Embed Size (px)
Citation preview

CONSTRUCTION OF RUBBER-MODIFIED ASPHALT
PAVEMENTS
By Jay L. McQuillen, Jr.,1 Member, ASCE, and R. Gary Hicks,2 Fellow, ASCE
ABSTRACT: Public road agencies are currently evaluating hot mix applications of PlusRide™ and Arm-R-Shield™ modified asphalt pavements. The processes use reclaimed rubber from ground automotive and light truck tires to reduce reflective and thermal cracking, suppress traffic noise, increase resistance to studded tire wear, and reduce the environmental impact of tire disposal. The projects constructed to date have primarily been experimental because the capital cost for this surfacing alternative ranges from 1.5 to 2 or more times the cost of conventional asphaltic concrete. A literature review of the construction practices and a questionnaire survey of contractors are used to determine why the construction costs of the modified mixes have been so high. One of the factors is the increase in financial risk perceived by contractors who bid on these types of pavements. Another cost factor, especially with the PlusRide™ system, is the unusual aggregate gradation required by the process. Still another concern is the increased mixing temperatures and times required by both rubber-modified products. For Arm-R-Shield™, the high cost of the mix primarily reflects the cost of the asphalt-rubber binder supplied by the manufacturer. These costs could be reduced by development of specifications which limit the contractor's risk, such as the use of conventional aggregate gradings, requiring minimum increases in mixing temperature and time, and allowing competition between rubber-modified asphalt suppliers.
INTRODUCTION
Background Public road agencies are currently evaluating the use of recycled rubber
to modify hot mix asphalts for road surfacing (Alaska 1985; Grafe 1985; Hicks et al. 1986; Hussein 1983; Lundy et al. 1984; Maree et al. 1984) where the recycled rubber is placed into the mix in several ways. One method patented under the trade name PlusRide™ is marketed in the United States by PlusRide Asphalt, Inc. The PlusRide™ process typically uses 3 % by weight granulated coarse and fine rubber particles to replace some of the mix aggregates (Bjorklund 1979; Svensson 1978). This rubber is obtained from old passenger and truck tires. The rubber particles are cold fed into the mix in a manner similar to the aggregate. The reported advantages of using the PlusRide™ paving system in hot mix applications are (PlusRide 1984):
1. Reflective and thermal pavement cracking are greatly reduced. 2. Resistance to studded tire wear is increased.
'Proj. Engr., Granite Constr. Co., 1900 Glendale Ave., Sparks, NV 89432. 2Prof., Dept. of Civ. Engrg., Oregon State Univ., Corvallis, OR 97331. Note. Discussion open until May 1, 1988. To extend the closing date one month,
a written request must be filed with the ASCE Manager of Journals. The manuscript for this paper was submitted for review and possible publication on December 11, 1986. This paper is part of the Journal of Construction Engineering and Management, Vol. 113, No. 4, December, 1987. ©ASCE, ISSN 0733-9364/87/0004-0537/$01.00. Paper No. 22001.
537
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.

3. Skid resistance is increased. 4. Ice removal by elastic deformation of the rubber granules under
traffic loading and vehicle generated wind. 5. Suppression of pavement tire noise. 6. Recycling used rubber tires which are currently a major environmen
tal problem.
Another method for introducing the rubber into the mix is by directly modifying the asphalt binder. One such process, called Arm-R-Shield™ (A-R-S), was patented by Union Oil Company (Nielson 1978) and currently is marketed by Arizona Refining Company (ARCO). The ARCO product incorporates extender oils and recycled rubber from scrap tires directly in the hot liquid asphalt (Arm-R-Shield 1986). The mix production proceeds as normal with the modified liquid asphalt being used in place of conventional asphalt. The reported benefits of using the A-R-S modified hot mix surfacing include (Arm-R-Shield 1986):
1. Flexibility down to -26° C,(-15° F). 2. Higher viscosity than conventional asphalt at 60° C (140° F). 3. Tougher (in relation to surface wear from studs) and a more elastic
surface. 4. Greater resistance to aging. 5. Recycling of used rubber tires.
There are primarily two reasons why these types of rubber-modified asphalt mixes are not in widespread use. First, the capital cost for this surfacing alternative is high (Takallou et al. 1985). It is not uncommon for the rubber-modified mixes to be 1.5 to 2 times the cost of a conventional mix. Secondly, these mixes have not always performed as well in the field as tests in the laboratory indicated they should (Schuler et al. 1982; Takallou et al. 1985). These two problems create for agencies a higher risk when specifying a modified surface as compared to a surface composed of conventional asphaltic concrete. Therefore, until some of the construction problems are solved and the costs are reduced, rubber-modified alternatives will probably not gain widespread acceptance with road agencies.
Objectives The purpose of this paper is to closely examine the two rubber-modified
products, PlusRide™ and A-R-S. Specific objectives included:
1. Evaluation of methods to improve the constructability of the rubber-modified mixes.
2. Investigation of procedures to reduce their construction costs. 3. Development of construction recommendations which take the first
two items into account.
The recommendations developed for these specific products may carry over to the production and use of other surfacing alternatives, such as polymer- and latex-modified pavements (Diringer and Smith 1985; Epps 1986; Hicks et al. 1986).
538
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.

TABLE 1. Aggregate Gradation for PiusRide™ (Guide Specs. 1986)
Sieve size (1)
3/4-in. (19 mm) 5/8-in. (15.9 mm) 3/8-in. (9.5 mm) 1/4-in. (6.36 mm) No. 10 (2.00 mm) No. 30 (0.600 mm) No. 200 (0.075 mm)
PiusRide™ 12 percentage passing by weight (2)
— 100
60-80 30-44 20-32 13-25 8-12
DESCRIPTION OF RUBBER-MODIFIED ASPHALT PAVEMENTS
Basic Materials
Asphalt One of the basic ingredients in the modified mix is asphalt cement. The
selection of the asphalt viscosity (or penetration) grade using the PiusRide™ process is left to the discretion of the owner. For the A-R-S process, ARCO (Arm-R-Shield 1986; Spec. Arm-R-Shield 1986) suggests the owner specify an asphalt cement meeting the requirements of ASTM D-946 (penetration grades) or ASTM D-3381 (viscosity grades). The properties of the asphalt-rubber blend for the ARCO process must possess a specific viscosity, softening point, and flex temperature (Spec. Arm-R-Shield 1986). The specified binder content is obtained by Marshall or Hveem mix design results reported from ARCO or the owner laboratory (Spec. Arm-R-Shield 1986).
Aggregates Many of the basic aggregate requirements are the same for the rubber-
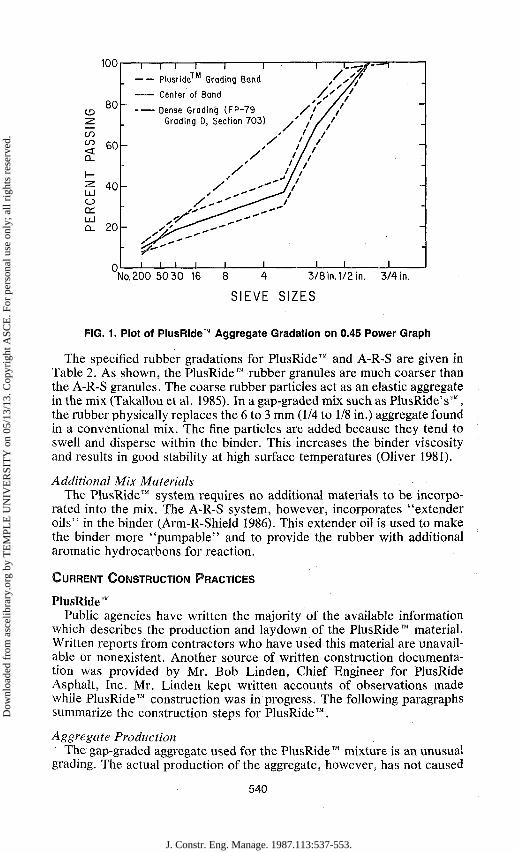
modified mixes as they are for the conventional systems. However, there are some specific requirements which differ with the patent holder. The PiusRide™ process specifies the gradation shown in Table 1. The gradation is gapped to allow space for the rubber granules added to the mix. Figure 1 shows the PiusRide™ gradation plotted on a 0.45 power graph. The figure clearly shows the recommended gap gradings between the 3/8 in. and number 10 (9 to 2 mm) sieve sizes as compared to a dense-graded conventional mix. The recommended specifications also state that the addition of mineral filler is normally required to meet the minus 200 requirement (Esch 1982; Guide Spec. Plusride 1986). The filler reduces the voids in mineral aggregate.
The A-R-S procedure recommends using aggregate gradations which are consistent with the specifying agency's normal practice because the process acts only as a binder modifier.
Rubber The mix ingredient which is unique to these surfacing alternatives is the
rubber. The source of the material used is discarded passenger car and truck tires (Piggott and Woodhams 1979).
539
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
100
<s> 8 0 -
co
£ 60 Q.
g 40 O ce UJ o. 20
0.
i —r i l l i i L - ^ f — i Plusride™ Grading Band ' < / /
Center of Band ^''// Dense Grading (FP-79 / > ' / / Grading D, Section 703) / / / /
' ' / /
/ ' / / / / ///
y .^y/ - ,^0^/
s/s* -̂"•*'*
1 1 1 1 1 1 I I 1
,
-
-
--
-
—
No. 200 50 30 16 8 4 3/8 in. 1/2 in. 3/4 in.
SIEVE SIZES
FIG. 1. Plot of PlusRide™ Aggregate Gradation on 0.45 Power Graph
The specified rubber gradations for PlusRide™ and A-R-S are given in Table 2. As shown, the PlusRide™ rubber granules are much coarser than the A-R-S granules. The coarse rubber particles act as an elastic aggregate in the mix (Takallou et al. 1985). In a gap-graded mix such as PlusRide's™, the rubber physically replaces the 6 to 3 mm (1/4 to 1/8 in.) aggregate found in a conventional mix. The fine particles are added because they tend to swell and disperse within the binder. This increases the binder viscosity and results in good stability at high surface temperatures (Oliver 1981).
Additional Mix Materials The PlusRide™ system requires no additional materials to be incorpo
rated into the mix. The A-R-S system, however, incorporates "extender oils" in the binder (Arm-R-Shield 1986). This extender oil is used to make the binder more "pumpable" and to provide the rubber with additional aromatic hydrocarbons for reaction.
CURRENT CONSTRUCTION PRACTICES
PlusRide™ Public agencies have written the majority of the available information
which describes the production and laydown of the PlusRide™ material. Written reports from contractors who have used this material are unavailable or nonexistent. Another source of written construction documentation was provided by Mr. Bob Linden, Chief Engineer for PlusRide Asphalt, Inc. Mr. Linden kept written accounts of observations made while PlusRide™ construction was in progress. The following paragraphs summarize the construction steps,for PlusRide™.
Aggregate Production The gap-graded aggregate used for the PlusRide™ mixture is an unusual
grading. The actual production of the aggregate, however, has not caused
540
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
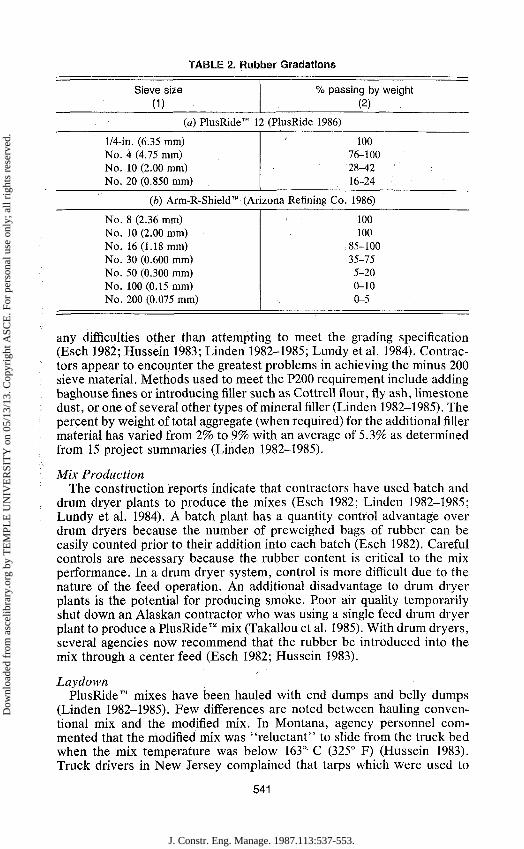
TABLE 2. Rubber Gradations
Sieve size % passing by weight (D (2)
(a) PlusRide™ 12 (PlusRide 1986)
1/4-in. (6.35 mm) No. 4 (4.75 mm) No. 10 (2.00 mm) No. 20 (0.850 mm)
100 76-100 28^2 16-24
(b) Arm-R-Shield1" (Arizona Refining Co. 1986)
No. 8 (2.36 mm) No. 10 (2.00 mm) No. 16 (1.18 mm) No. 30 (0.600 mm) No. 50 (0.300 mm) No. 100 (0.15 mm) No. 200 (0.075 mm)
100 100
85-100 35-75 5-20 0-10 0-5
any difficulties other than attempting to meet the grading specification (Esch 1982; Hussein 1983; Linden 1982-1985; Lundy et al. 1984). Contractors appear to encounter the greatest problems in achieving the minus 200 sieve material. Methods used to meet the P200 requirement include adding baghouse fines or introducing filler such as Cottrell flour, fly ash, limestone dust, or one of several other types of mineral filler (Linden 1982-1985). The percent by weight of total aggregate (when required) for the additional filler material has varied from 2% to 9% with an average of 5.3% as determined from 15 project summaries (Linden 1982-1985).
Mix Production The construction reports indicate that contractors have used batch and
drum dryer plants to produce the mixes (Esch 1982; Linden 1982-1985; Lundy et al. 1984). A batch plant has a quantity control advantage over drum dryers because the number of preweighed bags of rubber can be easily counted prior to their addition into each batch (Esch 1982). Careful controls are necessary because the rubber content is critical to the mix performance. In a drum dryer system, control is more difficult due to the nature of the feed operation. An additional disadvantage to drum dryer plants is the potential for producing smoke. Poor air quality temporarily shut down an Alaskan contractor who was using a single feed drum dryer plant to produce a PlusRide™ mix (Takallou et al. 1985). With drum dryers, several agencies now recommend that the rubber be introduced into the mix through a center feed (Esch 1982; Hussein 1983).
Laydown PlusRide™ mixes have been hauled with end dumps and belly dumps
(Linden 1982-1985). Few differences are noted between hauling conventional mix and the modified mix. In Montana, agency personnel commented that the modified mix was "reluctant" to slide from the truck bed when the mix temperature was below 163°- C (325° F) (Hussein 1983). Truck drivers in New Jersey complained that tarps which were used to
541
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
cover the PlusRide™ mix were not able to be cleaned (Diringer and Smith 1985). Agency personnel commented that the complaints appeared justified.
The laydown machinery used includes both the hopper and pick-up type (Linden 1982-1985). The Alaskan DOT and personnel also made one attempt to place the mix by using a motor patrol after end dumping the material (Esch 1982). The mix placed by the grader "proved too sticky" to be easily leveled. Comments on laydown were not directed toward which type of machine was best. Instead, it was noted that the machinery should be equipped with a full width vibrating screed to aid in compaction (Esch 1982; Hicks et al. 1986).
Contractors had the greatest success raking the longitudinal joints and performing other handwork while the mix was at normal laydown temperatures of 149° C to 160° C (300° F to 320° F) (Linden 1982-1985).
Compaction During and after laydown, the mix has been described as "sticky" by
several of the reporting agencies (Hicks et al. 1986; Hussein 1983; Lundy et al. 1984). However, the references to "stickiness" were typically not associated with any unusual problem except one. Almost without exception, each PlusRide™ project has had some trouble with the mix being picked up by the rollers. The most successful rolling method used by contractors to prevent or reduce mix pick-up included removing rubber-tired rollers from the rolling pattern, making sure all water nozzles are fully operational, and using liquid detergent in the drum water (Hussein 1983; Linden 1982-1985; Lundy et al. 1984).
Contractors use standard compaction equipment to roll the rubber-modified mix. Breakdown rollers are typically 9,072 to 10,886 kg (10 to 12 ton) vibratory steel drum units (Diringer and Smith 1985; Esch 1982; Hussein 1983; Lundy et al. 1984). Finish or intermediate rollers are also steel drum units but are not always required to be vibratory, nor are they as heavy. As discussed previously, the absence of the pneumatic rollers was the only difference between the rubber-modified roller spread and the spread used for conventional asphalt surfacings.
Arm-RrShield™ Only a limited amount of printed information is available which de
scribes the hot mix A-R-S process. Of the documentation that is available, the majority of it has been written by public agencies (Grafe 1985; Maree et al. 1984; Status of Rubber 1983).
Aggregate Production The ARCO process uses a very fine "crumb" rubber as compared to the
PlusRide™ process. The product has been used with open-graded (Grafe 1985; Maree et al. 1984; Status of Rubber 1983) and dense-graded aggregates (Hicks et al. 1986; Status of Rubber 1983).
Mix Production The only major difference between the production of an A-R-S mix and
a conventional hot mix is the preblending of the rubber with the asphalt. The preblending has taken place in insulated trucks and tanks (Hicks et al. 1986; Watson and Davidson 1984). After the binder had been prepared, it
542
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
was pumped into the plant using conventional methods. There was one problem which was noted on a project of relatively small size (70 x 103 kg) (78 tons of binder). The distributor truck which was used for mixing the material had such a small capacity pump and hose that mix production in tons per hour was significantly reduced (Hicks et al. 1986). A 2,720 kg (3 ton) batch took 2 to 7 min to complete.
( The A-R-S mix has been produced in batch and continuous mix plants (Hicks et al. 1986; Watson and Davidson 1984). Drum dryer plants have also been recommended for use (Vallerga 1981). None of the published information describes any peculiar problems with the use of specific plant type.
Laydown For hauling the modified mix, truck beds should not be oiled because it
» has been found that the oil can aggravate the stickiness of the material (Vallerga 1981). Otherwise, the placement of the A-R-S mix has not been described as being any different from conventional asphaltic concrete (Hicks et al. 1986; Vallerga 1981; Watson and Davidson 1984). Pick-up machines as well as hopper machines have been used for spreading the modified material.
1 Compaction Several important points have been noted regarding compaction of the
A-R-S material (Hicks et al. 1986; Vallerga 1981; Watson and Davidson 1984). First, pneumatic rollers are not used. This is because of the "stickiness" of the material. Secondly, the mix generally must be allowed
i to cool prior to breakdown rolling. Because of the high production ( temperatures, the mix immediately behind the paver is unstable and ' extremely tacky. On one project, the breakdown roller was required to
stay approximately 305 m (1000 ft) behind the paver. And finally, because the mix has a tendency to pick-up on the rollers, the drum spray bars should all be working properly and a detergent should be mixed with the water.
EVALUATION OF CURRENT CONSTRUCTION PRACTICES
[ Survey Procedure To obtain construction information from contractors on their experience
with the PlusRide™ and Arm-R-Shield™ mixes, a survey and interview procedure was developed to summarize the contractor knowledge.
The questionnaire was designed to obtain the following three key items of information from the contractors:
1. What kind of differences existed between construction of PlusRide™ or A-R-S mixes and a conventional mix?
2. How did these differences affect the mix price? 3. What sort of modifications to the construction process would they
recommend?
Summary of Results Thirty questionnaires were sent to contractors who had used the
PlusRide™ process. Nineteen of those questionnaires were returned for a
543
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
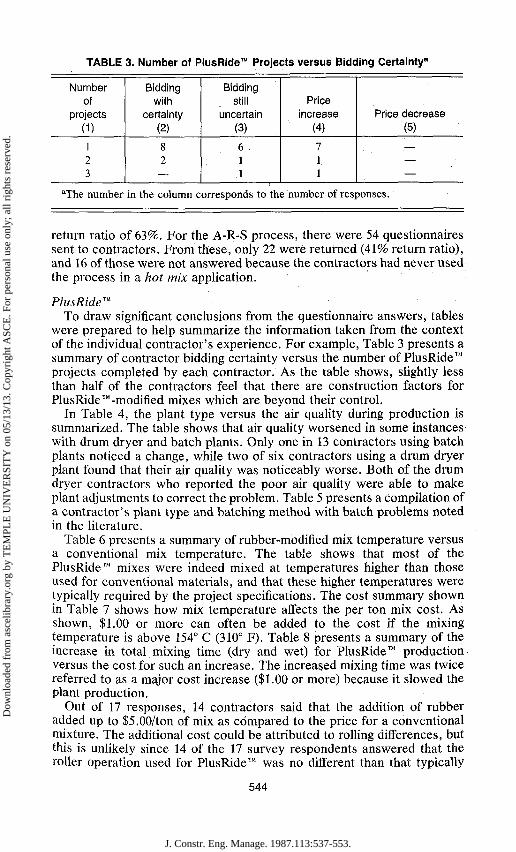
TABLE 3. Number of PlusRide™ Projects versus Bidding Certainty'
Number of
projects
(D 1 2 3
Bidding with
certainty (2)
8 2
—
Bidding still
uncertain (3)
6 1 1
Price increase
(4)
7 1 1
Price decrease (5)
— — —
aThe number in the column corresponds to the number of responses.
return ratio of 63%. For the A-R-S process, there were 54 questionnaires sent to contractors. From these, only 22 were returned (41% return ratio), and 16 of those were not answered because the contractors had never used the process in a hot mix application.
PlusRide™ To draw significant conclusions from the questionnaire answers, tables
were prepared to help summarize the information taken from the context of the individual contractor's experience. For example, Table 3 presents a summary of contractor bidding certainty versus the number of PlusRide™ projects completed by each contractor. As the table shows, slightly less than half of the contractors feel that there are construction factors for PlusRide "'-modified mixes which are beyond their control.
In Table 4, the plant type versus the air quality during production is summarized. The table shows that air quality worsened in some instances with drum dryer and batch plants. Only one in 13 contractors using batch plants noticed a change, while two of six contractors using a drum dryer plant found that their air quality was noticeably worse. Both of the drum dryer contractors who reported the poor air quality were able to make plant adjustments to correct the problem. Table 5 presents a compilation of a contractor's plant type and batching method with batch problems noted in the literature.
Table 6 presents a summary of rubber-modified mix temperature versus a conventional mix temperature. The table shows that most of the PlusRide™ mixes were indeed mixed at temperatures higher than those used for conventional materials, and that these higher temperatures were typically required by the project specifications. The cost summary shown in Table 7 shows how mix temperature affects the per ton mix cost. As shown, $1.00 or more can often be added to the cost if the mixing temperature is above 154° C (310° F). Table 8 presents a summary of the increase in total mixing time (dry and wet) for PlusRide™ production versus the cost for such an increase. The increased mixing time was twice referred to as a major cost increase ($1.00 or more) because it slowed the plant production.
Out of 17 responses, 14 contractors said that the addition of rubber added up to $5.00/ton of mix as compared to the price for a conventional mixture. The additional cost could be attributed to rolling differences, but this is unlikely since 14 of the 17 survey respondents answered that the roller operation used for PlusRide™ was no different than that typically
544
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
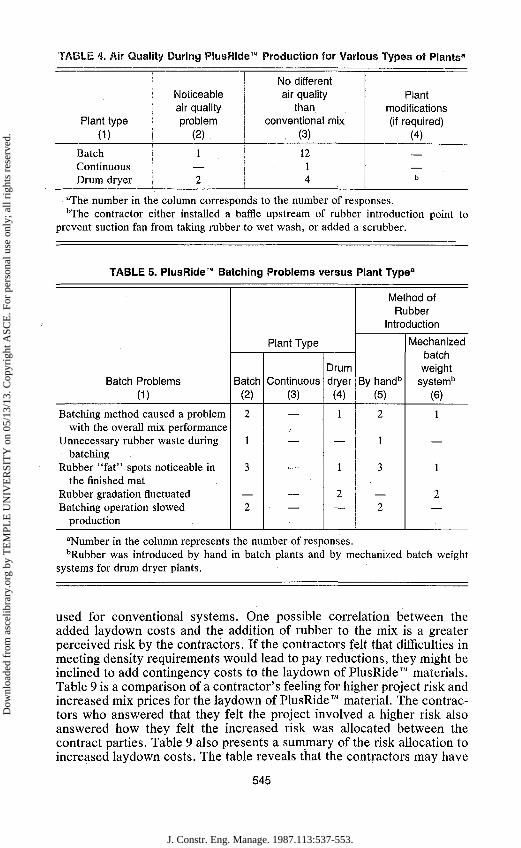
TABLE 4. Air Quality During PiusHide™ Production for Various Types of Plants8
Plant type (1)
Batch Continuous Drum dryer
Noticeable air quality problem
(2)
1 — 2 .
No different air quality
than conventional mix
'. (3)
12 1 4
Plant modifications (if required)
(4)
— b
aThe number in the column corresponds to the number of responses. •The contractor either installed a baffle upstream of rubber introduction point to
prevent suction fan from taking rubber to wet wash, or added a scrubber.
TABLE 5. PlusRide™ Batching Problems versus Plant Type3
Batch Problems
(D Batching method caused a problem
with the overall mix performance Unnecessary rubber waste during
batching Rubber "fat" spots noticeable in
the finished mat Rubber gradation fluctuated Batching operation slowed
production
Plant Type
Batch (2)
2
1
3
— 2
Continuous (3)
—
—
—
— —
Drum dryer
(4)
1
—
1
2 _
Method of Rubber
Introduction
By handb
(5)
2
1
3
— 2
Mechanized
batch weight
systemb
(6)
1
—
1
2 —
"Number in the column represents the number of responses. bRubber was introduced by hand in batch plants and by mechanized batch weight
systems for drum dryer plants.
used for conventional systems. One possible correlation between the added laydown costs and the addition of rubber to the mix is a greater perceived risk by the contractors. If the contractors felt that difficulties in meeting density requirements would lead to pay reductions, they might be inclined to add contingency costs to the laydown of PlusRide™ materials. Table 9 is a comparison of a contractor's feeling for higher project risk and increased mix prices for the laydown of PlusRide™ material. The contractors who answered that they felt the project involved a higher risk also answered how they felt the increased risk was allocated between the contract parties. Table 9 also presents a summary of the risk allocation to increased laydown costs. The table reveals that the contractors may have
545
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
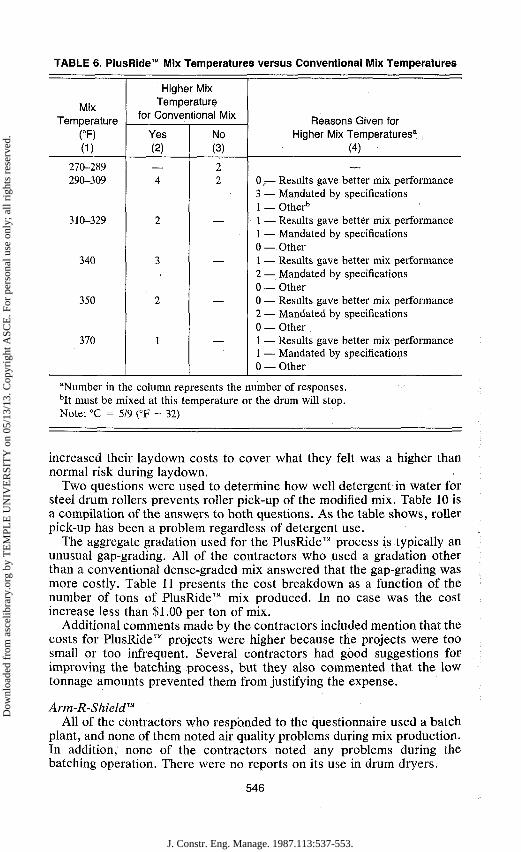
TABLE 6. PlusRide™ Mix Temperatures versus Conventional Mix Temperatures
Temperature (°F) (D
270-289 290-309
310-329
340
350
370
Higher Mix Temperature
for Conventional Mix
Yes (2) — 4
2
3
2
1
No (3)
2 2
Reasons Given for Higher Mix Temperatures8
(4) —
0 r— Results gave better mix performance 3 — Mandated by specifications 1 — Other" 1 — Results gave better mix performance 1 — Mandated by specifications 0 — Other 1 — Results gave better mix performance 2 — Mandated by specifications 0 — Other 0 — Results gave better mix performance 2 — Mandated by specifications 0 — Other 1 — Results gave better mix performance 1 — Mandated by specifications 0 — Other
"Number in the column represents the number of responses. bIt must be mixed at this temperature or the drum will stop. Note: °C = 5/9 (°F - 32)
increased their laydown costs to cover what they felt was a higher than normal risk during laydown.
Two questions were used to determine how well detergent in water for steel drum rollers prevents roller pick-up of the modified mix. Table 10 is a compilation of the answers to both questions. As the table shows, roller pick-up has been a problem regardless of detergent use.
The aggregate gradation used for the PlusRide™ process is typically an unusual gap-grading. All of the contractors who used a gradation other than a conventional dense-graded mix answered that the gap-grading was more costly. Table 11 presents the cost breakdown as a function of the number of tons of PlusRide™ mix produced. In no case was the cost increase less than $1.00 per ton of mix.
Additional comments made by the contractors included mention that the costs for PlusRide™ projects were higher because the projects were too small or too infrequent. Several contractors had good suggestions for improving the batching process, but they also commented that the low tonnage amounts prevented them from justifying the expense.
Arm-R-Shield™ All of the contractors who responded to the questionnaire used a batch
plant, and none of them noted air quality problems during mix production. In addition, none of the contractors noted any problems during the batching operation. There were no reports on its use in drum dryers.
546
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
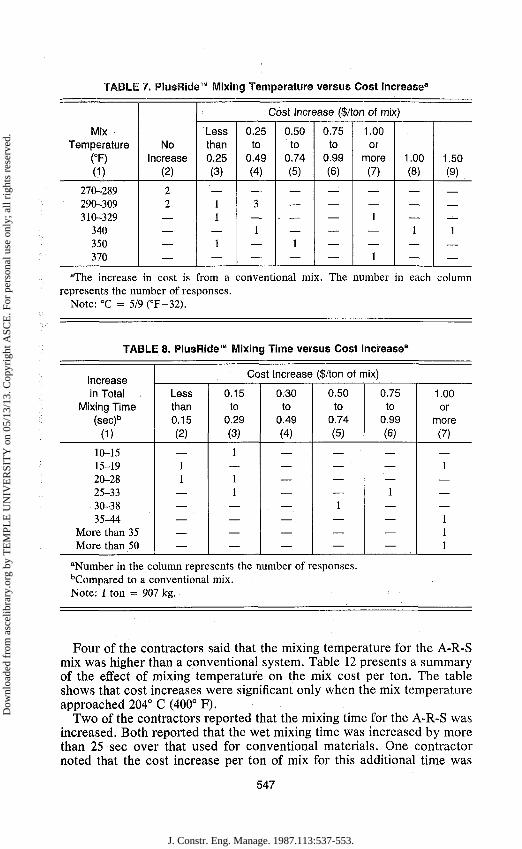
TABLE 7. PlusRide™ Mixing Temperature versus Cost Increase"
Mix Temperature
(°F)
0) 270-289 290-309 310-329
340 350 370
No Increase
(2)
2 2
Cost Increase ($/ton of mix)
Less than 0.25 (3)
1 1
1
0.25 to
0.49 (4)
3
1
0.50 to
0.74 (5)
1
0.75 to
0.99 (6)
—
1.00 or
more (7)
1
1
1.00 (8)
1
1.50 (9)
1
"The increase in cost is from a conventional mix. The number in each column represents the number of responses.
Note: °C = 5/9 (°F-32).
TABLE 8. PlusRide "' Mixing Time versus Cost Increase3
Increase in Total
Mixing Time (sec)b
(D 10-15 15-19 20-28 25-33 30-38 35-44
More than 35 More than 50
Cost Increase ($/ton of mix)
Less than 0.15 (2)
1 1
0.15 to
0.29 (3)
1
1 1
0.30 to
0.49 (4)
—.
0.50 to
0.74 (5)
1
0.75 to
0.99 (6)
1
1.00 or
more (7)
1
1 1 1
"Number in the column represents the number of responses. bCompared to a conventional mix. Note: 1 ton = 907 kg.
Four of the contractors said that the mixing temperature for the A-R-S mix was higher than a conventional system. Table 12 presents a summary of the effect of mixing temperature on the mix cost per ton. The table shows that cost increases were significant only when the mix temperature approached 204° C (400° F).
Two of the contractors reported that the mixing time for the A-R-S was increased. Both reported that the wet mixing time was increased by more than 25 sec over that used for conventional materials. One contractor noted that the cost increase per ton of mix for this additional time was
547
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
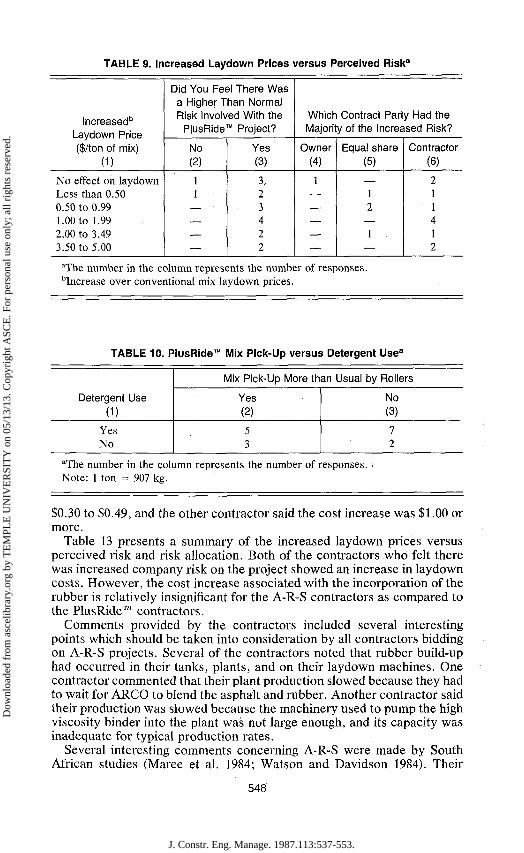
TABLE 9. Increased Laydown Prices versus Perceived Risk'
Increased15
Laydown Price ($/ton of mix)
(1)
No effect on laydown Less than 0.50 0.50 to 0.99 1.00 to 1.99 2.00 to 3.49 3.50 to 5.00
Did You Feel There Was a Higher Than Normal Risk Involved With the
PlusRide™ Project?
No (2)
1 1
Yes (3)
3, 2 3 4 2 2
Which Contract Party Had the Majority of the Increased Risk?
Owner (4)
1
Equal share (5)
1 2
1
Contractor (6)
2 1 1 4 1 2
aThe number in the column represents the number of responses. bIncrease over conventional mix laydown prices.
TABLE 10. PlusRide™ Mix Pick-Up versus Detergent Use"
Detergent Use (1)
Yes No
Mix Pick-Up More than Usual by Rollers
Yes (2)
5 3
No (3)
7 2
The number in the column represents the number of responses. Note: 1 ton = 907 kg.
$0.30 to $0.49, and the other contractor said the cost increase was $1.00 or more.
Table 13 presents a summary of the increased laydown prices versus perceived risk and risk allocation. Both of the contractors who felt there was increased company risk on the project showed an increase in laydown costs. However, the cost increase associated with the incorporation of the rubber is relatively insignificant for the A-R-S contractors as compared to the PlusRide™ contractors.
Comments provided by the contractors included several interesting points which should be taken into consideration by all contractors bidding on A-R-S projects. Several of the contractors noted that rubber build-up had occurred in their tanks, plants, and on their laydown machines. One contractor commented that their plant production slowed because they had to wait for ARCO to blend the asphalt and rubber. Another contractor said their production was slowed because the machinery used to pump the high viscosity binder into the plant was not large enough, and its capacity was inadequate for typical production rates.
Several interesting comments concerning A-R-S were made by South African studies (Maree et al. 1984; Watson and Davidson 1984). Their
548
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
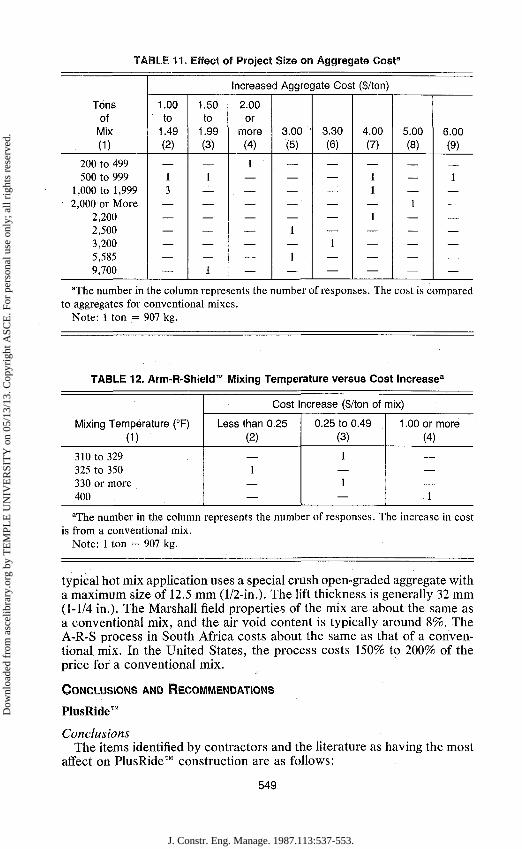
TABLE 11. Effect of Project Size on Aggregate Cost"
Tons of
Mix (1)
200 to 499 500 to 999
1,000 to 1,999 2,000 or More
2,200 2,500 3,200 5,585 9,700
Increased Aggregate Cost ($/ton)
1.00 to
1.49 (2)
1 3
1.50 to
1.99 (3)
1
1
2.00 or
more (4)
1
3.00 (5)
1
1
3.30 (6)
1
4.00 (7)
1 1
1
5.00 (8)
1
6.00 (9)
1
aThe number in the column represents the number of responses. The cost is compared to aggregates for conventional mixes.
Note: 1 ton = 907 kg.
TABLE 12. Arm-R-Shield™ Mixing Temperature versus Cost Increase3
Mixing Temperature (°F) (1)
310 to 329 325 to 350 330 or more 400
Cost Increase ($/ton of mix)
Less than 0.25 (2)
1
0.25 to 0.49 (3)
1
1
1.00 or more (4)
1 aThe number in the column represents the number of responses. The increase in cost
is from a conventional mix. Note: 1 ton = 907 kg.
typical hot mix application uses a special crush open-graded aggregate with a maximum size of 12.5 mm (1/2-in.). The lift thickness is generally 32 mm (1-1/4 in.). The Marshall field properties of the mix are about the same as a conventional mix, and the air void content is typically around 8%. The A-R-S process in South Africa costs about the same as that of a conventional mix. In the United States, the process costs 150% to 200% of the price for a conventional mix.
CONCLUSIONS AND RECOMMENDATIONS
PlusRide™
Conclusions The items identified by contractors and the literature as having the most
affect on PlusRide™ construction are as follows:
549
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.

TABLE 13. Increased Laydown Prices versus Perceived Risk0
Increased6
Laydown Price ($/ton of mix)
(1)
No effect on laydown Less than 0.50 0.50 to 0.99
Did You Feel There Was a Higher Than Normal Risk Involved With the
Arm-R-Shield™ Project?
No (2)
1 1
Yes (3)
1 1
Which Contract Party Had the Majority of the Increased Risk?
Owner (4)
1
Equal share (5)
Contractor (6)
1 1
The number in the column represents the number of responses. bIncrease over conventional mix laydown prices. Note: 1 ton = 907 kg.
1. The uncertainties and perceived risk associated in constructing these pavements means contractors must significantly raise their mix price.
2. The unusual aggregate grading significantly increases the construction costs.
3. Set-up costs are high for small quantity projects, and contractors are not willing to automate production until the project quantities increase.
4. Higher mixing temperatures and longer mixing times are factors which increase the construction costs. However, the mixing temperature does not appear to cause a significant cost increase until it exceeds approximately 154° C (310° F). An increase in the mixing time is also not particularly costly until the increase has a noticeable impact on the number of mixture tons produced per hour.
5. The rubber cost does not appear to be significantly affected by shipping.
6. Contractors can successfully use batch and drum dryer plants to produce mixes. However, contractors and owners should be aware that modifications to the feed or air handling system may be required for the use of drum dryers.
7. Several items should be noted and precautions taken regarding the hauling and laydown of the modified mix. Truck tarps should not be used unless absolutely necessary because the modified mix has a tendency to stick to them. Truck beds should not be oiled because this only aggravates the "stickiness" of the mix.
8. Rollers have picked-up the modified mix regardless of whether or not detergent has been used in the drum water. Roller pick-up appears to be a function of two factors: mix temperature and condition of the spray system. The hotter the temperature, the more the mix is picked-up. If the spray system is not working properly and the drum is not properly coated with water, pick-up is increased.
9. The only time a pneumatic roller was successfully used was when the mix had cooled below 60° C (140° F).
Recommendations Based on this study, the following recommendations for PlusRide™
construction appear warranted:
550
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.

1. Owners should use project specifications that have been developed specifically for the PlusRide™ material.
2. PlusRide™ mixes should be tried using more conventional gradings. A dense-graded PlusRide™ mix has been prepared in the laboratory without any unusual problems (Takallou et al. 1985).
3. For large projects (4,540,000 kg or more (5,000 tons)) the project specifications require that the contractor calibrate the plant so material can be precisely controlled as it is introduced into the mix.
4. In the project specifications, drum dryer plant operators should be made aware that center feed of the rubber material is preferable. Also forewarn contractors (drum dryer plants, in particular) that modifications to their plant may be required for them to meet local air quality standards.
5. Do not allow drum dryer operations to reduce the mixing temperature below 163° C (325° F).
6. Do not use tarps to cover the haul units when loaded with the rubber-modified mix, and do not oil the bed of the haul units.
7. The project specifications should require the contractor to use steel drum rollers for compaction. The rollers must be equipped with fully operational spray equipment for wetting the drums.
8. Do not use pneumatic rollers unless the mat temperature is below 60° C (140° F).
Arm-R-Shield™
Conclusions The items identified as having the greatest affect on construction of
Arm-R-Shield™ hot mix pavements are as follows:
1. Several contractors noted that the asphalt-rubber blend can leave a residue that is extremely difficult to remove. Storage tanks, heater tanks, laydown machines, and piping have been coated with this material.
2. The A-R-S material has been difficult to pump. On one project, the pump did not have the capacity to deliver the binder so the contractor could meet normal production rates.
3. A-R-S has been produced in batch and continuous mixing plants. Drum dryers have also been recommended for mix production.
4. Increases in the mixing time and temperature for the asphalt, rubber, and aggregate will not cause significantly higher mix prices unless the time and temperature are taken to extremes (i.e., 204° C (400° F) and more than 25 sec increase). High mix temperatures may also cause air quality problems.
5. Preblend time for the asphalt-rubber generally is not less than 30 min in the United States. The blending temperature generally ranges from 177° C to 218° C (350° F to 425° F).
6. If the mixing of the asphalt-rubber blend is stopped, the material segregates with the rubber settling to the bottom of the tank.
7. Haul units should not oil their beds because this aggravates the mix "stickiness," and truck tarps should not be used to cover the mix because it may stick to the tarp and be difficult to remove.
8. The breakdown rolling was delayed when the A-R-S mix arrived at the jobsite so hot that it shoved ahead of the roller. Rollers picked-up the A-R-S mix regardless of whether or not detergent was used with the water.
551
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
9. Pneumatic rollers were not successfully used for breakdown or compaction.
10. The increased cost of the A-R-S mix is primarily from the incorporation of the rubber material with the asphalt. It does not appear to be due to changes in aggregate grading, laydpwn procedures, or a high amount of risk perceived by the contractors.
Recommendations Based on this study, the following recommendations for Arm-R-Shield™
construction appear warranted:
1. One of the suppliers should provide all of the necessary mixing and storage equipment for the asphalt-rubber blend. Also, they should provide a pumping system which will meet the normal plant production rate.
2. If the contractor is required to provide storage tanks, make sure auxiliary power is available to run the mixing system.
3. At the conclusion of the project a contractor should carefully examine the internal chambers of the plant, tanks, piping and hoses, and the laydown machine for any build-up of the asphalt-rubber. If build-up has occurred, it can be removed by using heat.
ACKNOWLEDGMENTS
This paper would not have been possible without the cooperation of PlusRide, Inc., and the Arizona Refining Company. In addition, the assistance of contractors too numerous to mention in providing this information for this paper is gratefully acknowledged. Thanks are also extended to Laurie Dockendorf and Peggy Offutt, OSU Engineering Experiment Station, who typed the paper.
APPENDIX I. REFERENCES
"Alaska tests rubberized asphalt de-icing ability," (1985). Roads and Bridges, 54-55.
Arm-R-Shield™ Sales Literature, Spring, 1986. Bjorklund, A. (1979). "Possibility of use of poor materials rubber-granules in
wearing coruses," Proc. of World Road Congress, Vienna, Austria, Sept. 16-21.
Diringer, K. T., and Smith, J. (1985). "Asphalt additives study construction report," Report No. FHWA/NJ-85-007-7713, Prepared for New Jersey Department of Transportation in cooperation with Federal Highway Administration.
Epps, J. (1986). "Asphalt pavement modifiers," Civ. Engrg., 56-60. Esch, D. C. (1982). "Construction and benefits of rubber-modified asphalt
pavement," TRB Record 860, Transp. Res. Board. Grafe, W. (1985). "Linn County repeats on rubber asphalt overlay,"
Horizons-Oregon Technol. Transfer Center Newsletter, Fall. "Guide specifications for PlusRide™ asphalt," (1986). PlusRide Asphalt, Inc.,
Spring. Hicks, R. G., Martin, K., Wilson, J. E., and Allen, D. (1986). "Interim report
on evaluation of asphalt additives: Lava Butte Road-Fremont Highway junction," unpublished project report, Federal Highway Administration, Salem, Oreg.
Hussein, C. J. (1983). "PlusRide 12—experimental rubber modified asphalt pavement overlay, U.S. 12—West of Helena," unpublished construction
552
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.
report for Montana Department of Highways. Linden, B. (1982-1985). "Construction trip reports," unpublished reports from
personal jobsite visits. Lundy, J. R., Hicks, R. G., and Richardson, E. (1984). "Evaluation of
rubberized asphalt surfacing material: Mt. St. Helens study," Final Report to Federal Highway Administration.
Maree, J. H., Francis, V. C , and Van der Walt, N. J. (1984). "The uses of Bitumen rubber binders in interim rehabilitation measures aimed at prolonging life of distressed pavement structures," Proc. Symp. by the National Institute for Transportation and Road Research, Republic of South Africa, Aug. 7, 47-54.
Narusch, F. (1982). "Alaska's experience with rubberized asphalt concrete pavements, 1979 to 1982," unpublished report for State of Alaska Department of Transportation and Public Facilities.
Nielson, D. (1978). "Rubberized asphalt paving composition and use thereof," U.S. Patent No. 4,068,023, Jan. 10.
Oliver, J. W. H. (1981). "Research on asphalt rubber at the Australian Road Research Board," Proc. National Seminar on Asphalt-Rubber, Oct., 241-256.
Piggott, M. R. and Woodhams, R. T. (1979). "Recycling of rubber tires in asphalt paving materials," Dept. of Chemical Engrg. and Applied Chemistry, Univ. of Toronto, Toronto, Canada.
PlusRide Asphalt-Rubberized Road Surface Compound, PlusRide™ Sales Literature, 1984.
Schuler, T. S., Pavlovich, R. D., Epps, J. A., and Adams, C. K. (1982). "Investigation of materials and structural properties of asphalt-rubber paving mixtures," unpublished report prepared for the Federal Highway Administration.
"Specifications for Arm-R-Shield™ asphalt-rubber binder for open and dense-graded AC plant mix," (1986). Specification M 102-85, Arizona Refining Co.
"Status of rubber asphalt usage by Caltrans," (1983). Memorandum, Caltrans Internal Memo from the Office of Transportation Laboratory to the Deputy Director of Project Development.
Svensson, A. N. (1978). "Method of producing a paving mass and a paving mass produced by the method," U.S. Patent No. 4,086,291.
Takallou, H. B., McQuillen, J., and Hicks, R. G. (1985). "Effect of mix ingredients on performance of rubber-modified asphalt mixtures," FHWA-AK-RD-86-05, Federal Highway Administration.
Vallerga, B. A. (1981). "Design and specifications changes for paving mixes with asphalt-rubber binders," Proc. National Seminar on Asphalt-Rubber, October, 209-217.
Watson, M. J. and Davidson, L. K. (1984). "Roadmix experience in bituminous rubber," Proc. Symp. by the National Institute for Transportation and Road Research, Republic of South Africa, Aug. 7, 20-21.
553
J. Constr. Eng. Manage. 1987.113:537-553.
Dow
nloa
ded
from
asc
elib
rary
.org
by
TE
MPL
E U
NIV
ER
SIT
Y o
n 05
/13/
13. C
opyr
ight
ASC
E. F
or p
erso
nal u
se o
nly;
all
righ
ts r
eser
ved.





























