Embed Size (px)
Citation preview
Bab IIIDasar-dasar Proses Pembentukan
Pendahuluan
Hal-hal yang perlu diperhatikan dalam proses pembentukan logam adalah :
1. Daerah deformasi (Deformation zone) :
Yang menjadi perhatian dalam hal ini adalah : tentang distribusi tegangan, regangan,
kecepatan partikel dan tekanan / beban yang diperlukan.
2. Beban yang diberikan harus dapat menimbulkan kondisi luluh dan tidak sampai
menimbulkan kerusakan local.
3. Problem gesekan sepanjang interface dan heat-transfer.
Hasil Pembelajaran
Setelah berhasil menyelesaikan, melengkapi tugas-tugas dan latihan dari bab ini,
Saudara dapat memahami proses pembentukan logam.
Kriteria Penilaian
Keberhasilan Saudara dalam menguasai bab ini dapat diukur dengan kriteria penilaian
sebagai berikut:
1. Dapat menyebutkan faktor apa saja yang mempengaruhi meningkatnya temperature
pada proses pembentukan logam.
2. Dapat menyebutkan keuntungan pada proses Ektrusi yang dilakukan secara panas (hot
extrusion).
3. Dapat menghitung besarnya gaya yang dibutuhkan pada proses ekstrusi untuk
pengecilan suatu batang logam bukan besi.
4. Dapat menghitung beban yang diperlukan pada proses forging
5. Dapat menghitung tegangan yang terjadi dan besarnya daya yang diperlukan pada
proses drawing untuk material kawat baja.
3.1 Mekanika Pembentukan Logam.
Prinsip dari analisis secara analitik dari proses pembentukan adalah : Menentukan beban
yang dibutuhkan untuk mendeformasi material sesuai dengan bentuk produk yang diinginkan.
Namun untuk melaksanakan hal tersebut tidak mudah, sehingga dalam perhitungan–
perhitungan sering dilakukan penyederhanaan.
Beberapa metode untuk menganalisa tegangan pada daerah terdeformasi antara lain :
Slab Method : dengan asumsi bahwa deformasi terjadi secara homogen.
Uniform-deformation Energy Method (Metode energy deformasi serapan) : dengan
menghitung tegangan pembentukan rata-rata dari kerja/energy untuk deformasi plastic.
Slip line Field Theory (Teori medan garis slip) : memungkinkan menghitung tegangan
dari titik ke titik, hanya pada kondisi regangan bidang.
Upper and Lower Bound Solutions : didasarkan pada teori analisa terbatas
menggunakan tegangan sebenarnya dan daerah alir untuk menghitung kondisi-kondisi
limit dimana diketahui beban untuk terjadinya pembentukan.
Catatan :
a. Pada proses pembentukan, bila ditinjau dari pola deformasinya, maka :
1). Deformasi akibat tegangan uni-aksial : 1 0 ; 2 = 3 = 0
2). Deformasi akibat tegangan bidang (plane stress) : 1 0 ; 2 0 ; 3 = 0
3). Deformasi akibat regangan bidang (plane strain) : 1 0 ; 2 0 ; 3 = 0
b. Bila ditinjau dari pola tegangannya, maka untuk menggambarkan kondisi tegangan
atau tekanan dalam proses pembentukan, umumnya dapat diformulasikan sebagai
berikut :
p=σo .g ( f ) .h (c )
o = the flow resistance of the material (tegangan alir yang diizinkan dari
material) pada kondisi tegangan tertentu seperti : uni-axial, plane stress,
plane strain dsb.
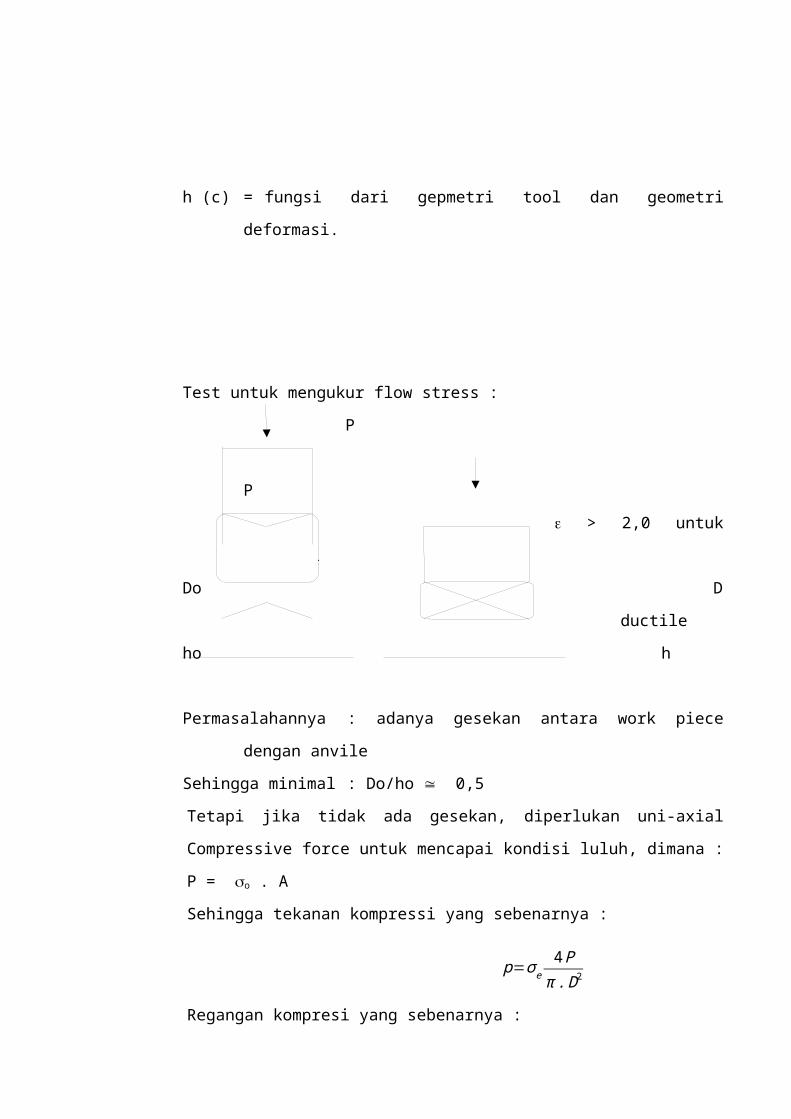
h (c) = fungsi dari gepmetri tool dan geometri deformasi.
Test untuk mengukur flow stress :
P
P
> 2,0 untuk material
Do D ductile
ho h
Permasalahannya : adanya gesekan antara work piece dengan anvile
Sehingga minimal : Do/ho 0,5
Tetapi jika tidak ada gesekan, diperlukan uni-axial Compressive force untuk
mencapai kondisi luluh, dimana : P = o . A
Sehingga tekanan kompressi yang sebenarnya :
p=σe4 P
π .D2
Regangan kompresi yang sebenarnya :
ε c=lnhoh
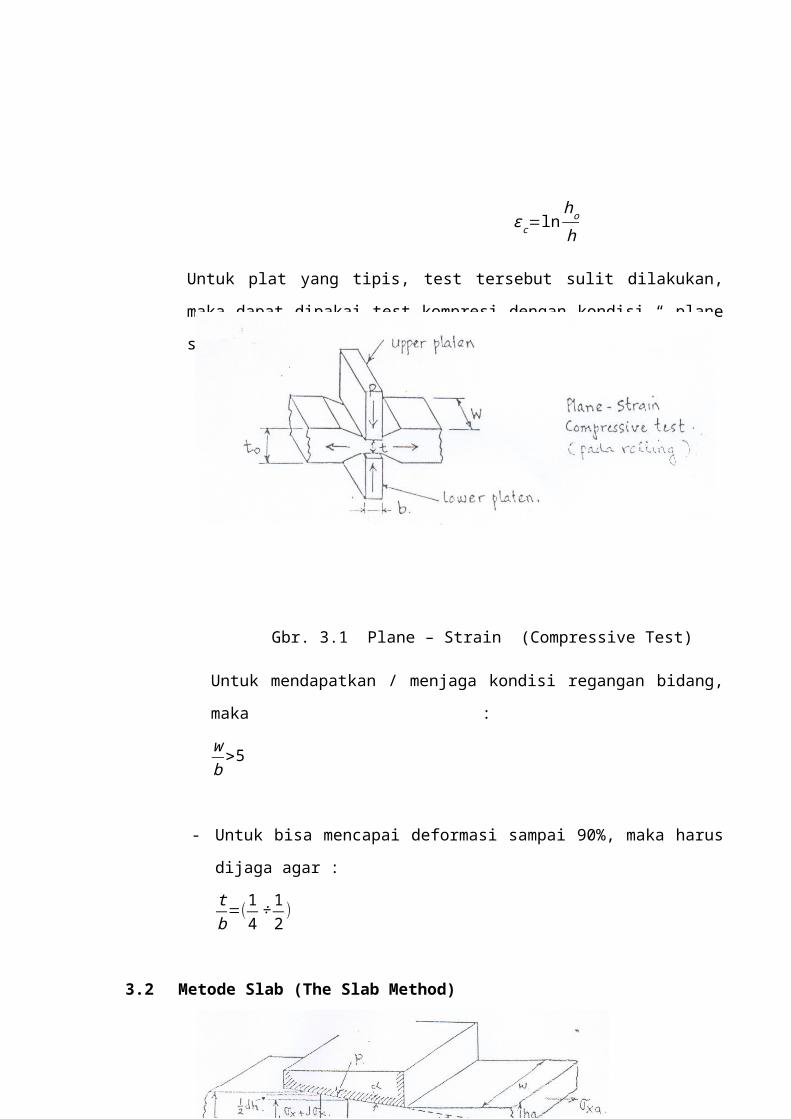
Untuk plat yang tipis, test tersebut sulit dilakukan, maka dapat dipakai test
kompresi dengan kondisi “ plane strain “.
Gbr. 3.1 Plane – Strain (Compressive Test)
Untuk mendapatkan / menjaga kondisi regangan bidang, maka :
wb
>5
- Untuk bisa mencapai deformasi sampai 90%, maka harus dijaga agar :
tb
=( 14÷
12
)
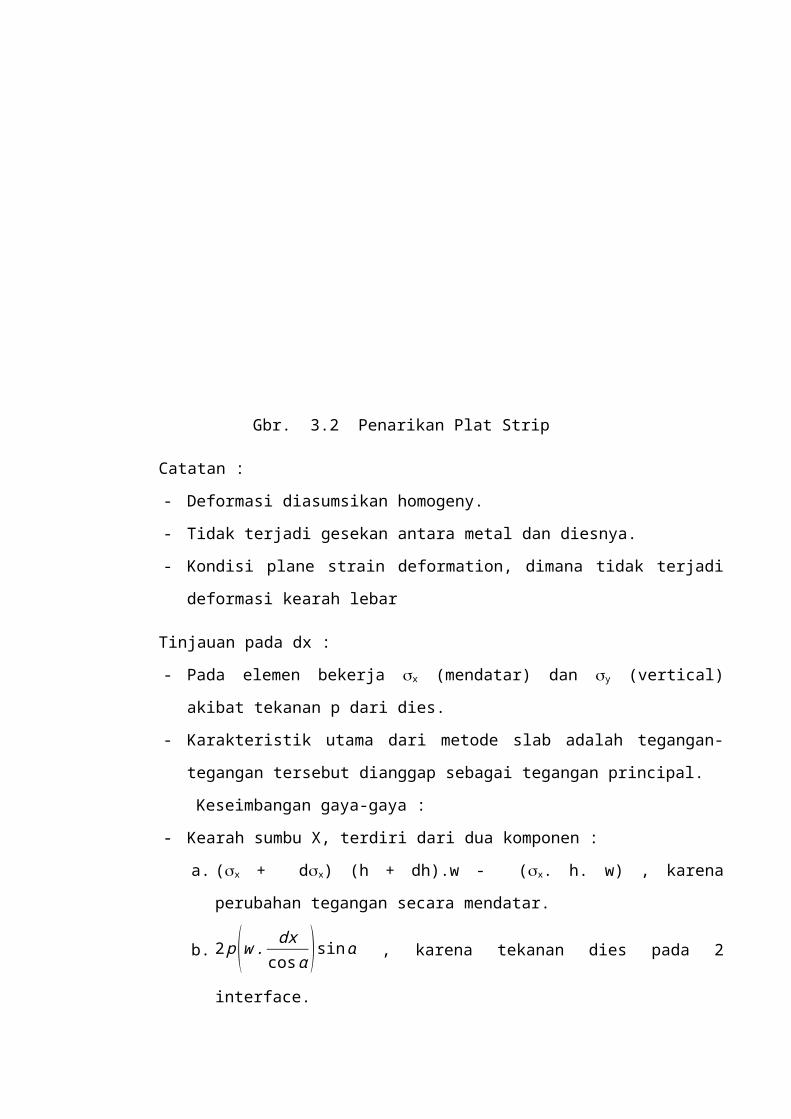
3.2 Metode Slab (The Slab Method)
Gbr. 3.2 Penarikan Plat Strip
Catatan :
- Deformasi diasumsikan homogeny.
- Tidak terjadi gesekan antara metal dan diesnya.
- Kondisi plane strain deformation, dimana tidak terjadi deformasi kearah lebar
Tinjauan pada dx :
- Pada elemen bekerja x (mendatar) dan y (vertical) akibat tekanan p dari dies.
- Karakteristik utama dari metode slab adalah tegangan-tegangan tersebut dianggap
sebagai tegangan principal.
Keseimbangan gaya-gaya :
- Kearah sumbu X, terdiri dari dua komponen :
a. (x + dx) (h + dh).w - (x. h. w) , karena perubahan tegangan secara
mendatar.
b. 2 p (w . dxcosα )sinα , karena tekanan dies pada 2 interface.
- Dengan mengabaikan perkalian dx. dh pada persamaan point a, maka di dapat:
x. dh + h. dx + 2p tan dx = 0 …………….. 3.1)
- Dengan persamaan geometri, didapat ekspresi h pada x sbb:
h = 2x. tan, dan dh = 2 dx. tan
- Sehingga :
x. dh + h. dx + p. dh = 0 …………….. 3.2)
- Keseimbangan gaya kearah sumbu Y :
σ y . dx .w+ pcos α( dxcosα )w=0
y = - p ………………… 3.3)
( tegangan kompressi ditandai dengan tanda - ).
- Pada kondisi plane strain, criteria Von Mises dan Tresca adalah equivalen :
σ 1−σ2=2k= 2√3
σo=σo '
x + p = o’ atau p = o’ - x …………………..3.4)
- Dengan mensubstitusikan 4) ke 2), didapat :
o’. dh + h. dx = 0 , atau dσ x
σ o '
=−dhh
- Integrasi :
σxσo '
=−ln h+c …………………… 3.5)
- Energi untuk deformasi plastis persatuan volume :
U p=σ∫ dε=σ∫ δLL
=σ lnL1
Lo ……....……………. 3.6)
Jika persamaan 6) diaplikasikan untuk penarikan kawat (drawing) dari penampang
Ab diturunkan menjadi penampang Aa, maka didapat :
W=Pa . La=U p .V=Aa . La . σ lnLbLa
, ( = teg. Luluh rata-rata )
Pa=Aa . σ lnLbLa
=Aa . σ lnAa
Ab
- Tegangan aksial untuk penarikan :
σ xa=Pa
Aa
=σ lnAa
Ab
σ xa=σ ln1
1−r …..…………………. 3.7)
Persamaan ini mengabaikan gesekan dan tegangan trasversal (pengaruh tegangan).
Energi plastis total persatuan volume :
Ut = Up + Uf + Ur
Dimana : Up = ideal work (kerja ideal)
Uf = energy untuk melawan gesekan.
Ur = redundant work ( terjadinya gesekan-gesekan internal
akibat deformasi yang tidak seragam / uniform ).
Effisiensi :
φ=U p
UT , ( 30 – 60) % untuk ektrusi ;
(75 – 95) % untuk rolling
Contoh : Suatu material yang di-anil mempunyai strain-hardening dengan persamaan :
= 200.000 0,5 psi. Suatu poros dari bahan tersebut ditarik dari ukuran awal
Do= 25 mm menjadi D1 = 20 mm pada step 1, dan kemudian ditarik menjadi
D2= 15 mm pada step 2. Tentukan Energi plastis per-unit volume untuk
masing- masing step.
Penyelesaian : dU = . d
- Karena proses penarikan dengan kondisi simetri, maka ;
2 = 3 , dan dari 1 + 3 + 2 = 0 , maka : 2 = 3 = −ε1
2
- Deformasi rata-rata :
ε=√23
¿
= 1
- 1 adalah regangan ke arah mendatar (longitudinal) :
Harga 1 pada step 1
ε=ε1=lnL1
Lo=ln
A0
A1
= ln( π4 )Do
2
( π4 )D 12= ln(
Do
D1
)2
=2 lnDo
D1
ε 1=2 ln2520
=0,446
Energi plastis pada step 1 :
U 1=∫ dU=∫0
ε1
σ dε= ∫0
0,446
200.000 ε 0,5dε
U 1=200.0000,5+1
ε0,5+1{0,4460
= 200.0001,5
(0,446)1,5=39.714¿−lb
¿3
Harga 2 pada step 2
ε=2 ln2015
=0,575 , jadi 2 = 1 + = 0,446 + 0,575 = 1,021
Energi plastis pada step 2 :
U 1=∫ε 1
ε 2
σ dε= ∫0,446
1,021
200.000 ε0,5dε
U 1=200.0000,5+1
ε0,5+1{1,0210,446
=97.842¿−lb
¿3
3.3 Temperatur pada Proses Pembentukan.
Temperatur pada proses pembentukan tergantung pada :
a. Temperature inisial dari benda kerja dan dies.
b. Timbulnya panas akibat deformasi plastis.
c. Timbulnya panas akibat gesekan pada interface.
d. Perpindahan panas antara benda kerja, dies dan lingkungan sekitarnya.
- Kenaikan temperature pada pembentukan tanpa gesekan :
∆T d=U p
ρ. c . J=σ . ε . βρ . c . J

Dimana :
Up = energy deformasi plastis perunit volume.
= densitas dari material.
.c = panas spesifik dari material.
J = the mechanical equivalent heat
= 778 ft-lb/BTU atau = 4185 J/kcal.
= bagian dari kerja/energy deformasi yang berubah jadi panas.
0,95
- Kenaikan temperature akibat gesekan :
∆T f=μ . p . v . A .∆ tρ . c .V . J
Dimana :
= koefesien gesek material.
.p = tekanan normal pada interface.
.v = kecepatan dari material/tool interface.
A = luas permukaan dari material/tool interface.
t = interval waktu.
V = volume yang mengalami kenaikan temperature.
- Temperatur rata-rata sesaat pada saat deformasi.
(Terjadinya proses pendinginan material pada permukaan dies).
T=T 1+(T o−T 1)exp ( −h . tρ . c . δ
)
Dimana :
T1 = temperature dari dies.
To = temperature material.
.h = koefesien perpindahan panas antara material dan dies.
.t = waktu.
= tebal material antara dies.
- Temperatur rata-rata akhir pada proses pembentukan:Tm = Td + Tf + T …………………. 3.8)
Geometri dari daerah deformasi :
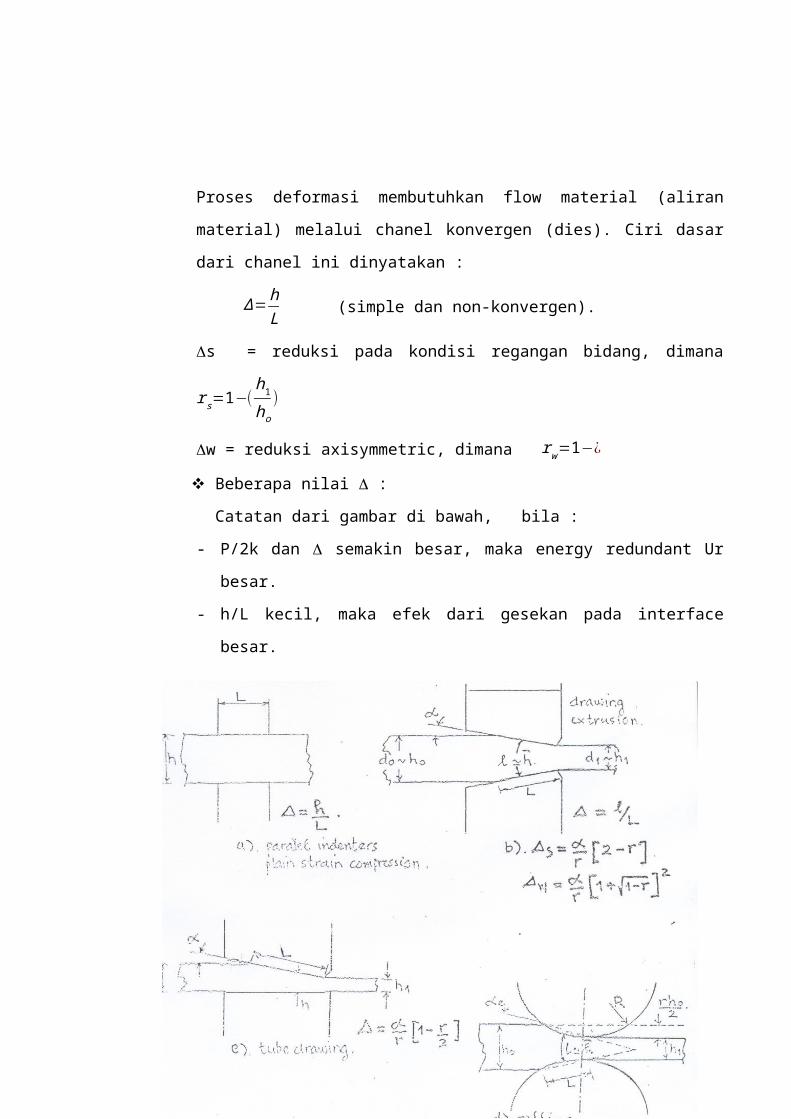
Proses deformasi membutuhkan flow material (aliran material) melalui chanel
konvergen (dies). Ciri dasar dari chanel ini dinyatakan :
∆= hL
(simple dan non-konvergen).
s = reduksi pada kondisi regangan bidang, dimana r s=1−(h1
ho)
w = reduksi axisymmetric, dimana rw=1−¿
Beberapa nilai :
Catatan dari gambar di bawah, bila :
- P/2k dan semakin besar, maka energy redundant Ur besar.
- h/L kecil, maka efek dari gesekan pada interface besar.
Gbr. 3.3 Nilai pada beberapa proses pembentukan.
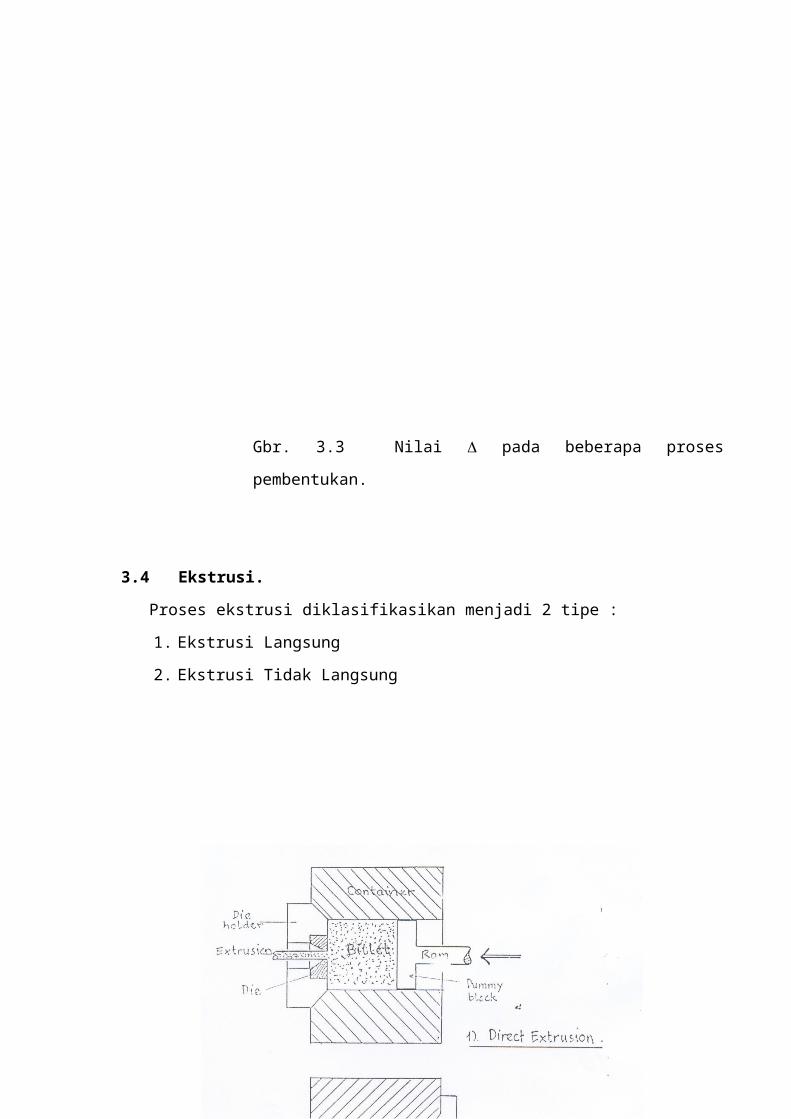
3.4 Ekstrusi.
Proses ekstrusi diklasifikasikan menjadi 2 tipe :
1. Ekstrusi Langsung
2. Ekstrusi Tidak Langsung
Gbr. 3.4 Proses Ektrusi
Dalam pelaksanaannya, proses ekstrusi dilakukan secara panas dan biasanya digunakan
untuk :
- Pembuatan bar bentuk silinder.

- Pembuatan tube.
- Pembuatan beberapa bentuk irigular, terutama pada material lunak seperti :
aluminium, tembaga, kuningan.
Variabel-variabel utama pada proses ekstrusi adalah :
1. Tipe dari ekstrusi.
2. Extrusion ratio, R = Ao/Af
R = 40 : 1 , untuk baja.
R = 400 : 1 , untuk aluminium.
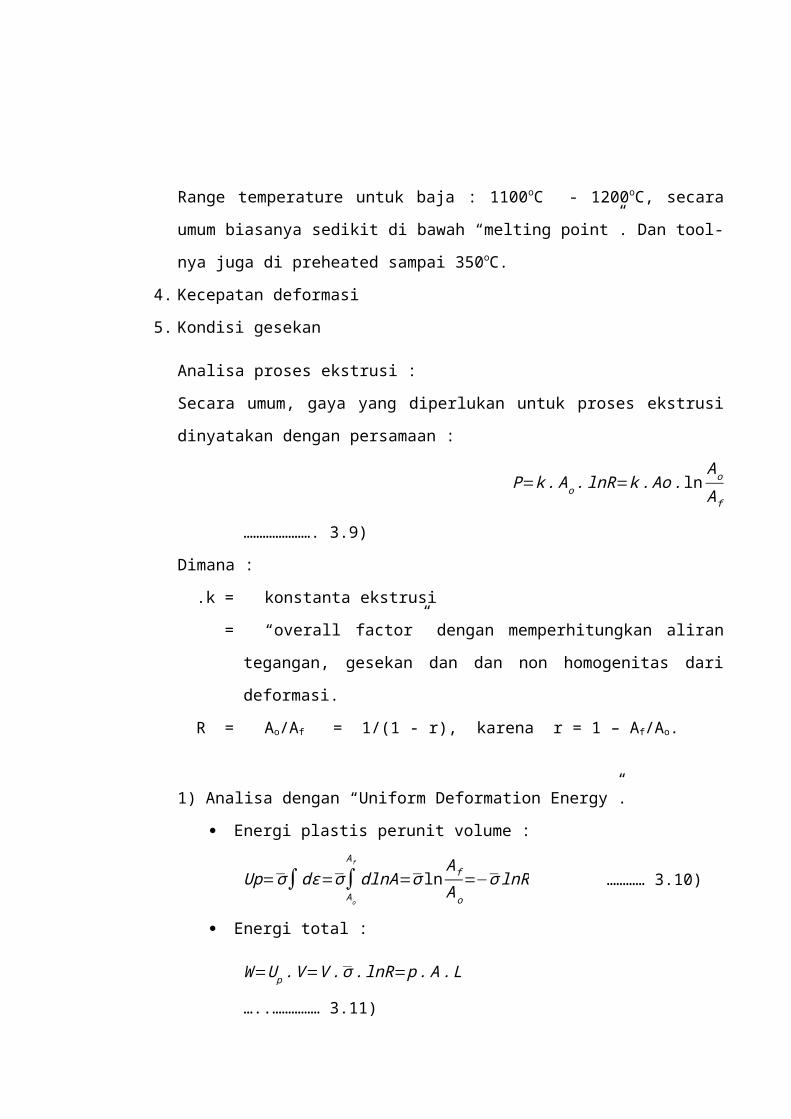
3. Temperature kerja
Range temperature untuk baja : 1100oC - 1200oC, secara umum biasanya sedikit di
bawah “melting point”. Dan tool-nya juga di preheated sampai 350oC.
4. Kecepatan deformasi
5. Kondisi gesekan
Analisa proses ekstrusi :
Secara umum, gaya yang diperlukan untuk proses ekstrusi dinyatakan dengan
persamaan :
P=k . Ao . lnR=k . Ao . lnAo
A f …………………. 3.9)
Dimana :
.k = konstanta ekstrusi
= “overall factor” dengan memperhitungkan aliran tegangan, gesekan dan
dan non homogenitas dari deformasi.
R = Ao/Af = 1/(1 - r), karena r = 1 – Af/Ao.
1) Analisa dengan “Uniform Deformation Energy”.
Energi plastis perunit volume :
Up=σ∫ dε=σ∫A o
Af
dlnA=σ lnA f
Ao
=−σ lnR ………… 3.10)
Energi total :
W=U p .V=V .σ .lnR=p . A .L …..…………… 3.11)
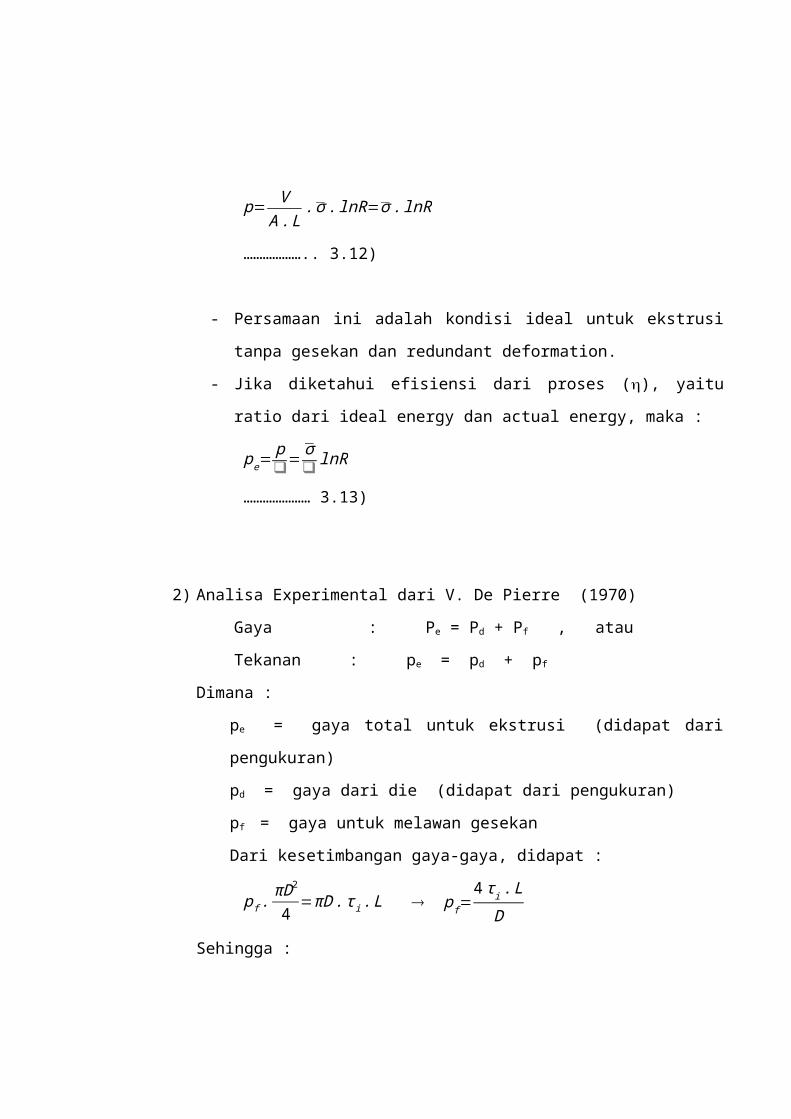
p= VA . L
.σ .lnR=σ .lnR ……………….. 3.12)
- Persamaan ini adalah kondisi ideal untuk ekstrusi tanpa gesekan dan
redundant deformation.
- Jika diketahui efisiensi dari proses (), yaitu ratio dari ideal energy dan
actual energy, maka :
pe=p❑= σ
❑ lnR ………………… 3.13)
2) Analisa Experimental dari V. De Pierre (1970)
Gaya : Pe = Pd + Pf , atau
Tekanan : pe = pd + pf
Dimana :
pe = gaya total untuk ekstrusi (didapat dari pengukuran)
pd = gaya dari die (didapat dari pengukuran)
pf = gaya untuk melawan gesekan
Dari kesetimbangan gaya-gaya, didapat :
pf .πD 2
4=πD . τ i . L pf=
4 τ i . L
D
Sehingga :
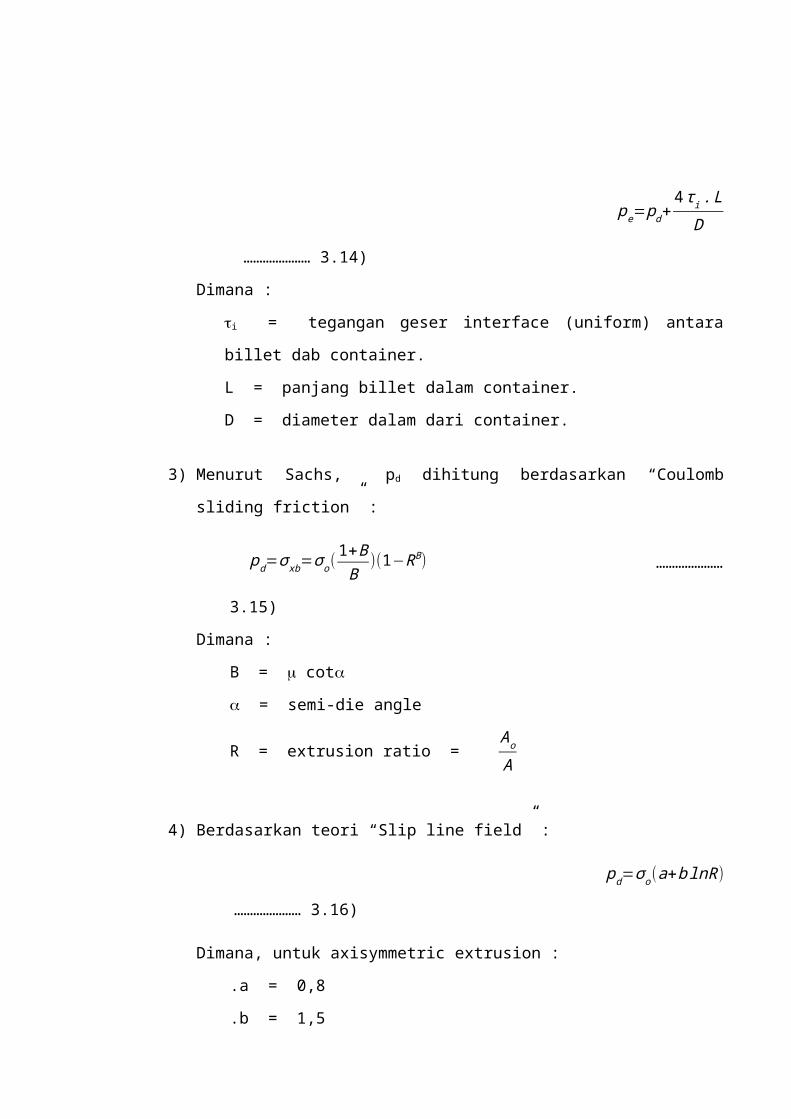
pe=pd+4 τ i . L
D ………………… 3.14)
Dimana :
i = tegangan geser interface (uniform) antara billet dab container.
L = panjang billet dalam container.
D = diameter dalam dari container.
3) Menurut Sachs, pd dihitung berdasarkan “Coulomb sliding friction” :
pd=σ xb=σo(1+BB
)(1−RB) ………………… 3.15)
Dimana :
B = cot
= semi-die angle
R = extrusion ratio = Ao
A
4) Berdasarkan teori “Slip line field” :
pd=σ o(a+b lnR ) ………………… 3.16)
Dimana, untuk axisymmetric extrusion :
.a = 0,8
.b = 1,5
5) Analisa melalui Strain dan Strain rate :
Strain rate rata-rata biasanya dinyatakan dengan waktu yang diperlukan oleh
material untuk melewati daerah deformasi, ini ditentukan oleh Db (diameter billet)
dan De (diameter ektrusi).
Untuk sudut 45o (setengah dari sudut cone) :
V= πh3
(D b
2
4+D e
2
4+Db .D e
4) karena h = ½ (Db – De)
Jadi :
V= π24
(D b3−De
3)
Untuk kecepatan ram = v, maka volume yang diekstrusi per-unit waktu adalah :
v. /4(Db)2
Waktu yang diperlukan :
V
v .π4Db
2=Db
3−De3
6v . Db3
Jika Db >> De , maka Db
3−De3
Db2 ≈ Db
Sehingga :
t=Db
6v
Waktu strain rate rata-rata dapat ditentukan dari persamaan :
ϵ̇ t=εt= 6v lnR
Db ………………… 3.17)
Secara umum untuk ½ sudut dapat ditulis sebagai berikut :
ε t=6 v Db
2 lnRtanα
Db3−D e
3 ………………… 3.18)
Contoh :
Suatu material (aluminium) diekstrusi secara panas pada temperature 400oC
dengan kecepatan 2 in/sec dari diameter 6 inchi menjadi 2 inchi. Aliran tegangan
pada temperature ini dinyatakan dengan persamaan σ=200¿ MPa.
Jika panjang billet adalah 15 inchi dan ekstrusi dilakukan melalui dies segiempat
tanpa pelumasan, tentukan gaya yang dibutuhkan untuk proses ini.
Penyelesaian :
Extrusion ratio : R=Ao
A f
=¿
Strain rate rata-rata : ε=6v .lnRDb
= 6. 2. ln 96
= 4,39sec
Maka tegangannya adalah : σ=200¿
Suatu “dead-metal zone” biasanya terdapat di sudut antara container dan
die, dalam hal ini dapat dianggap equivalent dengan sudut die 60o.
Dengan demikian tekanan ekstrusi (pd) untuk melalui die adalah :
pd=σ o(1+BB
)(1−RB)
Dimana : B = cot = 0,1 cot 60o = 0,0577 ( diambil = 0,1)
Maka: pd=250( 1+0,05770,0577 )(1−90,0577 )=797MPa
τ i=k=σo√3
= 250√3
=144MPa
Sehingga pf dan pe bisa dihitung :
pf=4 τ i . L
Db
= 4.144.156
=1440MPa dan
pe=pd+ p f=797+1440=2237MPa = 324.000 psi.
Gaya yang dibutuhkan:
P=pe . A=324.000 .π4
¿ lb
= 4.580 lb
3.5 Proses Penarikan (Drawing).
Proses drawing adalah proses penarikan material melalui suatu die dengan mengaplikasi
beban tarik dari sebelah luar die. Deformasi plastis yang terjadi banyak disebabkan oleh
beban kompresi yang timbul sebagai reaksi dari material dan die.
Karena proses ini menyebabkan tingkat deformasi plastis yang besar dan menyebabkan
terjadinya kenaikan temperature yang tinggi, maka proses ini biasanya dilaksanakan
pada temperature kamar.
Proses drawing dibedakan atas :
a. Bar drawing
b. Rod drawing, dan
c. Wire drawing
Proses drawing dapat juga dlakukan untuk pembuatan tube, seperti :
a. Tube sinking (tanpa mandrel/support)
b. Tube drawing (dengan mandrel/support)
Karena operasi ini menyebabkan deformasi yang besar dan dapat menimbulkan
kenaikan temperature yang tinggi, maka proses drawing biasanya dilaksankan pada
temperature kamar (proses dingin).
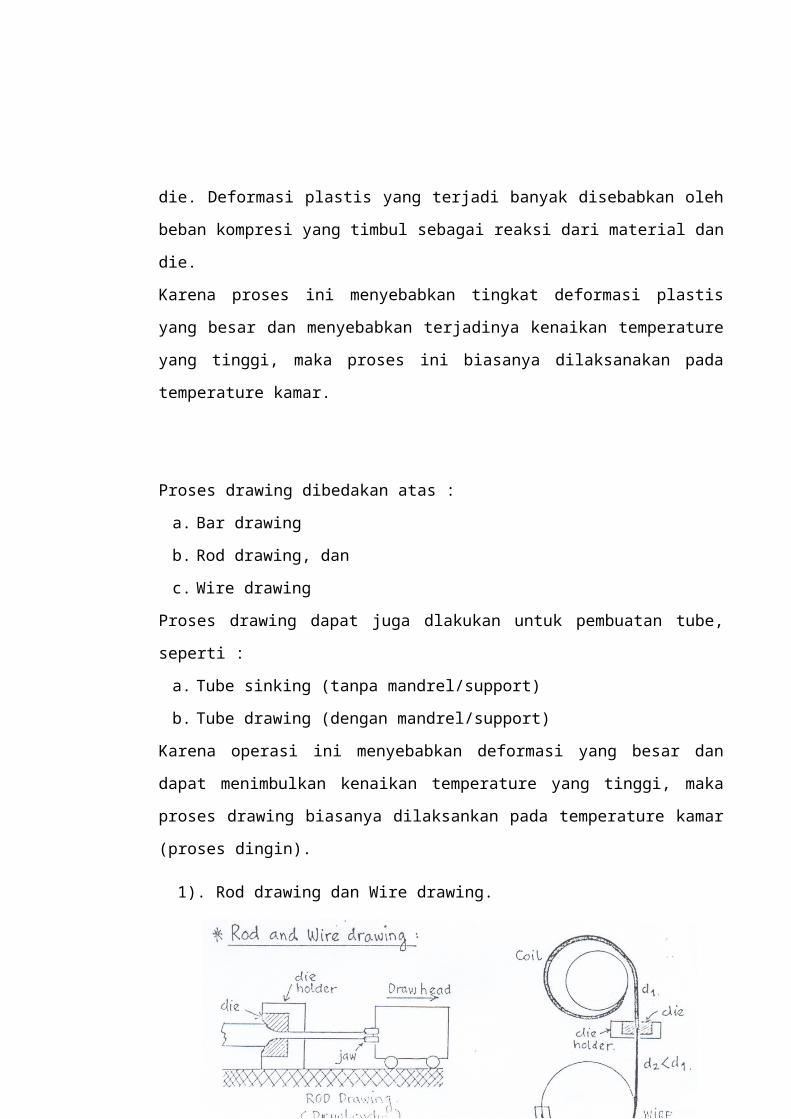
1). Rod drawing dan Wire drawing.
Gbr.3.5 a. Proses Rod Drawing Gbr. 3.5 b. Proses Wire Drawing
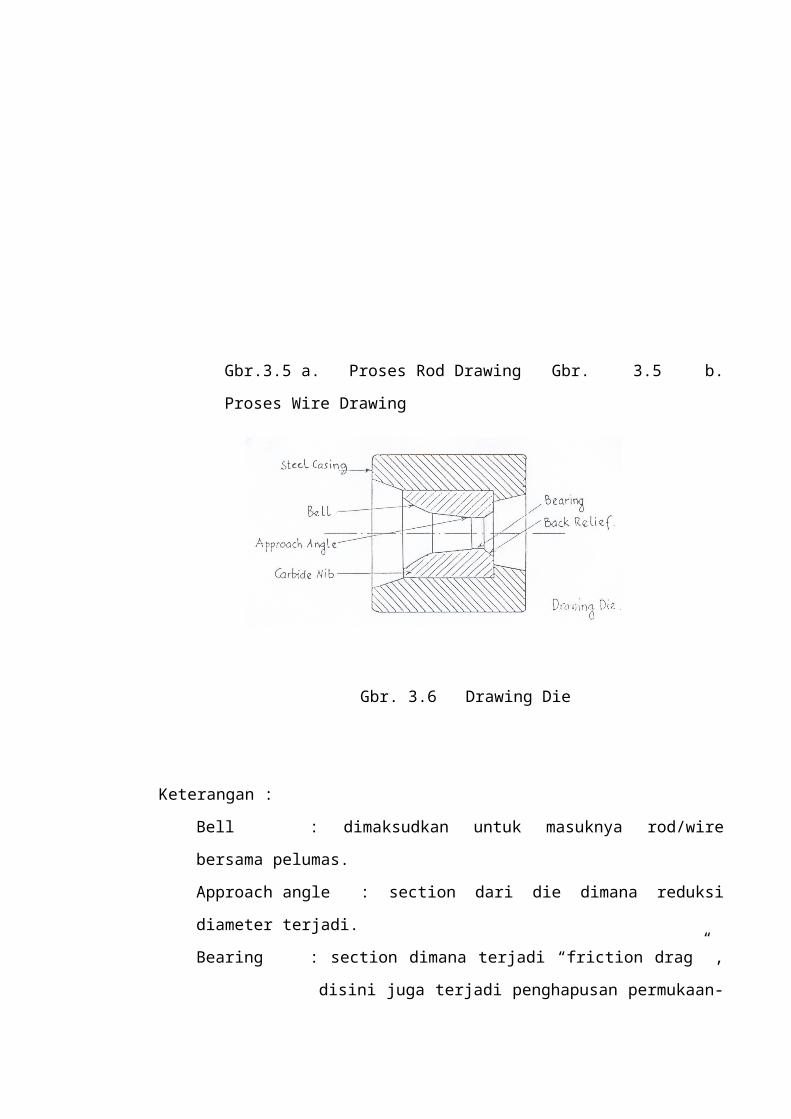
Gbr. 3.6 Drawing Die
Keterangan :
Bell : dimaksudkan untuk masuknya rod/wire bersama pelumas.
Approach angle : section dari die dimana reduksi diameter terjadi.
Bearing : section dimana terjadi “friction drag” , disini juga terjadi
penghapusan permukaan-permukaan yang rusak tanpa
perubahan diameter.
Back relief : dimaksudkan agar material dapt mengadakan relaksasi dari
kompresi sesudah melalui “bearing section”.
o Untuk Rod drawing :
Kapasitas : 30.000 lb
Runout : 100 ft
Speed : (30 300) ft/min
o Untuk Wire drawing :
Reduksi maksimum : (30 35)%
Dilakukan secara bertingkat (dengan “multiple die”)
Speed : 600 m/min ( untuk ferrous )
2000 m/min ( untuk non ferrous )
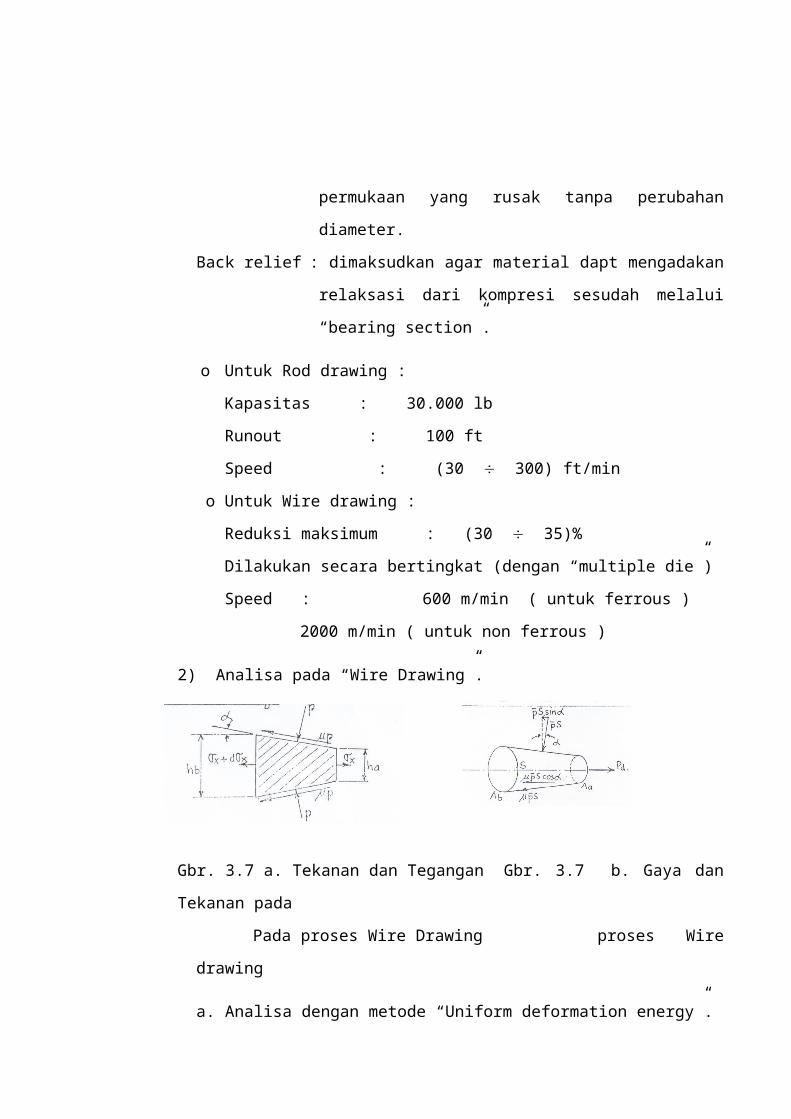
2) Analisa pada “Wire Drawing”.
Gbr. 3.7 a. Tekanan dan Tegangan Gbr. 3.7 b. Gaya dan Tekanan pada
Pada proses Wire Drawing proses Wire drawing
a. Analisa dengan metode “Uniform deformation energy”.
- Dengan mengabaikan gesekan, pengaruh tegangan transvers dan redundant
deformation :
σ xa=σo lnAb
Aa
=σ o ln1
1−r …………….. 3.19)
- Dengan memperhatikan adanya gesekan antara material dan die, dimana:
= koef gesek dan p = tekanan, maka p = tegngan geser.
Sehingga, keseimbangan gaya-gaya pada gbr. 3.7 a adalah :
σ x .dh+h .dσ x+2 p . tanα .dx+2 μ . p .dx=0
karena : dh = 2dx.tan , maka :
σ x .dh+h .dσ x+ p (1+μ . cotα )dh=0
Kondisi luluh pada plane-strain : σ x+ p=σo' dan B=μ .cotα ,
Maka :
d σ x
σ x .B−σ o' (1+B)
=dhh
- Dengan integrasi didapat :
σ xa=σo' 1+BB
¿ ……3.20)
Persamaan 3.20) adalah untuk proses drawing bahan strip, bila dipakai
untuk wire drawing maka persamaannya menjadi :
σ xa=σ1+BB
¿ …………… 3.21)
3) Suatu Analisa oleh “Johnson & Rowe”
Lihat gbr. 3.7 b
- Permukaan gesek : S=Ab−Aa
sinα , dan tekanan normal : p
Kesetimbangan gaya :
Pd=μ . p .S cosα+ p . S sinα
= p .S (μ .cos α+sinα )
= p .Ab−Aa
sinα(μcosα+sinα )
= p .(Ab−Aa)(μcotα+1)
Pd=p .(Ab−Aa)(B+1) …….……….. 3.22)
- Bila tanpa gesekan, maka B = 0. Sehingga :
Pd=p . ( Aa−Ab )=σo . Aa lnAb
Aa
Persamaan untuk tegangan dengan memperhitungkan gesekan, menjadi:
σ xa=Pd
Aa
=σo . lnAb
Aa
(1+B) ……………… 3.23)
Contoh :
Tentukan tegangan drawing untuk mereduksi 20% kawat stainless steel
diameter 10 mm. Flowsterss diberikan oleh persamaan σ o=1300 ε 0,3 MPa
Sudut die 2 = 12o dan koefesien gesek = 0,09.
Penyelesaian :

B=μcotα=0,09. cot12o
2= 0,09
tan 6o=0,8563
ε 1=ln1
1−r=ln
11−0,2
=0,223 r=Ab−Aa
Ab
=1−Aa
Ab
=20 %=0,2
σ=K .ε 1
n
n+1=1300¿¿
- Diketahui : Do = 10 mm dan reduksi ( r ) = 0,2 , sehingga :
Aa = Ab – r.Ab = Ab ( 1 – r )
= 10 mm (1 – 0,2)
= 8 mm.
- xa dapat dicari dengan persamaan 3.21) :
σ xa=σ ( 1+BB
)¿
= 637,5( 1,85630,8563
)¿
= 240 MPa
- Dengan persamaan 3.23) :
σ xa=σo lnAb
Aa
(1+B)
= 637,5 ln108
(1+0,8563)
= 264 MPa.
Dari kedua hasil di atas terlihat deviasi 10%.
Contoh kasus di atas dapat dikembangkan sebagai berikut :
Bila diketahui kecepatan kawat melewati die sebesar 3 m/sec, berapa besar
daya yang dibutuhkan untuk proses tersebut.
- Daya = Gaya drawing x kecepatan material (kawat)
Gaya drawing : Pd=σ xa . Aa
= 240 N/mm2 x /4 (8)2 mm2
= 12,06 kN
Tenaga drawing : Hp = Pd . V
= 12,06 kN x 3 m/sec
= 36,18 kWatt. = 36,180,746
=48,5hp
3.6 Forging (Proses Tempa)
Forging atau proses tempa adalah merupakan proses pembentukan logam yang tertua.
Bila dilihat dari dies pembentuknya, forging terdiri dari :
- Open die forging
- Close die forging
Forging equipment :
Forging machine Velocity range
Ft/sec m/sec
Gravity drop hammer 12 – 16 3,6 – 4,8
Power drop hammer 10 – 30 3,0 – 9,0
HERF machine 20 – 80 6,0 – 24,0
Mechanical press 0,2 – 5,0 0,06 – 1,6
Hydroulic press 0,2 – 1,0 0,06 – 0,3
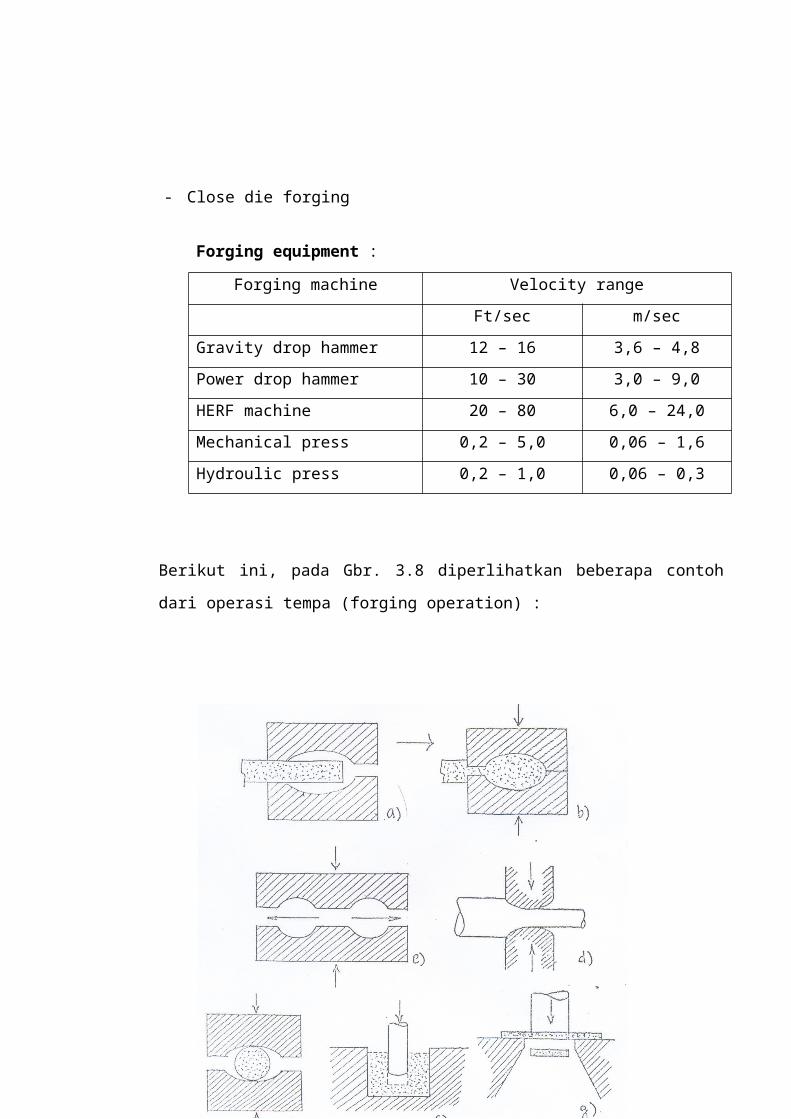
Berikut ini, pada Gbr. 3.8 diperlihatkan beberapa contoh dari operasi tempa (forging
operation) :
Gbr. 3.8 Forging Operation
Keterangan :
.a) dan b) Edging : pembuatan suatu bentuk tertentu pada ujung
produk.
.c) Fullering : untuk mereduksi suatu bagian penampang dari
produk, misalnya pembuatan batang torak.
.d) Drawing down : untuk mereduksi penampang dengan kompensasi
menambah panjang dari produk.
.e) Swaging : untuk pengecilan diameter.
.f) Piercing : proses - proses seperti bending , twisting dan
ekstrusi yang dapat dilakukan dengan forging
operation.
.g) Punching dan identing.
Untuk Power drop hammer, total energy yang bisa dihasilkan :
W=12mv2
g+ p . A . H=(m+ pA )H ….……….. 3.24)
Dimana :
.m = berat dari ram (lb)
.v = kecepatan ram pada start dan deformasi plastis (ft/sec).
.g = percepatan gravitasi (ft/sec2)
.p = tekanan udara/uap pada silinder ram (psi).
A = luas penampang silinder ram (ft2).
H = tinggi jatuhnya ram (ft).
Penggunaan cara ini misalnya dengan 3000 lb, dapat memberikan total
energy melebihi 600 ton, dan waktu kontak sekitar 10 menit.
Untuk Forging press (baik Mechanical atau Hydroulic), total energy yang bisa
dihasilkan :
W=12I (ωo
2−ωf2 )=1
2I ¿ …..………… 3.25)
Dimana :
I = momen inersia dari flywheel (ft4)
= kecepatan sudut (rad/sec)
.no = putaran awal dari flywheel (rpm)
.nf = putaran akhir dari flywheel setelah deformasi (rpm)
Untuk mechanical press, range gaya yang dicapai : 300 12.000 tons.
Untuk hydraulic press, range gaya yang dicapai : 500 18.000 tons, bisa
mencapai 50.000 tons.
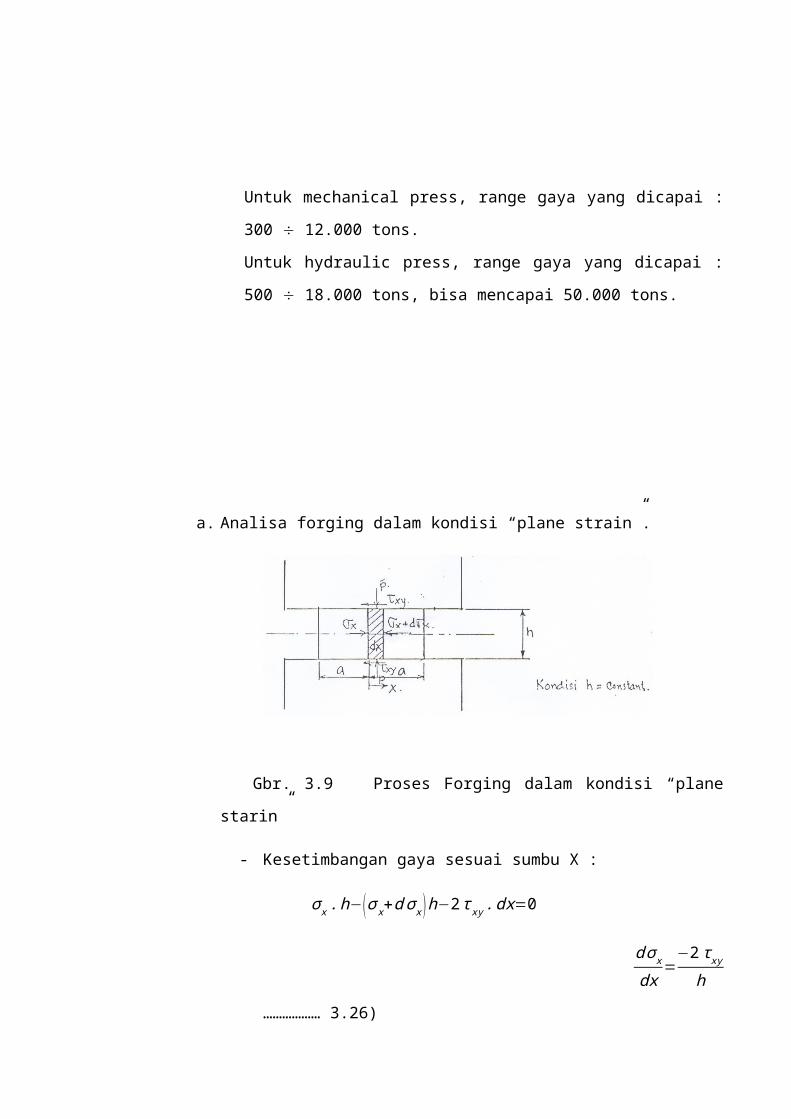
a. Analisa forging dalam kondisi “plane strain”.
Gbr. 3.9 Proses Forging dalam kondisi “plane starin”
- Kesetimbangan gaya sesuai sumbu X :
σ x .h−(σ x+d σ x)h−2 τ xy . dx=0
d σxdx
=−2 τ xyh
……………… 3.26)
- Dari criteria Von Mises untuk plane strain, diketahui :
σ 1−σ3=2√3
σ o=σo'
- Jika p dan x adalah tegangan-tegangan principal kompresi, maka :
p=σ z , dan σ 1−σ3=σo' =p−σ x
- Karena o’ tidak berubah terhadap X, maka :
d p
d x
=dσ x
d x , sehingga :
d p
d x
=−2 τ xyh
, dimana xy = .p , maka :
d p
p=−2 μ
hdx
- Dengan integrasi, didapat :
ln p=−2 μxh
+ln c
- Syarat batas : kondissi pada X = a, x = 0 dan p = o’ .
Jadi :
lnC= ln σ0' +2.
μah
Dan
p=σo' exp[ 2μ
h(a−x )] …..…………. 3.27)
Karena harga adalah kecil, maka :
p=σo' [1+
2μ(a−x )h
] …..……………3.28)
- Tekanan forging rata-rata :
p=∫o
ap .dxa
=σo' e
( 2μah
)−1
2μah
………………..3.29)
- Total gaya forging :
P=p (2a ) .W
dimana W = lebar kearah normal bidang gambar.
Gbr. 3.10 Diagram distribusi tekanan (p) dan tegangan (x) pada proses forging
b. Cara lain selain dari “Coulomb’s Low” yaitu dengan mengguakan factor
gesekan (m).
Dimana : τ xy=τ i=m .k m =1 , pada kondisi sticking friction.
Sehingga :
dp=−2m.kh
.dx=−2√3
. σo .m .dxh
=−σo' .m.
dxh
Dengan integrasi, didapat :
p=−σo' .m.
xh
+c

Karena : p = o’ pada kondisi x = a , maka c=σo' +σ o
' .m.ah
Jadi : p=σo' mh
(a−x )+σo' ..……………….3.30)
Untuk kondisi khusus, dimana terjadi “sticking friction”, maka :
Tekanan pada suatu harga dari x :
p=σo' ( a−x
h+1) ………..………3.31)
Dan tekanan rata-rata :
` p=σo' ( a
2h+1) ………. ………3.32)
Umumnya kondisi gesekan adalah dalam kondisi intermedier antara “full
sticking” dan “slipping/sliding” (yang biasanya dekat pada tepi atau pada
kondisi x a), dimana tekanannya rendah, sehingga berlaku :
τ xy=k=σo√3
=σo'
2
Jika ditinjau bahwa di suatu jarak dari x (misalnya x1) terjadi juga sliding
friction, maka x1 bisa dihitung dengan persamaan :
X1=a−h
2 μ. ln
12μ
…………………3.33)
Contoh :
Suatu balok dengan ukuran : 1” x 1” x 6” ditekan dengan proses forging
menjadi ukuran : ¼ “ x 4” x 6”. Jika uni-aksial stress adalah o = 1000 psi
dan = 0,25 tentukan tekanan pada bidang 4” dan beban total forging yang
dibutuhkan.
Penyelesian :
- Pada bidang 6” tidak mengalami perubahan (kondisi plane strain).
6” 6”
1” ¼ “
1” 4”
o Dengan cara “Coulomb Low” (persamaan 3.27) :
p=σo' exp [ 2μ
h(a−x )] , dimana : σ o
' =2σo√ 3
Dan maks bila x = 0 (ditengah)
p=2σo√3
exp [ 2μh
(a−x )]
pmaks=2.1000√3
.exp [2(0,25)
0,25(2−0 )]
= 63.000 psi.
Dengan perhitungan yang sama dapat dicari distribusi p dan p, sbb :
X 0 0,25 0,5 0,75 1,0 1,25 1,50 1,75 2,0
.p (ksi) 63,0 38,2 23,2 14,0 8,5 5,17 3,1 1,9 1,05
p (ksi) 15,75 9,55 5,80 3,50 2,13 1,29 0,78 0,48 0,26
Dari kondisi tersebut di atas, kita dapatkan bahwa p > k pada jarak x
sampai 1,50 (dimana k=σ o
√3= 1000
√ 3=0,77ksi ). Jadi dapat dianggap bahwa
pada sebagian besar dari dimensi 4 inchi terjadi “sticking friction”.
o Dengan cara "Sticking Friction” (persamaan 3.31) :
p=2σo√3
[ a−xh
+1] , maksimum bila x = 0
pmaks=2(1000)√3 [ 2−0
0,25+1]=10,4 psi

Terlihat bahwa tekanan maks yang didapat dengan persamaan ini lebih
kecil dari cara sebelumnya. Dan distribusi tekanan dari pmaks ke
x1 = a− h2μ
. ln1
2μ dapat dianggap linier, sehingga harga x1 didapat :
x1=2− 0,252(0,25)
. ln1
2(0,25)=2− 1
2ln2
= 1,654 in.
Karena 1,654 < x1 < 2,0 sliding friction terjadi pada jarak x dan 1 = p
3.7 Rolling (Proses Pengerolan).
Rolling atau proses pengerolan adalah suatu proses pembentukan logam secara
deformasi plastis melalui rol-rol.
Pada deformasi logam melalui proses ini, terjadi :
Tegangan kompresi yang tinggi.
Tegangan geser pada permukaan akibat gesekan antara rol dan material.
Gaya gesek ini juga yang akan menyebabkan penarikan material ke dalam rol.
1) Klasifikasi dari proses rolling :
a. Hot rolling.
- Biasanya sebagai proses awal dari ingot menjadi blooms atau billet.
- Juga dapat dilakukan sebagai proses lanjut untuk menghasilkan : plat,
sheet, rod, bar, pipa atau bentuk-bentuk suatu struktur.
b. Cold rolling.
- Banyak digunakan dalam dunia industry.
- Dapat memproduksi : sheet, strip dan foil dengan permukaan akhir yang
baik dan jug adapt menaikkan kekuatan mekanik dari matrial.
Beberapa produk dari proses pengerolan :
Bloom : hasil reduksi pertama dari ingot, yang mempunyai ukuran : lebar =
tebal dan luas penampang > 36 in2.
Billet : reduksi selanjutnya umumnya dilakukan secara hot rolling, dengan
ukuran penampang : (1,5 x 1,5) in2.
Slab : reduksi dari ingot yang dilakukan secara hot rolling, dengan ukuran
lebar 2 x tebal, dan luas penampang > 16 in2.
Plate : umumnya mempunyai ketebalan > ¼ in, pengecualian dari ini
bergantung pada tebalnya.
Sheet : umumnya mempunyai ketebalan < ¼ in.
Strip : lebarnya tidak melebihi 24 in.
2) Rolling Mills.
Secara umum, rolling mills terdiri dari :
- Rolls ( rol )
- Bearings ( bantalan )
- Housing ( rumah untuk kedua bagian di atas )
- Driver ( motor )
- Speed controller ( pengatur kecepatan ).
Rolling mill dapat diklasifikaskan atas dasar jumlah dan susunan dari rol-rolnya :
a. Two-high mill : paling sederhana, ukuran rol sama.
b. Two-high reversing mill : dapat berfungsi bolak-balik.
c. Three-high mill : terdiri dari 3 rol, yang tengah berputar karena
gesekan.
d. Four-high mill : dua rol yang berhubungan dengan material dibuat
lebih kecil, dengan maksud untuk menurunkan
power yang dibutuhkan.
e. Cluster mill : pengembangan dari tipe (d) untuk mengerol plat tipis
dengan toleransi hasil yang baik.
Gbr. 3.11 a. Pengerolan dengan pengunaan stand (bertahap)
3.11 b. Pengerolan slab menjadi strip.
Gbr. 3.12 Kalsifikasi pengerolan berdasarkan jumlah dan susunan rol.
3) Hubungan antara Gaya dan Geometri pada rolling proses.
Gbr. 3.13 Gaya-gaya pada proses Rolling.
Pendekatan pertama : volume yang sama yang melewati rol pada suatu titik
tertentu perunit waktu adalah :
b .ho . vo=b .h . v=b .h f . v f
Selanjutnya :
- Hanya pada satu titik terdapat kecepatan permukaan rol, yaitu vr = kecepatan
plat.
- Tititk ini disebut : natural point atau no slip point (pada gambar ditunjukkan
pada titik N).
- Disetiap titik dari kontak permukaan, misalnya titik A, bakerja gaya - gaya :
Pr = gaya radial dan F = gaya tangensial.
- Komponen vertical dari Pr = P = rolling load, yaitu beban/gaya untuk
menekan rol pada material.
- Jika Lp = lengkungan kontak antara rol dan material, dimana :
Lp=¿ .…...… 3.34)
Maka : p=P
b . Lp …………….. 3.35)
Dimana : p = tekanan spesifik dari rol.
- Sudut antara titik masuk dan titik tengah disebut “angle of contact” atau
“angle of bite”. Sehingga didapat komponen-komponen horizontal dari Pr dan
F yaitu :
Pr sin dan F cos
Supaya tidak ada tambahan slab yang masuk rol, maka kondisi limit adalah :
Pr sin = F cos
FP r
= sinαcosα
=tanα , karena F = .Pr
Sehingga : = tan ….………….. 3.36)
- Untuk diingat, bila : tan > , maka material tidak dapat masuk ke rol.
= 0 , maka pengerolan tidak bisa terjadi.
Persamaan 3.34) dapat ditulis :
Lp≈√R .∆h , h = the “draft” taken in rolling.
tanα=¿Lp
R−∆h2
≈√ R ∆h
R−∆h2
≈√∆ hR
¿
Jadi : μ≥ tanα=√ ∆hR
Sehingga : (h)maks = 2R ……………… 3.37)
Contoh :
Tentukan kemungkinan reduksi maksimum dengan cold rolling pada slab dengan
tebal 12” dimana = 0,08 dan diameter dari rol 24”.
Bagaimana reduksi maksimum pada mill yang sama dengan hot rolling dimana =
0,5?
Penyelesaian:
tan❑max =
= max = arc tan() = arc tan(0,08)= 4,60
sinα=Lp
R=√R .∆h
R h = 0,077 in
sin 4,6 °=√12.∆h12
h = ¿ = 0,077 in
Dengan persamaan 3.37) didapat :
- Cold working : hmaks = 2R = (0,08)2.(12) = 0,077 in.
- Hot working : hmaks = 2R = (0,5)2.(12) = 3 in.
3.8 Pertanyaan
1. Sebutkan faktor apa saja yang mempengaruhi meningkatnya temperature pada
proses pembentukan logam.
2. Proses Ektrusi dapat dilakukan secara panas dan dingin. Sebutkan keuntungan pada
proses Ektrusi secara panas (hot extrusion).
3. Bila suatu material aluminium diameter 150 mm, panjang matererial (billet) 400
mm diekstrusi secara panas menjadi diameter 65 mm pada temperature 400oC
dengan kecepatan 0,05 m/det. Aliran tegangan pada temperature tersebut
dinyatakan dengan persamaan σ=240¿ MPa.
Bentuk die segiempat dengan sudut die 60o, dan tanpa pelumasan. Tentukan gaya
yang dibutuhkan untuk proses ekstrusi tersebut.
4. Sebutkan alasan mengapa proses drawing biasa dilakukan pada temperature kamar
5. Tentukan tegangan pada proses drawing yang dilakukan untuk mereduksi suatu
kawat baja sebesar 22% dari diameter awal 12 mm. Aliran tegangan diberikan oleh
persamaan o = 1300 0,24 MPa. Diketahui sudut die 2 = 16o dan koefesien gesek
= 0,1.
Bila kecepatan kawat melalui die sebesar 2,5 m/det, tentukan juga daya (Hp) yang
diperlukan pada proses tersebut.
Daftar Pustaka
Buku Utama
Dieter, G.E, 1987, “ Mechanical Metallurgy ”, 3rd Edition, Mc. Grow Hill Book Company.
Liendberg, R.A, 1978, “ Processes and Materials Of Manufacture ”, Bosston : Allyn and Bacon Inc.
Buku Penunjang
Djoko Soeyoto, Naska H. Felix, “ Teknologi Mekanik A “, Jakarta : H. Stam Kluwor.





























