Embed Size (px)
Citation preview
Dr Tim Sandle
Pharmaceutical Microbiology Resources: www.pharmamicroresources.com
Bacterial endotoxin contamination of water systems

Introduction
• Bacterial endotoxin
• Environmental endotoxin
• How water systems can become contaminated
• Microbial challenge
• Poor design
• Sampling, testing and laboratory error.
• Three case studies
• In-use system modification
• Heat exchangers
• Shutdown maintenance
Bacterial endotoxin
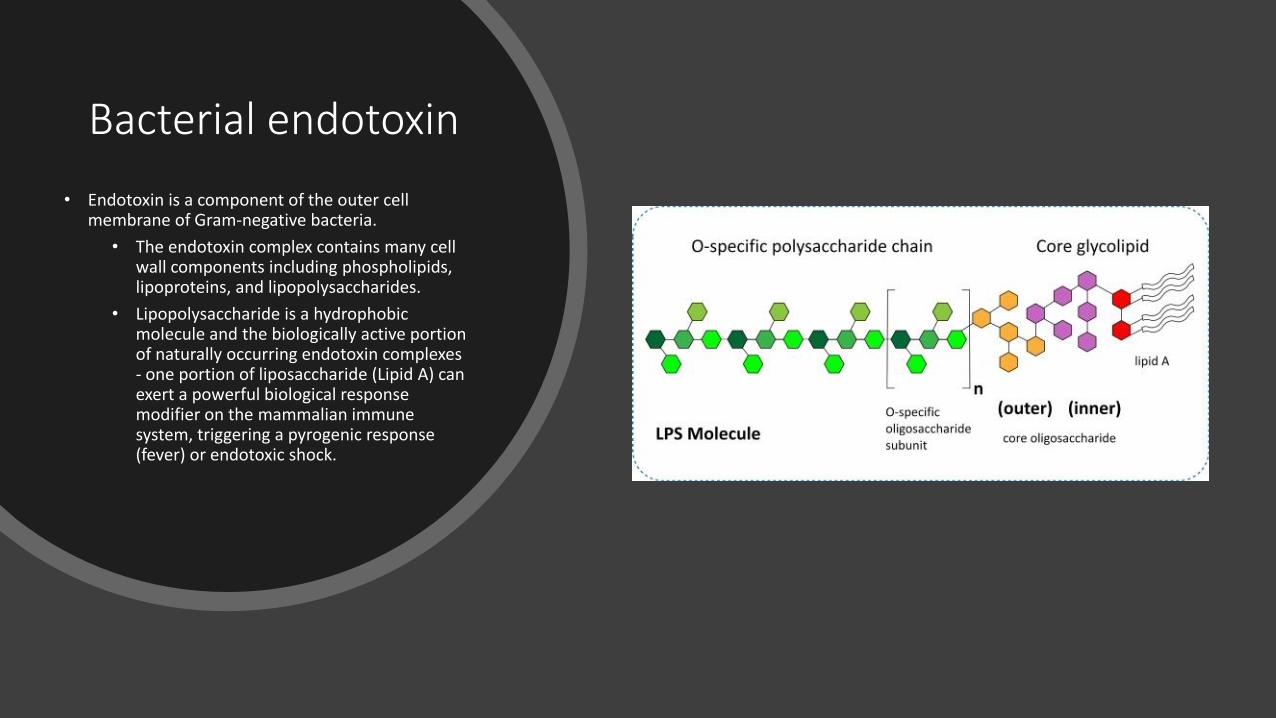
• Endotoxin is a component of the outer cell membrane of Gram-negative bacteria.
• The endotoxin complex contains many cell wall components including phospholipids, lipoproteins, and lipopolysaccharides.
• Lipopolysaccharide is a hydrophobic molecule and the biologically active portion of naturally occurring endotoxin complexes - one portion of liposaccharide (Lipid A) can exert a powerful biological response modifier on the mammalian immune system, triggering a pyrogenic response (fever) or endotoxic shock.
Bacterial endotoxin
• The primary source of endotoxin is pharmaceutical grade water, due to the potential for Gram-negative bacteria to be present in the water system or outlets.
• The water source of greatest impact is Water-for-Injections (WFI), because this is used as an ingredient water.
• Water is used in pharmaceutical processing for the following purposes:
• “Ingredient” water for aqueous sterile products,
• Water supplied for cleaning of product contact equipment and components,
• Water supplied to laundries,
• Water supplied for hand washing,
• Steam supplies to autoclaves, SIP systems etc.
Bacterial endotoxin
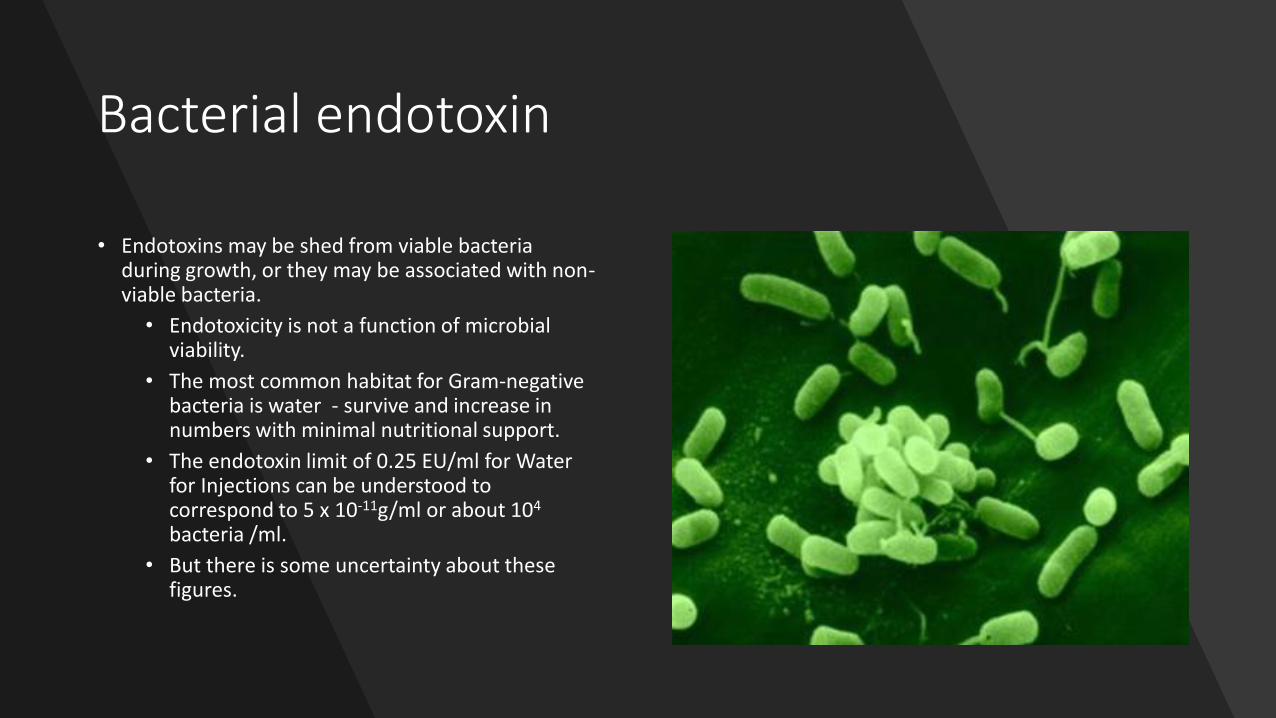
• Endotoxins may be shed from viable bacteria during growth, or they may be associated with non-viable bacteria.
• Endotoxicity is not a function of microbial viability.
• The most common habitat for Gram-negative bacteria is water - survive and increase in numbers with minimal nutritional support.
• The endotoxin limit of 0.25 EU/ml for Water for Injections can be understood to correspond to 5 x 10-11g/ml or about 104 bacteria /ml.
• But there is some uncertainty about these figures.
Bacterial endotoxin
• Environmental endotoxin differs to pure endotoxin, as found with LAL test reagents.
• Environmental endotoxin is highly heterogeneous.
• Potency varies according to bacterial species and strain, plus solubility and molecular weight.
• More potent endotoxins have the highest molecular Lipid-A weight or which are disaggregated.
• In water, endotoxin aggregates to form vesicles (membranous structures).
• The size of these vesicles is dependent upon the type of the LPS structure and the pH, salt concentration and purity of the water - typically between 20,000 to 100,000 Daltons.

How water systems can become contaminated • Microbial challenge
• Water systems can become contaminated where the supply water is high in bioburden and this exceeds the design tolerances for the water purification process.
• The degree of bioburden reduction required varies according to the quality of the starting water and with seasonality.
• Variation is a factor:
• The complexity in community assembly.
• Water matrices.
• Physical structures.
• Longitudinal land temporal dynamics.
• Bio-geographical distributions.
• Chemical gradients from source to the pharmaceutical facility.
How water systems can become contaminated
• Microbial challenge:
• Understanding of the complexity of the water microbial community has been under-estimated due to the limitations of the heterotrophic plate count.
• Advances with 16S rRNA gene amplicon analysis are revealing greater water microbial diversity.
• Other factors influencing microbial numbers:
• Suspended solids (particulate matter transported throughout the network).
• Pipe wall biofilm.
• Loose deposits (particulate matter accumulated on the pipe bottom).
• Exchange of microorganisms between these multi-phases.
How water systems can become contaminated
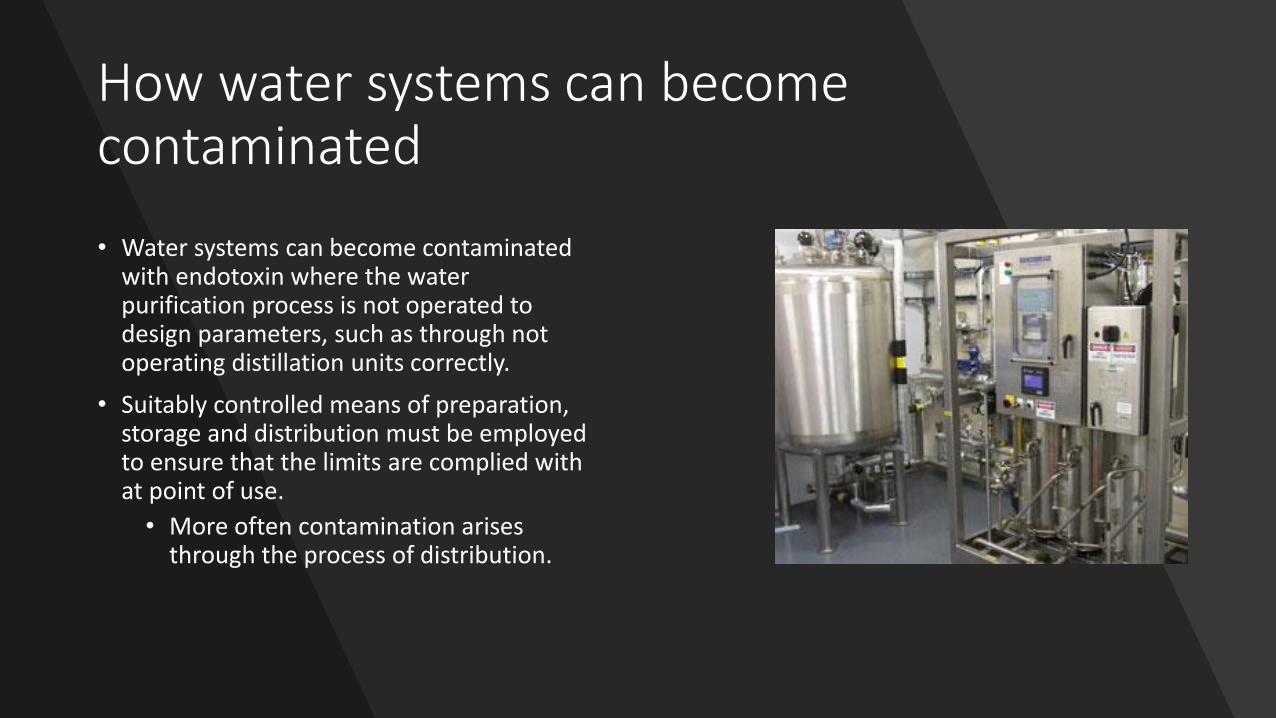
• Water systems can become contaminated with endotoxin where the water purification process is not operated to design parameters, such as through not operating distillation units correctly.
• Suitably controlled means of preparation, storage and distribution must be employed to ensure that the limits are complied with at point of use.
• More often contamination arises through the process of distribution.
How water systems can become contaminated
• Good control requires:
• Smooth internal surfaces in tanks and in pipe-work. Microorganisms adhere less well to smooth surfaces than to rough surfaces. Pipe joints and welds can disrupt smoothness.
• Continuous movement of the water in tanks and rapid flow in pipe-work. Where shear forces are involved microorganisms adhere poorly to surfaces.
• Avoidance of areas where water can remain stagnant. These include “dead legs” – water may stagnate in branch pipes.
• Water can also remain stagnant in valves, particularly at user points and even more particularly at user points which are not in frequent and regular use. This is counteracted by use of so-called hygienic or “zero dead leg” valves - better than many alternatives (like ball valves).
How water systems can become contaminated
• Also needed:
• Ring mains should be sloped (have "drop") from point of origin to the point of return to ensure that systems are completely drainable.
• Avoidance of leakage or pressure issues. Water leaks can cause bridging of water to the external environment through which bacteria may enter the system.
• Storage tanks should be equipped with filter on their air vents to prevent air-borne microbiological ingress. They may even be held under a "blanket" of an inert gas such as nitrogen.
• High temperature storage and distribution.
• There are cold systems, but these carry greater risks.
Regular monitoring
• Both generation systems and user points require monitoring to demonstrate that the level of endotoxin in water is below the maximum permitted level of 0.25 EU/mL.
• Annex 1 makes reference to ‘each time of use’.
• 24 hour production requires assessment at different times of use.
• Any OOL result requires investigation.
Test methods
• LAL test
• The principle of the LAL test is a reaction between lipopolysaccharide and a substance (“clottable protein”) contained within amoebocyte cells derived from the blood of the Horseshoe Crab (of which Limulus polyphemus is the most commonly used species).
• When the endotoxin of Gram-negative bacteria contacts with the horseshoe crab’s amebocytes a series of enzymatic reactions begin. The pathway alters amebocyte coagulogen into a fibrinogen like clottable protein, which forms a coagulin gel.
• Types: gelation, turbidimetric, chromogenic.
Test methods
Later developments with the LAL test have seen the growing use of recombinant lysates, due to concerns with the ecological and economic use of horseshoe crabs.
Sometimes recombinant LAL is supplemented for natural LAL; other methods have also been developed, such as ELISA (Enzyme-Linked Immunosorbent Assay) based methods.
Here endotoxin is bound to a phage protein and detected by recombinant Factor C (rFC) and quantified through the detection of a fluorescence substrate.
An alternative to both the LAL test and the classic rabbit pyrogen test is the Monocyte Activation Test (MAT).
Endotoxin Units
• The unit of measurement for the LAL test is the Endotoxin Unit (EU), expressed as EU per mL or mg.
• This is a measure of the activity of the endotoxin.
• Endotoxins differ in their biological activity or potency; the pyrogenicity or LAL reactivity of one endotoxin preparation may be very different from that of another of the same weight.
• Conversely, two endotoxin molecules may be different sizes and different weights but may have the same reactivity in a LAL test.
• The potency of an endotoxin determined with one LAL reagent lot may differ from that determined with another lot.
• Expressing endotoxin concentrations in EUs avoids the issues of different potencies of different endotoxins and allows microbiologists to compare results of different LAL tests performed in different laboratories.
• The LAL test limit for WFI is 0.25 EU/mL.
Laboratory error
• Consider:
• Were the sampling containers free from interfering substances?
• Did the sampling container show any leaks? Was the lid sealed?
• Was the container kept at an appropriate temperature for appropriate duration post sampling?
• Was sampling performed by a trained operator?
• Were negative controls satisfactory?
• Were spike recoveries satisfactory?
• Wad the correct endotoxin standard curve used?
• Were pipettors in calibration?
• Did pipettors function normally?
• Were pyrogen-free pipette tips used?
• Could consumables or testing reagents be cross contaminated with endotoxin?
• Have the calculations been checked?
• Review of testing (standards, dilution scheme, pH adjustments, mixing efficacy, spiking volumes)
Case study 1
Case study 1
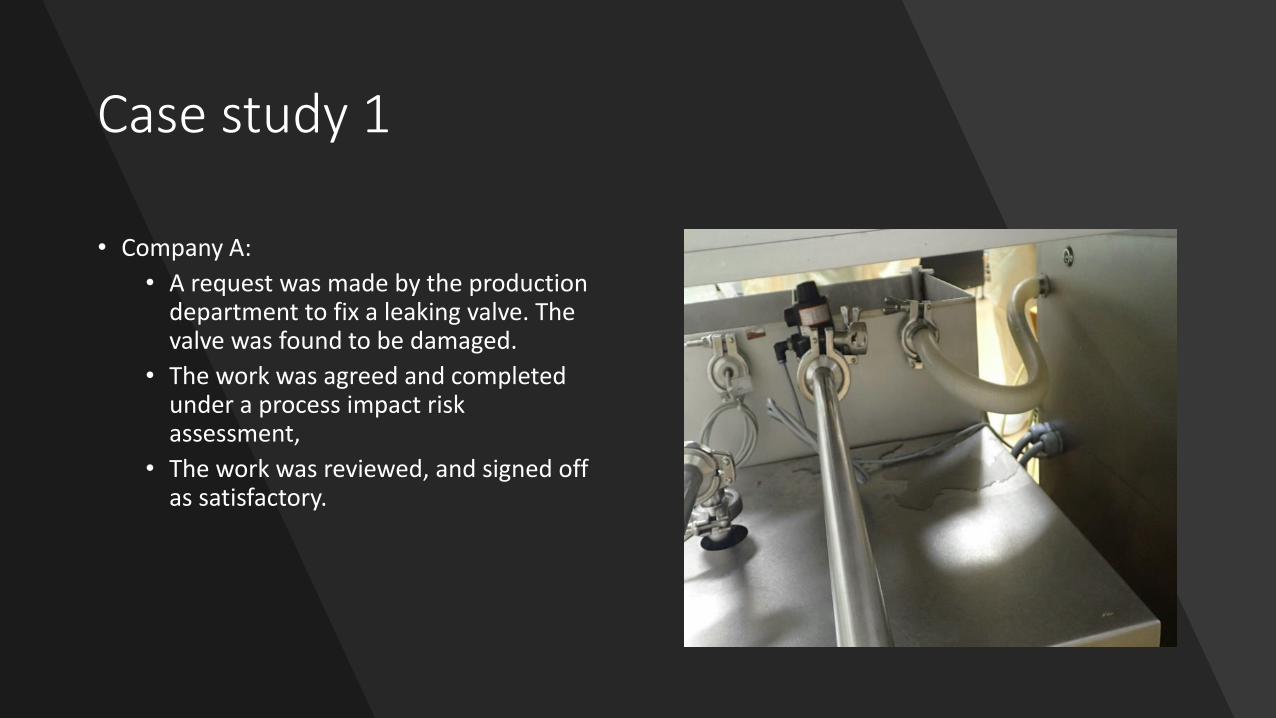
• Company A:
• A request was made by the production department to fix a leaking valve. The valve was found to be damaged.
• The work was agreed and completed under a process impact risk assessment,
• The work was reviewed, and signed off as satisfactory.
Case study 1
• QC noticed some out-of-limits endotoxin test results from the WFI system and a signal that a change in trend was taking place.
• Two OOL results two different outlets across two consecutive days (~ 0.5 EU/mL).
• Plus eight production outlets with detectable endotoxin (0.01 to 0.03 EU/mL). Each related to a subloop or the generation plant (WFI holding tank, supply or return).
• This led to a suspension of processing activities.
Case study 1
• Risk assessing batches in process.
• In terms of process risk, it was additionally noted:
• The products pass through ultrafilters.
• Ultrafiltration excludes endotoxin by molecular weight.
• A number of products are processed by affinity chromatography using DEAE Sepharose.
• This binds endotoxin by using a positive charge to attract the negatively charged endotoxin.
• With equipment, there are a number of steps relating to dilution or rinsing.
• Here endotoxin can be washed away or reduced by rinsing with unaffected WFI.
Case study 1
• During the suspension of processing activities, some product batches were in progress.
• It was agreed that the batches should be continued until they reached a point where processing could be safely stopped.
• In order to assess the risk, the final bulk – prior to transfer for aseptic processing – would be sampled and tested for endotoxin (using finished product specifications).
Case study 1
• Investigation:
• Due to pressure of work the regular engineering team were unable to carry out the modification and a different engineering team completed the work.
• The standard operating procedure did not adequately define the process for carrying out a post-activity sanitisation.
• The sanitisation should have involved isolating the loop and flushing it for two hours, with the water running to drain rather than back into the main water distribution loop.
• Failure to do this led to endotoxin circulating around the water system and being detected across several user outlets.
Case study 1
• Investigation:
• With linking the maintenance event to the detection of endotoxin in the water system there was a time and location relationship.
• The repairs were completed less than 24 hours before endotoxin was detected in the distribution system.
• The endotoxin detection as on the same subloop where the repairs were made.
Case study 1
• Resolution
• The issue was resolved by sanitising the entire system, leading to several days of lost production.
• The root cause was defined as inadequate training and an imprecise instruction.

Case study 2
Case study 2
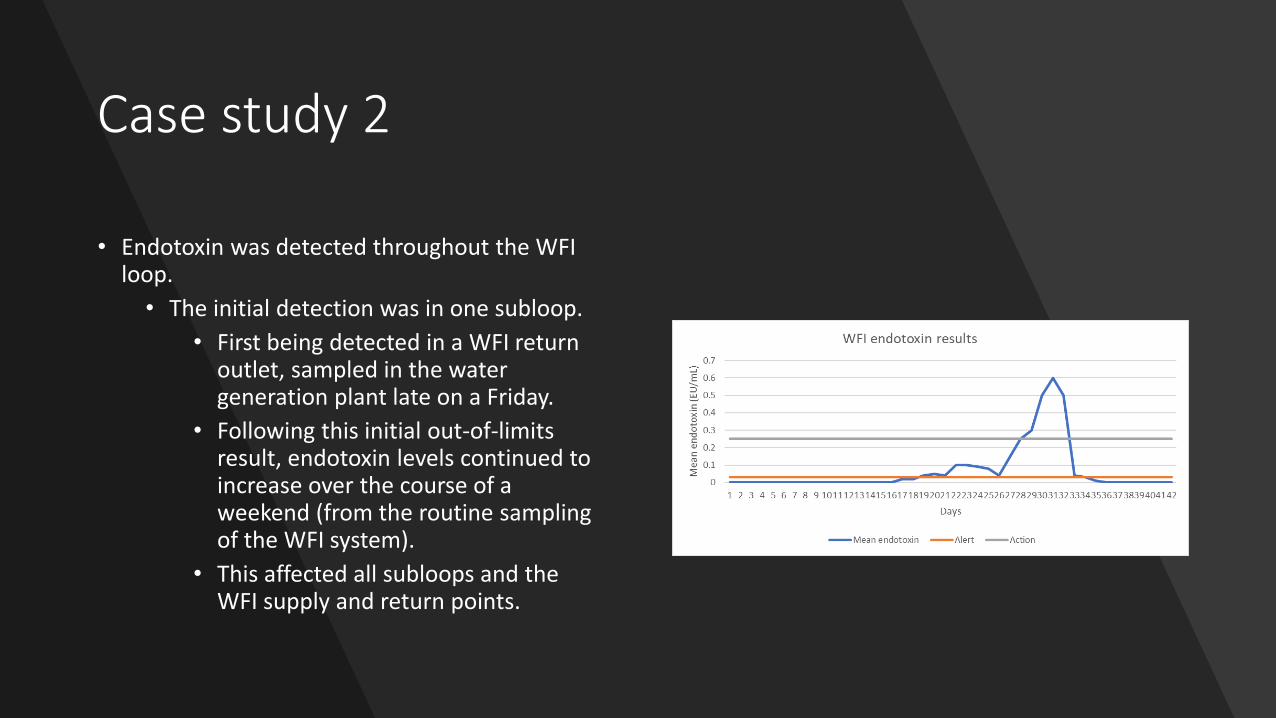
• Endotoxin was detected throughout the WFI loop.
• The initial detection was in one subloop.
• First being detected in a WFI return outlet, sampled in the water generation plant late on a Friday.
• Following this initial out-of-limits result, endotoxin levels continued to increase over the course of a weekend (from the routine sampling of the WFI system).
• This affected all subloops and the WFI supply and return points.
Case study 2
• Actions were taken on the Monday to stop production.
• Testing continued and results continued to show the detection of endotoxin and an overall rise in endotoxin levels
• Number of outlets and the potency of endotoxin.
• This suggested ‘repopulation’ of the contamination (ingress of Gram-negative bacteria or metabolic by-products into the WFI system).
Case study 2
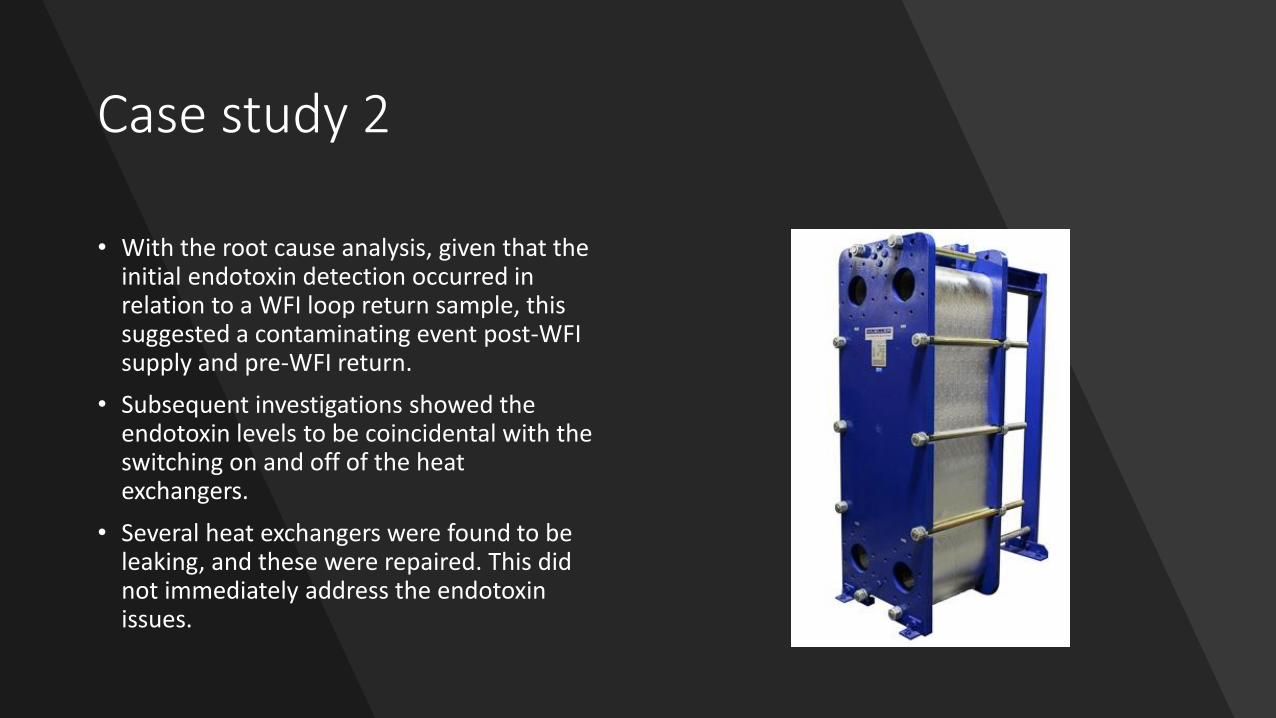
• With the root cause analysis, given that the initial endotoxin detection occurred in relation to a WFI loop return sample, this suggested a contaminating event post-WFI supply and pre-WFI return.
• Subsequent investigations showed the endotoxin levels to be coincidental with the switching on and off of the heat exchangers.
• Several heat exchangers were found to be leaking, and these were repaired. This did not immediately address the endotoxin issues.
Case study 2
• A heat exchanger transfers heat from one process stream to another, without having the two streams mix.
• As hot WFI moves through a shell (outer chamber), cold mains water passes through the inner chamber, receiving heat from the shell-side liquid and therefore comes out the tube-side at a higher temperature.
• This exchange of heat cools down the WFI so that it can safely be used by operators on the production floor.
Case study 2
• A plate heat exchanger consists of a series of embossed stainless steel plates with gaskets between them.
• The large surface area spreads passing fluids over the plates, which facilitates the transfer of heat, and increases the speed of the temperature change.
• Plates are stacked together so that one fluid goes through alternate spaces between plates, while the second fluid goes through the remaining alternate spaces.
• Well-designed heat exchangers have a double tube sheet design to ensure that in the event of a leak, cross contamination will be prevented, and it can be identified quickly and easily.
Case study 2
• With the case study, further investigation located the point of contamination origin to be one particular heat exchanger.
• The heat exchanger did not to have the required pressure differential and was found to be at risk from cooling water ingressing into the flow of WFI.
• The cooling water was mains water.
• Further testing found that the endotoxin results with the heat exchanger switched off were satisfactory; results with the heat exchanger switched on were unsatisfactory.
Case study 2
• There was a design issue in that the heat exchanger - it was single plated rather than double plated.
• Due to age the pressure differential was no longer adequate, and the single plate had no additional back-up.
• Additional sampling showed that microbial growth had formed inside the heat exchanger. The cooling water (mains water) had a high level of endotoxin (~500 EU/mL).
• Tests revealed that the heat exchanger failed the pressure test, for the area that was single plated, and this led to the ingress of cooling mains water into WFI.
• The leaking in of the cooling tower water at this point accounted for the first failure being the WFI return.
Case study 2
The root cause was linked to:
Old style design for a heat exchanger.
No planned preventive maintenance in place (heat exchangers were not inspected).
Corrective actions:
Replace all heat exchangers with double plates.
Flush the WFI system and assess that endotoxin was satisfactory.
Undertake regular inspections.
Case study 3
Case study 3
• A pharmaceutical facility entered a period of shutdown, within which time a series of maintenance tasks were performed.
• Coming out of the shutdown, the microbiology department sampled and tested each WFI point for bioburden and endotoxin.
• The results from the WFI were satisfactory.
• Following the successful review of the reinstatement results, the microbiology staff proceeded to sample the water system according to the standard schedule.
Case study 3
• The shutdown was, however, delayed due to some issues with production equipment.
• During this extended period engineers elected to undertake some additional maintenance on a water subloop.
• Towards the end of the maintenance work, the engineer tasked with completing the work was called away for another job.
• The task of linking the subloop back to the main system was delegated to a trainee engineer.
• The trainee engineer did not switch a valve back into place, which meant that the subloop for the WFI system was not being heated (the water was at ambient) and that the system was not self-sanitizing.
Case study 3
• The microbiology department began experiencing a series of out-of-limits endotoxin results pertaining to the subloop.
• An investigation took place and it was realized that the water was cool.
• This was adjusted, and the system was flushed through with water at 75oC.
• The correction led to a reduction in endotoxin. Temperature is an important feature in terms of WFI system control.
Case study
As with the earlier case study, it was theorized that microbial contamination had entered the system and had found the ambient conditions favourable to growth.
The lack of hot water above 70oC (sufficient to kill most Gram-negative bacteria) led to a probable biofilm formation.
The root cause was attributed to inadequate training and a failure to follow procedure.

Summary
• Bacterial endotoxin
• Environmental endotoxin
• How water systems can become contaminated
• Microbial challenge
• Poor design
• Sampling, testing and laboratory error.
• Three case studies
• In-use system modification
• Heat exchangers
• Shutdown maintenance
Thank you Dr Tim Sandle
Pharmaceutical Microbiology Resources: www.pharmamicroresources.com







![Bacterial Endotoxin Isolated a Spray Air Humidification System … · were chromatographed ona glass column (6.0 ft [ca. 1.8 m] by2.0mm[inside diameter])packedwithSP-2330on100/120](https://img.dokumen.tips/doc/110x75/5c0e266509d3f20b788c88d9/bacterial-endotoxin-isolated-a-spray-air-humidification-system-were-chromatographed.jpg)





















