Embed Size (px)
Citation preview

PERTANIKA14(3),237-241 (1991)
Changes in Moisture Content of Corn Starch during Pneumatic Conveying
ASBIB.ALIandJ.~B1
Department ofFood TechnologyUniversiti Pertanian Malaysia
43400 Serdang, Selangor Darul Ehsan, Malaysia.
1Procter Department ofFood Science, University ofLeeds, Leeds LS2 9fT, UK
Key words: Corn starch, drying, pneumatic conveying, moisture content.
ABSTRAKPengangkutan pneumatik digunakan sebagai satu cara pengendalian bahan dalam kebanyakan operasi pemprosesanmakanan. Kandungan air bagi pepejal pukal merupakan faktor yang terpenting yang mengawal sifat pengaliranbahan berbentuk butiran. Kertaskerja ini melaporkan kajian kesan pengangkutan pneumatik ke atas kandungan airserbuk kanji jagung. Perubahan kandungan air serbuk kanji jagung ketika mengalir dalam talian pengangkutanpneumatik didapati dapat dihuraikan oleh teori pengeringan. Hukum Fick yang kedua bagi resapan dalam sferadigunakan untuk menjelaskan data eksperimen dan pekali resapan bagi perubahan kandungan air kanji jagung
dihitung dan didapati mempunyai nilai dalamjulat 1.1 x 10-11 hingga 8.3 x 10-12 m2/s.
ABSTRACTPneumatic conveying as a means of material handling is widely used in many food processing operations. Moisturecontent ofbulk solids is the most importantfactor controlling theflow properties ofgranular materials. This paperreportsan investigation on the effect ofpneumatic conveying on the moisture content ofcom starch powder. Changes in themoisture content of com starches duringflow in the pneumatic transport conveying lines were found to be adequatelydescribed lJy drying theories. Fick's second law for diffusion out ofspheres was used to fit the experimental drying dataand the diffusion coefficients for the change in moisture content of the com starch were calculated to be in the range of
1.1 x 10-11 to 8.3 x 10-12 m2/s.
INTRODUCTION
Pneumatic conveying as a means of materialhandling is widely used in many food processingoperations such as in handlingflour in a mill, bakeryor confectionery. The method not only improvesutilisation of manpower, machines and storagespace, but can also cut down labour costsdramatically, by as much as 90% (Brennan et al.1976).
Moisture content of bulk soilds is the mostimportant factor controlling the flow properties ofgranular materials (Stoess 1970). The surfacemoisture leads to the appearance of cohesive forcesbetween particles of solids and of adhesive forcesbetween particles and the walls of the conveyingduct. Both retard the flow of solids and undercertain conditions may stop the flow entirely. Thedegree to which bulk solids are hygroscopic will
affect the conveying rate as well as their suitabilityfor pneumatic conveying.
This paper reports an investigation on theeffect of pneumatic conveying on the changes inmoisture content of a typical food powder, cornstarch. Changes in the moisture content of thestarch would certainly affect the flow patternsduring pneumatic transport ofstarch in conveyinglines such as those found in flour mills.
MATERIALS AND METHODS
Plant DesignSince food starch is fine and hygroscopic, either avacuum or low-pressure type of pneumatic systemcould be adopted (Stoess 1970). However,because the objective ofthe experimentdemandedthat the conditions of the air used in conveying becontrolled, a closed-circuit system was preferred.

ASBI B. ALI ANDJ. LAMB
Cla8s pip. 50 •• die.
HOpper
P18stlc81bQws a
\, ,.,.~
flltEtr cloth
Cyclone
Slide get ••
Heater bank wilh .desiccant beds
/Plastic r.t~rn lIn.
Bleed Line
r.n
Glass fluidizing column50 mm dla. andapproximatel y 1.0 ITt long
Position ofstainless steelwire gauze (the ~distributor plate) '"
Fig 2. Fluidizing apparatus for determination of Biotnumbers for mass transfer for flow-past throughspheres
Top covered by filtermuslin cloth (not shown)
Centrifugalran
Fig 1. Experimental rigfor pneumatic conveying offoodstarches
A bench-top recirculating pneumatic rig wasdesigned and constructed as shown in Figure 1.
Calculations of the saltation velocity of starchin pneumatic conveying as well as the total pressuredrop in the recirculating line were determined bythe method of Kunii and Levenspiel (1969). Asonly a very low pressure drop was predicted (approximately 105 mm water), a centrifugal fan wasselected for providing the motive power. A conicalglass hopper ofcone angle 70° acted as the powderfeeder and a conveying glass tube covering a totaldistance of 3.0 m and of inner diameter 50 mmserved as the main duct. The glass tube made itpossible to view the flow patterns of the pneumatictransport during the experimental runs. Plasticpipes' were assembled by slip-on connectors tocomplete the circuit.
The cyclone was constructed according toStairmand's standard design based on the criticalparticlediameterforstarch (Stairrnand 1956). Sincethe collection efficiency of the cyclone wascalculated to be about 95%, a filter cloth was attached to the top of the cyclone to prevent anyentrainment of the smaller starch particles in theclean-gas exit.
For mass transfer studies another experimental set-up using the same centrifugal fan and .pipe fittings was designed as shown in Figure 2. Thestarches were allowed to be fluidised in thisapparatus and the Biot numbers for mass transfer
238 PERTANlKA VOL.14NO.3,1991

CHANGES IN MOISTURE CONTENT OF CORN STARCH DURING PNEUMATIC CONVEYING
for flow-past through spheres were calculatedaccording to the procedure of McCabe and Smith(1976).
Moisture Content and Equilibrium Moisture IsothermCorn starches were provided by RHM Foods Ltd.
. (Middlewich, England) and were kept in chambersof specific humidity and temperature for over 48hours before use. The moisture content of thestarches was determint:d by placing 10 g samplesin an infra-red dryer. Duplicate measurementswere carried out with an error of approximately±0.1%.
Atmospheres ofdifferent relative humiditywereestablished by using saturated solutions ofdifferentsaltslushes as described by Rockland (1960). Starchsamples were equilibrated by placing them in eachof these relative humidity flasks and their moisturecontents were determined as soon as their weightshowed no change.
Relative HumidityThe percentage relative humidity of the conveyingair was determined with a laboratory hygrometer.
RESULTS
The moisture sorption isotl).erm for corn starchas determined experimentally was plotted as inFigure 3. The shape of the isotherm of corn starch
:l noISTUR( .
20
"
10
By careful adjustment of the flowrate whenfeeding the starch powder into the conveying line,the right amount of solids-ta-air ratio obtainedgave satisfactory pneumatic transport. The flowpattern of the starch was determined to be that ofthe dilute phase type (Stoess 1970) as was clearlyseen in the visual section of the test rig, i.e the glasstube.
Several tests were carried out in which themoisture content of the starch was measured forevery run performed. The drying curves for cornstarch at different initial moisture contents andinflow of air of different relative humidity wereplotted in Figure 4. The drying curves exhibited negligible constant-rate periods, which was in agreement with the findings of Cooley et al. (1954) whodemonstrated similar drying profiles in their pneumatic drying of potato powder materials.
~ " !STURE
16
13
NO. or RUNS.
.... .,B. --0--0----0
C. ~ ~ ~
Corn Starch at R.M•• S6~
Corn StarCh .t R.H •• 56S
Corn St.rch at R.H •• 62%
Fig. 3. Moisture sorption isothermfor com starch at 25°C.
R(LATlV( HUJ'l10JTY(")
10 20 10 '0 '0 20 '0 Fig. 4. Drying curves for com starch during pneumaticconveying with different initial moisture contentand relative humidity.
was found to be typical for foodstuff (Labuza1968). From the isotherm data, the equilibriummoisture content of the starches could bedetermined and used in the drying calculations.Based on the starch critical particle diameter(Stairmand 1956), the cyclone was designed tohave a diameter of 14 cm.
The absence of constant-rate periods undersuch drying conditions inferred that the resistanceto mass tranfer was controlled by internalparameters, such as moisture transport from thecentre ofthe solid particles to the surface. In orderto ascertain this, a model for mass transfer forflow-past through spheres was adopted. Using theapparatus set-up as shown in Figure 2, the mass
PERTANlKA VOL. 14 NO.3, 1991 239
ASBI B. ALI AND!. LAMB
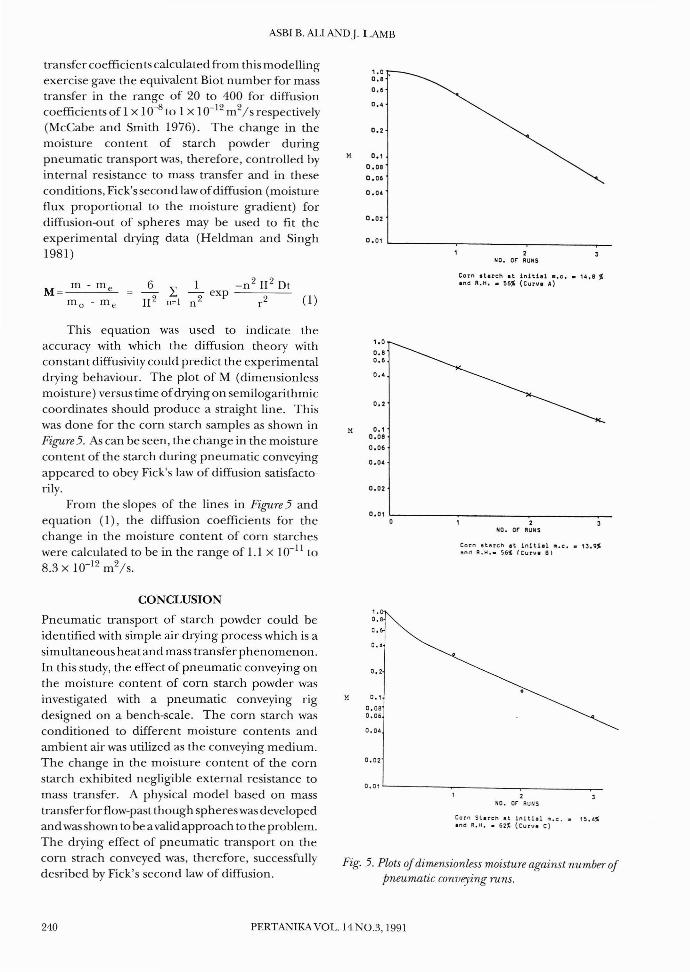
transfer coefficients calculated from this modellingexercise gave the equivalent Biot number for masstransfer in the range of 20 to 400 for diffusioncoefficients ofl x 10-8 to 1 X 10-12 m2js respectively(McCabe and Smith 1976). The change in themoisture content of starch powder duringpneumatic transport was, therefore, controlled byinternal resistance to mass transfer and in theseconditions, Fick's second law ofdiffusion (moistureflux proportional to the moisture gradient) fordiffusion-out of spheres may be used to fit theexperimental drying data (Heldman and Singh1981)
1.0 ,0.8
D••
0 ••
0.2
M 0.1
0.08
0.06
0.0'
0.02
0.01
2NO. or RUNS
(1)
Corn .t.ten at initial lI.e •• 14.8 %and R.H, • 56% (Curve ,,)
Fig. 5. Plots ofdimensionless moistuTe against number ofpneumatic conveying runs.
This equation was used to indicate theaccuracy with which the diffusion theory withconstan t diffusivity could predict the experimentaldrying behaviour. The plot of M (dimensionlessmoisture) versus time ofdrying on semilogarithmiccoordinates should produce a straight line. Thiswas done for the corn starch samples as shown inFigure 5. AI; can be seen, the change in the moisturecontent of the starch during pneumatic conveyingappeared to obey Fick's law of diffusion satisfactorily.
From the slopes of the lines in Figure 5 andequation (1), the diffusion coefficients for thechange in the moisture content of corn starcheswere calculated to be in the range of 1.1 x 10-11 to8.3 X 10-12 m2js.
CONCLUSION
Pneumatic transport of starch powder could beidentified with simple air drying process which is asimultaneous heat and mass transfer phenomenon.In this study, the effect of pneumatic conveying onthe moisture content of corn starch powder wasinvestigated with a pneumatic conveying rigdesigned on a bench-scale. The corn starch wasconditioned to different moisture contents andambient air was utilized as the conveying medium.The change in the moisture content of the cornstarch exhibited negligible external resistance tomass transfer. A physical model based on masstransfer for flow-past though spheres was developedand was shown to be a valid approach to the problem.The drying effect of pneumatic transport on thecorn strach conveyed was, therefore, successfullydesribed by Fick's second law of diffusion.
1.0
0.80.'
0.'
0.2
M 0.10.08
0.06
0.0.
0.02
0.01
1,
O. ,
O.
0.'
0.2
M 0.1
O. DB0.06
0,04
0'02j
0.01
2NO. or RUNS
Corn stareh .t iniUal III.C •• 13.9%a"c1 R.H •• 56t; (CutVI 81
,2
NO. or RUNS
Corn Starch at Inltiel I'II.C. '" 15.4%and R.H. '" 62% (Curve C)
240 PERTANlKA VOL. 14 NO.3, ]991

CHANGES IN MOISTURE CONTENT OF CORN STARCH DURING PNEUMATIC CONVEYING
Nomenclature
D = diffusion coefficientM =dimensionless moisturem =average moisture content (dry basis)
m = initial moisture contento
m = equilibrium moisture content (at the dry bulbe
temperature)r =radius of the starch granulet = residence time
REFERENCES
BREN AN,J.G.,J.T. BlJITERS, N.D. COWELL and A.E.V.LILLY. 1976. Food Engineering Operations, London:Applied Science Publishers. 467p.
COOLEY, A.M., B.E. SEVERSON, D.E. PEIGHTAL and G.R.WAGNER. 1954. Studies on Dehydrated PotatoGranules. Food Technol. 8: 263-269.
HELDMAN. D.R. and R.P. SINGH. 1981. Food Process
Engineering.Westport, Conn. USA: AVI PublishingCo. p. 270-272.
KVNII, D. and O. LEVENSPIEL. 1969. FluidizationEngineering, New York: Wiley. p. 382-391.
LABUZA, T.P. 1968. Sorption Phenomena in Foods.Food Technol. 22: 263-272.
MCCABE, W.L. andJ.C. SMITH. 1976. Unit Operations ofChemical Engineering. New York: McGraw Hill. p.694-695.
ROCKLAND, L.B. 1960. Saturated Salt Solutions forStatic Control of Relative Humidity between 5°and 40°C. Anal. Chem. 32(10): 1375-1376.
STAJRMAND, CJ. 1956. The Design and Performanceof Modern Gas Cleaning Equipment. J. Inst. Fuel29: 58-62.
STOESS, H.A. 1970. Pneumatic Conveying. New York:Wiley-Interscience. p. 7-36.
(Received 25 MaTCh 1991)
PERTANIKA VOL. 14 NO.3, 1991 241

























![[Cvl] SNI 03 2847 2002 Dilengkapi Penjelasan](https://img.dokumen.tips/doc/110x75/55cf97cd550346d03393bb61/cvl-sni-03-2847-2002-dilengkapi-penjelasan.jpg)



