario
conocer la pérdida de carga que experimentan los cables de tensado para tenerla en cuenta
durante la operación de estiramiento, con el objeto de provocar la precompresión del
hormigón).
6.1. Descripción del ensayo de fluencia lenta bajo tensión constante
Si este ensayo se realiza a temperatura ambiente, no difiere del ensayo de tracción estudiado
con anterioridad. En cambio, si se debe efectuar a una temperatura determinada, es necesario
disponer de un horno eléctrico provisto con los dispositivos adecuados para el control de la
temperatura. La figura 12a muestra un esquema de una máquina de creep, en tanto que en la
figura 12b se observa un horno eléctrico típico utilizado en este ensayo.
a) b)
Figura 12: a) Horno eléctrico y extensómetro para el ensayo de creep y b) Equipo de carga para el ensayo de creep (de H. Davis).
El procedimiento de ensayo es el siguiente: la probeta sin carga se acondiciona a la
temperatura requerida dentro del horno, en el cual es calentada por lo menos durante cuatro
horas. Luego se aplica una carga inicial equivalente al 10% de la carga de ensayo, para ajustar
Tapón Boquilla portaprobeta
Aislante
Tram
o de
ca
libra
ción
Elemento calefactor
ProbetaTermopar
Varilla impulsora superiorVarilla impulsora inferiorIndicador conectado a lavarilla inferior
Resorte Rodillo
Horno
Probeta
Pesas

Creep
Conocimiento de Materiales – Materiales Industriales 13
los instrumentos; y se efectúa entonces la lectura del tramo de calibración. Luego, se aplica
sin choques y cuidando que no haya vibraciones, toda la carga estipulada y a partir de este
momento se comienza a contar el tiempo de ensayo.
La temperatura y las indicaciones del aparato de medida (extensómetro) deben permanecer
invariables por lo menos 5 minutos. Primero se lee la nueva magnitud del tramo de
calibración que habrá experimentado una deformación elástica, para luego continuar con las
lecturas de la fluencia a intervalos de minutos al comienzo, luego a horas, con un
espaciamiento cada vez mayor, hasta completar por lo menos 1000 horas. Es de importancia,
el mantenimiento de la constancia de la temperatura, admitiendo tolerancias de ± 1 ºC hasta
100 ºC y ± 1 % de la temperatura de ensayo para más de 100 ºC.
Los aparatos de medición de alargamiento deben acusar variaciones del orden de 0.001%. Al
mismo tiempo que se miden las deformaciones, se registran las temperaturas, ya que el
promedio de por lo menos 50 lecturas se toma como la temperatura real de ensayo.
Como dato ilustrativo cabe señalar que los materiales utilizados en motores para aviones se
suelen someter a ensayos de fluencia lenta de corta duración durante un periodo de 100 a
1000 horas, mientras que aquellos empleados en una planta térmica, de los que se espera una
larga vida en servicio, se someten a ensayos cuya duración se prolonga de 1000 a 10000
horas. En cuanto a las temperaturas de ensayo, estas oscilan entre 100 y 350 ºC para
aleaciones livianas, entre 600 y 700 ºC para materiales componentes de plantas térmicas y de
900 a 1200 ºC o más para motores de aviones o cohetes.
Las condiciones generales del ensayo de creep en materiales metálicos están determinadas por
la norma IRAM-IAS U500-161-1/89 y en la norma ASTM E 139/83.
6.1.1. Datos de creep y su interpretación
La figura 13 muestra las curvas de creep trazadas directamente de los ensayos experimentales
para una temperatura de 450 ºC. Una curva de este tipo da una información incompleta acerca
del material por cuanto son cuatro variables que intervienen en el proceso del creep: tensión,
deformación, tiempo y temperatura. A partir de una curva como la mencionada se puede
obtener la siguiente información adicional:
ü El tiempo necesario para desarrollar una deformación límite (figura 13b).
ü La velocidad de deformación durante el creep estacionario (figura 13c).

Creep
Conocimiento de Materiales – Materiales Industriales 14
ü El tiempo para el comienzo del creep terciario.
ü El tiempo para producir la rotura de la probeta (figura 13d).
Los tiempos de ensayo pueden ser de 1.000, 10.000 o 100.000 horas, de manera de que estos
valores representen una vida corta, moderada y larga, respectivamente. Al no disponer de
muchos resultados para 100.000 horas (11 años), para esta situación se extrapola a partir de
ensayos de tiempos más cortos.
a) c)
Dos definiciones importantes del tema creep son
las siguientes:
Resistencia al creep: Es la mayor tensión que un
material puede soportar durante un período
especificado de tiempo sin deformarse
excesivamente. También, se lo suele denominar
límite de creep.
Resistencia a la rotura por creep: La mayor
tensión que un material puede soportar durante un
período especificado de tiempo, sin romperse. Se
llama también resistencia a la rotura. La tabla 2
muestra algunos valores típicos de límite de creep
y resistencia a la rotura de varias aleaciones a
diferentes temperaturas.
Figura 13: a) Curva de creep, b) Curva tensión-tiempo para una deformación determinada, c) Curva tensión-velocidad de creep estacionario y d) Curva tensión-tiempo de rotura.
Cre
ep
Tiempo
σ1
σ3
σ2
σ4
σ4 > σ3 > σ2 > σ1
T = cte
ε
Tiempo
T = cteε = cte
σ4
σ3
σ2
σ1
t4 t3 t2 t1
Ten
sión
ν4
ν3
ν2
ν1
σ3
T = cte
ν1 ν2 ν3 ν4
σ4
σ2
σ1
Velocidad
Ten
sión
Tiempo de rotura
T = cte
σ4
σ3
σ2
σ1
Ten
sión
t4 t3 t2 t1
b)
d)

Creep
Conocimiento de Materiales – Materiales Industriales 15
6.2. Descripción del ensayo de Relajamiento
En el ensayo de relajamiento, el procedimiento de ensayo es el siguiente: se somete a la
probeta a un esfuerzo predeterminado σ, bajo el cual se marca el tramo inicial de medición o
longitud de referencia. Esta debe mantenerse constante dentro de una tolerancia prefijada (por
lo menos 5 minutos). Luego la carga irá disminuyendo por efecto del relajamiento del
material en el transcurso del tiempo, por lo cual se registrarán las cargas que sean necesarias
para mantener constante dicha longitud. Como en el caso anterior, las observaciones se deben
extender durante un lapso de tiempo de por lo menos 100 horas a 1.000 horas, pudiendo llegar
a 10.000 horas o más. En la figura 14 se observa como crece la deformación plástica en el
tiempo, siendo entonces necesarios disminuir la deformación elástica para mantener constante
la deformación total.
Algunos materiales presentan un descenso exponencial del esfuerzo, que sigue la relación de
la ecuación 1,
σ = σ0 e-t/λ (ecuación 1)
donde σ0 es la tensión en el tiempo cero, σ el la tensión en el tiempo t y λ es el tiempo de
relajación. Es posible representar gráficamente los resultados como se indica en la figura 15,
tomándose en el eje vertical las tensiones medidas en el transcurso del ensayo y en el eje
horizontal se ubican los tiempo en horas, tomados en escala logarítmica.
Tabla 2: Valores de resistencias a alta temperatura para algunas aleaciones ferrosas (de S. Avner).
Límite de creep, MPa Aleación
Temperatura, °C
Resistencia a la rotura, MPa 0.1 % por
1000 hora 0.01 % por 1000 hora
Acero al carbono, 0.15 % C 476 587 698
…… 82.70 15.16
184.6 39.61 4.271
127.5 18.60 2.00
Acero al carbono-molibdeno, 0.15 C, 0.55 Mo
476 587 698
…… 172.2 30.31
206.7 74.41 13.78
144.7 46.16 4.82
Acero inoxidable tipo 410, 13 Cr
587 698 754
131.00 48.23 ……
82.68 15.16 ……
…… …… ……

Creep
Conocimiento de Materiales – Materiales Industriales 16
Figura 14: Deformación elástica y plástica en un ensayo de relajación.
Sobre la base de la figura 15 se traza una
nueva gráfica, en la cual el eje vertical
contiene las tensiones y el eje horizontal los
porcentajes de deformación por fluencia,
dando una familia de curvas por cada espacio
de tiempo considerado y para una misma
temperatura (figura 16).
Por último se repite la misma operación con temperaturas distintas y se obtiene una familia de
curvas de fluencia (0,2%; 0,4%; ….. 1%) para diversas relaciones de tensiones y temperatura.
Figura 15: Curvas de relajación de un material a distintas temperaturas
Figura 16: Curvas tensión-creep obtenidas a partir de la curva tensión-tiempo del ensayo de relajación
7. Características de diseño en creep.
Las propiedades más importantes usadas directamente en el diseño de creep son: Resistencia
al creep y Resistencia a la rotura por creep, las cuales varían con la temperatura. La tensión
referida en las resistencias de diseño es usualmente la tensión inicial. El tiempo de mayor
interés en la determinación del creep o resistencia a la rotura, es la vida de servicio, medida en
miles de horas o en años. La deformación permitida se expresa como deformación total
(instantánea más creep) y es medida en por ciento. La cantidad de deformación considerada
Ten
sión
Logaritmo del tiempo de ensayo
ε = cteT1>T2>T3
T1
T2
T3
Ten
sión
2 año
s
4 año
s 6 años
8 años
10 años
Creep, %
Deformación elástica
Deformación plástica
Deformación total
Def
orm
ació
n
Tiempo

Creep
Conocimiento de Materiales – Materiales Industriales 17
excesiva depende del tipo de material y de la pieza construida con él‚ varía del 1 al 5%. A
continuación se examinarán distintos métodos para predecir la tensión de diseño para metales.
7.1. Métodos para predecir la tensión de creep
La resistencia al creep es determinada experimentalmente en varias formas. Una de ellas es
simplemente ensayar varias probetas simultáneamente, a la temperatura operativa esperada,
pero cada una bajo tensiones distintas, construyendo un gráfico similar a la figura 17a. Luego,
midiendo para cada una de las probetas el tiempo requerido para producir la deformación
permitida, εp, se obtiene la curva tensión-tiempo (figura 17b), de la cual con la vida de
servicio de la pieza (ts) se estima la tensión máxima (σmáx).
Los ensayos de esta clase son usualmente limitados a 1.000 horas (ocasionalmente,
10.000 horas). Los resultados de resistencia al creep pueden ser tabulados sobre la base de una
cantidad especificada de deformación por creep para varias temperaturas. La tabla 3 muestra
la resistencia al creep para 1% de deformación en 1.000 horas de un acero inoxidable.
Cuando los tiempos de ensayos disponibles son limitados a 1.000 horas, las propiedades de
creep usadas en diseño para tiempos prolongados se basan en extrapolaciones.
Figura 17: Curvas para predecir la tensión de creep. a) Deformación-tiempo y b) Tensión-tiempo.
Tabla 3: Resistencia al creep o límite de creep de un acero inoxidable (ε=1%)
Temperatura, ºC Tensión, MPa (ε=1% a 1.000 horas)
590 124
730 28
870 7
Cre
ep
Tiempo
σ1
σ3
σ2
σ4
σ4 > σ3 > σ2 > σ1
T = cte
εp
Tiempo
T = cteε = εp
σ4
σ3
σ2
σ1
t4 t3 t2 ts t1
Ten
sión
σmáx

Creep
Conocimiento de Materiales – Materiales Industriales 18
Se puede extender la curva de la figura 17b, al tiempo requerido, empleando escala
logarítmica (figura 18), puesto que es más adecuado extrapolar sobre una recta, pero sólo
hasta un ciclo más allá del tiempo del ensayo, para no cometer grandes errores.
Figura 18: Relación entre el logaritmo de la tensión y el logaritmo del tiempo de ensayo para varias deformaciones.
En algunos casos las deformaciones de creep
se han estimado suponiendo que el creep
procede a una velocidad constante por
períodos muchas veces mayores que los
períodos de observación, aún cuando el
ensayo no haya sido conducido hasta la
segunda etapa. Esto se hace extendiendo una
tangente hasta el fin de la curva de creep en
algún punto de la primera etapa.
Aunque esta práctica ha resultado útil, constituye sólo una aproximación. El ensayo debe
conducirse durante suficiente tiempo para establecer la velocidad mínima de creep (ν0) de la
segunda etapa. Entonces para un mayor tiempo t que el cubierto por el ensayo, el creep total
(εp) puede determinarse por la ecuación 2.
εp = ε0 + ν0 t (ecuación 2)
Un ejemplo de la reducción de los datos de creep típica se muestra en la figura 19. La
figura 19a muestra las curvas de creep trazadas directamente de los datos experimentales para
una temperatura de 450 ºC. Las curvas de creep extrapoladas para varias tensiones se
muestran en la figura 19b. Como este esquema de evaluación es inválido para deformaciones
que se extiendan más allá de la inflexión hacia la tercera parte del creep, se recomienda que
las extrapolaciones no se lleven más allá del equivalente a una deformación de 1 %.
Para obtener una tensión admisible (una tensión admisible que produzca un creep
especificado en un tiempo establecido) se traza inicialmente una gráfica entre la tensión y el
porcentaje de creep para varios períodos de tiempos (figura 19c). Así para un creep de 1 % a
10 años, la tensión admisible para una temperatura de 450 ºC resulta ser de 90 MPa. También
se pueden determinar las tensiones para otras temperaturas, y las relaciones entre la tensión y
la temperatura para varios valores de creep se registran como lo indica la figura 19d.
Las tensiones limitantes de creep para varios tipos de acero a diferentes temperaturas de
trabajo, para un período de 100.000 horas con un creep de 1 % se muestran en la figura 20.
Logaritmo del tiempo
T = cte
Log
aritm
o de
la T
ensi
ónε = 1 %
ε = 0.2 %ε = 0.1 %
ε = 0.5 %

Creep
Conocimiento de Materiales – Materiales Industriales 19
a) b)
c) d)
Figura 19: a) Curvas de creep original para una temperatura de 450 ºC, b) Curvas de creep extrapoladas para una temperatura de 450 ºC, c) Relaciones entre la tensión y el creep para una temperatura de 450 ºC y d) Relación entre la tensión y la temperatura para producir un creep específico a 10 años (de H. Davis).
7.2. Procedimiento para obtener la tensión de rotura por creep
La tensión requerida para producir la rotura (resistencia a la rotura) luego de un cierto tiempo
se encuentra de una manera similar a la descripta en el primer método. Distintas probetas son
ensayadas simultáneamente, a la temperatura de trabajo esperada, cada una bajo diferentes
tensiones.
El tiempo antes de la rotura es registrado para cada probeta y dibujado luego con la
correspondiente tensión. Un diagrama aproximadamente lineal puede ser obtenido dibujando
log σ vs log rotura, sin embargo, largos tiempos de ensayo muestran una precisa curvatura
descendente en ambos tipos de gráficos. La resistencia a la rotura por creep para una vida de
0.025
0.020
0.015
0.010
0.005
0
Cre
ep, m
m/ m
m
140 MPa
110 MPa
85 MPa
55 MPa
30 MPa
0 1000 2000
Tiempo, horas
Cre
ep, % 14
0 MPa
110 M
Pa
85 MPa
55 MPa
30 MPa
Tiempo, años
1.0
0.8
0.6
0.4
0.2
00 5 10
Cre
ep e
lem
enta
l2
años
4 año
s
6 años 8 años
10 años
140
105
70
35
0
ε0
Ten
sión
, MPa
0 0.2 0.4 0.6 0.8 1.0Creep, %
Ten
sión
, MPa
Temperatura, ºC
98
84
70
56
42
28
14
0
1.0 % creep
0.8 %
0.6 %
0.4 %
0.2 %
365 476 587 698 809

Creep
Conocimiento de Materiales – Materiales Industriales 20
servicio dada puede ser encontrada en forma gráfica por interpolación. Las tensiones de
trabajo son luego obtenidas por aplicación de un factor de seguridad, n, sobre la tensión de
rotura.
Figura 20: Límites de creep (tensiones que producen una deformación de 1 % en 11.4 años) para varios aceros (de H. Davis).
7.2.1. Métodos paramétricos
En reiteradas ocasiones la
información necesaria sobre la
fluencia de los materiales no se puede
obtener de manera práctica mediante
ensayos de laboratorio, esto es
especialmente cierto para
exposiciones prolongadas (del orden
de años), o bien, es necesario conocer
la resistencia al creep que produce
una deformación del 1 % a 100.000
horas (once años), aunque la aleación
de que se trate sólo se fabrique desde
hace dos años.
La solución a estos problemas sería realizar ensayos de fluencia a temperatura en exceso a las
requeridas, durante períodos de tiempos más cortos, y a un nivel de tensión comparable, para
luego realizar una extrapolación de los datos obtenidos a las condiciones de servicio. Sin
embargo, las extrapolaciones sólo son de confianza cuando se asegura que en la región
extrapolada no se producen cambios estructurales que modifiquen la pendiente de las curvas.
Entre los parámetros tiempo-temperatura sugeridos para la extrapolación, el propuesto por
Larson y Miller posee la expresión de la ecuación 3:
(T+460) (C+ log t) = constante (ecuación 3)
donde, T es la temperatura en °F, t es el tiempo en horas y C una constante con un valor
comprendido entre 10 y 30 que debe determinarse experimentalmente. Un ejemplo de la
variación del parámetro de Larson–Miller en función del nivel de tensión aplicada para la
aleación S-590 de base hierro se muestra en la figura 21. No obstante, se considera que en este
530 587 644 701 758 815 872
140
105
70
35
0
Lím
ite d
e cr
eep,
MPa
6% C
r, 19% N
i, 1.1% Si
18% Cr, 8%
Ni, 0.4%
Si0.7% Cr
18% Cr
0.45% C
1.3% Ni
2% Cr, 3.5% Si
Temperatura, ºC

Creep
Conocimiento de Materiales – Materiales Industriales 21
parámetro la temperatura se halla demasiado ponderada y su empleo conduce a la pérdida de
sensibilidad para pequeñas variaciones en la duración hasta la rotura, debidas a
modificaciones estructurales del material.
Más tarde, Manson y Haferd propusieron una modificación del parámetro presentado
anteriormente por Larson–Miller con la forma dada en la ecuación 4:
T – Ta = constante (ecuación 4) log t – log ta
donde, T es la temperatura en °F, t es el tiempo en horas y log ta, Ta constantes deducidas de
los datos experimentales.
Cuando se representa log t en función de T, para los datos obtenidos a tensión constante, se
obtiene una línea recta. Las líneas obtenidas a diferentes tensiones convergen hacia el punto
log ta y Ta como puede observarse en la figura 22.
Figura 21: Variación del parámetro de Larson-Miller en una aleación S-590 de base hierro (de C. Richard).
Figura 22: Curvas a tensión constante obtenidas de la figura tensión-tiempo de rotura en creep (de C. Richard).
Este parámetro modificado ha mostrado mejor acuerdo general que el correspondiente al de
Larson-Miller realizado sobre la base de resultados experimentales aunque posee la
desventaja en la determinación de las constantes log ta y Ta.
20
15
10
5
3
0140 365 590 810 1032 1250
σ=140σ=205
σ=275σ=345σ=415σ=480
Temperatura, ºC
Log
10 t r
Log ta = 20 Ta = 310 ºR1000
100
10
12 16 20 24 28
Tens
ión,
MPa
T(20 + log tr) x 103 (K-h)
25 30 35 40 45 50
T(20 + log tr) x 103 (ºR-h)
°C t a

Creep
Conocimiento de Materiales – Materiales Industriales 22
Ambos parámetros son útiles cuando se representan una gran cantidad de datos empleado
gráficos patrón, del logaritmo de la tensión en función del parámetro.
Aunque es posible que se cometan errores al emplear datos de ensayos a corta duración para
predecir datos a largo tiempo se considera que su empleo da mejor resultado que la simple
extrapolación gráfica a partir de las representaciones logarítmicas dobles.
8. Glosario
Creep (cedencia, fluencia lenta, termofluencia): Deformación permanente que aumenta en
función del tiempo bajo carga constante.
Deslizamiento cruzado: Dislocaciones que evitan obstáculos cambiándose a otro plano de
deslizamiento debido a la acción de un esfuerzo externo.
Ensayo de creep: Medición de la deformación en el tiempo de un material sometido a carga
constante a una determinada temperatura.
Ensayo de relajamiento: Medición de la variación necesaria de la carga para mantener
constante una longitud determinada de un material a una temperatura fija.
Escalamiento de dislocaciones (trepado): Proceso activado térmicamente producido por
difusión de vacancias hacia la dislocación y por traslación de átomos hacia vacancias
adyacentes.
Fractura intergranular: La propagación de la grieta ocurre a lo largo de los bordes de grano.
Fractura transgranular: La propagación de la grieta a través del grano.
Límite de grano: Defecto superficial que representa la delimitación entre dos granos.
Partículas de segunda fase: Fase dura y frágil embebida en una matriz blanda y dúctil.
Recuperación: Proceso que reduce el esfuerzo requerido para continuar la deformación
plástica, producido por el deslizamiento cruzado y el escalamiento de las dislocaciones.
Resbalamiento de límite de grano: Es un proceso de corte en la dirección de los límites de
grano favorecido por la temperatura.
Resistencia a la rotura por creep: La mayor tensión que un material puede soportar durante
un período especificado de tiempo, sin romperse. Se llama también resistencia a la rotura.

Creep
Conocimiento de Materiales – Materiales Industriales 23
Resistencia al creep: Es la mayor tensión que un material puede soportar durante un período
especificado de tiempo sin deformarse excesivamente. También, se lo suele denominar límite
de creep.
Subgranos: Estructura poligonizada de dislocaciones dentro del grano.
Temperatura equicohesiva: Temperatura en la que los granos y los límites de granos tiene la
misma resistencia.
9. Bibliografía
S.H.Avner. Introducción a la metalúrgica física. McGraw-Hill / Interamericana de México S.A.,
México, 1988.
W.Callister, Jr. Ciencia e ingeniería de los materiales. Editorial Reverté, S.A., Barcelona, 1995.
H.E.Davis, G.Troxell, C.Wiskocil. Ensaye e inspección de los materiales en ingeniería. C.E.C.S.A.
México, 1970.
G.E.Dieter, Jr. Metalúrgica mecánica. McGraw-Hill / AguilarS.A., Madrid, 1967.
A.G.Guy. Fundamentos de ciencia de materiales. McGraw-Hill, México,1980.
H.W.Hayden, W.G.Moffatt, J.Wulff. Ciencia de los materiales III – Propiedades mecánicas. Editorial
Limusa S.A – Noriega Editores, México,1991.
A.Helfgot. Ensayo de materiales. Editorial Kapelusz, 1979.
Z. D. Jastrzebski. Naturaleza y propiedades de los materiales para ingeniería. Nueva Editorial
Interamericana SA de CV, 1979.
C.W.Richards. Engineering materials science. Brooks-Cole Publishing Company, 1961.
J.F.Shackelford. Ciencia de materiales para ingenieros. Prentice Hall Hispanoamericana S.A., México,
1995.
W.F.Smith. Fundamentos de la ciencia e ingeniería de materiales. McGraw-Hill / Interamericana de
España S.A., Madrid, 1993.
P. Thornton, V. J. Colangelo. Ciencia de materiales para ingeniería. Prentice Hall Hispanoamericana
S.A., México, 1987.





























