Embed Size (px)
Citation preview

Powder Technology 208 (2011) 610–616
Contents lists available at ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r.com/ locate /powtec
Analysis of energy–size reduction relationships in batch tumbling ball mills
S. Nomura a,⁎, T. Tanaka b
a Hiro-Ohshingai 2-15-26, Kure, Hiroshima, 737-0141 Japanb Hokkaido University, Kita-13 Nishi-8, Sapporo, 060-8628 Japan
⁎ Corresponding author.E-mail address: [email protected]
0032-5910/$ – see front matter © 2010 Elsevier B.V. Adoi:10.1016/j.powtec.2010.12.028
a b s t r a c t
a r t i c l e i n f oArticle history:Received 25 August 2010Received in revised form 3 December 2010Accepted 18 December 2010Available online 29 December 2010
Keywords:Energy–size reduction relationEnergy lawTumbling ball millWork indexComminution kineticsBall mill grindability
A theoretical energy–size reduction relationship is derived for tumbling ball mills based on a solution of theintegro-differential equation of comminution kinetics, in which the proportional relationship is appliedbetween the grinding rate constant and the net mill power. The derived formula is similar to an empiricalenergy law, dW ∝dxr/xr
i , where W is the specific energy input, xr is the particle size of product and theexponent i is shown to be a variable depending upon the ground material, the type of mill and the method tomeasure energy. Derived results are confirmed with reported data in reasonable agreement. Also, the Bond'senergy law is examined and a method for the correction of the Bond work index is discussed.
(S. Nomura).
ll rights reserved.
© 2010 Elsevier B.V. All rights reserved.
1. Introduction
When designing mills, two relationships are normally used; one isbetween mill size and mill power drawn and the other is betweenenergy input and fineness of ground material. The former has beeninvestigated experimentally and theoretically [1–4]. For tumblingmills, Rose and Evans [3] using dimensional analysis derived a semi-experimental equation, which has been proved theoretically bythe authors [4]. Therefore, estimation of the mill power is possiblefor given mill size and operating conditions. With respect to the latterrelationship, on the other hand, although extensive studies weremade [1,2], most of them were empirical and no sound theory hasbeen established yet. On the whole, designing of mills still relies to agreat extent on experience, in particular to satisfy various demandsas to product size characteristics and energy consumption.
In a previous paper [4], the authors have studied theoretically thespecific rate of grinding representing the size distribution history ofground material, in relation to the net mill power. The result haselucidated that proportionality exists between the rate constant andthe net mill power. Using this result, our theoretical study is extendedto clarify the relation between energy input and fineness of product,so called the energy–size reduction relationship.
2. Existing energy–size reduction relationships
As far as the energy–size reduction relationships are concerned,laws of Rittinger, Kick and Bond are notable. They are encompassedin a differential equation [1,2] as given by
dW = −Cwdxrxir
ð1Þ
whereW is the work input per unit mass of material, xr is the particlesize representing the fineness of particulate material and Cw and i areconstants. Specific values of i being 1, 2 and 1.5 correspond to Kick's,Rittinger's and Bond's laws, respectively.
Of the three laws, the Bond's law called the Third Theory [5] maybe most practical as it provides a number of plant mill data for variousmaterials. The Third Theory states that the total work, useful inbreakage, is inversely proportional to the square root of the productsize, which is also derived from Eq. (1) integrating for i equal to 1.5.i.e.,
Wt = WiB
ffiffiffiffiffiffiffiffiffiffiffi10−4
xP80%
sð2Þ
where Wt, is the total work defined as the specific work input toreduce from theoretically infinite particle size to xP80%, a particle sizeof 80% passing, WiB is the Bond work index defined as the specificwork input to reduce from theoretically infinite particle size to 80%passing 10−4 m (100 μm). Assuming that WiB is independent ofparticle size, the specific work input,WFP, to reduce from xF80% (the

5
10
15
20
0 100 200 300 400 500 600
WiH
[ kW
h/to
n ]
Quartz-Crystallized (California)
Quartz (Par Harbour in Cornwall)
Limestone (Derbyshire)
xc [µm]
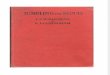
Fig. 2. Dependence of product size on Holmes work index.
611S. Nomura, T. Tanaka / Powder Technology 208 (2011) 610–616
particle size of feed passing 80%) to xP80% is obtained using Eq. (2),i.e.,
WFP = WiB 1− xP80%xF80%
� �0:5� �10−4
xP80%
!0:5
ð3Þ
However, it is the fact that unreliability may exist in the ThirdTheory, particularly in the tendency of the Bond work index WiB tovary with the product size, as shown in Fig. 1 [5]. Fig. 1 reveals trendsof WiB against the product size xc being 100% passing (or the meshsize tested), depending on the kind of material ground. Therefore,when designing mills using Eq. (2) or (3), a correction of WiB for therequired product size of a given material must be made carefully tominimize errors.
In 1957, Charles [6] and Holmes [7] independently studiedenergy–size reduction relationships. They reported that the valueof i in Eq. (1) was not a universal constant such as 1, 2 or 1.5 but avariable depending upon the material to be ground and the manner ofmilling.
Based on a modified form of Kick's law, Holmes [7] proposed anequation for Wt. It is derived from Eq. (1) integrating from infiniteparticle size to xP80% for i≠1, i.e.,
Wt =CW
i−1ð Þxi−1P80%
=CW
i−1ð Þ 10−4� �i−1
10−4
xP80%
!i−1
= WiH10−4
xP80%
!rH
ð4Þ
where WiH is the Holmes work index the definition of which is thesame as the Bond's one and rH,equal to (i−1), is a material constantaccording to his experiments. Then, WFP is derived as
WFP = WiH 1− xP80%xF80%
� �rH� �
10−4
xP80%
!rH
ð5Þ
In Eqs. (4) and (5), WiH is invariant with the product size of 100%passing, xc as confirmed by his data shown in Fig. 2.
Charles [6] studied the work input in relation to the product sizedistribution and found empirically a relation between i and m, thedistribution factor of the Gaudin–Schuhmann equation of products.That is,
i = m + 1 ð6Þ
DðxÞ = x=xoð Þm ð7Þ
where D(x) is the mass fraction of product smaller than x and xo is thesize modulus which intersects the 100% ordinate line. Concerning
5
10
15
20
25
0 100 200 300 400 500
xc [µm]
WiB [
kWh/
ton
]
Fig. 1. Dependence of product
Eq. (6), both positive [8] and negative [9] comments have beenreported.
Although the Holmes and Charles studies have clearly demon-strated that the exponent i is variable, the Bond Theory remains inuse. Under conservative situations of designers and manufacturerswithout proper theoretical supports, the Third Theory with a vastamount of data and experience may be most reliable despite thedeficiency included in the work index. However, such circumstancesshould not be satisfactory when a variety of materials are to be groundand requirements becomemore definite or precise in size distributionof product or in energy consumption for saving. Thus, our objectiveis to provide a sound basis for the energy law.
3. Theoretical
In Section 3.1, two energies used in this study, net and gross ones,are explained as well as expressions of the fineness of material. InSection 3.2, an analysis is made to relate the net energy and theproduct size using a solution of comminution kinetics for batchgrinding. Then, the gross energy is discussed in relation to the net onein Section 3.3.
3.1. Definitions of net and gross energies and fineness of materials
Work or energy input to a machine is consumed in various wayse.g., motion and collisions of balls and material, breakage of material,machine friction, wear of machine parts and balls and so on. Here, twoenergies are considered, net and gross energies. The net energy isdefined as energy consumed only by themill charge composed of ballsand material. It excludes energy dissipated in the power transmission
600
Ajo-New Cornelia (Copper, AjoArizona)Anaconda 1 (Copper, Montana)
Castle Dome Miami (Copper,Miami Arizona)LaLuz (Gold, Nicaragua)
Nat.Lead-Tahawus (Magnetite,Tahawus N.Y.)Amygdaloid (Copper, Michigan)
Morenci (Copper, Arizona)
size on Bond work index.

Table 1Data of m, q and i.
Charles, 1957 [6] m q i i (calc.)
Glass cylinder 1.40 1.0a 2.38 2.40Glass cylinder 1.09 1.0a 2.07 2.09Quartz 0.93 1.0a 1.88 1.93Fluorite 1.01 1.0a 1.99 2.01Coal 1.00 1.0a 1.91 2.00Salt (NaCI) 1.17 1.0a 1.76 2.17Galena 1.00 1.0a 1.82 2.00Quartz (rod) 0.91 1.0a 1.90 1.91Cement rock (rod) 0.35 1.0a 1.32 1.35Quartz (ball mill) 0.91 1.0a 1.86 1.91
Holmes, 1957 [7] m q i i (calc.)
ParHarbour quartz 1.05 0.88 1.68 1.92Nigerian granite 0.92 0.94 1.73 1.86Lake 0.92 0.84 1.52 1.77Limestone 0.59 0.71 1.32 1.42
a Assumed.
612 S. Nomura, T. Tanaka / Powder Technology 208 (2011) 610–616
elements such as mill bearings and gear pinion due to mechanicalfriction. The gross energy is defined as energy consumed not only bythe mill charge but also by the power transmission elements andsometimes it includes energy consumed by classifiers attached [9].This paper uses capital letter W for the gross energy and small letterw for the net one. The work inputs reported by Bond [5] and Holmes[7] include energy consumed in machine friction, being gross. Thus,capital W is used in Eqs. (1)–(5).
One way to express the fineness of material is the mass fractionpassing a reference size xr. Specifically, the mass fractions passing xrfor feed and product denoted as DrF and DrP, respectively are used inthis paper. The particle size of 80% passing is another expression andthese for feed and product are denoted as xF80% and xP80%, which havebeen appeared already in Eqs. (2)–(5).
3.2. Theoretical net energy–size reduction relationship
For batch grinding, the following equation is assumed to describethe size distribution history of ground material (see Appendix A), i.e.,
1−D x; tð Þ = 1−D x;0ð Þ½ �exp −Kxnt� � ð8Þ
where D(x,t) is the mass fraction undersize x at time t, D(x,0) is thatof feed material, K is the rate constant and n is the distribution factor,a material constant. In other words, materials to which the presenttheory is applicablemust have the size distributions being assumed bythe Rosin–Rammler type of Eq. (8).
Concerning the rate constant K in relation to the mill power,Herbst and Fuerstenau [10] demonstrated experimental resultsindicating that K was proportional to the specific net mill power.Our recent study [4] has proved its validity, which is expressed as
K = K 0 P =Mp
ð9Þ
where K′ is the proportionality constant, P is the net mill power andMp is the mass of powder charged.
Consider the size reduction in a batch mill from a value of D(xr,0)(=DrF) to a required value of D(xr,t) (=DrP) for a reference size of xr.Using Eq. (9), Eq. (8) is reduced to
ð1−DrPÞð1−DrFÞ
= exp −K 0 P =Mp
xnr t
h ið10Þ
In Eq. (10), the specific net mill power (P/Mp) multiplied by thegrinding time t being the specific net work, denoted asw, is expressedas
w = P =Mp
t =
ln½ð1−DrFÞ = ð1−DrPÞ�K 0xnr
ð11Þ
When the feed size is theoretically infinite (i.e., DrF is zero) and xr isequal to xP80% (i.e., DrP is 0.8), like the total work defined by Bond [5],w in Eq. (11) is then reduced to the total net work per unit massof material denoted as wt,
wt =lnð1= 0:2ÞK 0xnP80%
=lnð1= 0:2ÞK 0ð10−4Þn
10−4
xP80%
!n
= wit10−4
xP80%
!n
ð12Þ
where wit is the net work index defined as the specific net workrequired to reduce from theoretically infinite size to 10−4 m (100 μm)passing 80% and is a function of material properties and operating
parameters. Using Eq. (12), the specific net work to grind from xF80%to xP80%, denoted as wFP, is obtained to be
wFP = wit 1− xP80%xF80%
� �n� �10−4
xP80%
!n
ð13Þ
The above equation is an alternative expression for the theoretical netenergy–size reduction relationship.
3.3. Difference between gross energy and net one
Suppose two mill systems exhibit the same net grinding energy.Their gross energies measured may be different, as the gross energydepends on the type of the mill system and the way of measuringenergy. It is very difficult to express W in a general form and a case-by-case study may be practical. Nevertheless, an analysis isattempted here to describe the difference between W and w, towhich test results of the ball mill grindability proposed by Bond [11]are referred.
The test procedure of the ball mill grindability Gb, although beingbatch grinding, simulates continuous operation in a closed circuit,in which Gb is expressed as themass feed rate F divided by the numberrate of mill revolution N (see Appendix B). For the gross energy W inrelation to Gb, Bond [5] reported an equation being W ∝ Gb
−0.82 andHolmes [7] proposed an empirical form of
W∝G−qb ð14Þ
where q is a constant determined experimentally. For the net energyw, however, the following relation between w and Gb is derived
w =PF
=PN
� �NF
� �=
P =Nð ÞGb
ð15Þ
The above equation reveals that for constant (P/N), the net energyw is inversely proportional to Gb, slightly different from the empiricalEq. (14).
One possible reason for this difference is due to the difference inthe energy input, whether it is gross or net. The ones reported by Bond[5] and Holmes [7] were gross and included energy dissipated inmachine friction as noted before. The value of q is considered to becloser to unity when the measured energy is closer to the net value.This means that the exponent q is a variable depending on the type ofmill (or the manner of milling) and the method of measuring energy.

1.0
1.5
2.0
2.5
3.0
1.0 1.5 2.0 2.5 3.0
(qn + 1) [ - ]
i [ -
]R. J. Charles
J. A. Holmes
Theory
Fig. 3. Relation between i and (qn+1).
613S. Nomura, T. Tanaka / Powder Technology 208 (2011) 610–616
Eliminating Gb using Eqs. (14) and (15), W is related to w as
W∝wq ð16Þ
This implies that Wt is proportional to wtq as well. Using Eq. (12), Wt
becomes
Wt∝wqt ∝wq
it10−4
xP80%
! qn
ð17Þ
Further, WFP is given by
WFP∝wqit 1− xP80%
xF80%
� � qn� �10−4
xP80%
! qn
ð18Þ
Consequently, the present analysis has derived Eqs. (12) and (13)for the net energy and Eqs. (17) and (18) for the gross one. Obviously,Eqs. (12) and (13) are included in Eqs. (17) and (18) as a case of qequal to unity.
50 70 100 3005
7
10
30
50
xc [µm]
WiB [
kWh/
ton
]
Fig. 4. Relation between product size and
4. Results and discussion
4.1. Energy–size reduction relationships
Firstly, Eq. (17) is compared with Eq. (4). The present theoryproves the empirical expression of Eq. (4) or its differential Eq. (1) tobe valid. Variables i and CW in Eq. (1) as well as rH and WiH in Eq. (4)are specified in terms of material properties and operating parametersas
i = rH + 1 = qn + 1 = qm + 1 ð19Þ
CW
i−1ð Þ 10−4� �i−1 = WiH∝wq
it ð20Þ
where n=m (see Appendix A) is used in Eq.(19). In Eq. (20), CW andWiH are a function of wit, q and n. In these equations, q is unity whenthe energy is net.
Next, Eq. (19) is examined using reported data. Table 1 listsexperimental data reported by Charles [6] and Holmes [7] which areplotted in Fig. 3, in which q=1 is assumed for the Charles' data.Charles obtained data of impact crushing of single particles and thosewith rod and ball mills. The energy values of the impact crushingwere regarded to be net. Those of the rod and ball mill tests were alsoassumed to be net as values proportional to the number of revolutions(equivalent to the grinding time) for the rod mill and valuesproportional to the time of grinding for the ball mill were used asthe energy inputs. That is, the net energy is proportional to thegrinding time according to Eq. (11). However, experiments of Holmes[7] were based on the gross energy. He reported values of rH (=i−1),m and q for some materials.
As seen in Fig. 3, the exponent i in Eq. (1) is not a universalconstant and both Charles' and Holmes' data seem to be along thetheoretical line of Eq. (19). That is, i is a function of n (orm),a materialconstant, and q,a variable depending on the type of mill system andthe method to measure milling energy. Empirical Eq. (6) found byCharles [6] is theoretically valid as far as the net work (q=1) isconcerned.
In addition, Agar [9] mentioned that his data did not support theCharles finding (e.g., m=0.61 and i−1=1.3 for an industrial ballmill, i.e., the exponentmwas smaller than (i−1)). One reason for thediscrepancy considered is that the energy consumption measured byAgar was gross, total of mill and classifier. Further, the product sizesreported by Agar were much finer than those of Charles (e.g. the
500 700
Ajo-New Cornelia (Copper, AjoArizona)Anaconda 1 (Copper, Montana)
Castle Dome Miami (Copper,Miami Arizona)LaLuz (Gold, Nicaragua)
Nat.Lead-Tahawus (Magnetite,Tahawus N.Y.)Amygdaloid (Copper, Michigan)
Morenci (Copper, Arizona)
Bond work index on log–log chart.

614 S. Nomura, T. Tanaka / Powder Technology 208 (2011) 610–616
Agar's data were 100% passing 100 μm whereas the Charles' oneswere less than 10% passing 100 μm). At any rate, more detailed infor-mation for Agar's data is required to obtain a better correlationincluding the value of q.
4.2. Characteristics of the Bond work index
As already shown in Fig. 1, the Bond work index WiB is notindependent of the product size. Comparing Eq. (2) with Eq. (17),
WiB∝wqit
10−4
xP80%
! qn−0:5ð Þ∝wq
itxc
xP80%
� � qn−0:5ð Þ 10−4
xc
! qn−0:5ð Þð21Þ
where thevalueof (xc/xP80%)(qn−0.5) is constant as thevalueof (xP80%/xc)m
is equal to 0.8 from Eq. (7) in which xo is assumed by xc. In Eq. (21),WiB
varies with xc unless qn equals 0.5. Fig. 4 displays plots of WiB and xcin a log–log chart for Bond's data [5]. From the slop of each material, itsqn value is estimated.
Holmes [12] pointed out that Eq. (3) should be replaced by
WFP =10−2WiPffiffiffiffiffiffiffiffiffiffiffi
xP80%p −10−2WiFffiffiffiffiffiffiffiffiffiffiffi
xF80%p ð22Þ
whereWiF andWiP are the Bond work indices with respect to the feedand the product, respectively. Using Eq. (21), the ratio of WiP to WiF isgiven by
WiP =WiF = xF80% =xP80%ð Þ qn−0:5ð Þ ð23Þ
If either WiP or WiF is known, the rest is calculated from Eq. (23) for agiven qn value. This is a theoretically derived correction as far as theBond Third Theory is used.
5. Conclusions
The present study has derived a theoretical energy–size reductionrelationship based upon the comminution kinetics. Consequently, thefollowing items are elucidated.
1) An empirical power law between energy input and size reduced isvalid.
2) The exponent of the energy–size reduction relationship i has beenrelated to n and q expressed as i=qn+1, where n is thedistribution factor of the Rosin–Rammler equation and q is avariable depending on the type of mill (or the manner of milling)and the method of measuring energy. The Charles finding hasbeen proved to be valid as far as the net energy is concerned(q=1).
3) The derived result has indicated the dependence of the productsize on the Bond work index. In the use of the Third Theory, atheoretical background for the correction of the work index hasbeen described.
Quantitative confirmation of the theory with experiment is notfully made at present mainly because data associated with materialstrength properties are scanty. Also, the present analysis is made forbatch grinding and plug flow is postulated, whereas size reduction in acontinuous grinding is more or less affected by the flow or mixingbehaviors of ground material in the mill. Clarifying such phenomenashould be made in the near future based on the present treatmenttowards establishment of a sound theoretical procedure to designmills.
List of symbols
B(x, y) mass fraction undersize x obtained from primary breakageof size y (−).
CL circulating load (−).CW constant defined by Eq. (1) (J kg−1 mi−1).D(x, t) mass fraction passing x at time t (−).DrF mass fraction passing xr for feed (−).DrP mass fraction passing xr for product (−).F mass feed rate (kg s−1).Gb ball mill grindability (kg rev−1).i exponent of energy–size reduction relationship (−).K grinding rate constant (m−n s−1).K′ proportionality constant (kg m−n J−1).MH mass hold up of powder in closed circuit grinding (kg).Mp mass of powder charged in batch grinding (kg).m distribution factor of Gaudin–Schuhmann equation (−).N number rate of mill revolution (s−1).n distribution factor of Rosin–Rammler equation (−).P net mill power (J s−1).Q(x) function of x (−).q constant defined in Eq. (14) (−).rH exponent of Holmes energy–size reduction relationship (−).S(x) selection function (s−1).t time variable (s).tc apparent residence time in closed-circuit (s).W gross work per unit mass of material for grinding (J kg−1).WFP gross work per unit mass of material to reduce from xF80% to
xP80%, J kg−1.WiB Bond work index (J kg−1).WiF Bond work index with respect to feed (J kg−1).WiH Holmes work index (J kg−1).WiP Bond work index with respect to product (J kg−1).Wt gross work per unit mass of material to reduce from infinite
size to xP80% (J kg−1).w net work required per unit mass of material (J kg−1).wFP net work per unit mass of material to reduce xF80% to xP80%
(J kg−1).wit theoretically derived net work index (J kg−1).wt net work per unit mass of material to reduce from infinite
size to xP80% (J kg−1).x particle size (m).xc particle size passing 100% of product (mesh size tested) (m).xo size modulus of Gaudin–Schuhmann type of size distribution
(m).xF80% particle size passing 80% of feed (m).xP80% particle size passing 80% of product (m).xr particle size representing fineness of assembly (m).Φ(x) function of x (−).
Appendix A. Batch grinding equations
The size distribution history of groundmaterial occurred in a batchmill is described by an integro-differential equation derived from thepopulation balance using two probability functions [10,13–15]. It isexpressed as
∂Dðx; tÞ∂t = ∫
∞
x
∂Dðy; tÞ∂t
� �SðyÞBðx; yÞdy ðA� 1Þ
where D(x,t) is the mass fraction undersize x at time t, S(y) is thespecific rate of breakage of size y, the selection function, and B(x,y)

Bond's data
50 70 100 300 500 7000.7
1
3
5
7G
b [ k
g/re
v ]
Little Long Lac (Gold, Ontario)
Shale-White Pine (Copper, Michigan)
Pure Crystallized (Quartz, California).
xc [µm]
Fig. B-1. Dependence of product size on Gb (data of Bond [11]).
Holmes' data
50 70 100 300 500 7000.7
1
3
5
7
Gb
[ kg/
rev
]
Quartz (Par Harbour in Cornwall)Granite (Nigeria)Gold (Lake Shore, Canada)Limestone (Derbyshire)
xc [µm]
Fig. B-2. Dependence of product size on Gb (data of Holmes [7]).
615S. Nomura, T. Tanaka / Powder Technology 208 (2011) 610–616
is the mass fraction undersize x obtained from primary breakageof size y, the breakage function.
Although no analytical solutions of Eq. (A–1) are found, approx-imated solutions are demonstrated for batch grinding [10,13,15].They use an assumption that the product of the two functions, S(y)B(x,y), is a function of x only, i.e.,
S yð Þ = Kϕ yð Þ ðA� 2Þ
B x; yð Þ = ϕ xð Þ= ϕ yð Þ ðA� 3Þ
where K is the rate constant andΦ(x) is a function of x. Then, Eq. (A–1)is integrated as
1−D x; tð Þ = 1−D x;0ð Þ½ �exp −Kϕ xð Þt½ � ðA� 4Þ
where D(x,0) is the size distribution of feed material.With respect to the selection function, our previous work [16] has
derived S(y) to be in the form of
S yð Þ = KynQ yð Þ ðA� 5Þ
where n is a material constant and Q(y) is a function of y. The value ofQ(y) varies from one to zero with increasing y but is close to unity forrelatively small y. Therefore, S(y) is approximately equal to Kyn in arange of practical operation, leading to Φ(y)=yn. Then, Eq. (A–4) isreduced to
1−D x; tð Þ = 1−D x;0ð Þ½ �exp −Kxnt� � ð8Þ
The above equation is the Rosin–Rammler type, the form of which iswell confirmed experimentally (e.g. see ref. [15]).
The Rosin–Rammler equation is rewritten as follows. AssumingD(x,0)=0 and applying Maclarin's expansion to the right hand sideof Eq. (8) for relatively small x,
D x; tð Þ = Kxnt =x
Ktð Þ−1=n
� �n= x=xoð Þn ðA� 6Þ
Comparing Eq. (A–6) with Eq. (7) leads to the distribution factor ofthe Gaudin–Schuhmann equation m being equal to that of the Rosin–Rammler one n.
Appendix B. Ball mill grindability
The ball mill grindability Gb is expressed as net mass produced permill revolution which passes a sieve opening of xc in the test grindingoutlined as follows [11].
After a certain mill revolutions in batch grinding, the material isscreened at a certain mesh size (below 28 mesh). Only the oversize isreturned to the mill and fresh feed (under 6 mesh) is added to bringits weight back to that of the original charge. Adjusting the number ofmill revolution to produce a 250% circulating load, the grinding andscreening cycles are continued until the net mass of the sieveundersize per mill revolution, being Gb, reaches equilibrium.
The test procedure simulates continuous operation in a closedcircuit with an outer sieve. Then, Gb is given as the mass feed rateF divided by the number rate of mill revolution N at steady state.
Theoretically, simplifications for the test procedure are made thatthe mill is plug flow due to batch grinding and the screening with asieve allows an ideal (clean-cut) classification. For a closed circuit plugflow mill with a clean-cut classifier, the product size distribution hasbeen derived by Furuya et al. [15] as
CL + 1−DrP = CL + 1−DrFð Þexp − Kxnr tc
1 + CL
� �ðB� 1Þ
where tc=MH/F is the apparent residence time,MH is the mill hold-upand CL is the circulating load. In Eq. (B–1), Eq. (9) is used for the rateconstant K where Mp is replaced by MH and the relation of DrP=1 atxr=xc is substituted. Then, Eq. (B–1) is rewritten as
lnCL
CL + 1−DrF
� �= −K 0 P =MHð Þxnc tc
1 + CLðB� 2Þ
As the specific net workw in the continuous operation is expressed bythe net mill power P divided by the mass feed rate F, the followingequation is derived as
w =PF
=PMH
� �MH
F
� �=
PMH
� �tc =
1+ CL
K 0xncln
CL + 1−DrF
CL
� �ðB� 3Þ
Using Eq. (15) i.e., w is related to be inversely proportional to Gb, andEq. (B–3), eliminating w, Gb is obtained by
Gb =ðP =NÞK 0
ðCL + 1Þln ðCL + 1−DrFÞ= CLf g� �
xnc ðB� 4Þ
Eq. (B–4) reveals that Gb is proportional to xcn, which is confirmed by
data of Bond [11] in Fig. B–1 and those of Holmes [7] in Fig. B–2.
References
[1] Perry's Chemical Engineers' Handbook (Sixth Edition), McGraw-Hill Co., 1984,Sec.8
[2] Chemical Engineers' Handbook (Fifth Edition), edited by Soc. of Chem. Engng. ofJapan, Maruzen, 1988, p.821–832
[3] H.E. Rose, D.E. Evans, Proc. Inst. Mech. Eng. 170 (1956) 773.

616 S. Nomura, T. Tanaka / Powder Technology 208 (2011) 610–616
[4] S. Nomura, T. Tanaka, T.G. Callcott, Powder Technol. 81 (1994) 101.[5] F.C. Bond, Trans. AIME 193 (1952) 484.[6] R.J. Charles, Trans. AIME 208 (1957) 80.[7] J.A. Holmes, Trans. Instn. Chem. Engrs.London 35 (1957) 125.[8] T. Tanaka, J. Chem. Eng. Jpn. 5 (1972) 310.[9] G.E. Agar, Trans. AIME 232 (1965) 153.
[10] J.A. Herbst, D.W. Fuerstenau, Trans. AIME 241 (1968) 538.
[11] F.C. Bond, Trans. AIME 183 (1949) 313.[12] J.A. Holmes, Trans. Instn. Chem. Engrs. Lond. 35 (1957) 141.[13] R.P. Gardner, L.G. Austin, in: H. Rumpf, D. Behrens (Eds.), Symposion Zerkleinern,
Weinheim, Verlag Chemie, 1962, p. 217.[14] K.J. Reid, Chem. Eng. Sci. 20 (1965) 953.[15] M. Furuya, Y. Nakajima, T. Tanaka, Ind. Eng. Chem. Process Des. Dev. 10 (1971) 449.[16] S. Nomura, K. Hosoda, T. Tanaka, Powder Technol. 68 (1991) 1.














![Tumbling and more_konikoff_[1]](https://img.dokumen.tips/doc/110x75/55c0f75bbb61ebda288b461b/tumbling-and-morekonikoff1.jpg)