Embed Size (px)
Citation preview

Submitted to International Journal of Production Research,
Batch Sizing Models for FlexibleManufacturing Cells
Saifallah Benjaafar† and Mehdi SheikhzadehDepartment of Mechanical Engineering
University of MinnesotaMinneapolis, Minnesota 55455, USA
Abstract: In this paper, we study the effect of batch sizes on performance of flexible
manufacturing cells, where performance is evaluated in terms of flow-related measures
such as part flow times, work-in-process levels, machine utilizations, and production rates.
We introduce new analytical models that account for material handling, both discrete and
continuous, and differentiate between process and transfer batches. The models are used to
capture the tradeoffs that arise from batching decisions and characterize the optimal transfer
and process batches. In particular, we investigate the impact of material handling and setup
times on the size of the optimal process and transfer batches under varying operating
conditions. We also evaluate the effect of smaller transfer batches on overall cell
performance and determine the relationship between transfer batch size and the size of the
optimal process batch.
† The author's research is supported by the National Science Foundation under grant No. DMII-9309631 and theUniversity of Minnesota Graduate School.

-2-
1. Introduction
Processing parts in batches is preferable to the processing of parts in lots of size
one when setup times are significant. By batching parts that have similar manufacturing
requirements, the frequency of setups is reduced. Batching is also desirable when material
handling is carried out by a set of discrete transporters (e.g., automated guided vehicles,
forklift trucks, and tow carts). Larger batches reduce the number of trips between
machines required from the transporters. In turn, this reduces the loading of these
transporters which decreases the possibility of the material handling system becoming a
bottleneck.
Excessive batching can, however, result in performance deterioration. Increasing
batch sizes increases the batch processing times at machines. Before leaving a machine, a
part must wait for the entire batch to be processed before it can be transferred to the next
machine. This longer processing time can eventually erode the savings in flow time gained
from the reduced frequency of setups and material transports. The deterioration in
performance caused by larger process batches can be, in part, limited by allowing for
smaller transfer batches between machines. However, this may not always be beneficial
since the smaller transfer batches can result in increased loading of the material handling
system.
In this paper, we explore these issues by examining under varying conditions the
effect of batch sizing decisions on performance of manufacturing cells. We introduce new
analytical models that account for material handling, both discrete and continuous, and
differentiate between process and transfer batches. The models are used to capture the
tradeoffs that arise from batching decisions and to characterize the optimal transfer and
process batches. In particular, our objective is (1) to investigate the impact of material
handling and setup times on the size of the optimal process and transfer batches and (2) to
evaluate the effect of smaller transfer batches on overall cell performance and determine the
relationship between transfer batch size and the size of the optimal process batch.

-3-
Performance is evaluated in terms of dynamic performance measures such as part flow
times, work-in-process levels, machine utilizations, and production rate. Although our
main application domain in this paper is flexible manufacturing cells, many of the models
and results are applicable to more general manufacturing settings.
The organization of the paper is as follows. In section 2, we provide a brief review
of pertinent literature and discuss its limitations. In section 3, we describe in detail our
problem setting and discuss some of the modeling assumptions we will make in subsequent
sections. In section 4, we introduce a new analytical model for evaluating the effect of
batch sizing on cell performance in the presence of setups and material handling. We then
use the model to characterize, under various conditions, the optimal batch size. In section
5, we allow for transfer batches to be different from process batches and evaluate the
optimal process and transfer batch sizes for several operating scenarios. In particular, we
examine the impact of smaller transfer batches on overall cell performance and study the
relationship between the optimal transfer and process batches. In section 6, we compare
our analytical results to those obtained using simulation and discuss the general validity and
usefulness of the analytical models. In section 7, we summarize the key findings of this
study and point to possible future research.
2. Literature Review
Despite its importance, the effect of batch sizing decisions on dynamic performance
measures of manufacturing systems, such as flow time, work-in-process inventory, and
production rates, has received little attention in existing literature. Although a number of
analytical models have been proposed for the general performance evaluation of
manufacturing systems [3] [4] [5] [6] [30] [34], none of these models deals explicitly with
the relationships between batch sizes and performance. In the queueing literature, a
significant body of work exists on queues with bulk arrivals and bulk service times [25].
However, exact results exist only for simple models. None of these models account for
setup times between batches and/or the possibility of unequal process and transfer batches.

-4-
In the production and manufacturing literature, Karamarkar [20] was the first to
examine, using a queuing model of a single machine, the impact of batch sizes and setup
times on levels of WIP and lead times. This model is extended in [22] and [23] to the
multi-item/multi-machine case where a procedure for obtaining optimal batch sizes is also
described. Using a variation on the single machine model in [20], Kekre [24] studies the
effect of increasing product mix variety on the size of optimal batches. His findings
indicate that increased variety tends to increase the optimal batch size. A queueing model
similar to the one described in [20] is independently proposed by Zipkin [38] and used to
model the aggregate behavior of a batch production facility. Benjaafar [2] evaluates the
relationship between batching and machine sharing decisions in automated manufacturing
systems. He shows that in the presence of setup times greater machine sharing generally
induces larger batch sizes. Using simulation, Lee [26] observes that the need for batching
can be dramatically reduced by employing a part family-based scheduling startegy. This
result is corroborated by Sheikhzadeh and Benjaafar [26], who prove analytically that a
setup-based scheduling rule can effectively eliminate the need for batching.
These studies do not however include material handling considerations.
Consequently, all of these studies find that in the absence of setup penalties, the optimal
batch size is one. As we will show in this paper, this may not necessarily be the case in
manufacturing systems with discrete transportation devices. These studies do not also
differentiate between process and transfer batches. In fact until recently, the possibility of
unequal process and transfer and transfer batches has been very much ignored in the
academic literature. This has gone on despite the emphasis of successful scheduling and
production systems in industry, such as OPT and KANBAN, on differentiating between
process and transfer batches [13] [16] [17] [28] [33]. In fact, recognizing that "the transfer
batch may not, and many times should not, be equal to the process batch" has been
identified as one of the key principles behind the effectiveness of the scheduling strategy
used in OPT [17]. These claims have prompted a number of studies on batch scheduling

-5-
and the effect of smaller batches on scheduling performance [1] [8] [21] [27] [32]. Much
of this work is in the context of deterministic and static scheduling problems where material
handling considerations are generally ignored.
Evaluative models for performance of material handling systems have been typically
simulation based [10] [11] [12]. The few analytical models include those described in [9]
[19] [31] [33] [37]. These studies are based either on single stage-single/multiple server
queue approximations [19] [31] or on central server queueing network approximations [7]
[33] [37]. These studies assume fixed batch sizes so that the effect of batching on the
material handling system performance is never examined.
3. Problem Setting and Cell Description
A flexible manufacturing cell consists of a set of computer numerically controlled
(CNC) machines linked by an automated material handling system and operating under
centralized computer control. The material handling system may consist of discrete units
(e.g., one or more robots, forklift trucks, automated guided vehicles, tow carts, etc.) or a
single continuous flow unit such as a conveyor. Parts arrive to the cell in batches and upon
arrival they are either delivered to the cell load/unload station or routed directly to the
waiting area of the first machine on their operation list. Parts waiting for the same machine
are given priorities according to either a local (e.g., first-come first-served, shortest
processing time, and shortest setup) or global (e.g., earliest due date, least work
remaining, and first in system) dispatching rule. When a machine is ready to process a
batch, it is first setup for the corresponding operations (e.g., necessary tools are delivered
and loaded, NC part programs are retrieved, machine settings are adjusted, etc.) and then
parts are processed one by one. Upon completing the processing of all parts in a batch, the
completed batch is placed in the machine output queue. A request is also put to the material
handling system to deliver the batch to the machine that is next on the parts' operation list.
The material handling system handles requests either on a first-come first served basis or
based on an alternative dispatching rule (e.g., closest machine first, longest output queue,

-6-
shortest input queue, etc.). After completing processing at the machine that is last on its
operation list, a batch is either sent back to the cell load/unload station or immediately exits
the cell. Example cells are shown in Figure 1.
We should note that a dominant production flow pattern generally exists in these
cells so that a layout that minimizes overall material handling can be identified. Popular
layouts include in-line, U-shaped and loop layouts [15]. Because the number of machines
in a cell is generally limited [14] [35], the difference in travel distances between different
pairs of machines is usually not very significant (i.e., all machines are relatively
equidistant).
In this paper, we consider a cell that consists of m machines and produces k part
types. Each part type j, j = 1, 2, …, k, has an average demand Dj per period so that total
production demand is D = D1 + D2 + … + Dk. Parts are released to the cell in discrete
batches of size Qj, Qj = 1, 2, … . Prior to processing on machine i (i = 1, 2, …, m), a
batch of part type j incurs an average setup time sij. The average operation time per batch
of type j is equal to Qj/µij where 1/µij is the average operation time for a part of type j on
machine i. Consequently, the total processing time on machine i for parts of type j is E(Sij)
= sij + Qi/µij. The average processing time for an arbitrary part at machine i is given by
E(Si) = λ ij
λ i
E(Sij)∑j = 1
k
(3.1)
where λij = vijDj/Qj is the average arrival rate of batches of type j to machine i, vij is the
number of visits made by parts of type j to machine i, and λ i = λ ij∑j = 1
k
is the average
aggregate batch arrival rate to machine i. The average transportation time from machine i to
machine l, E(Stil), depends on the distance between the two machines and the speed of
material transporters. The average transportation time between an arbitrary pair of
machines is given by

-7-

-8-
E(St) = qil
qil∑l ≠ i
∑i ≠ l
E(Stil)∑l ≠ i
∑i ≠ l
(3.2)
where qil is the number of part types that require successive operations on machines i and l.
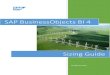
The flow of parts through the cell can be conveniently captured by a central server
queuing network model similar to the one in Figure 2. The central server corresponds to
the material handling system and may consist of one or more transportation devices (an
infinite number of such devices would correspond to a continuous flow transportation
system). The routing probabilities from the central server to the individual machines are
determined by the relative frequency with which each machine is visited by parts [3] [4]
[30] [34]. Upon completing an operation, parts are routed back to the central server where
they are either delivered to another machine or taken to the unloading area. The
distributions of batch arrivals to the machines and to the material handling system depends
on the distribution of batch arrivals to the cell and the distributions of machine processing
times and material handling times.
For ease of discussion, we limit ourselves in this paper to the case where the cell is
organized as a flow shop. All part types visit the same machines in the same sequence and
all machines are visited only once. Parts are produced in equal batches of size Q (Q = 1, 2,
3, … ). In section 5, we relax this assumption to allow for unequal process and transfer
batches. For the sake of mathematical tractability, we assume that batch arrivals are
Poisson distributed with average rate λj for part j. This means that the aggregate arrival to
the cell is also Poisson distributed with rate λ = λ1 + λ2 + … + λ k. We also assume that
the processing times of part types at a machine i are homogenous and can be described by
an exponential distribution with average processing time E(Si)= si + Q/µi, where si is the
average batch setup time and µi is the machine average processing rate. Finally, we let
transportation times between adjacent pairs of machines be identically and exponentially
distributed with average transportation time E(St) = 1/µt. The exponential assumptions

-9-
Transporters µt
finished parts
Semi-finished parts
m/c 2
m/c m
m/c 1
µ1µ1
µm
µ2
p1p1p1 p2
pm
pm+1
Raw material λ
Unloading station
Loading station
λ1
λm
λ2
Figure 2 A central server queueing network representation formanufacturing cells
have been found elsewhere to be fairly robust in capturing dynamic part arrivals and
multiplicity in the processing requirements of different part types (for instance, see [7] [20]

-10-
[30]). The dispatching rule used for prioritizing requests for either machines or
material handling devices is first come-first served (FCFS). Parts are transported between
machines a batch at a time. The transporters have flexible transportation capacity so that
parts can be transferred in batches of any size less than some maximum batch size Qmax.
Additional specifications of the cell operating conditions will be made as we discuss
different batching scenarios.
Most of the above assumptions are made to allow for either mathematical tractability
and ease of exposition or fair comparison between different batching policies. We believe
that most of the results presented here will hold under more general conditions. Partial
evidence to this effect can be found in the simulation studies described in section 6. In the
remainder of the paper, we divide our discussion between the cases of equal and unequal
process and transfer batches and describe each one in more detail.
We should note that our main objective in this paper is to provide qualitative
insights into the relationships between batch sizes and performance. The models proposed
are by their nature approximative and their purpose is to provide general guidelines for
making batching decisions and/or to allow for rapid assessment of batching requirements.
Our main intent is to highlight the significance of batch sizing decisions and draw the
attention of decision makers to their importance in design and operation of manufacturing
systems. The models may also serve as a starting point for numerical procedures in
calculating exact optimal batch sizes or for detailed simulation in evaluating performance.
4. Batch Sizing in the Presence of Setups and Material Handling
In this section we consider the case where parts are processed and transferred in
equal batches. The fact that the external arrival of batches is Poisson and the processing
times at machines are exponential, allows the central server queuing network describing the
cell to be decomposed and each machine, including the transportation system, to be treated
independently as a M/M/1 or M/M/n queue [18] [36]. Hence, the average part flow time in
the cell can be obtained as

-11-
W = si +
Qµi
1 - DQ
(si + Qµi
)∑i = 1
m
+γ( πn
(nµt - γDQ
) + 1
µt). (4.1)
where γ = m + 1 if an allocation is made for a separate load/unload station within the cell
and γ = m - 1 otherwise, n is the number of transporters,
πn =
[n!(1 - ρt)
j!(nρt)n - j∑j = 0
n - 1
]-1
for n > 1
ρt = γD
nQµt for n = 1
{ (4.2)
and ρt is the average utilization per transporter.
The above formulation assumes discrete transporters in the cell. For a continuous
flow transportation system, such as a conveyor, material handling time would consist of
only transportation time and thus average material handling time is given by that of a pure
delay server (i.e., a M/M/∞ queue). This type of material handling systems is generally not
affected by batch sizes. Consequently, we will limit our discussion in this section to
discrete or trip-based transportation systems. The empty travel time by the transportation
devices is implicitly accounted for in the transportation time so that total transportation time
is in fact the sum of empty and loaded travel time. This transportation time is aggregated
over trips between all pairs of machines. Such aggregation is a good approximation of
actual material handling times in either small cells or in cells with layouts where machines
are equidistant from each other. Finally, since in a directed flow shop, the load and unload
station are typically separated and closely coupled with the first and last machines
respectively, we heretofore assume, without loss of generality, that γ = m - 1.
Before we examine more closely the effect of batching on average part flow time,
we should note that in order to ensure cell stability, we need to have ρt and ρi <
1 for i = 1, 2, …, m. This leads to the following lower bound on the feasible batch size:

-12-
Qmin = max((m - 1)D
nµt, Ds1
1 - Dµ1
, …, Dsm
1 - Dµm
). (4.3)
Note that Qmin increases with increases in demand and is non-decreasing in setup times and
cell size. On the other hand, Qmin is non-increasing with increases in machine and
transporter speeds.
Batching decisions affect system performance in several ways. In particular, batch
sizes determine the maximum feasible production rate, and consequently, system capacity.
For a fixed level of Q, the maximum production rate is given by
Pmax = min(Qnµt
m - 1,
Q
s1 + Qµ1
, …, Q
sm + Qµm
). (4.4)
It is easy to verify that Pmax is increasing with increases in batch size and is non-decreasing
with increases in either the number of transporters or machine and transporter speeds. The
value of Pmax is on the other hand non-increasing with increases in setup times and cell
size. As the batch size gets larger, the maximum production rate approaches that of the
bottleneck machine in the system. That is,
limQ → ∞(Pmax) = min(µ1, µ2, …, µm). (4.5)
In addition to determining system capacity, batch size determines machine and
transporter utilization. Both utilization of machines and transporters are decreasing and
convex in Q. For machines, larger batches reduce the fraction of time spent on setups
while for transporters, larger batches reduce the frequency of transporter trips.
While the effect of batch size on system capacity and machine and transporter
utilizations is positive and monotonic, its effect on dynamic performance measures such as
flow time, queueing time, and work-in-process (WIP) is less clear. In order to isolate this
effect, let us first consider the special case of a cell with identical machines and a single
transporter. The expression for average flow time can then be shown to reduce to

-13-
W = ms +
Qµ
1 - DsQ
- Dµ
+ m - 1µt - (m - 1)D
Q
. (4.6)
Two different cases can be distinguished: systems with zero setup times and systems with
positive setup times.
Case 1: Zero Setup Times
In the absence of setups, i.e. when s = 0, the above equality can be rewritten as
W = mQ
µ - D + m - 1
µt - (m - 1)DQ
. (4.7)
This expression consists of two components: the first is linearly increasing in Q and the
second is decreasing and convex in Q. The first component corresponds to flow time at
machines and the second to material handling time. The behavior of these two components
is graphically depicted in Figure 3. The increase in flow time at machines is due to the
increase in the batch processing time, while the decrease in the material handling time is due
to the reduction in the frequency of transporter trips between machines. Noting that W is a
convex function of Q, the batch size value that minimizes flow time can be obtained by
differentiation as
Q* = (m - 1)D
µt(
(µ - D)mD
+ 1). (4.8)
The value of Q* is monotonically increasing as a function of machine processing rate and
cell size and monotonically decreasing and convex as a function of transporter speed.
Alternatively it can be said that Q* increases with transporter utilization and decreases with
machine utilization. This also means that increasing cell size or resource utilizations
without increasing the number or speed of the transporters requires an increase in batch
sizes. Note that as D approaches µ, Q* reduces to (m - 1)D/µt, which is a linearly
increasing function of both m and D and a decreasing and convex function of µt. Thus, at

-14-
high machine utilization, the optimal batch size is determined only by the level of loading of
the transporters. The effect of processing rates, transporter speed, cell size and overall
demand on the optimal batch size is graphically illustrated in Figures 4, 5 and 6.
It is interesting to note that the effect of cell loading, as measured by demand, is not
monotonic. As demand is initially increased from zero, the optimal batch size tends to
increase. However, as demand approaches the machine processing rate, i.e., as D
approaches µ, the optimal size starts to decrease toward the limit (m - 1)D/µt. This can be
explained by the high congestion experienced by the machines when D approaches µ which
makes larger batch sizes less desirable. The maximum Q* is realized when
D = D* = µ2
(1 + mm + 1
). (4.9)
Note that for large m, D* approaches µ. In other words, for large m, Q* is monotonic in
D. This is due to the fact that the increased load on the material handling system makes
larger batch sizes more desirable.
Case 2: Positive Setup Times
The presence of setups tends to increase the desirability of larger batch sizes as they
tend to decrease the frequency with which these setups are performed. As can be seen
from equality 4.1, flow time is not necessarily an increasing function of Q. In fact, initial
increases in batch size typically induce a decrease in flow time at machines. This is
eventually eroded by the increase in the batch processing times. This effect is illustrated in
Figure 7. The batch size that minimizes flow time at machines is given by
Qmachine* = Ds
Dµ
+ Dµ
Dµ
(1 - Dµ
). (4.10)
which is an increasing function of setup time and machine utilization. This batch size is
system-optimal, i.e. minimizes overall flow time, either in the absence of material handling

-15-

-16-

-17-

-18-
delays or when material handling is assured by a continuous transportation system such as
a conveyor. In the presence of a discrete material handling system, we have
Qmachine* ≤ Q*
. (4.11)
That is, a trip-based transportation system typically induces larger batch sizes. Thus,
batching decisions should include material handling considerations since the difference
between Q* and Qmachine* can be significant as shown in Table 1.
The increase in flow time for batch sizes larger than Q* is asymptotically linear in
Q. A lower bound on W is given by
WL = ms +
Qµ
1 - Dµ
+ m - 1µt
. (4.12)
For large values of Q this lower bound becomes a good approximation of part flow time
(see Figure 7).
Table 1 Q* versus Q machine*
(Qmachine* = 0.86, D = 0.9, µ = 1, n = 1, s = 0.1)
m µt Q* Q*/Qmachine*
1.3 1.0 1.2
2 1.0 1.2 1.4
5.8 1.4 1.6
0.5 2.2 2.6
1.3 3.6 4.2
6 1.0 4.8 5.6
5.8 6.0 7.0
0.5 9.8 11.2
1.3 6.3 7.3
10 1.0 8.3 9.6
5.8 10.4 12.1
0.5 16.7 19.4

-19-
These results can easily be extended to the more general case where batch
processing time distributions vary among machines and/or where material handling is
assured by multiple transporters. For example, a similar expression to 4.8 can be obtained
for the general case as:
Q* = (m - 1)D
µt( 1
D (µi - D)-1∑i = 1
m + 1). (4.13)
The value of Q* is again monotonically increasing as a function of machine processing rates
and cell size and monotonically decreasing and convex as a function of transporter speed.
Equivalently, Q* can be said to increase with transporter utilization and decrease with
machine utilizations.
In the presence of multiple transporters, Q* can be approximated† as:
Q* = (m - 1)D
nµt( 1
D (µi - D)-1∑i = 1
m + 1). (4.14)
where n is the number of transporters. It can be verified that Q* is a monotonically
decreasing and convex function of n. In fact, Q* is inversely proportional to n. For
example, increasing the number of transporters from 1 to 2 should be expected to cut the
optimal batch size by a half. In turn, the decrease in the optimal batch size reduces the
batch processing time while the increase in the number of transporters reduces material
handling time. Thus, the costs of adding transporters should be traded off with the
associated reduction in flow time. Note that this decrease is generally significant only with
the initial addition of a limited number of transporters.
5. Batch Sizing with Unequal Process and Transfer Batches † We use the fact that ρt is an upper bound on πn and that ρt is generally a good approximation of πn (e.g.,
ρt = πn when n = 1 and limρt → 1(πn) = ρt). An upper bound on flow time can thus be obtained by
substituting πn with ρt. This upper bound is differentiatiable with respect to Q and can be solved for Q*.

-20-
In this section, we consider the situation where transfer batches are allowed to be
smaller than process batches. This is generally done to reduce the amount of delay that
parts experience at each machine. This has also been advocated as a mechanism for
smoothing workflow through the system and minimizing congestion levels [13] [16] [17]
[26]. We will assess here the validity of this claim by examining under varying operating
conditions optimal sizes for process and transfer batches and studying the relationship
between both. Of particular interest will be to investigate the effect, if any, of smaller
transfer batches on overall part part flow time and levels of work-in-process inventories.
We consider a similar cell structure to that described in section 4. Parts arrive to the
cell in batches of size Qp (the process batch) where they wait for service at the first
machine. When the first machine finishes its current batch, it is setup for the next batch
and starts processing parts from that batch. At the completion of a sub-batch of size Qt (the
transfer batch), the machine releases the finished parts to the material handling system.
Parts are processed and transferred between subsequent machines in batches of size Qt.
Smaller batches are possible since subsequent machines would have to be setup only for
the first of these batches. In fact in practice, it is even possible to set up all machines
simultaneously, or at least off-line, for a new incoming batch so that a setup time delay is
experienced only at the first machine [14] [26].
Allowing for smaller transfer batches, results in smaller part processing times since
machines are setup only once for all transfer batches within a process batch. Thus, we
have
E(Si) = 1Nt
(si + Qt
µi) + Nt - 1
Nt(Qt
µi) = si
Nt +
Qt
µi, (5.1)
where Nt = Qp/Qt is the number of transfer batches per process batch. If we assume that
machines subsequent to machine 1 can be set up off-line in anticipation of a new incoming
batch, then the batch processing time for these machines is simply
E(Si) = Qt
µi (5.2)

-21-
for i > 1. In the following discussion, we restrict our attention to the case where such
savings in setup time are possible. Extensions to the more general case follow along
similar lines.
In order to obtain flow time-related performance, we use well known network
decomposition and approximation techniques [3] [36], where each machine is treated as a
GI/G/1 queue and the transporters as a GI/G/n queue and their performance approximated
using the corresponding first two moments of batch inter-arrival and processing times† .
Average part flow time at machine i can then be obtained as
Wi = E(Si) + E(Si)ρi(Cai
2 + Csi2)g
2(1 - ρi) (5.3)
where
ρi = =
DQt
(s1Nt
+ Qt
µ1) for i = 1
Dµi
for i > 1,{
Cai2 and Csi
2 are respectively the squared coefficients of variation of transfer batch inter-
arrival and processing times at machine i, and
g ≡ g(Cai2, Csi
2, ρi) =
exp[-2(1 - ρi)(1 - Cai
2)2
3ρi(Cai2 + Csi
2)] if Cai
2 < 1
1 if Cai2 ≥ 1.
{Similarly, average material handling time per trip is given by
Wt = E(St) +
E(St)ρt(Cat2 + Cst
2)g2(1 - ρt)
for n = 1
E(St) + E(St)πn(Cat
2 + Cst2)
2n(1 - ρt) for n > 1
{ (5.4)
where
E(St) = 1µt
, ρt = (m - 1)D
nQtµt, πn = [
n!(1 - ρt)
j!(nρt)n - j∑j = 0
n - 1
]-1
,
† In fact in our case, we only need to approximate with respect to the arrival process since processing timesare exponential.

-22-
and Cat2 and Cst
2 are respectively the squared coefficients of variation of transfer batch inter-
arrival and processing times at the material handling system. The squared coefficients of
variation are given by the following relationships
Cdi2 = (1 - ρi
2)Cai2 + ρi
2Csi2 (5.5)
and
Cdt2 = (1 - ρt
2)Cat2 + ρt
2Cst2 (5.6)
where Cdi2 and Cdt
2 are the squared coefficients of variations in inter-departure times from the
machines and material handling system respectively.
The coefficient of variation can be shown to reduce in the case of poisson external
arrivals and exponential processing and transportation times to the following (see Appendix
- proposition 1)
Cai2 =
2Nt - 1 for i = 1
Cdt2 - 1
m - 1 + 1 for i > 1
{ (5.7)
and
Cat2 =
Cdi2∑
i = 1
m - 1
m - 1 (5.8)
which can be solved as (see Appendix - proposition 1)
Cai2 =
(1 - ρt2)(Cat
2 - 1)m - 1
+ 1 (5.9)
for i = 2, …, m and
Cat2 =
(1 - ρ12)(2Nt - 1) +ρ1
2 + ((1 - ρi
2)(1 - ρt2)
m - 1 + 1)∑
i = 2
m - 1
m - 1 - (1 - ρi
2)(1 - ρt2)
m - 1∑i = 2
m - 1
. (5.10)
The expressions for average flow time at machines can now be rewritten as

-23-
Wi =
E(S1)(1 + ρ1(Nt - 1))(1 - ρ1)
for i = 1
E(Si)(2 + ρi(Cai
2 - 1))2(1 - ρi)
for i > 1{ (5.11)
where we have used the fact that the squared coefficients of variation are greater than 1 and
processing times are exponentially distributed. Total part average flow time can be
calculated as
W = (m - 1)Wt + Wi∑i = 1
m
. (5.12)
In studying the effect of Qt and Qp on flow time, we divide our discussion in the
remainder of this section, for ease of exposition, between two cases: continuous and
discrete material handling systems.
5.1 Case 1: Continuous Material Handling
In the case of a continuous material handling system, or with ample discrete
transporters, material handling delays are independent of batch size and correspond simply
to transportation time. In this case, we can show (see Appendix - proposition 2) that part
average flow time is a linearly increasing function of Qt. A result that follows from the fact
that batch processing times are linearly increasing in Qt. Consequently, the optimal transfer
batch size, Qt*, is equal to one. That is, parts should be transferred between machines as
soon as they finish processing.
The degree of reduction in flow time due to the institution of smaller transfer
batches can be significant. For example, consider the case where Cai2 is approximately 1 for
i = 2, …, m. The expression of flow time at a machine i then reduces to
Wi = Qt
(µi - D) (5.13)
which means that allowing for a transfer batch of size Qt reduces average flow time by
∆wi = Qp - Qt
(µi - D) (5.14)

-24-
for i = 2, …, m. This difference can be significant when either machine utilization is high
or transfer batch is small. Thus, transfer batches are particularly valuable when either
machine utilizations are high or the size of these batches can be made sufficiently smaller
than that of process batches.
For the first machine, the effect of smaller transfer batches can be examined by
rewriting the expression of average flow time at machine 1 as
W1 = E(S1) + E(S1)ρ1(Ca1
2 + 1)2(1 - ρ1)
= Qt
Qp(s1 +
Qp
µ1) +
DQp
(s1 + Qp
µ1)2
1 - DQp
(s1 + Qp
µ1), (5.15)
which is clearly linearly decreasing with decreases in Qt. Note, however, that only
processing time is affected by the smaller transfer batch while queuing time (flow time
minus processing time) remains independent of Qt. This means that transfer batches
experience the same delays in queue regardless of their size (a rather counter-intuitive
result). The reduction in processing time due to transfer batches can be measured by the
difference:
∆W1 = (s1 + Qp
µ1)(1 -
Qt
Qp). (4.16)
This difference increases linearly with increases in either setup or part processing times.
That is, smaller transfer batches are particularly valuable when either setup times or
processing times are long. The benefits of transfer batches for machine 1 are however
independent of production demand D and thus independent of system loading. The effect
of Qt on overall flow time is illustrated in Figure 8.
The effect of Qp on flow time is more ambiguous. Average processing time at
machine 1 is a decreasing and convex function of Qp. A result that follows from the fact
that larger process batches reduce the frequency of setups. The degree of reduction in
processing time is itself an increasing function of the transfer batch size as indicated by the
first order derivative of processing time:

-25-

-26-
∂E(S1)∂Qp
= - Qts1
Qp2
. (4.17)
This means that greater reductions in processing time are achieved when Qt is larger. In
contrast, the effect of Qp on queueing time is independent of Qt and follows similar patterns
to those obtained in the absence of smaller transfer batches. As Qp is initially increased
from its minimum value, average queuing time is significantly reduced (due to the decrease
in the frequency of setup times). This reduction eventually levels off and queueing time
starts to increase again with batch size. This behavior is graphically depicted in Figure 9.
Since queuing time is unaffected by the size of transfer batches, the change in the
optimal size of the process batch will be largely determined by the behavior of processing
time. Noting that with smaller transfer batches, processing times decrease with increases in
the process batch, it can be shown (see Appendix - proposition 3) that the optimal process
batch will be larger than the one obtained for equal transfer and process batches. That is,
Qp* ≥ Qp0
* (4.18)
where Qp0* is the optimal batch size when Qp = Qt. This means that smaller transfer batches
tend to induce larger process batches. This effect is graphically illustrated in Figure 10.
This effect is somewhat paradoxical since transfer batches are used to reduce the negative
impact of large process batches.
In addition to its impact on flow time, a smaller transfer batch can affect overall
production capacity. This can be seen by considering the maximum feasible production
rate. This is given by
Pmax = Qp
s + Qp
µ
, (4.19)
which is strictly increasing in Qp. Since Qp* increases with a decrease in Qt, Pmax also
increases with decreases in Qt when the adopted process batch size is Qp*.

-27-

-28-
5.2 Case 2: Discrete Material Handling
For a cell with a discrete set of transporters, the expression of flow times at
machines and at the transporters is given by equalities 5.3 and 5.4 from which it can be
verified that the effect of Qt is not necessarily monotonic as it is in the previous case. In
particular, while flow time at machines is linearly increasing in Qt, material handling time is
decreasing and convex as a function of the same parameter. This is due to the fact that
smaller transfer batches, while reducing batch processing times, increase the load on the
material handling system. Consequently, depending on the utilization of the material
handling system and that of the machines, smaller transfer batches may or may not be
desirable. Note also that not only the optimal transfer batch may not be one, but a transfer
batch size of one may not be even feasible. In fact, a lower bound on the minimum feasible
transfer batch size is determined by the loading of the material handling system and is given
by
Qtmin = (m - 1)D
nµt. (5.20)
This lower bound may not be necessarily one since (m - 1)D/nµt can be greater than unity.
In fact, when Qtmin approaches Qp, we may be forced to abandon smaller transfer batches
altogether and let Qp = Qt.
In order to more easily illustrate the relationship between Qt* and system operating
parameters, we consider the case where machine 1 is operating under high loading
conditions, that is when ρ1 → 1. Under such conditions, the squared coefficients of
arrival variation at the material handling system and at subsequent machines will tend
toward 1. In turn, part average flow time reduces to
W = W1 + Qt
Qtµt - (m - 1)D +
Qt
µi - D∑i = 2
m
. (5.21)
The optimal transfer batch size can then be obtained by differentiation as

-29-
Qt* = 1
µt((m - 1)D +
(m - 1)D
1µi - D
∑i = 2
m
+ s1Qp
+ 1µ1
). (5.22)
From the above expression, we can see that Qt* increases linearly with
transportation time (or equivalently the transporter's utilization). This means that with
either a slow transportation system or with a highly loaded one, the optimal transfer batch
may be greater than one (in fact, Qt* may not even be smaller than Qp). On the other hand,
the value of Qt* tends to decrease with increases in the utilization of machines 2 through m .
With the utilization of any machine approaching its upper limit, we have
limρi → 1(Qt*) = Qtmin =
(m - 1)Dµt
(5.23)
for i = 2, …, m. Thus, the congestion at machines downstream can increase the
desirability of smaller transfer batches and possibly counter-balance the effect of material
handling. The optimal transfer batch size also decreases with increases in setup time or
processing time at the first machine.
The optimal transfer batch size is furthermore dependent on the process batch size.
The optimal value of Qt is strictly increasing with Qp with an upper limit given by:
limQp → ∞(Qt*) = 1
µt((m - 1)D +
(m - 1)D
1µi - D
∑i = 2
m
+ 1µ1
). (5.24)
Finally, it is interesting to note that while Qt* is directly dependent on the loading of
the material handling system and of other machines, the optimal process batch, for a given
Qt, is unaffected by these considerations. In fact, the expression for Qp* is the same as the
one obtained in section 5.1. In other words, when the transfer batch is fixed, optimal
process batching decisions can be made by considering only the first machine. The
operating conditions of the material handling system and subsequent machines can,
however, indirectly affect the optimal process batch, if transfer batches are chosen
optimally according to equality 5.22.

-30-
Similar results can be shown to hold in the general case. Although analytical
expressions for the optimal transfer batch size are not as easily obtained in this case,
standard search techniques can be applied. In fact, the heavy loading approximation for the
optimal transfer batch size can serve as a good starting point in this search. As evidenced
by the numerical examples in Table 2, the transfer batch size obtained from equality 5.22 is
indeed a good approximation (which becomes exact when Cai2 → 1) of the actual Qt
*.
Table 2 Comparisons between approximated and exact values of Qt*
(Qp* = 50, m = 10, n = 1, s = 5, µi = µ = 1)
D µt Qt* (exact) Qt
* (approximation)
0.6 11.7 9.8
0.6 0.8 8.9 7.4
1.0 7.1 5.9
1.2 6.0 4.9
0.6 13.5 12.0
0.75 0.8 10.1 9.0
1.0 8.2 7.2
1.2 6.8 6.0
0.6 15.0 14.0
0.9 0.8 11.2 10.5
1.0 9.0 8.4
1.2 7.6 7.0

-31-
6. Simulation Models
The validity of the analytical models used in the previous section was further
evaluated using discrete event simulation. Simulation allows us to construct models that
describe more accurately both the arrival process of batches to machines and the processing
of these batches on machines. Simulation also allows us to explicitly separate batch setup
times from their processing times. Simulation results describing operating scenarios with
varying demand, setup times, and batch sizes and for varying cell sizes are presented in
Tables 3, 4, 5, 6 and 7.
It is easy to verify that the analytical models provide, for the most part, a good
approximation of actual cell performance. The performance of the analytical models
deteriorates somewhat when the effect of setup times is significant. This is the case when
setups are long and/or when the cell consists of few machines. The difference between the
two models is due to the fact that setup times are aggregated into the overall batch
processing time in the analytical one. In contrast, the simulation models use a constant
setup time that is distinct from the batch's actual processing time.
We should note that the inclusion of setup time in the batch processing time was
made in the previous sections for ease of discussion only and is not required by the
analytical models themselves. In fact, using the G/GI/1 approximations, any type of arrival
and processing time distributions can be accommodated. These approximations can easily
allow us to explicitly differentiate between setup times and processing times and/or between
the processing times of different parts within a batch. The approximations can also be used
to capture processing differences between different arriving batches (see for example [29]).
Our intent in this paper is, however, not to predict performance accurately but to provide
qualitative insights into the effect of batch sizing decisions on performance.

-32-
Table 3 Comparisons between simulation and analytical models - Scenario 1(Qp = Qt = Q, m = 5, n = 1, s = 75, D = 0.8, µi = µ = 1, µt = 1.33)
Q W (analytical) W (simulation)
4 482.5 367.4
5 365.1 285.7
6 342.5 289.1
7 343.6 289.9
8 354.3 307.6
9 369.7 314.5
10 387.9 345.6
15 495.8 459.5
25 734.9 699.9
50 1325.9 1334.4
Table 4 Comparisons between simulation and analytical models - Scenario 2(Qp = 60, m = 5, n = 1, s = 75, D = 0.8, µi = µ = 1, µt = 1.33)
Qt Nt W (analytical) W (simulation)
60 1 1522.9 1518.8
30 2 903.6 915.3
20 3 697.2 699.7
15 4 594.0 602.5
12 5 532.1 539.0
10 6 490.8 494.3
6 10 408.2 399.2

-33-
Table 5 Comparisons between simulation and analytical models - Scenario 3(Qp = 60, Qt = 15, m = 5, n = 1, D = 0.8, µi = µ = 1, µt = 1.33)
s W (analytical) W (simulation)
1 600.6 597.9
4 704.8 649.3
7 891.0 712.4
10 1307.2 910.8
13 2988.8 1654.3
Table 6 Comparisons between simulation and analytical models - Scenario 4(Qp = 60, Qt = 15, s = 5, n = 1, D = 0.8, µi = µ = 1, µt = 1.33)
m W (analytical) W (simulation)
2 559.3 369.8
3 614.9 473.4
4 682.4 561.5
5 754.1 670.4
6 827.7 758.8
Table 7 Comparisons between simulation and analytical models - Scenario 5(Qp = 60, Qt = 15, m = 5, n = 1, s = 5, µi = µ = 1, µt = 1.33)
D W (analytical) W (simulation)
0.8 96.7 112.4
1.0 126.0 134.0
1.2 174.3 168.9
1.4 273.6 235.4
1.6 656.1 470.0

-34-
7. Conclusions and Discussion
In this paper, we studied the effect of batching decisions on performance of
manufacturing cells. We introduced new analytical models that account for material
handling, both discrete and continuous, and differentiate between process and transfer
batches. The models are used to characterize the optimal transfer and process batches
under varying conditions of demand, setup time, cell size, number of transporters, and
machine and transporter speeds. Some of the findings are summarized below.
• Even in the absence of setup times, the minimum feasible process batch size as well as the
optimal process batch size may be greater than one. Smaller process batches result in more
frequent material handling trips which can, in turn, lead to deterioration in flow time related
performance measures. This is particularly the case for large cells and/or for cells with
highly utilized transporters. On the other hand, larger batches tend to increase part
processing times at machines which itself increases flow time. Consequently, an optimal
batching decision must balance both material handling and processing time considerations.
• With the presence of setup times, larger batch sizes reduce the frequency of material
handling and that of setups. As a result, the optimal batch size is larger than the one
obtained either in the absence of material handling or setups. The need for batching can be
dramatically reduced by either decreasing setup times or increasing the number of
transporters.
• Flow time performance may be improved by instituting a transfer batch that is smaller
than the process batch. This improvement can be significant in the absence of material
handling penalties. A smaller transfer batch also tends to induce a larger optimal process
batch than the one obtained with equal transfer and process batches resulting in greater
overall cell capacity.
• For a discrete material handling system, a smaller transfer batch may or may not improve
cell performance depending on the loading of the transporters and the utilization of the

-35-
machines. Highly loaded transporters tend to favor larger batches while highly loaded
machines make smaller transfer batches more desirable.
• The value of the process batch is unaffected by the loading of the material handling
system and the operating conditions of machines subsequent to the first one. In fact, the
optimal process batch is simply the one that minimizes flow time through the first machine.
The models described in this paper can easily be extended to more general situations
where batch inter-arrival times, part processing times and machine setup times are not
necessarily exponentially distributed or homogenous. For example, using the two moment
approximations for GI/G/1 and GI/G/n queues and the network decomposition and
superposition method described in section 4, heterogeneous part types with differing
processing time, setup time, and inter-arrival time distributions can be accommodated.
Under these general conditions, analytical expressions for the optimal process and transfer
batches are for the most part to difficult to obtain. However, the exponential and/or heavy
traffic approximations described in this paper can be used to guide numerical searches
and/or simulation.
The same approaches can be applied to model cells where operation sequences are
not fixed or when there is routing flexibility. The probabilistic routing matrix that drives
the central server model of the cell has simply to be re-adjusted to reflect the batch routing
and sequencing variety. A model along these lines for job shops, although it does not
account for material handling, can be found in [22].
The basic model can also be extended to reflect situations where different parts can
be produced in different batch sizes. The different batch sizes must then be explicitly
included in the batch processing times. The search for an optimal batch size becomes
a vector search since an optimal batch size has to be obtained individually for each
part type.
In certain manufacturing cells, the setup times for batches is sequence dependent.
For example, batches of part types that are similar in their processing requirements may

-36-
require smaller setup times if they follow each other on the same machine. This difference
in setup times can be accounted for by first obtaining the appropriate distribution of setup
time (e.g., the probability of a major setup time and a minor setup time) and then that of the
resulting batch processing time. A methodology for obtaining the batch processing time
distribution under these conditions is described in [2]. A scheduling approach that
minimizes setup times is described in [29].

-37-
Appendix
Proposition 1: Cai2 =
2Nt - 1 for i = 1
Cdt2 - 1
m - 1 + 1 for i > 1
{ and Cat2 =
Cdi2∑
i = 1
m - 1
m - 1.
Proof: From the general expression for coefficients of arrival variation in an open queuing
network, we have [3] [36]
Cai2 =
λ jpji
λ i
(pjiCdi2 + (1 - pji))∑
j = 1
m + 1
+ α i
λ i
where pji is the routing probability from node i to node j (nodes include machines and the
material handling system), α i is the fraction of external arrivals that enter the network
through node i and m + 1 is the number of nodes in the network (node m + 1 is used to
refer to the material handling system). In our case, α1 = 1 since all parts enter the cell at
machine 1, the routing probability from machines 1 through m - 1 to the material handling
system is always one, that from the material handling system to machines 2 through m is
1/(m - 1) and to machine 2 is zero. Parts exit the cell from machine m so that all the routing
probabilities from that machine are zero. Substituting these probabilities in the above
expression, we obtain
Cai2 =
Cdt2 - 1
m - 1 + 1
for i = 2, 3, …, m and
Cat2 =
Cdi2∑
i = 1
m - 1
m - 1
for the material handling system.
The variation in the arrival process at machine 1 is more difficult to characterize as
parts enter and depart the machine in unequal batches. Let E(ap) and E(at) represent
respectively the mean inter-arrival time of production and transfer batches. Since the arrival

-38-
of a production batch consists of the simultaneous arrival (i.e. with zero inter-arrival time)
of Nt transfer batches, we have
E(at) = E(ap)
Nt.
The variance of transfer batch inter-arrival times can similarly be expressed as
Var(at) = E(ap
2)Nt
- E(ap)2
Nt2
which can also be rewritten as
Var(at) = [E(ap
2) - E(ap)2]Nt
+ (Nt - 1)E(ap)2
Nt2
.
Dividing by the squared mean of transfer batch inter-arrival times leads to
Cat2 =
Var(at)
E(at)2 =
[E(ap2) - E(ap)2]
Nt +
(Nt - 1)E(ap)2
Nt2
E(ap)2
Nt2
,
or equivalently
Cat2 = Nt(Cap
2 + 1) - 1.
Since Cap2 = 1, we have
Cai2 = 2Nt - 1. ◊
Proposition 2: With a continuous material handling system, part average flow time is
linearly increasing in Qt.
Proof: In order to prove the above proposition, we only need to show that flow time at
machines 2 through m is linearly increasing in Qt. Using the fact that, with a continuos
material handling system, the departure process from a machine corresponds simply to the
departure process from the preceding machine, we have
Cai2 = (1 - ρi - 1
2 )Cai - 12 + ρi - 1
2 Csi - 12 .
For machine 2,

-39-
Ca22 = (1 - ρ1
2)(2Qp
Qt - 1) + ρ1
2.
Substituting in the expression of flow time at machine 2, we get
W2 = Qt
µ2 +
Qt
µ2ρ2((1 - ρ2)(2
Qp
Qt - 1) + ρ2 + 1)
µ2
which is clearly linear and increasing in Qt. The proof for subsequent machines follow
along similar lines. ◊
Proposition 3: Qp* ≥ Qp0
* .
Proof: Let W1 = W when Qp = Qt and W2 = W when Qp > Qt, then
W2 = W1 - ∆W
where
∆W = (s + Qp
µ)(1 -
Qt
Qp).
Now, since∂W2
∂Qp =
∂W1
∂Qp -
∂∆W
∂Qp.
and
∂W2
∂Qp|Qp
* = ∂W1
∂Qp|Qp
* - ∂∆W
∂Qp|Qp
* = 0,
we have
∂W1
∂Qp|Qp
* = ∂∆W
∂Qp|Qp
*.
Noting that
∂∆W
∂Qp|Qp
* = 1µ
+ sQt
Qp2
> 0
for all Qp, means that
∂W1
∂Qp|Qp
* > 0.

-40-
Since ∂W1
∂Qp is positive only when Qp > Qp0
* , we have Qp* ≥ Qp0
* . ◊

-41-
References
[1] Baker, K. R., "Lot Streaming to Reduce Cycle Time in a Flow Shop," Working PaperNo. 203, Amos Tuck School, Dartmouth College, 1987.
[2] Benjaafar, S., "Modeling and Analysis of Machine Sharing in AutomatedManufacturing Systems," The European Journal of Operational Research, Forthcoming.
[3] Buzacott, J. A. and J. G. Shanthikumar, Stochastic Modeling of ManufacturingSystems, Prentice Hall, New Jersey, 1993.
[4] Buzacott, J. A. and J. G. Shanthikumar, "Design of Manufacturing Systems UsingQueueing Models," Queueing Systems, 12, 135-214, 1992.
[5] Buzacott, J. A. and D. Yao, "Flexible Manufacturing Systems: A Review of AnalyticalModels," Management Science, 32, 7, 890-905, 1986.
[6] Bitran, G. R. and S. Dasu, "A Review of Open Queueing Network Models ofManufacturing Systems," Queueing Systems, 12, 95-132, 1992.
[7] Co, H. C. and Wysk, R. A., "The Robustness of CAN-Q in Modeling AutomatedManufacturing Systems," International Journal of Production Research, 24, 6, 1485-1503,1986.
[8] Dobson, G., Karmarkar, U. S. and J. L. Rummel, "Batching to Minimize Flow Timeson One Machine," Management Science, 33, 6, 784-799, 1987.
[9] Egbelu, P. J., "The Use of Non-Simulation Approaches in Estimating VehicleRequirements in an Automated Guided Vehicle Based Transport System," Material Flow,4, 17-32, 1987.
[10] Egbelu, P. J., "Pull versus Push Strategy for Automated Guided Vehicle LoadMovement in a Batch Manufacturing System," Journal of Manufacturing Systems, 6 , 3,209-220, 1987.
[11] Egbelu, P. J. and J. M. A. Tanchoco, "Characterization of Automatic Guided VehicleDispatching Rules," International Journal of Production Research, 22, 3, 359-374, 1984.
[12] Egbelu, P. J. and J. M. A. Tanchoco, "Potentials for Bi-Directional Guide Path forAutomated Guided Vehicle Based Systems," International Journal of Production Research,24, 5, 1075-1097, 1986.
[13] Goldratt, E. M. and J. Cox, The Goal: A Process of Ongoing Improvement, NorthRiver Press, Crotonon-Hudson, NY, 1984.
[14] Greene, T. J. and R. P. Sadowski," A Review of Cellular ManufacturingAssumptions, Advantages and Design Techniques," Journal of Operations Management, 4,85-97, 1984.
[15] Groover, M. P., Automation, Production Systems, and Computer IntegratedManufacturing, Prentice Hall, Englewood, New Jersey, 1989.
[16] Hopp, W. J., M. L. Spearman, and Woodruff, D. L., "Practical Strategies for LeadTime Reduction", Manufacturing Review, 3, 1, 1990.

-42-
[17] Jacobs, F. R., "OPT Uncovered: Many production planning and scheduling conceptscan be applied with or without the software," Industrial Engineering, 16, 32-41, 1984.
[18] Jackson, J. R., "Jobshop-like Queueing Systems," Management Science, 10 , 131-142, 1963.
[19] Johnson, M. E. and M. L. Brandeau, "An Analytical Model for Design of aMultivehicle Automated Guided Vehicle System," Management Science, 39, 12, 1477-1489, 1993.
[20] Karmarkar, U. S., "Lot Sizes, Lead Times and In-Process Inventories," ManagementScience, 33, 3, 409-418, 1987.
[21] Karmarkar, U. S., "Lot Sizing and Sequencing Delays," Management Science, 33, 3,419-423, 1987.
[22] Karmarkar, U. S. and S. Kekre, "Lotsizing in Multi-Item Multi-Machine Job Shops"IIE Transactions, 17, 3, 290-298, 1985.
[23] Karmarkar, U. S., Kekre, S., Kekre and S. Freeman, "Lot Sizing and Lead-timePerformance in a Manufacturing Cell," Interfaces, 15, 2, 1-9, 1985.
[24] Kekre, S., "Performance of a Manufacturing Cell with Increased Product Mix," IIETransactions, 19, 2, 329-339, 1987.
[25] Kleinrock, L., Queuing Systems, Vol. I, John Wiley, New York, New York, 1975.
[26] Lee, L. C., "A Study of System Characteristics in a Manufacturing Cell," InternationalJournal of Production Research, 23, 6, 1101-1114, 1985.
[27] Potts, C. N. and K. R. Baker, "Flow Shop Scheduling with Lot Streaming,"Operations Research Letters, 8, 297-303, 1989.
[28] Schonberger, R. J., "Applications of Single-Card and Dual-Card Kanban," Interfaces,13, 56-67, 1983.
[29] Sheikhzadeh, M. and S. Benjaafar, "Set-up Based Scheduling: An Analytical Model,"IIE Transactions, Forthcoming, 1994.
[30] Solberg, J. J., "A Mathematical Model of Computerized Manufacturing Systems,"Proceedings of the 4th International Conference on Production Research, Tokyo, Japan,1977.
[31] Srinivasan, M. M., Bozer, Y. A. and M. Cho, "Trip-Based Material HandlingSystems: Throughput Capacity Analysis," IIE Transactions, 26, 1, 70-89, 1994.
[32] Steiner, G. and W. G. Truscott, "Batch Scheduling to Minimize Cycle Time, FlowTime, and Processing Cost," IIE Transactions, 25, 5, 90-97, 1993.
[33] Sugimori, Y., Kusunoki, K., Cho, F. and S. Uchikawa, "Toyota Production Systemand Kanban System Materialization of Just-in-Time," International Journal of ProductionResearch, 15, 6, 553-564, 1977.

-43-
[33] Tanchoco, J. M. A., Egbelu, P. J. and F. Taghaboni, "Determination of the TotalNumber of Vehicles in an AGV-Based Material Transport System," Material Flow, 4 , 33-51, 1987.
[34] Viswanadham, N. and Y. Narahari, Performance Modeling of AutomatedManufacturing Systems, Prentice Hall, Englewood Cliffs, New Jersey, 1992.
[35] Wemmerlöv, U. and L. N. Hyer, "Cellular Manufacturing in the U.S. Industry: ASurvey of Users," International Journal of Production Research, 27, 9, 1511-1530, 1989.
[36] Whitt, W., "The queueing Network Analyzer," The Bell System Technical Journal,62, 9, 2279-2815, 1983.
[37] Wysk, R. A., Egbelu, P. J., Zhou, C. and B. K. Ghosh, "Use of Spread SheetAnalysis for Evaluating AGV Systems," Material Flow, 4, 53-64, 1987.
[38] Zipkin, P. H., "Models for Design and Control of Stochastic, Multi-Item BatchProduction Systems," Operations Research, 34, 1, 91-104, 1986.