Embed Size (px)
Citation preview
Bilyalı Değirmenlerde Hız-Dolum Oranı Optimizasyonu ve Boru Hattı Ekipmanları Yalıtımı ile Enerji Verimliliği
Uygulaması
Fatih DÖKME
Makina Yüksek Mühendisi
Şişecam Kimyasallar Grubu
Soda Sanayii A.Ş.
Kromsan Krom Bileşikleri Fabrikası
7 Ekim 2015
BİLYALI DEĞİRMENLERDE HIZ-DOLUM ORANI OPTİMİZASYONU
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 2
Özet
Yapılan çalışmada mevcut bilyalı değirmenler model olarak alınarak, deneysel ölçekli bir bilyalı değirmenimalatı yapılmıştır. Gerekli formüller kullanılarak değirmen için maksimum bilya çapı, bilya dolum oranı vekritik hız belirlenmiştir. Formüllerden çıkan değerlere göre değirmen şarjı yapılmıştır. Değirmen hızı, kritikhızın %60-80 arasında olacak şekilde ayarlanmıştır. Hızlara göre deney düzeneğinde anlık güç ölçümüyapılarak, deneyler sonucunda çıkan ürünlerin boyut analizi yapılmıştır. Sonuç olarak en az güç tüketimiile en küçük öğütülmüş ürün boyutunu sağlayan değirmen hızı belirlenmiştir. Ayrıca diğer bütün verilersabit tutularak değirmen içerisindeki bilya dolum oranları değişken olarak belirlenmiş ve en verimli bilyadolum oranı tespit edilmiştir.
Sonuç olarak mevcut değirmen hızının optimum değere çok yakın bir değerde çalıştığı ispatlanmıştır. Busebeple değirmen hızı değiştirilmemiştir. Bilya dolum oranı deneyleri sonucunda ise aynı kalitede ürüniçin % 3 daha az bilya beslemesi ile yaklaşık % 1,30 enerji tasarrufu elde edileceği sonucu bulunmuştur.
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 3
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 4
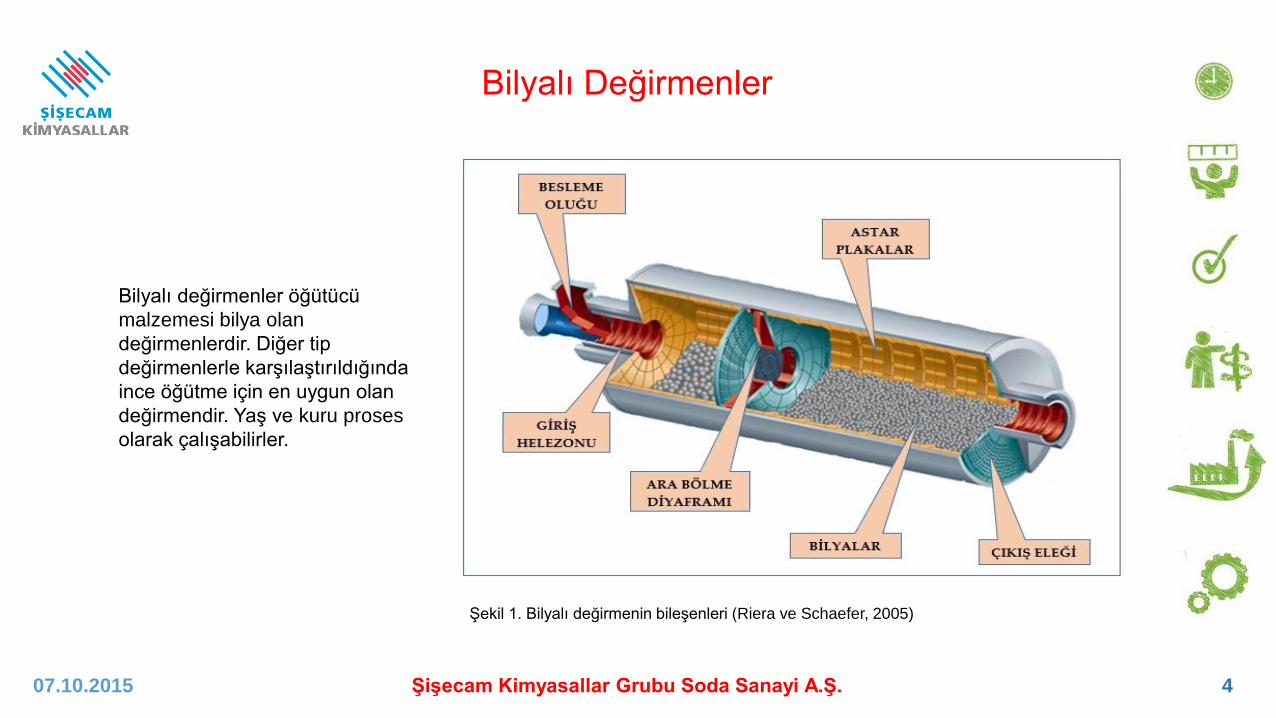
Bilyalı Değirmenler
Bilyalı değirmenler öğütücü
malzemesi bilya olan
değirmenlerdir. Diğer tip
değirmenlerle karşılaştırıldığında
ince öğütme için en uygun olan
değirmendir. Yaş ve kuru proses
olarak çalışabilirler.
Şekil 1. Bilyalı değirmenin bileşenleri (Riera ve Schaefer, 2005)
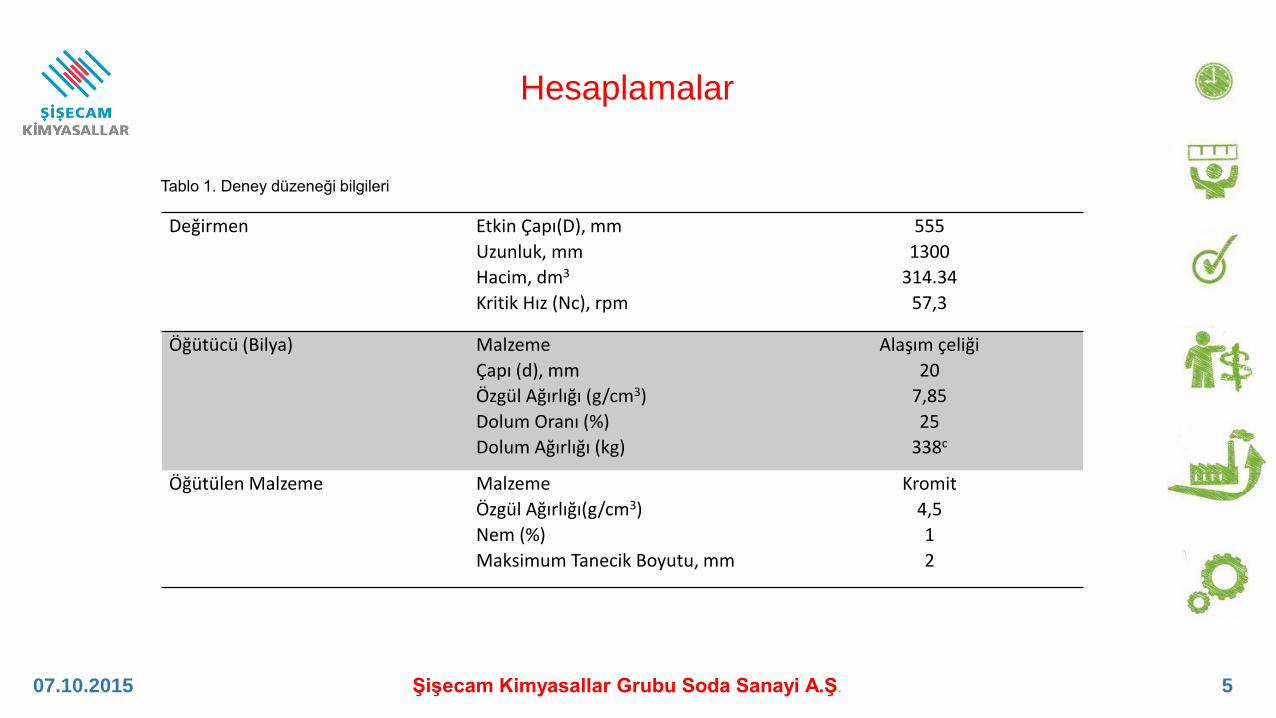
Değirmen Etkin Çapı(D), mm
Uzunluk, mm
Hacim, dm3
Kritik Hız (Nc), rpm
555
1300
314.34
57,3
Öğütücü (Bilya) Malzeme
Çapı (d), mm
Özgül Ağırlığı (g/cm3)
Dolum Oranı (%)
Dolum Ağırlığı (kg)
Alaşım çeliği
20
7,85
25
338c
Öğütülen Malzeme Malzeme
Özgül Ağırlığı(g/cm3)
Nem (%)
Maksimum Tanecik Boyutu, mm
Kromit
4,5
1
2
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 5
Hesaplamalar
Tablo 1. Deney düzeneği bilgileri

Deneysel Değirmen
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 6
Şekil 2. Deneysel ölçekli değirmen imalatından görüntüler
Deneysel Değirmen
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 7
Şekil 3. Deneysel ölçekli değirmen imalatından görüntüler
Hesaplamalar
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 8
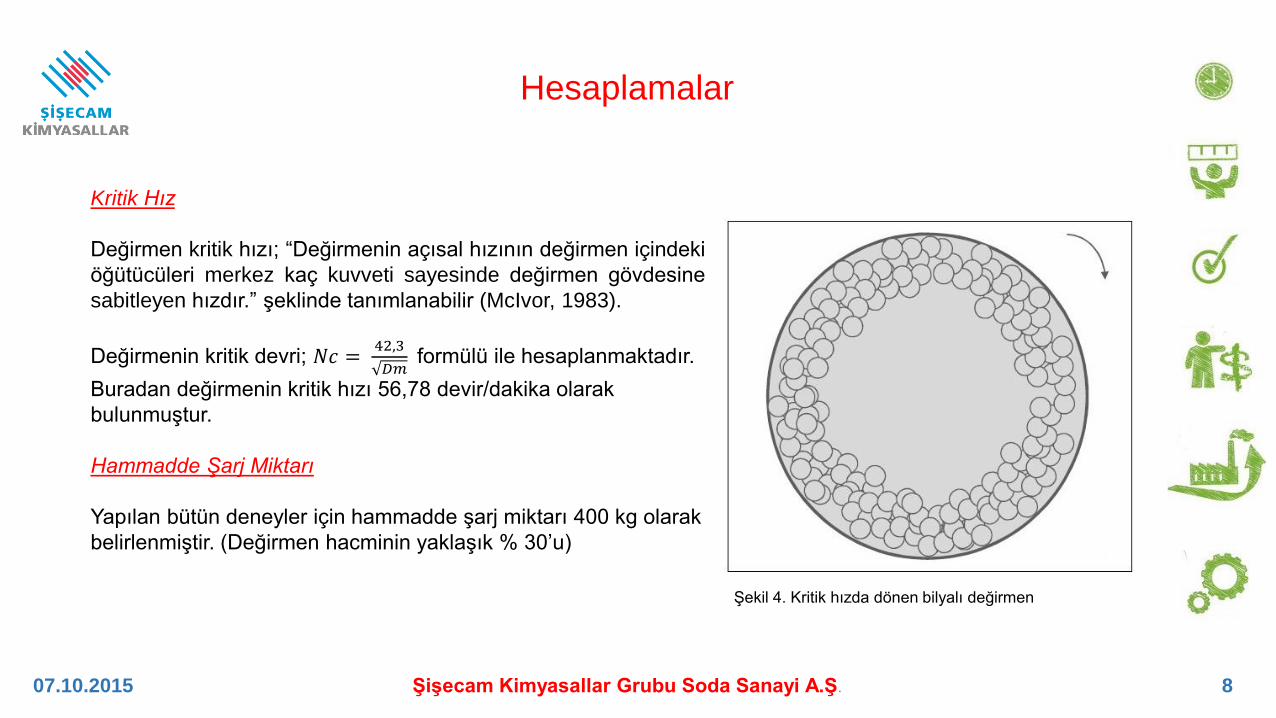
Kritik Hız
Değirmen kritik hızı; “Değirmenin açısal hızının değirmen içindeki
öğütücüleri merkez kaç kuvveti sayesinde değirmen gövdesine
sabitleyen hızdır.” şeklinde tanımlanabilir (McIvor, 1983).
Değirmenin kritik devri; 𝑁𝑐 =42,3
𝐷𝑚formülü ile hesaplanmaktadır.
Buradan değirmenin kritik hızı 56,78 devir/dakika olarak
bulunmuştur.
Hammadde Şarj Miktarı
Yapılan bütün deneyler için hammadde şarj miktarı 400 kg olarak
belirlenmiştir. (Değirmen hacminin yaklaşık % 30’u)
Şekil 4. Kritik hızda dönen bilyalı değirmen
Hesaplamalar
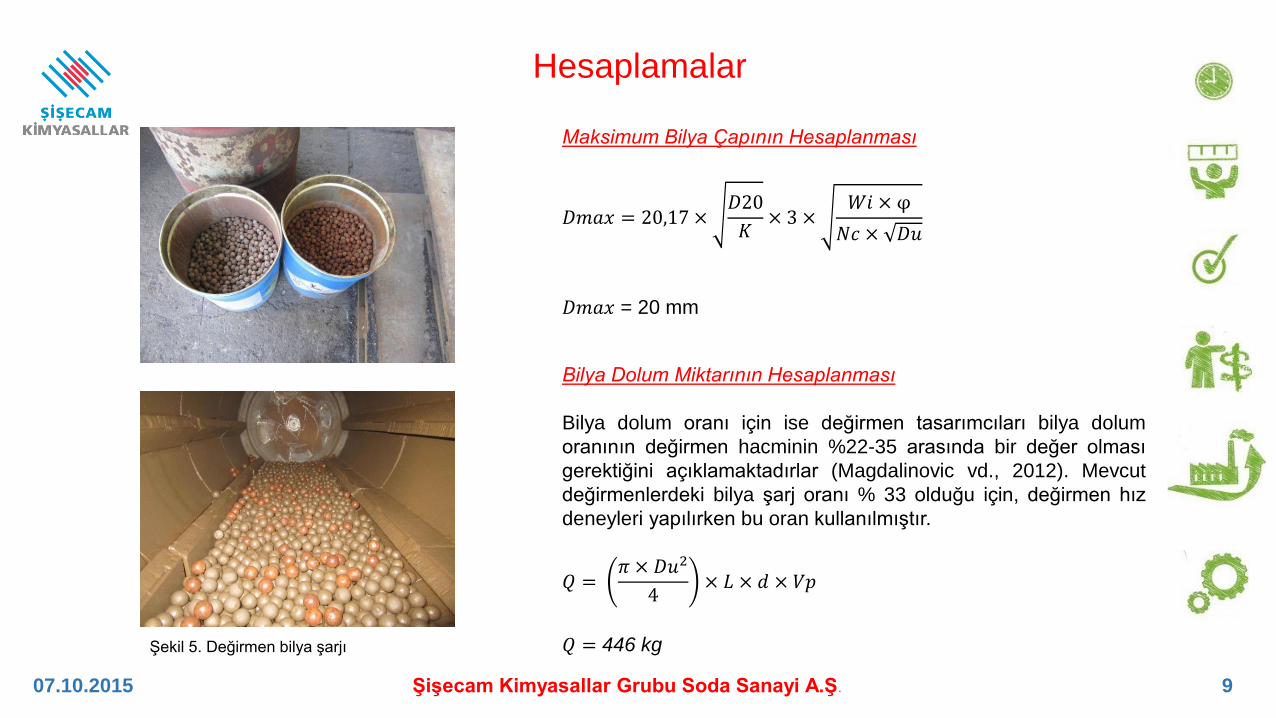
Maksimum Bilya Çapının Hesaplanması
𝐷𝑚𝑎𝑥 = 20,17 ×𝐷20
𝐾× 3 ×
𝑊𝑖 × φ
𝑁𝑐 × 𝐷𝑢
𝐷𝑚𝑎𝑥 = 20 mm
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 9
Bilya Dolum Miktarının Hesaplanması
Bilya dolum oranı için ise değirmen tasarımcıları bilya dolum
oranının değirmen hacminin %22-35 arasında bir değer olması
gerektiğini açıklamaktadırlar (Magdalinovic vd., 2012). Mevcut
değirmenlerdeki bilya şarj oranı % 33 olduğu için, değirmen hız
deneyleri yapılırken bu oran kullanılmıştır.
𝑄 =𝜋 × 𝐷𝑢2
4× 𝐿 × 𝑑 × 𝑉𝑝
𝑄 = 446 kgŞekil 5. Değirmen bilya şarjı
DENEYLER
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 10
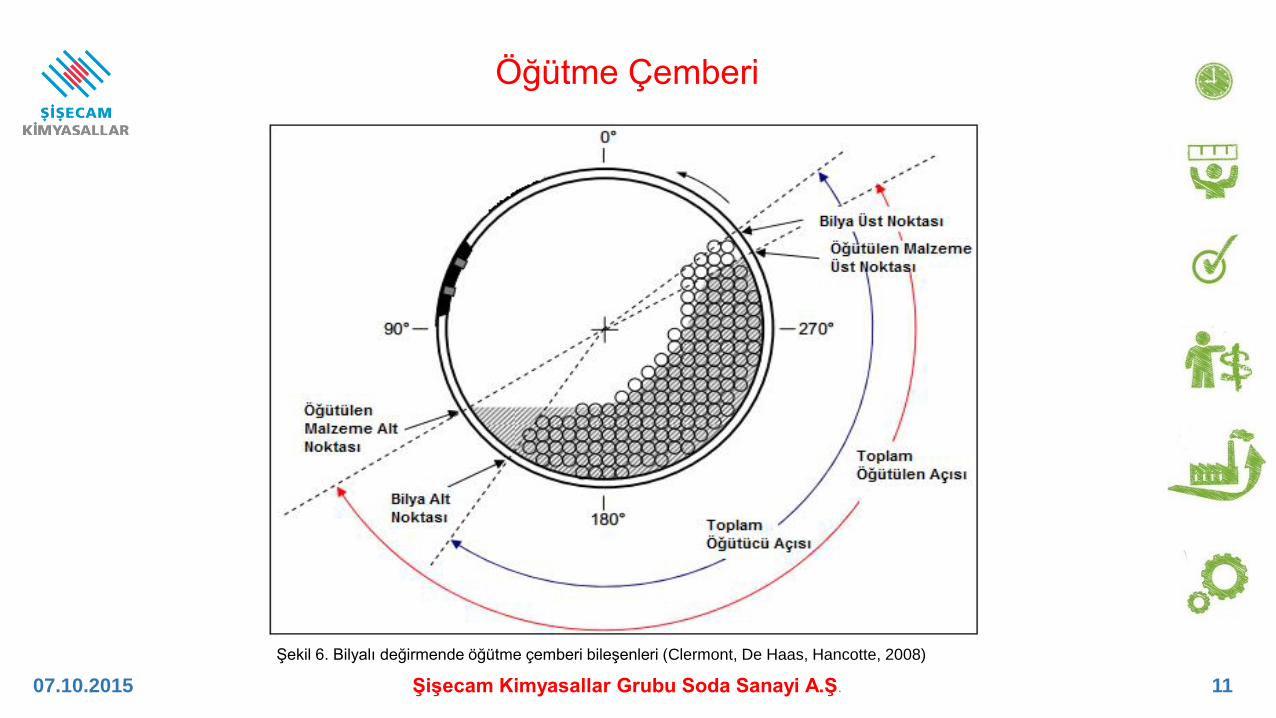
Öğütme Çemberi
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 11
Şekil 6. Bilyalı değirmende öğütme çemberi bileşenleri (Clermont, De Haas, Hancotte, 2008)
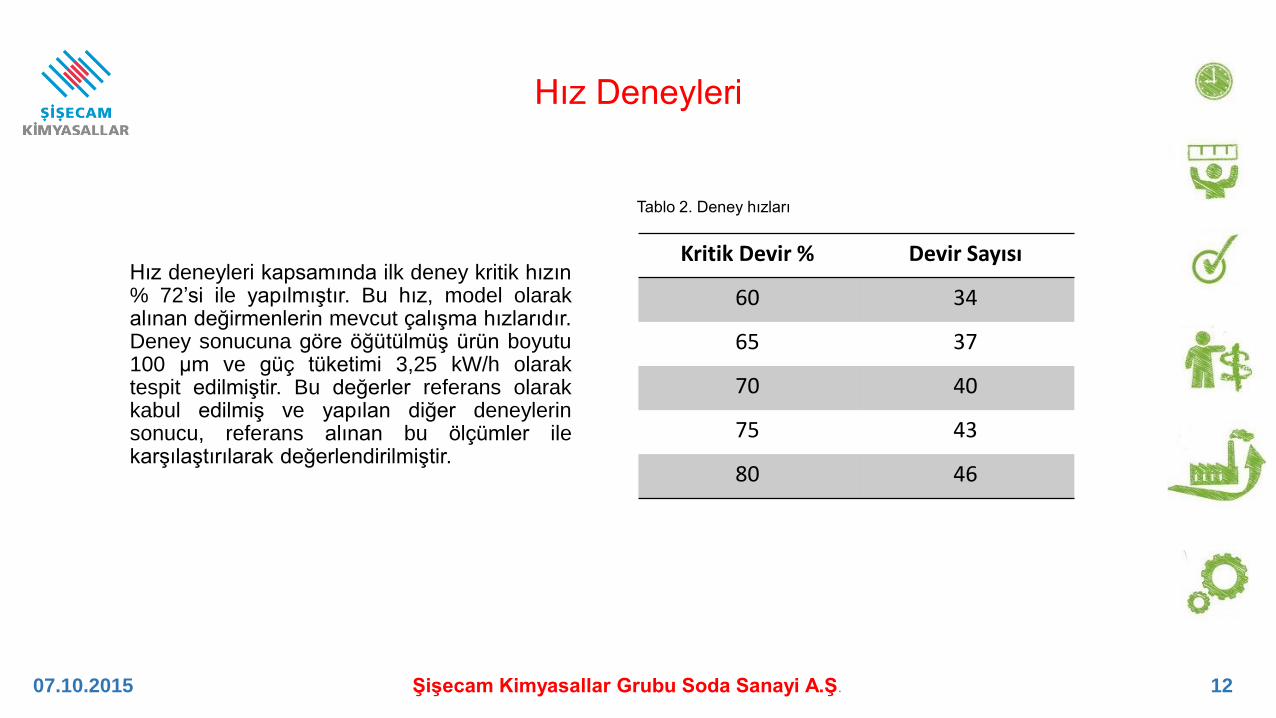
Hız Deneyleri
Hız deneyleri kapsamında ilk deney kritik hızın% 72’si ile yapılmıştır. Bu hız, model olarakalınan değirmenlerin mevcut çalışma hızlarıdır.Deney sonucuna göre öğütülmüş ürün boyutu100 µm ve güç tüketimi 3,25 kW/h olaraktespit edilmiştir. Bu değerler referans olarakkabul edilmiş ve yapılan diğer deneylerinsonucu, referans alınan bu ölçümler ilekarşılaştırılarak değerlendirilmiştir.
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 12
Kritik Devir % Devir Sayısı
60 34
65 37
70 40
75 43
80 46
Tablo 2. Deney hızları
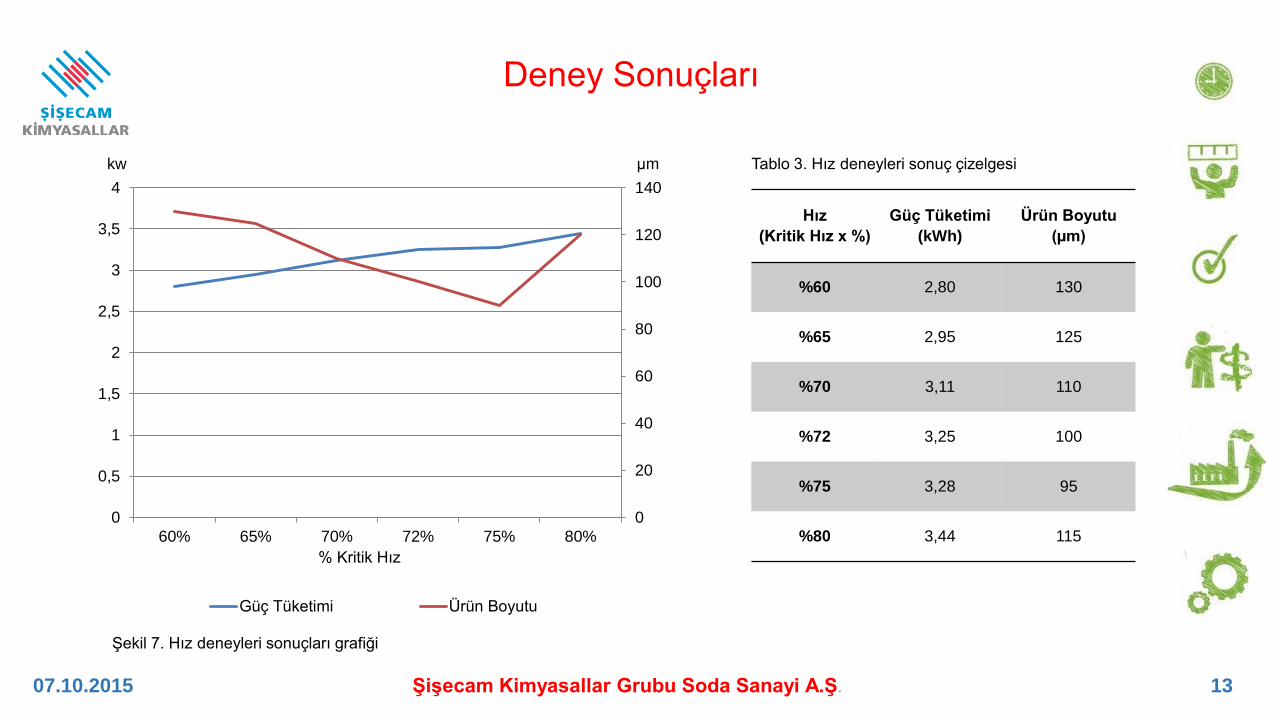
Deney Sonuçları
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 13
0
20
40
60
80
100
120
140
0
0,5
1
1,5
2
2,5
3
3,5
4
60% 65% 70% 72% 75% 80%
Güç Tüketimi Ürün Boyutu
kw
% Kritik Hız
µm
Hız
(Kritik Hız x %)
Güç Tüketimi
(kWh)
Ürün Boyutu
(µm)
%60 2,80 130
%65 2,95 125
%70 3,11 110
%72 3,25 100
%75 3,28 95
%80 3,44 115
Tablo 3. Hız deneyleri sonuç çizelgesi
Şekil 7. Hız deneyleri sonuçları grafiği
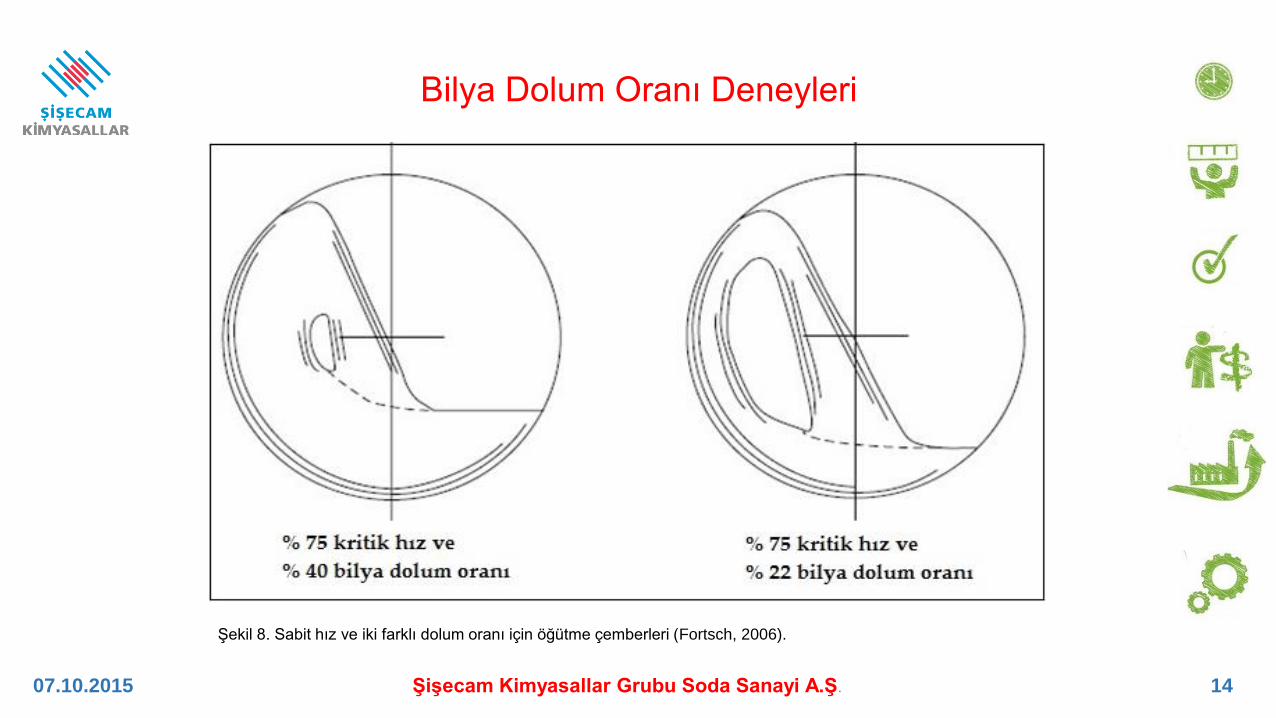
Bilya Dolum Oranı Deneyleri
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 14
Şekil 8. Sabit hız ve iki farklı dolum oranı için öğütme çemberleri (Fortsch, 2006).
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 15
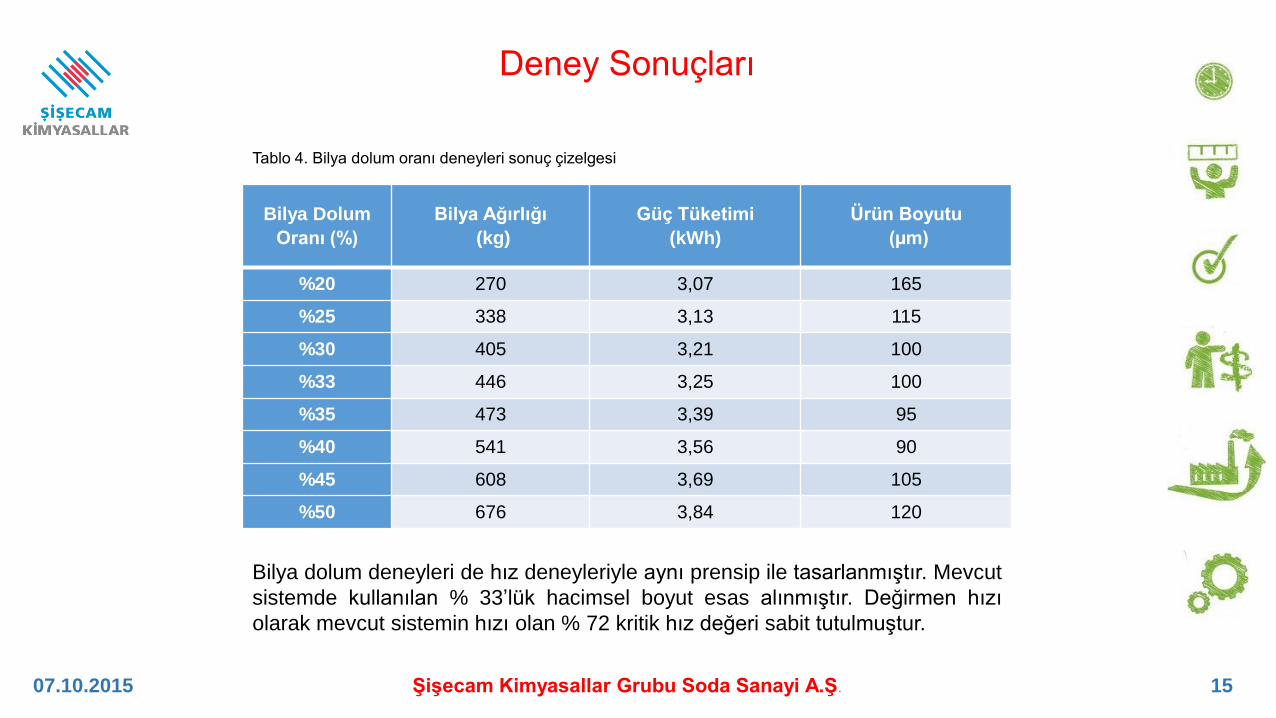
Deney Sonuçları
Bilya Dolum
Oranı (%)
Bilya Ağırlığı
(kg)
Güç Tüketimi
(kWh)
Ürün Boyutu
(µm)
%20 270 3,07 165
%25 338 3,13 115
%30 405 3,21 100
%33 446 3,25 100
%35 473 3,39 95
%40 541 3,56 90
%45 608 3,69 105
%50 676 3,84 120
Bilya dolum deneyleri de hız deneyleriyle aynı prensip ile tasarlanmıştır. Mevcut
sistemde kullanılan % 33’lük hacimsel boyut esas alınmıştır. Değirmen hızı
olarak mevcut sistemin hızı olan % 72 kritik hız değeri sabit tutulmuştur.
Tablo 4. Bilya dolum oranı deneyleri sonuç çizelgesi

Deney Sonuçlarından Örnek Görüntüler
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 16
Şekil 9. Deneylerden görüntüler; Bilya hareketi (sağda), öğütmeden sonra (solda)

07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 17
Deney Sonuçlarından Örnek Görüntüler
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 18
Deney Sonuçlarından Örnek Görüntüler
BORU HATTI EKİPMANLARI YALITIMIYLA
ENERJİ VERİMLİLİĞİ UYGULAMALARI
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 19
Özet
Sıcak ve soğuk hatlardaki yalıtım genelde boru hatları ile sınırlandırılmış olup, hat üzerindekiekipmanlardaki ısıl kayıp hesaba katılmaz. Fakat bu hatlar üzerinde bulunan vanalardankaybedilen ısıl kayıp miktarı göz ardı edilemeyecek kadar büyüktür. Bu kapsamda Soda SanayiA.Ş. Kromsan Fabrikasında bulunan buhar hattı ekipmanları için bir çalışma yapılmıştır. Yapılanön çalışmada termal kamera yardımıyla vana sıcakları tespit edilmiş ve bu kapsamda ihtiyacauygun özelliklerde vana yalıtım ceket malzemesi seçilmiştir. Ardından imalatı yaptırılan vanayalıtım ceketlerinin DN 50 – DN 250 arası ölçülerde toplamda 285 adet vanaya montajlarıyapılmıştır. Yatırımı değerlendirebilmek için vanaların yalıtımdan önceki ısıl kayıplarıyla,yalıtımdan sonraki ısıl kayıpları karşılaştırılarak tasarruf miktarı hesaplanmıştır. Yatırım ile yıllık124.250,00 TL tasarruf yapılmaktadır.
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 20
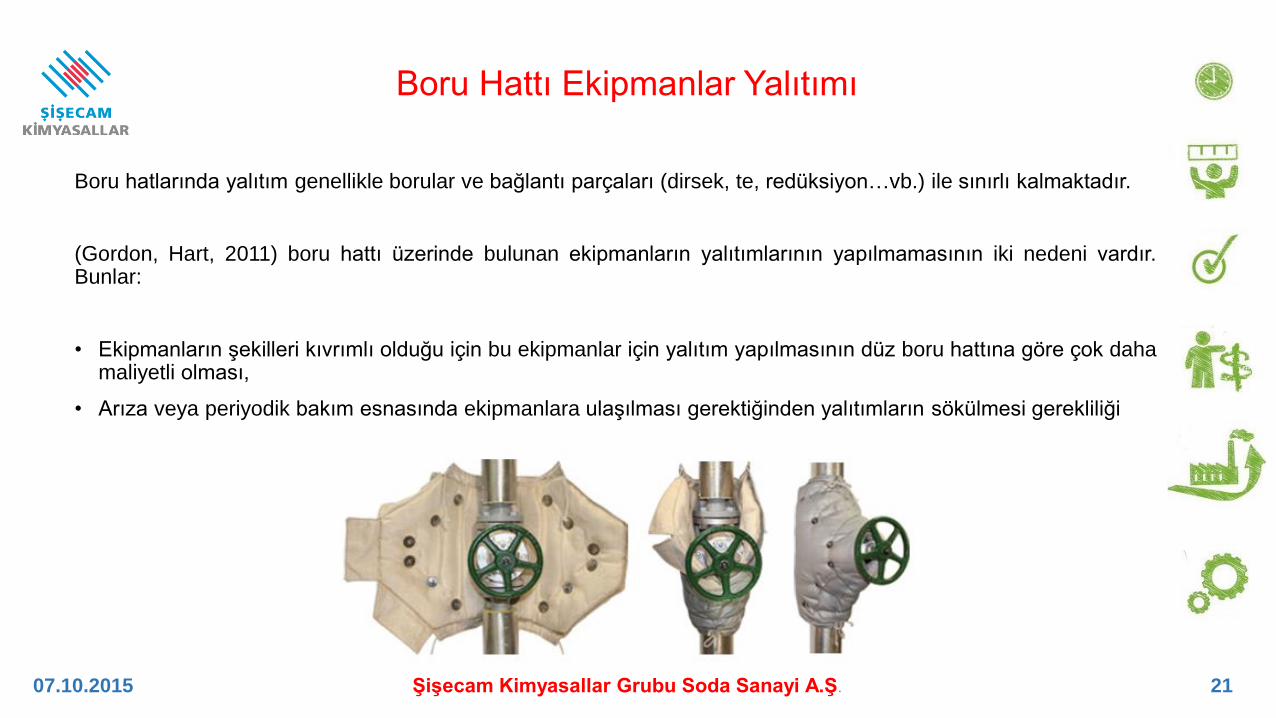
Boru Hattı Ekipmanlar Yalıtımı
Boru hatlarında yalıtım genellikle borular ve bağlantı parçaları (dirsek, te, redüksiyon…vb.) ile sınırlı kalmaktadır.
(Gordon, Hart, 2011) boru hattı üzerinde bulunan ekipmanların yalıtımlarının yapılmamasının iki nedeni vardır.Bunlar:
• Ekipmanların şekilleri kıvrımlı olduğu için bu ekipmanlar için yalıtım yapılmasının düz boru hattına göre çok dahamaliyetli olması,
• Arıza veya periyodik bakım esnasında ekipmanlara ulaşılması gerektiğinden yalıtımların sökülmesi gerekliliği
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 21
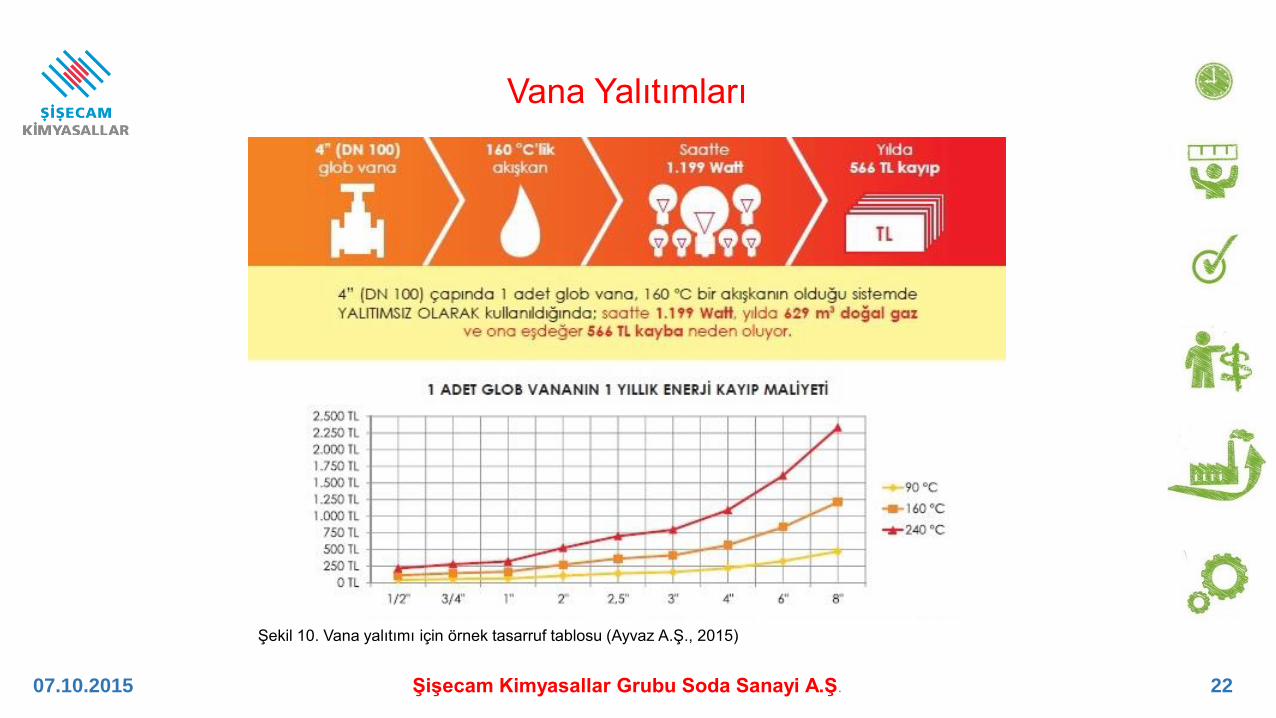
Vana Yalıtımları
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 22
Şekil 10. Vana yalıtımı için örnek tasarruf tablosu (Ayvaz A.Ş., 2015)
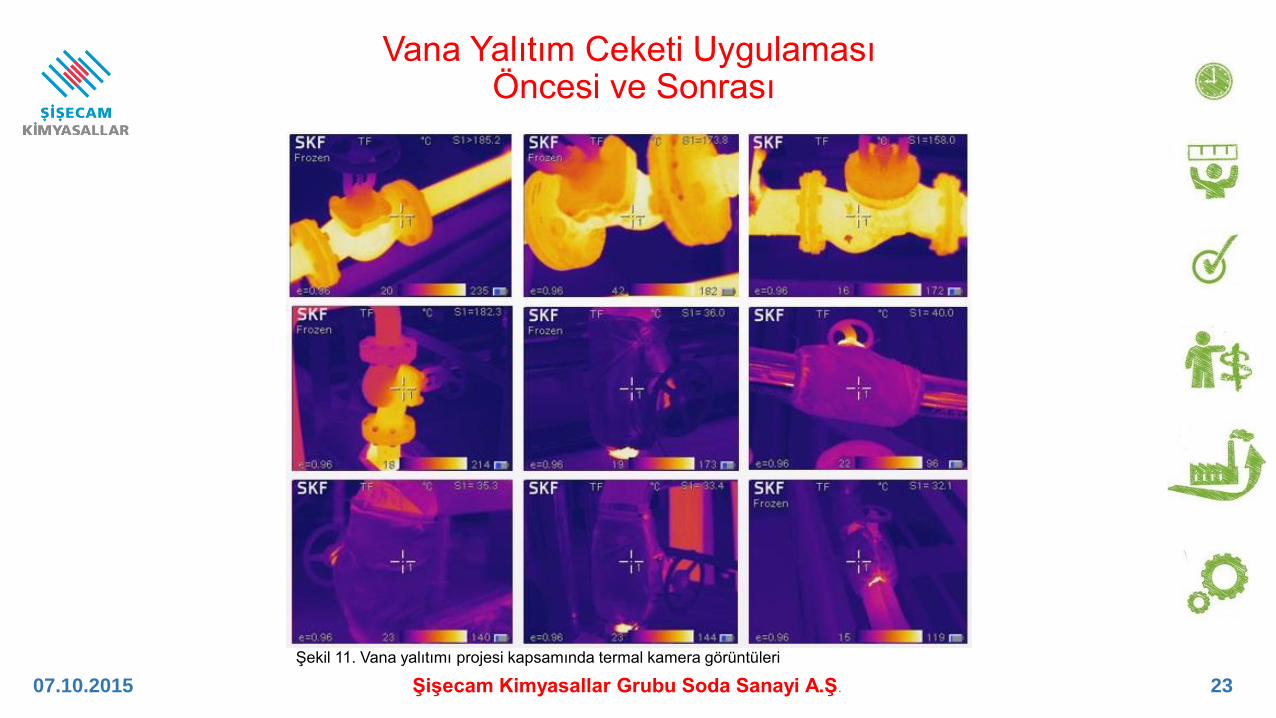
Vana Yalıtım Ceketi UygulamasıÖncesi ve Sonrası
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 23
Şekil 11. Vana yalıtımı projesi kapsamında termal kamera görüntüleri

Vana Yalıtım Ceketi UygulamasıHesaplamalar
Çap Malzeme Miktar
Doğalgaz
Maliyet
(TL/ Wh)
Isıl Kazanç
(W/m)
Isıl Kazanç
Faktörü
Vana Boyut
Faktörü
Kazanç
TL / h
Kazanç
TL / Gün
Toplam Armatür
Kazanç TL/gün
DN 50 Glob Vana 120 0,0000675 423 0,93 1 0,0266 0,6373 76,4750
DN 65 Glob Vana 30 0,0000675 492 0,97 1 0,0322 0,7731 23,1939
DN 80 Glob Vana 25 0,0000675 595 1 1 0,0402 0,9639 24,0975
DN 100 Glob Vana 25 0,0000675 753 1,14 1 0,0579 1,3906 34,7660
DN 125 Glob Vana 3 0,0000675 858 1,25 1 0,0724 1,7375 5,2124
DN 150 Glob Vana 25 0,0000675 1052 1,5 1 0,1065 2,5564 63,9090
DN 200 Glob Vana 3 0,0000675 1353 1,67 1 0,1525 3,6604 10,9812
DN 50 Küresel Vana 10 0,0000675 423 0,93 0,85 0,0312 0,7498 7,4976
DN 65 Küresel Vana 5 0,0000675 492 0,97 0,85 0,0379 0,9096 4,5478
DN 125 Küresel Vana 3 0,0000675 858 1,25 0,9 0,0804 1,9305 5,7915
DN 50 Oransal Vana 14 0,0000675 423 0,93 0,9 0,0295 0,7081 9,9134
DN 65 Oransal Vana 2 0,0000675 492 0,97 0,9 0,0358 0,8590 1,7181
DN 80 Oransal Vana 2 0,0000675 595 1 0,9 0,0446 1,0710 2,1420
DN 150 Oransal Vana 8 0,0000675 1052 1,5 0,9 0,1184 2,8404 22,7232
DN 50 Basınç Düşürücü 2 0,0000675 423 0,93 0,92 0,0289 0,6927 1,3854
DN 250 Pislik Tutucu 2 0,0000675 1651 1,88 1,2 0,1746 4,1902 8,3805
DN 250 Sürgülü Vana 6 0,0000675 1651 1,88 0,6 0,3492 8,3805 50,2829
TOPLAM GÜNLÜK TASARRUF MİKTARI 353,0173 TL
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 24
KAYNAKÇA
Christian Pfeiffer, 2012. Mill Shell lining. Technical brochure. Christian PfeifferMaschinenfabrik GmbH.
Clermont B., De Haas, B., Hancotte, O., (2008). Real time mill management tools stabilizingyour milling process. The 3rd International Platinum Conference Sun City, 13-20s.
Magdalinovic, N., Trumic, M., Andric, L., (2012). The optimal ball diameter in a mill.Physicochemical Problems of Mineral Processing, 48/(2) 329 – 339.http://dx.doi.org/10.5277/ppmp120201
Riera, X., Schaefer, H., U., (2005). Optimization of mills for energy savings Christian PfeifferCompany Sharjah Cement U.A.E. Working Report, 2 s.,
Vana ve Kondenstop Ceketleri. [Broşür]. (t.y.).İstanbul: Ayvaz Anonim Şirketi 06 Mayıs2015, http://www.ayvaz.com/pdf/foyler/ayvaz_vana_kondenstop_ceketi.pdf.
07.10.2015 Şişecam Kimyasallar Grubu Soda Sanayi A.Ş. 25












![BİLYALI DEĞİRMENLERDE HIZIN PERFORMANSA OLAN … · keti göz önünde bulundurularak matematiksel hareket mode-li değerlendirilmiştir [7]. Bilya kütlesi üzerindeki değirmen](https://img.dokumen.tips/doc/110x75/600890f8e9c6117ad042380c/blyali-dermenlerde-hizin-performansa-olan-keti-gz-nnde-bulundurularak.jpg)
















