Embed Size (px)
Citation preview
5
BAB II
TINJAUAN PUSTAKA
2.1 Singkong
2.1.1 Pengenalan Singkong
Singkong (Manihot Utilisima) disebut juga ubi kayu atau ketela
pohon (Najiyati,Sri dan Danarti,1999). Mengenai asal tanaman singkong
tersebut, ada beberapa ahli botani yang menyatakan bahwa tanaman
singkong berasal dari amerika beriklim tropis. Namun, seorang ahli botani
Rusia, Nikolai Ivanovick Vavilov, memastikan bahwa tanaman singkong
tersebut berasal dari Brazil (Conceicac, A.J. dan C.V. Sampaio, 1993).
Singkong masuk ke Indonesia pada tahun 1852 melalui kebun raya Bogor,
dan kemudian tersebar keseluruh wilayah nusantara pada saat Indonesia
dilanda kekurangan pangan, yaitu sekitar tahun 1914-1918. Dengan
demikian singkong menduduki posisi sebagai makanan pokok ketiga,
setelah padi dan jagung (Najiyati,Sri dan Danarti,1999).
Gambar 2.1. Singkong
6
Singkong merupakan tanaman tipikal daerah tropis. Iklim yang
panas dan lembab dibutuhkan untuk pertumbuhannya sehingga tanaman
ini tidak dapat tumbuh pada suhu kurang dari 10°C. Suhu optimum
pertumbuhannya sekitar 25-27°C dan tumbuh baik pada ketinggian 1500
meter atau lebih diatas permukaan laut. Curah hujan yang diperlukan rata-
rata 500-5000 mm per tahun. Singkong dapat tumbuh pada tanah berpasir
hingga tanah liat, maupun pada tanah yang rendah kesuburunnya (Grace,
1977). Umbi singkong berbentuk silinder yang ujungnya mengecil dengan
diameter rata-rata sekitar 2-5 cm dan panjang sekitar 20-30 cm. Singkong
biasanya diperdagangkan dalam bentuk masih kulit. Umbinya mempunyai
kulit yang terdiri dari dua lapis yaitu kulit luar dan kulit dalam. Daging
umbi berwarna putih dan kuning (Muchtadi dan Sugiyono, 1989).
2.1.2 Karakteristik Singkong
Hasil panen utama dari tanaman singkong adalah umbinya. Umbi
singkong merupakan tempat untuk meyimpan persedian cadangan
makanan. Pada umumnya, umbi singkong berbentuk bulat panjang yang
makin keujung ukurannya makin kecil. Pada dasarnya, umbi singkong
terdiri atas tiga lapisan yang meliputi yaitu :
1. Lapisan kulit luar
Merupakan lapisan kulit yang tipis; yang mudah robek, berwarna
coklat, dan coklat abu-abu.
2. Lapisan kulit dalam
7
Merupakan suatu lapisan kulit yang memiliki ketebalan antara 1
mm-3 mm, warna kuning dan berwarna putih.
3. Lapisan bagian daging
Bagian yang memiliki persentasi terbesar dari singkong. Panjang
singkong bervariasi antara 10 cm sampai dengan 35 cm.
2.2 Pengupasan
2.2.1 Pengertian Umum Pengupasan
Pengupasan merupakan pra-proses dalam pengolahan agar
didapatkan bahan pangan yang siap untuk dikonsumsi. Pengupasan
memiliki tujuan yang sangat penting, yaitu untuk menghilangkan kulit atau
penutup luar buah atau sayur. Hal ini dilakukan untuk mengurangi dan
meminimalisir terjadinya kontaminasi dan memperbaiki penampakan.
Pengupasan dikatakan efisien jika kehilangan komoditas yang dikehendaki
kecil. Pembuangan kulit harus dilakukan dengan cermat agar daging buah
tidak ikut terbuang karena hal tersebut akan mengakibatkan berkurangnya
Gambar 2.2. Lapisan dari Singkong
8
rendemen yang dihasilkan. Tujuan pengupasan ialah membuang bagian-
bagian luar yang tidak dapat dimakan dan tidak diinginkan, seperti kulit,
tangkai, bagian-bagian yang cacat atau busuk.
2.2.2 Pengupasan Mekanis
Pengupasan mekanis adalah proses pengupasan yang menggunakan
gaya mekanik untuk membuang lapisan terluar yang tidak berguna.
Pengupasan mekanis umumnya dilakukan dengan menggunakan pisau
berbentuk plat tipis. Namun, dalam pembuatan mesin ini kami
menggunakan bahan pelat setrip yang dirangkai berbentuk silinder.
Pada alat ini bahan yang digunakan sebagai alat untuk pengupasan
adalah pelat setrip yang berfungsi sebagai pengupas kulit singkong dengan
cara memanfaatkan sudutnya. Pelat setrip tidak memberikan pengaruh
pewarnaan terhadap bahan yang telah dikupas.
2.3 Mesin Pengupas Singkong
Pengupas singkong (cassava peeler) adalah alat untuk mengupas
singkong. Mesin cassava peeler ini dibutuhkan jika tapioka akan di produksi
dalam kapasitas produksi besar. Pengupasan dengan metode manual/oleh manusia
langsung, masih bisa dilakukan jika kapasitas produksi masih sedikit
(http://www.teknovasimandiri.com/index.php/mesin-pertanian/mesin-produksi-
kopi/106-cassava-peeler-pengupas-singkong).
Mesin pengupas singkong merupakan alat bantu dalam pengupasan
singkong. Mesin ini dapat menghasilkan hasil pengupasan secara masal untuk
9
sekali prosesnya, sehingga waktu pengupasan menjadi cepat. Mesin pengupas
singkong ini mempunyai sistem transmisi berupa puli. Bila motor bensin
dihidupkan, maka akan berputar kemudian gerak putar dari motor ditransmisikan
ke puli 1, kemudian dari puli 1 ditransmisikan dengan menggunakan v-belt ke puli
2 yang terletak pada reducer (gear box) 1/40 bertujuan untuk memperkecil putaran
yang dihasilkan oleh motor bensin. Putaran yang dihasilkan oleh reducer
kemudian di transmisikan kembali dari puli 3 ke puli 4 dengan menggerakkan
poros. Dengan dihubungkan dengan v-belt puli 4 menggerakan media kerja alat.
2.4 Tahapan-Tahapan dalam Perancangan
Perancangan adalah kegiatan awal dari suatu rangkaian dalam proses
pembuatan produk. Tahap perancangan tersebut dibuat keputusan-keputusan
penting yang mempengaruhi kegiatan-kegiatan lain yang menyusulnya
(Dharmawan, 2004: 1). Sehingga, sebelum sebuah produk dibuat terlebih dahulu
dilakukan proses perancangan yang nantinya menghasilkan sebuah gambar skets
atau gambar sederhana dari produk yang akan dibuat. Gambar skets yang telah
dibuat kemudian digambar kembali dengan aturan gambar sehingga dapat
dimengerti oleh semua orang yang ikut terlibat dalam proses pembuatan produk
tersebut. Gambar hasil perancangan adalah hasil akhir dari proses perancangan
dan sebuah produk dibuat setelah dibuat gambar-gambar rancangannya dalam hal
ini gambar kerja. Perancangan dan pembuatan produk adalah dua kegiatan yang
penting, artinya rancangan hasil kerja perancang tidak ada gunanya jika rancangan
tersebut tidak dibuat.Sebaliknya pembuat tidak dapat merealisasikan benda teknik
tanpa terlebih dahulu dibuat gambar rancangannya (Darmawan, 2004:2).
Mengenai gambar rancangan yang akan dikerjakan oleh pihak produksi berupa
10
gambar dua dimensi yang dicetak pada kertas dengan aturan dan standar gambar
kerja yang ada.
Hasil pertama dari sebuah rancangan mesin tidaklah pernah sempurna.
Langkah demi langkah harus dijalani sebelum hasil yang ideal tercapai. Hal-hal
yang harus diperhatikan dalam pengembangan lanjut sebuah rancangan mesin
mencapai taraf tertentu adalah : hambatan yang timbul, cara mengatasi efek
samping yang tidak terduga, kemampuan untuk memenuhi tuntutan pemakaian
dan kemampuan untuk mengatasi saringan, hal mana akan memperlancar
pengembangan itu sendiri. Dalam mendisain tidak mungkin mengingat semua
pokok-pokok utama secara serentak. Secara bertahap mengumpulkan pokok-
pokok utama dan pengalaman-pengalaman. Menurut G. Neimann ada beberapa
tahapan dalam perancangan, yaitu :
1. Mula pertama, tugas disain yang bagaimanakah harus dipenuhi ? Faktor-
faktor utama apa yang sangat menentukan untuk konstruksi ? Bahan-
bahan, jumlah produk, cara produksi, bahan setengah jadi manakah yang
patut dipertimbangkan.
2. Menentukan ukuran-ukuran utama dengan perhitungan kasar.
3. Menentukan alternatif-alternatif dengan sketsa tangan.
4. Memilih bahan. Bahan-bahan umumnya yang mudah didapat dipasaran
seperti baja karbon diprioritaskan pemakaiannya.
5. Bagaimana memproduksi. Konstruksi dan cara pembuatan elemen-elemen
tergantung dari jumlah produk yang akan dihasilkan.
11
6. Mengamati disain secara teliti. Setelah menyelesaikan disain berskala,
konstruksi diuji berdasarkan pokok-pokok utama yang menentukan dengan
cara yang teliti.
Adapun hal-hal yang harus diperhatikan adalah:
a. Perubahan sebuah pokok utama dapat mengubah disain secara
menyeluruh.
b. Mengubah konstruksi sebuah disain sebelum diproduksi adalah jauh
lebih menghemat waktu bila dibandingkan dengan perubahan-
perubahan yang dilakukan waktu atau setelah produksi berjalan.
c. Hasil konstruksi yang matang biasanya dicapai setelah dilakukan
bermacam-macam disain dan perbaikan-perbaikan.
d. Konstruksi yang terbaik merupakan hasil kompromi dari berbagai
ragam tuntutan para pemakai.
7. Merencanakan sebuah elemen; gambar kerja bengkel (workshop blue
print). Pokok-pokok utama yang harus diperhatikan dalam meneliti
gambar kerja adalah sebagai berikut :
a. Ukuran: apakah elemen tersebut lengkap dan jelas ukurannya ? Apakah
ukuran-ukuran tersebut sudah termasuk bagian yang terpotong dalam
proses pembuatan ?
b. Toleransi dan simbol pengerjaan
c. Nama bahan dan jumlah produk
d. Apakah disain ini mengikuti standar dan norma yang berlaku ?
12
e. Keterangan mengenai metode-metode khusus pengerasan (hardening),
celup dingin (quenching), pelapisan permukaan, semprot pasir (sand
blasting) dan sebagainya yang akan dialami elemen-elemen tersebut.
8. Gambar lengkap dan daftar elemen. Setelah semua ukuran-ukuran elemen
dilengkapi, baru dibuat gambar lengkap dengan daftar elemen-elemen.
2.5 Teori Dasar Perencanaan Elemen Mesin
2.5.1 Perencanaan Daya Motor
Untuk menghitung daya motor terlebih dahulu mendefinisikan
daya yaitu :
- Daya motor (P) dihitung dengan :
atau
Dimana :
- Torsi :
( R.S. Khurmi, 1980: 12)
P = Daya yang diperlukan (kW)
T = Torsi (N.m)
ω = Kecepatan sudut (rad/s)
n = Putaran motor (rpm)
( Robert L. Mott, 2009: 81)
13
Dimana :
2.5.2 Poros
Poros merupakan salah satu bagian penting dari setiap mesin.
Karena hampir semua mesin meneruskan tenaga bersama-sama dengan
putaran, oleh karenanya poros memegang peranan utamadalam transmisi
dalam sebuah mesin. Poros dibedakan menjadi tiga macam berdasarkan
penerusan dayanya (Sularso dan Kiyokatsu Suga,2002:1) yaitu :
1. Poros Transmisi
Poros macam ini mendapatkan beban puntir murni atau puntir dan
lentur. Daya ditransmisikan kepada poros ini melalui kopling, roda gigi,
puli sabuk dan sprocker rantai dll.
2. Poros Spindel
Poros transmisi yang relatif pendek, seperti poros utama mesin
perkakas, dimana beban utamanya berupa puntiran yang disebut spindel.
Syarat utama yang harus dipenuhi poros ini adalah deformasi harus kecil
dan bentuk serta ukurannya harus teliti.
3. Poros Gandar
T = Torsi (N.m)
F = Gaya yang bekerja pada pengupas singkong (N)
R = Jari-jari tabung pengupas (m)
14
Poros seperti dipasang diantara roda-roda kereta barang, dimana tidak
mendapat beban puntir, bahkan kadang-kadang tidak boleh berputar,
disebut gandar. Gandar hanya memperoleh beban lentur kecuali jika
digerakkan oleh penggerak dia akan mengalami beban puntir juga.
Poros untuk umumnya biasanya dibuat dari baja batang yang
ditarik dingin dan difinis, baja karbon konstruksi (disebut bahan S-C)
yang dihasilkan dari ingot yang di- “ kill ” ( baja yang dideoksidasikan
dengan ferosilikon dan dicor ; kadar karbon terjamin) (JIS G3123).
Meskipun demikian bahan ini kelurusannya agak kurang tetap dan dapat
mengalami deformasi karena tegangan yang kurang seimbang misalnya
bila diberi alur pasak, karena ada tegangan sisa didalam terasnya. Tetapi
penarikan dingin membuat permukaan poros menjadi keras dan
kekuatannya bertambah besar. Untuk mengetahui jenis baja karbon yang
sering dipakai untuk poros (lihat tabel 2.1. dibawah ini).
Tabel 2.1. JIS G3123 Batang baja karbon difinis dingin ( sering dipakai
untuk poros
Sumber: ( Sularso dan Kiyokatsu Suga, 2002: 330)
15
Hal-hal penting dalam perencanaan poros :
1. Kekuatan Poros
Poros harus direncanakan sehingga cukup kuat untuk menahan beban
putir dan lentur, tarik atau tekan.
2. Kekuatan Poros
Kemampuan poros untuk menahan beban lentur atau difleksi puntir yang
terlalu besar.
3. Korosi
Kemampuan poros untuk tahan terhadap fluida yang korosit.
4. Putaran Kritis
Poros harus direncanakan sedemikian rupa sehingga putaran kerjanya
lebih rendah dari putaran kritis.
5. Bahan Poros
Dalam perencanaan poros harus diperhatikan bahan poros. Biasanya
poros untuk mesin tersebut dari baja batang yang ditarik dan difinis, baja
karbon kintruksi mesin (disebut baha S-C). Baja yang dioksidakan
dengan ferro silikon dan dicor. Bahan poros harus bersifat tahan aus,
umurnya dibuat dari baja paduan dengan pengerasan kulit yang sangat
tahan terhadap keausan. Contohnya : baja chrom nikel, molibden, baja
chrom, baja chrom molibden dan lain-lain.

16
Tabel 2.2. Baja Karbon Untuk Konstruksi dan Baja Batang yang Definisi Untuk poros
Standar dan macam
Lambang Perlakuan Panas Kekuatan Tarik
(kg/ mm2) Keterangan
baja karbon konstruksi
mesin (JIS G 4501)
S3OC Penormalan 48
S35C - 52
S40C - 55
S45C - 58
S50C - 62
S55C - 66
Batang baja yang difinis
dingin
S35C-D - 53 Ditarik dingin, digerinda, dibubut, atau gabungan antara hal-hal tersebut
S45C-D - 60
S55C-D - 72
Tabel 2.3. Baja Panduan Untuk Poros
Standar dan macam Lambang Perlakuan Panas Kekuatan Tarik
(kg/ mm2)
Baja khrom inkel (JIS G 4102)
SNC 2 - 84
SNC 3 - 95
SNC 21 Pengerasan kulit 80
SNC 22 - 100
Baja khrom nilai molibden
(JIS G 4103)
SNCM 1 - 85
SNCM 2 - 95
SNCM 7 - 100
SNCM 8 - 104
SNCM 22 Pengerasan kulit 90
SNCM 23 - 100
SNCM 25 - 120
Baja khrom (JIS G 4104)
SCr 3 - 90
SCr 4 - 95
SCr 8 - 100
SCr 21 Pengerasan kulit 80
SCr 22 - 86
Baja khrom molibden (JIS G 4109)
SCM 2 85
SCM 3 95
SCM 4 100
SCM 5 106
SCM21 Pengerasan kulit 89
SCM22 - 99
SCM23 - 100
Sumber: ( Sularso dan Kiyokatsu Suga, 2002: 3)
Sumber: ( Sularso dan Kiyokatsu Suga, 2002: 3)
17
Pada umumnya baja diklasifikasikan atas baja lunak, baja liat, baja
agak keras yang banyak dipilih untuk poros. Kandungan karbon dapat dilihat
dalam tabel 2.4. Baja agak keras umumnya baja yang di “kill”. Apabila
diberi perlakuan panas secara tepat menjadi bahan poros yang baik.
Tabel 2.4. Penggolongan Baja Secara Umum
Golongan Kadar C (%) Baja lunak -0,25 Baja liat 0,2 – 0,3 Baja agak keras 0,3 – 0,5 Baja keras 0,5 – 0,8 Baja sangat keras 0,8 – 1
Meski demikian untuk perencanaan yang baik, tidak dapat dianjurkan
untuk memilih baja atas dasar klasifikasi yang terlalu umum. Sebaiknya
pemilihan bahan dilakukan atas dasar standart yang ada.
Tabel 2.5. Standart Baja
Nama Standar Jepang (JIS) Standar Amerika (AIS) Inggri (BS) dari Jerman
(DIN)
Bajak kontruksi mesin
S29C AISI 1025, B5060 A25
S30C AISI 1030, B5060 A30
S35C AISI 1035, B5060 A35, DIN C35
S40C AISI 1040, B5060 A40
S45C AISI 1045, B5060 A45, DIN C45
S50C CK45
S55C AISI 1050, BS060 A50, DIN S1.80.11 AISI 1056, BS060 A55
Baja lempa SF 40, 45, 50, 55 ASTM A105-73
Baja nikel khrom SF 40, 45, 50,55 ASTM A105-73
Baja nikel khrom
SNCM 1 AISI 4337
SNCM 2 B5830M31
SNCM 7 AISI BS45, BS En 1990
SNCM 8 AISI 4340, B5817, M40, 816, M40
SNCM 22 AISI 4315
SNCM 23 AISI 4320, BS End325
SNCM 25 BS En39 b
Baja khrom SCr 3 AISI 5135, BS530 A36 SCr 4 AISI 5140, BS530 A40
Sumber: ( Sularso dan Kiyokatsu Suga, 2002: 4)
18
SCr 5 AISI 5145 SQ21 AISI 5115 SCr22 AISI 5120
Baja khrom moalbden
SCM 2 AISI 4130, DIN 34 CrMo4
SCM 3 AISI 4135, BS708 A37, DIN34CrMO4 SCM 4 AISI 4140, BST98, M40 SCM 5 DIN42CrMo4 AISI 4145, DIN50CrMo4
Perhitungan gaya-gaya yang terjadi pada poros menggunakan
rumus sebagai berikut :
a. Daya rencana (Pd)
Dimana :
Tabel 2.6. Faktor koreksi daya yang akan ditransmisikan
Daya yang Akan Ditransmisikan fc
Daya rata-rata yang diperlukan 1,2 - 2,0
Daya maksimum yang diperlukan 0,8 - 1,2
Daya normal 1,0 - 1,5
b. Momen puntir rencana (T)
( Sularso dan Kiyokatsu Suga, 2002: 7)
Pd = Daya yang direncanakan (kW)
P = Daya yang diperlukan (kW)
𝑓𝑐 = Faktor koreksi
Sumber: ( Sularso dan Kiyokatsu Suga, 2002: 7)
( Sularso dan Kiyokatsu Suga, 2002: 7)
Sumber: ( Sularso dan Kiyokatsu Suga, 2002: 5)

19
Dimana :
c. Gaya tarik v-belt pada pembebanan poros
Dimana :
d. Tegangan geser
Dimana :
(aman)
e. Tegangan yang diijinkan
Dimana :
T = Momen puntir / Torsi (kg.mm)
Pd = Daya yang direncanakan (kW)
𝑛 = Kec. putaran pada poros (rpm)
( Daryanto, 2000: 117)
T = Torsi motor (kg.mm)
R = Jari-jari puli pada poros (mm)
( Sularso dan Kiyokatsu Suga, 2002: 8)
𝜏⬚ = Tegangan geser yang timbul (kg/mm²)
T = Kekuatan tarik (kg.mm)
𝑑𝑠 = Diameter poros (mm)
( Sularso dan Kiyokatsu Suga, 2002: 8)
𝜏𝑎 = Tegangan geser yang diijinkan (kg/mm²)
𝜎𝐵 = Kekuatan tarik (kg.mm)

20
f. Menentukan diameter poros
*( )√ +
atau
*( ) +
Dimana :
g. Defleksi Puntiran
Besarnya deformasi yang disebabkan oleh momen puntir harus
diperhitungkan juga. Baja, G = 8,3 x 10³ kg/mm². Poros yang dipasang
pada mesin umum dalam kondisi kerja normal, besarnya defleksi
puntiran dibatasi sampai 0,25° atau 0,3°.
( Sularso dan Kiyokatsu Suga, 2002: 8)
𝑑𝑠 = Diameter poros (mm)
𝐾𝑡 = Faktor koreksi karena puntiran dan tumbukan, 1,5-3,0
T = Momen puntir (kg.mm)
𝜏𝑎 = Tegangan geser yang diijinkan (kg/mm²)
M = Momen lentur (kg.mm²)
𝐾𝑚 = Faktor koreksi karena beban dan tumbukan
𝐶𝑏 = Faktor pemakaian antara 1,2 – 2,3
𝑆𝑓 = Faktor keamanan untuk baja karbon, yaitu 6,0
𝑆𝑓 = Faktor keamanan untuk baja karbon dengan alur
pasak dengan harga 1,3-3,0

21
Dimana :
2.5.3 Perencanaan Sabuk V dan Puli sebagai Transmisi Daya
Sabuk digunakan untuk mentransmisikan daya motor kebagian
poros. Pemilihan sabuk dan puli dilakukan agar tidak terjadinya
kehilangan gaya-gaya yang ditransmisikan. Sabuk-V merupakan sabuk
yang tidak berujung dan diperkuat dengan penguat tenunan dan tali.
Sabuk-V terbuat dari karet dan bentuk penampangnya berupa trapesium.
Bahan yang digunakan untuk membuat inti sabuk itu sendiri adalah terbuat
dari tenunan tetoron.
Penampang puli yang digunakan berpasangan dengan sabuk juga
harus berpenampang trapesium juga. Puli merupakan elemen penerus
putaran yang diputar oleh sabuk penggerak.
( Sularso dan Kiyokatsu Suga, 2002: 18)
𝑑𝑠 = Diameter poros (mm)
𝐿 = Panjang poros (mm)
T = Momen puntir (kg.mm)
𝐺 = Modulus geser untuk baja, 8,3 x 10³ kg/mm²
22
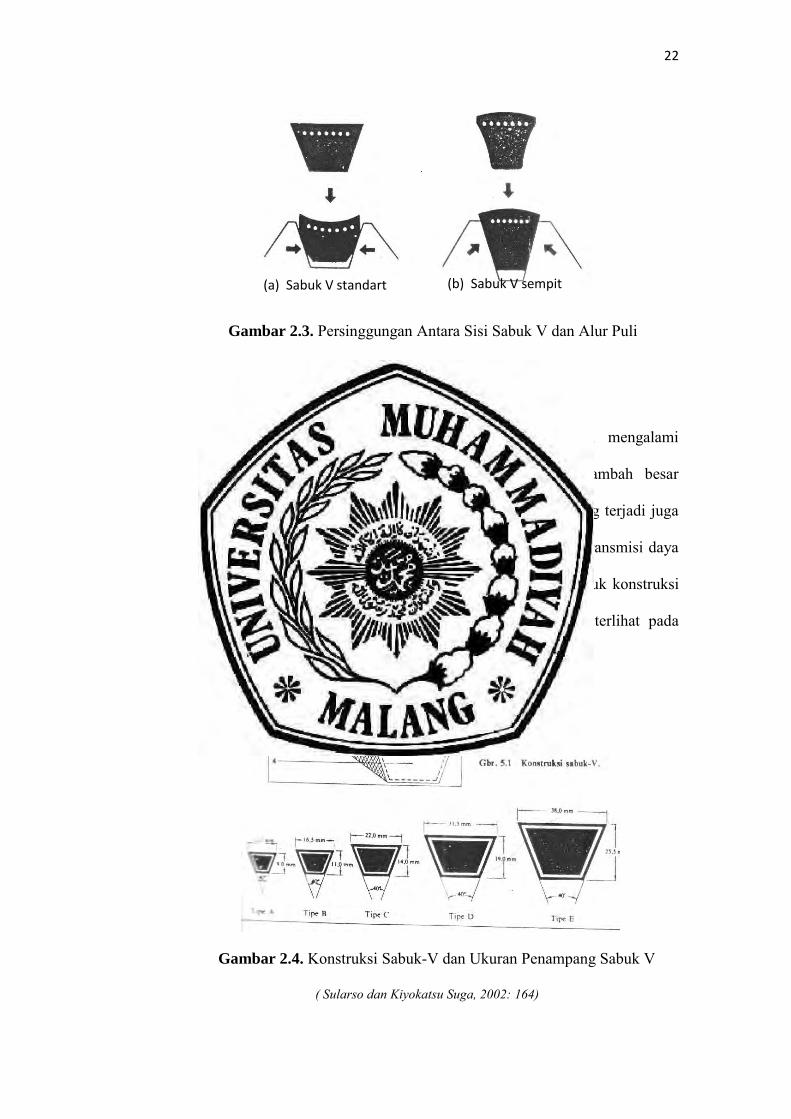
Bagian sabuk yang sedang membelit pada puli mengalami
lengkungan sehingga lebar bagian dalamnya akan bertambah besar
(Sularso dan Kiyokatsu Suga, 2002:163). Gaya gesekan yang terjadi juga
bertambah karena bentuk bajinya yang akan menghasilkan transmisi daya
yang besar pada tegangan yang relatif rendah. Adapun bentuk konstruksi
macam-macam penampang sabuk-V yang umum dipakai terlihat pada
gambar dibawah.
Gambar 2.4. Konstruksi Sabuk-V dan Ukuran Penampang Sabuk V
( Sularso dan Kiyokatsu Suga, 2002: 164)
Gambar 2.3. Persinggungan Antara Sisi Sabuk V dan Alur Puli
(a) Sabuk V standart (b) Sabuk V sempit
( Sularso dan Kiyokatsu Suga, 2002: 172)
23
Pemilihan penampang sabuk-V yang cocok ditentukan atas dasar
daya rencana dan putaran poros penggerak.Daya rencananya sendiri dapat
diketahui dengan mengalihkan daya yang akan diteruskan dengan faktor
koreksi yang ada. Lazimnya sabuk tipe-V dinyatakan panjang kelilingnya
dalam ukuran inchi. Jarak antar sumbu poros harus sebesar 1,5 sampai dua
kali diameter puli besar (Sularso dan Kiyokatsu Suga, 2002:166).
Sudut lilit atau sudut kontak θ dari sabuk pada alur puli penggerak
harus diusahakan sebesar mungkin untuk mengurangi selip antara sabuk
dan puli dan memperbesar panjang kontaknya. Transmisi sabuk dapat
dibagi menjadi tiga kelompok yaitu sabuk rata, sabuk dengan penampang
trapezium dan sabuk dengan gigi. Sebagian besar transmisi sabuk
menggunakan sabuk-V karena mudah pemakaiannya dan harganya yang
murah. Kelemahan dari sabuk-V yaitu transmisi sabuk dapat
memungkinkan untuk terjadinya slip. Oleh karena itu, maka perencanaan
sabuk-V perlu dilakukan untuk memperhitungkan jenis sabuk yang
digunakan dan panjang sabuk yang akan digunakan.
Perhitungan yang digunakan dalam perencanaan sabuk-V dan puli
antara lain :
a. Daya rencana (Pd)
Dimana :
( Sularso dan Kiyokatsu Suga, 2002: 7)
Pd = Daya yang direncanakan (kW)
P = Daya yang diperlukan (kW)
24
b. Momen rencana (T)
Dimana :
c. Diameter puli
Dimana :
d. Kecepatan sabuk
Dimana :
( Sularso dan Kiyokatsu Suga, 2002: 7)
T = Momen puntir / Torsi (kg.mm)
Pd = Daya yang direncanakan (kW)
𝑛𝑝 = Kec. putaran pada poros (rpm)
( Sularso dan Kiyokatsu Suga, 2002: 166)
𝑁 = Putaran poros penggerak (rpm)
𝑁 = Putaran poros yang digerakkan (rpm)
𝑑𝑝 = Diameter puli penggerak (mm)
𝐷𝑝 = Diameter puli yang digerakkan (mm)
( Sularso dan Kiyokatsu Suga, 2002: 166)
𝑑𝑝 = Diameter puli penggerak (mm)
𝐷𝑝 = Diameter puli yang digerakkan (mm)
𝑛𝑝 = Putaran motor (rpm)
V = Kecepatan sabuk (m/s)
𝑓𝑐 = Faktor koreksi
25
e. Panjang keliling sabuk (L)
( )
( )
Dimana :
f. Jarak sumbu poros (C)
( )
√ ( )
Dimana :
( Sularso dan Kiyokatsu Suga, 2002: 170)
𝑑𝑝 = Diameter puli penggerak (mm)
𝐷𝑝 = Diameter puli yang digerakkan (mm)
L = Panjang keliling sabuk (mm)
C = Jarak sumbu poros (mm)
( Sularso dan Kiyokatsu Suga, 2002: 170)
𝑑𝑝 = Diameter puli penggerak (mm)
𝐷𝑝 = Diameter puli yang digerakkan (mm)
L = Panjang keliling sabuk (mm)
C = Jarak sumbu poros (mm)
26
g. Sudut kontak (θ)
( )
Dimana :
( Sularso dan Kiyokatsu Suga, 2002: 173)
𝑑𝑝 = Diameter puli penggerak (mm)
𝐷𝑝 = Diameter puli yang digerakkan (mm)
L = Panjang keliling sabuk (mm)
C = Jarak sumbu poros (mm)
θ = Sudut kontak





























