Embed Size (px)
Citation preview
Energy in Agriculture, 6 (1987) 141-152 141 Elsevier Science Publishers B.V., Amsterdam - - Printed in The Netherlands
An Approach to Saving Energy in Kori-Tofu Processing
T. YANO, S. IIBUCHI*, B.F. LIN**, O. MIYAWAKI and Y. TORIKATA
Department of Agricultural Chemistry, University of Tokyo, 1-1-1 Yayoi, Bunkyo-ku, Tokyo 113 (Japan)
(Accepted 9 December 1986)
ABSTRACT
Yano, T., Iibuchi, S., Lin, B.F., Miyawaki, O. and Torikata, Y., 1987. An approach to saving energy in kori-tofu processing. Energy Agric., 6: 141-152.
Consumption of energy was analysed on a kori-tofu plant which processed 6 t of soybeans per day, involving 13 unit operations such as wet-milling, extraction-denaturation of soy protein, coagulation, compression, freezing, thawing, drying, and waste-water treatment. Total energy con- sumption per kg of the dry kori-tofu was 35.4-27.1 MJ of fuel energy and 8.3 MJ of electrical energy. The extraction-denaturation of soy protein consumed twice as much thermal energy as the drying. The waste-water treatment consumed more electrical energy than the whole manufac- turing process including the freezing and aging.
Next the reduction of the thermal energy consumption in the extraction-denaturation of soy protein was attempted. The point was to reduce the amount of the extraction water that must be heated to at least 90°C for denaturation of the soy protein. Decrease in the yield of extracted protein was overcome by using multi-extraction. The coagulation was not affected if the ratio of bound calcium to soy protein was controlled at a certain level. The consolidation became easier but its operation had to be adjusted to obtain the same quality of the consolidated cake. The series of investigations suggested that the thermal energy consumption in the extraction-denaturation of soy protein could be reduced to less than one half of the current energy consumption by only improving the extraction-denaturation of soy protein. Cost for a partially optimized sub-system is also discussed.
INTRODUCTION
After the first energy crisis in 1973, energy analyses were made intensively on food processings (for example, Unger, 1975; Brown and Batty, 1976; Henig and Schoen, 1976; Londahl, 1976; Rao, 1977; Schwarzberg, 1977; Naughton et
The research was supported by a grant-in-aid for scientific research of the Ministry of Education, Science and Culture, Japan. *Present affiliation: Wayo Women's University, Ichikawa-shi, Chiba-ken, Japan. **Present affiliation: Tatung Institute of Technology, 22 Chungshan Noath Road, 3rd Sec., Taipei, Taiwan.
0167-5826/87/$03.50 © 1987 Elsevier Science Publishers B.V.

142
al., 1979; Avlani et al., 1980; Beech, 1980; Beech and Craft-Lighty, 1980; Car- road et al., 1980; Chinnan et al., 1980; Craft-Lighty et al., 1980; Davis et al., 1980; Mayou and Singh, 1980; Singh et al., 1980; Steffe et al., 1980; Iibuchi et al., 1982; Gasparino Filho et al., 1984; Rumsey et al., 1984). Energy saving in food and other industries was accelerated, beginning with turning off electric lights, improving thermal insulation, recovering waste heat, and changing equipment to more energy-saving types. The supply of heavy fuel oil to the total manufacturing in Japan, 1984, came to one half of that in 1979, although the consumption of electric power was not reduced significantly (Statistics Bureau Management and Coordination Agency, 1986). Special project researches on energy have been also promoted by the Japanese government: 'Moon-Light Project' promoted by the Ministry of Industry and Trade 1978-; 'Green-Energy Project' by the Ministry of Agriculture, Forestry and Fishery, 1978-1988; and a project research in scientific level by the Ministry of Edu- cation, Science and Culture, 1978-1987. We have participated in the project research supported by the Ministry of Education, Science and Culture since 1980. This paper summarizes part of our research reports relevant to the energy saving in a soybean processing (Yano and Iibuchi, 1981, 1983a, 1983b; Yano, 1984, 1985; Iibuchi et al., 1982; Lin et al., 1987).
MATERIALS AND METHODS
Soybean processing
A kori-tofu plant which processed 6 t of soybeans per day was subjected to the energy analysis. Kori-tofu is a dried soy protein product insolubilizing the protein by freeze-denaturation. It is made through 13 unit operations such as refining, washing and soaking, wet milling, extraction and heat denaturation of soy protein, filtration, coagulation, consolidation, desalting, freezing and aging, thawing and dewatering, softening the protein with NaHCO3, centrifug- ing and drying. Although the kori-tofu production is a minor food industry, it is interesting first in that the energy-intensive unit operations such as freezing and drying can be compared with the series of other unit operations in the whole processing, and secondly in that the energy saving in the kori-tofu pro- cessing can be applicable directly to the soy-milk beverage industry which has developed rapidly in the food market.
Chemical analyses
Nitrogen content was measured by the Kjeldahl method and crude-protein content was calculated as the nitrogen content multiplied by 5.71. Oil and fat content was measured by the Soxhlet extraction with ether (AOAC, 1980). Calcium content was measured by the EDTA titration with murexide as the
143
indicator (Tokyo Daigaku Nogakubu Nogeikagakka, 1970) after digesting the sample with nitric acid. Phosphorus content was measured by the molybdo- vanadate reagent method (AOAC, 1980). Moisture content was measured by drying the samples at 105°C for 6-15 h. Solid content was obtained by sub- tracting the moisture content from the total weight. The carbohydrate and ash content was obtained by subtracting the crude protein and the oil and fat con- tents from the solid content.
Extraction and heat denaturation of soy protein
To reduce the amount of water to be heated the current method of extraction and three alternative methods were compared with laboratory experiments from the viewpoint of energy saving.
(1) Standard extraction-denaturation ( R1 ). After wet milling at room tern- perature the soy protein was extracted once with water. The amount of extrac- tion water was varied to be 15 (traditional operation), 7, 5, and 4 times the weight of raw soybeans. For denaturat ion and further extraction of soy protein, the suspensions were boiled for 3 min, gently stirred for 90 min without heating and filtered through a 300-mesh filter to obtain the soymilk.
(2) Multi-extraction ( R2 ). For effective extraction of soy protein with less water to be heated, a multi-extraction - twice in this study with half the water each - was studied. The extracted soy protein was heat-denaturated only for the first extraction.
(3) High-temperature milling with cold water extraction (H1). For the extreme reduction of water to be heated the soy protein was heat-denatured with no extraction water - that is, wet soybeans soaked in water 3 times weight of the soybeans were milled at 95 ° C, followed by the extraction once with cold water.
(4) High-temperature milling with double extractions ( H2 ). This is a mod- ification of the H1 operation for increasing the yield of soy protein. After the high-temperature milling, the extraction was done twice, each with half the water as in R2.
Coagulation and binding equilibrium of calcium
Extracted soy protein was coagulated by addition of CaCle solution. If I g of soy protein has n mole of sites for binding calcium, and the law of mass action is applicable for the binding equilibrium:
[bound Ca] - K (1) [free Ca] {n" [protein] - [bound Ca] }
where [bound Ca] and [free Ca] are the concentrations of bound and free
144
calcium ( mol/1 ), respectively, [ protein ] the concentration of soy protein (g/l), and K the equilibrium constant (1/mol). The value of K was determined from Klotz's plot (Klotz et al., 1946) as shown later in Fig. 5. To avoid heteroge- neous binding of calcium due to insufficient mixing, equivolumes of CaC12 solu- tion and soy milk were quickly mixed. The amount of calcium bound to the coagulated soy protein was calculated from the calcium concentration in the supernatant and the total calcium to be existed contained in the CaCle solution and the soy milk.
Consolidation
Effects of the alteration in the extraction-denaturation operation and the coagulation condition on the subsequent consolidation of the coagulated pro- tein were studied by laboratory-scale experiments. The average consolidation ratio is given as following (Shirato and Murase, 1970) :
L1-L o~ 8 /' ( 2 N - 1 ) z n z ~ Uc =-L1-L--2 1--g=a ~ (2N-1)ezc e e x p ~ ] 4 re (2)
r~ =i2C~Oc/Wo e (3)
where Ce is the modified coefficient of consolidation ( kg z m-4 s- 1 ), i the num- ber of drainage surface ( i= 2 in this case) ( - ) , L the thickness of sample at a time 0c (m), Li and L2 the initial and the final values respectively of L (m), Uc the average consolidation ratio ( - ) , Wo the total solid mass per unit sec- tional area (kg m-2) , 0¢ the time for consolidation (s), and r¢ the nondimen- sional time defined by equation (3) ( - ) .
The value of Ce was calculated from the following equation (Shirato and Murase, 1970):
C e =O.848WoZ/iZ09o (4)
where 090 is the time when Ui = 0.9. The coagulated protein was packed in a cylinder and consolidated with a
pressure of 25 g/cm z.
Rheological behavior
Quality of the consolidated soybean curds was compared through the creep experiment with a parallel-plate plastometer. The creep behaviors of the soy- bean curds were analysed by the following four-element model that is the com- bination of the Maxwell model and the Voigt model:
/Sin ~]m /Sv S S S ( ( ~v--/kv ) - t ) ?, = ~ - + - - t +-~- 1--exp (5)
145
2.2kg
[ Waste water
t Extraction-Denaturation I
of Protein IO.7MJ Fuel)
1 Waste water
I I reezing Ageing 1.84MJ (Electr ca
1 Waste water 189kg
Drying I I Waste water Treatment 5.41MJ (Fuel) 3,59MJ (Electricatl
1 1
Protein 56% 1.0kg Fat 33!/o
I
35.4MJ
Wet-milled soybeans
Ste%., /"1 ~C s ~ Steam/inject°rl
lCoo,in0, o,, q
Soybean milk ~35.4~ before f i l t r a t i o n y
I Filtration J
Moter,io[ (kg per` kg dry pr,oduct)
q 'kg dryDr'oduct)
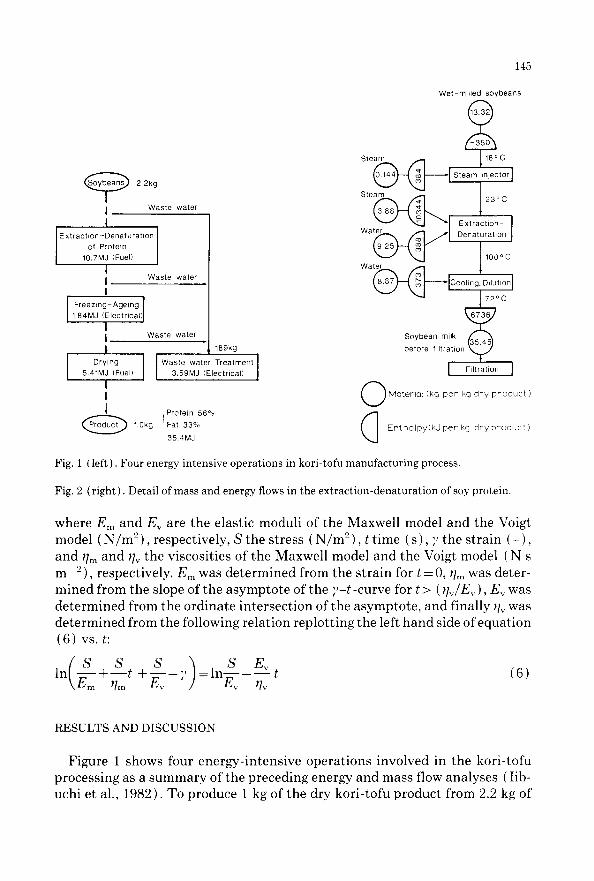
Fig. 1 (left). Four energy intensive operations in kori-tofu manufacturing process.
Fig. 2 (right). Detail of mass and energy flows in the extraction-denaturation of soy protein.
where Em and Ev are the elastic moduli of the Maxwell model and the Voigt model (N/m") , respectively, S the stress ( N /m 2), t time (s), ;, the strain ( - ) , and ~lm and ~/,. the viscosities of the Maxwell model and the Voigt model (N s m 2), respectively. Em was determined from the strain for t = 0, tim was deter- mined from the slope of the asymptote of the ~,-t-curve for t> (~h./E,.), E,, was determined from the ordinate intersection of the asymptote, and finally ~lv was determined from the following relation replotting the left hand side of equation (6) vs. t:
l n ( ~ S + S t k , E,n r/m EvS ) S E,, + = - : , ' = l n - - - - - t (6)
RESULTS AND DISCUSSION
Figure 1 shows four energy-intensive operations involved in the kori-tofu processing as a summary of the preceding energy and mass flow analyses ( Iib- uchi et al., 1982). To produce 1 kg of the dry kori-tofu product from 2.2 kg of'
146
100
0 (3
LU
8 0 - -
6 0 - -
4 0
20
0
R a t i o o f w a t e r to s o y b e a n s
- - 0 - - p r o t e i n
. . . . . [ ] . . . . . oi t
- - - - 0 - - - - c a r b o h y d r a t e and ash
/~/. ~ . _ / -
I [ I 5 10 15
(kg w a t e r / k g s o y b e a n )
_ _ _ _ / , , . _ _ _ _ p h o s p h o r u s
. . . . ~7 . . . . so l i ds
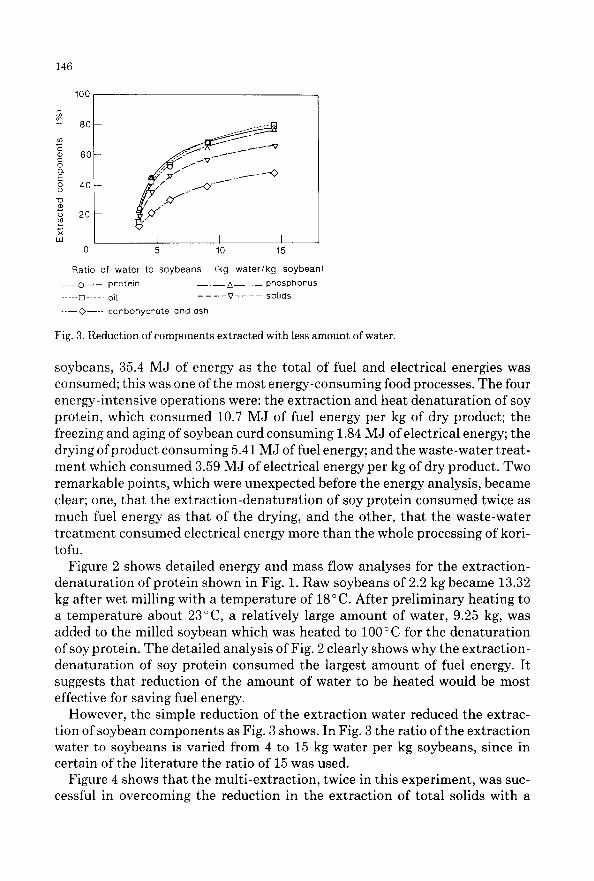
Fig. 3. Reduction of components extracted with less amount of water.
soybeans, 35.4 MJ of energy as the total of fuel and electrical energies was consumed; this was one of the most energy-consuming food processes. The four energy-intensive operations were: the extraction and heat denaturation of soy protein, which consumed 10.7 MJ of fuel energy per kg of dry product; the freezing and aging of soybean curd consuming 1.84 MJ of electrical energy; the drying of product consuming 5.41 MJ of fuel energy; and the waste-water treat- ment which consumed 3.59 MJ of electrical energy per kg of dry product. Two remarkable points, which were unexpected before the energy analysis, became clear; one, that the extraction-denaturation of soy protein consumed twice as much fuel energy as that of the drying, and the other, that the waste-water t reatment consumed electrical energy more than the whole processing of kori- tofu.
Figure 2 shows detailed energy and mass flow analyses for the extraction- denaturation of protein shown in Fig. 1. Raw soybeans of 2.2 kg became 13.32 kg after wet milling with a temperature of 18 ° C. After preliminary heating to a temperature about 23 °C, a relatively large amount of water, 9.25 kg, was added to the milled soybean which was heated to 100°C for the denaturation of soy protein. The detailed analysis of Fig. 2 clearly shows why the extraction- denaturation of soy protein consumed the largest amount of fuel energy. It suggests that reduction of the amount of water to be heated would be most effective for saving fuel energy.
However, the simple reduction of the extraction water reduced the extrac- tion of soybean components as Fig. 3 shows. In Fig. 3 the ratio of the extraction water to soybeans is varied from 4 to 15 kg water per kg soybeans, since in certain of the literature the ratio of 15 was used.
Figure 4 shows that the multi-extraction, twice in this experiment, was suc- cessful in overcoming the reduction in the extraction of total solids with a
147
100
o~
uJ
80
60
40
20
R2
. . 4 r . . . . . l r - - - ' " ~ .._A H2 - . . . . . . . . . R I
.- ~ - - - - I--I1
I I I 5 10 15
Ratio of water to soybeans (kg water/kg soybean)
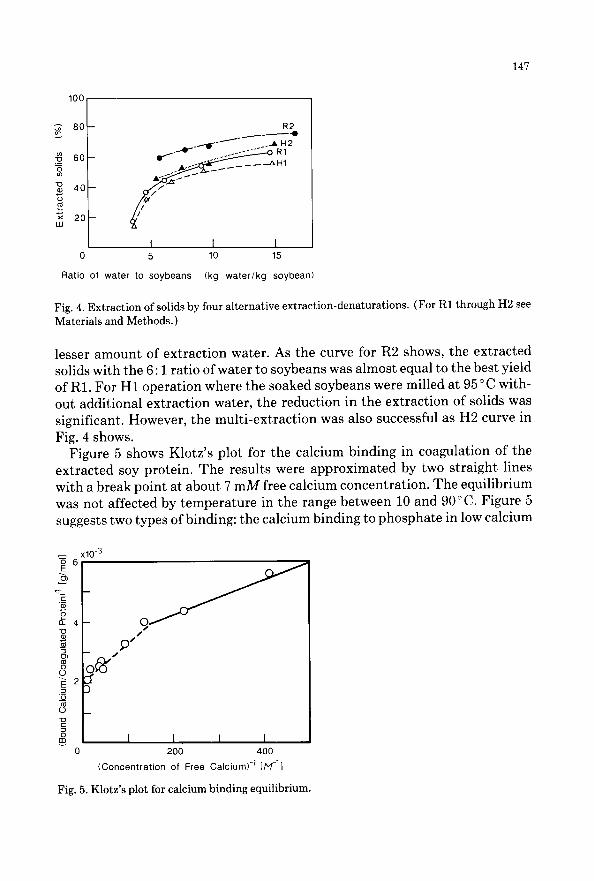
Fig. 4. Extraction of solids by four alternative extraction-denaturations. (For R1 through H2 see Materials and Methods. )
lesser amount of extraction water. As the curve for R2 shows, the extracted solids with the 6:1 ratio of water to soybeans was almost equal to the best yield of R1. For H1 operation where the soaked soybeans were milled at 95 ° C with- out additional extraction water, the reduction in the extraction of solids was significant. However, the multi-extraction was also successful as H2 curve in Fig. 4 shows.
Figure 5 shows Klotz's plot for the calcium binding in coagulation of the extracted soy protein. The results were approximated by two straight lines with a break point at about 7 m M free calcium concentration. The equilibrium was not affected by temperature in the range between 10 and 90 ° C. Figure 5 suggests two types of binding: the calcium binding to phosphate in low calcium
'~ xi0-3
(D
r n
J J
I I I I 0 200 400
(Concentration of Free Calcium) q [/v/-1]
Fig. 5. Klotz's plot for calcium binding equilibrium.
148
TABLE 1
Values of K and n in equation (1)
Low Ca High Ca concentration concentration
K (1/mol) 560 190 n (mol Ca per g 0.32X 10 -:~ 0.50X 10 :~ protein )
concentration and the calcium binding to protein in high calcium concentra- tion ( Saio et al., 1976, 1968). The values ofKand n in equation (1) determined from Fig. 5 for the two types of the binding of calcium are shown in Table 1. Free calcium concentration for the current processing, about 10 mM, showed calcium bound to both phosphate and protein. Under a free calcium concen- tration controlled around 10 mM with sufficient mixing, the yield of the coag- ulated protein was not affected even if the concentration of soy milk was increased due to the reduction in the extraction water.
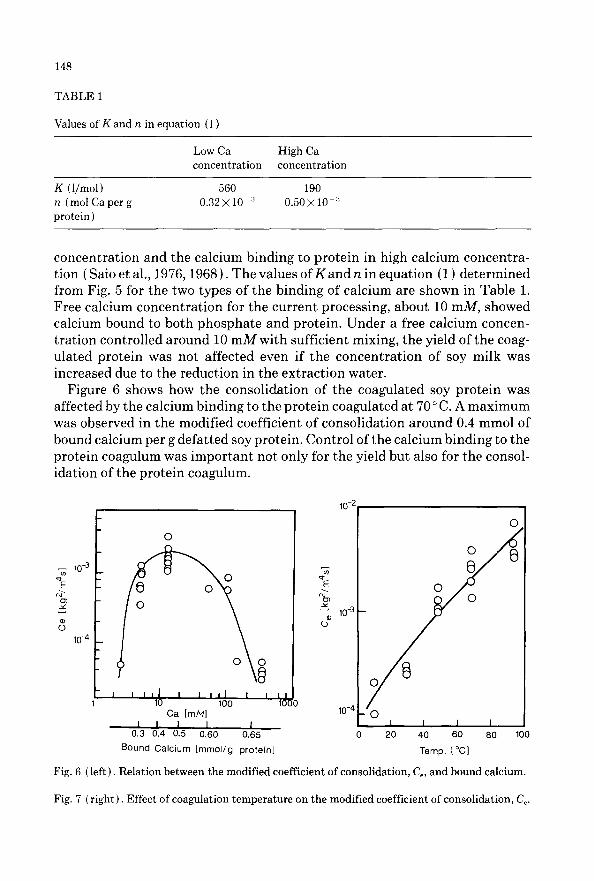
Figure 6 shows how the consolidation of the coagulated soy protein was affected by the calcium binding to the protein coagulated at 70 o C. A maximum was observed in the modified coefficient of consolidation around 0.4 mmol of bound calcium per g defatted soy protein. Control of the calcium binding to the protein coagulum was important not only for the yield but also for the consol- idation of the protein coagulum.
&"
8
10-3
10-4
0 I oO I I I I I I I i l l I I
lO 10o Ca [ m/v/]
I I I I I 0.3 0.4 0.5 0.60 0.65
Bound Calcium [mmol/g protein]
I I 100~
10-2
$ 10 -3
(J
10-4 I I I
0 40 60 80 100
o / / o/ o
1 20
Temp. [ °C]
Fig. 6 (left). Relation between the modified coefficient of consolidation, Ce, and bound calcium.
Fig. 7 (right). Effect of coagulation temperature on the modified coefficient of consolidation, Ce.
149
Solid content IIC°agulati°n temp'[°C] E ~ ~ in soy milk [%][ 90 70 50 30
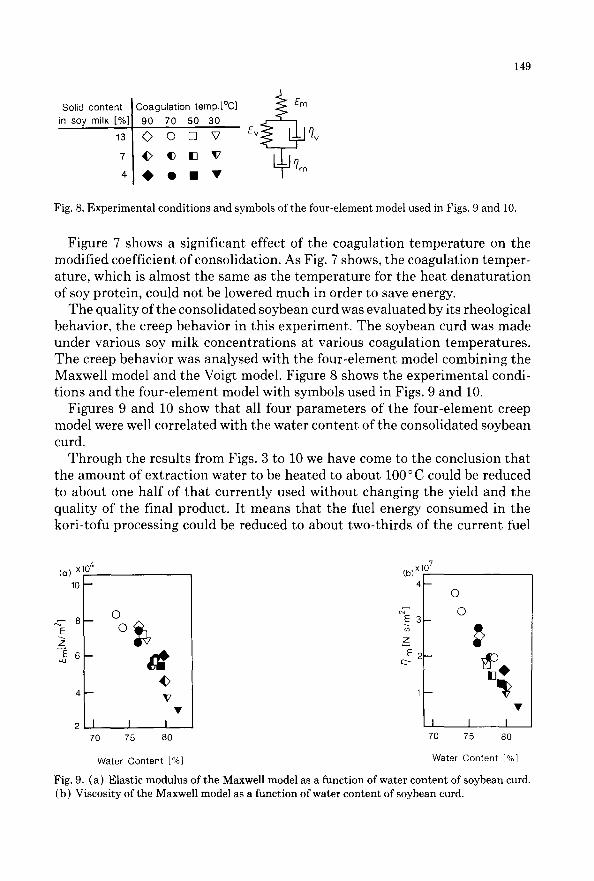
Fig. 8. Exper imenta l condi t ions and symbols of the four-element model used in Figs. 9 and 10.
Figure 7 shows a significant effect of the coagulation temperature on the modified coefficient of consolidation. As Fig. 7 shows, the coagulation temper- ature, which is almost the same as the temperature for the heat denaturation of soy protein, could not be lowered much in order to save energy.
The quality of the consolidated soybean curd was evaluated by its rheological behavior, the creep behavior in this experiment. The soybean curd was made under various soy milk concentrations at various coagulation temperatures. The creep behavior was analysed with the four-element model combining the Maxwell model and the Voigt model. Figure 8 shows the experimental condi- tions and the four-element model with symbols used in Figs. 9 and 10.
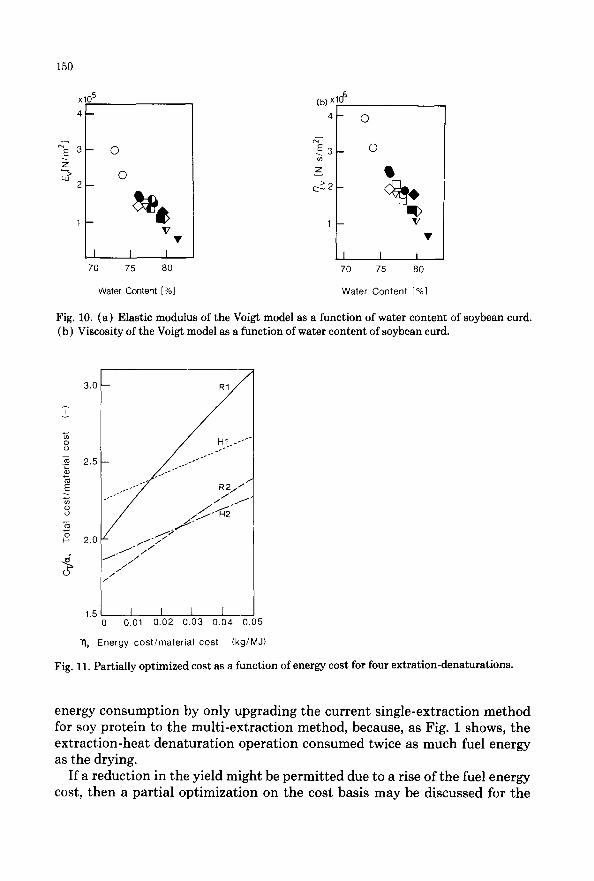
Figures 9 and 10 show that all four parameters of the four-element creep model were well correlated with the water content of the consolidated soybean curd.
Through the results from Figs. 3 to 10 we have come to the conclusion that the amount of extraction water to be heated to about 100 ° C could be reduced to about one half of that currently used without changing the yield and the quality of the final product. It means that the fuel energy consumed in the kori-tofu processing could be reduced to about two-thirds of the current fuel
(el) x104 (b) xlO? 10-- 4--
0
8 0 ~'~ 0
~ z E 6 - I ~ E 2 -
4 - 17 1 -
2 I I I I I I 70 75 80 70 75 80
Water Content [%] Water Content [%]
Fig. 9. (a) Elastic modulus of the Maxwell model as a function of water content of soybean curd. (b) Viscosity of the Maxwell model as a funct ion of water conten t of soybean curd.
150
%
xlO 5
4 - -
3 - -
2 - -
1
0
(b) x106
~ 3 -
Z
d 2
1
O O
o •
V
I I I I I I 70 75 80 70 75 80
Water Content [%] Water Content [%]
Fig. 10. (a) Elastic modulus of the Voigt model as a function of water content of soybean curd. (b) Viscosity of the Voigt model as a function of water content of soybean curd.
?
8
E
o o
3.0
2.5
2.0
1.5
- - R1
H1 . - " "
/ j : ; - < I ~ ? / 7
f /
1 I 1 I 0.01 0.02 0.03 0.04 0.05
"rl, Energy cost/material cost (kg/MJ)
Fig. 11. Partially optimized cost as a function of energy cost for four extration-denaturations.
energy consumption by only upgrading the current single-extraction method for soy protein to the multi-extraction method, because, as Fig. 1 shows, the extraction-heat denaturation operation consumed twice as much fuel energy as the drying.
If a reduction in the yield might be permitted due to a rise of the fuel energy cost, then a partial optimization on the cost basis may be discussed for the
151
subsystem from the wet-milling to the coagulation of soy protein. Details were submitted elsewhere ( Lin et al., 1987). Figure 11 compares the optimized four alternative methods of the extraction-denaturation (R1, R2, H1, and H2) in terms of the total of the necessary material and energy costs vs. the energy cost. Each cost is normalized by the material cost in Fig. 11. Since the value of ~/in Fig. 11 is about 0.01 currently, the most economical extraction-denatura- tion is R2. However, if the value of tl should be up to 0.016, H1 might take the place of R1.
REFERENCES
AOAC, 1980. Official Methods of Analysis (13th Edition). Association of Official Analytical Chemists, Washington, DC, 223 pp.
Avlani, P.K., Singh, R.P. and Chancellor, W.J., 1980. Energy consumption in sugar beet produc- tion and processing in California. Trans. ASAE, 23: 783-792.
Beach, G.A., 1980. Energy use in bread baking, J. Sci. Food Agric., 31: 289-298. Beech, G.A. and Craft-Lighty, A.L., 1980. Energy use in flour production. J. Sci. Food Agric., 31:
830-838. Brown, S.J. and Batty, J.C., 1976. Energy allocation in the food system: a microscale view. Trans.
ASAE: 20,758-761. Carroad, P.A., Singh, R.P., Chinnan, M.S., Jacob, N.L. and Rose, W.W., 1980. Energy use quan-
tification in the canning of clingstone peaches. J. Food Sci., 45: 723-725. Chinnan, M.S., Singh, R.P., Pedersen, L.D., Carroad, P.A., Rose, W.W. and Jacob, N.L., 1980.
Analysis of energy utilization in spinach processing. Trans. ASAE, 23: 503-507. Craft-Lighty, A.L., Beech, G.A. and Ealden, T.N., 1980. An energy analysis of the manufacture of
wheat starch and related products. J. Sci. Food Agric., 31:299 307. Davis, D.C., Romberger, J.S., Pettibone, C.A. and Kranzler, G.A., 1980. Waste heat from food
processing plants in the Pacific Northwest. Trans. ASAE, 23: 498-507. Gasparino Filho, J.G., Vitali, A.A., Viegas, F.C.P. and Rao, M.A., 1984. Energy consumption in a
concentrated orange juice plant. J. Food Process Eng., 7: 77-89. Henig, Y.S. and Schoen, H.M., 1976. Energy requirement: frozen vs. canned corn. Food Eng. Int.,
1 (9): 46-47. Iibuchi, S., Yano, T., Kawashima, M. and Nakagawa, K., 1982. Energy analysis of a Kori-tofu
plant. Food Eng., 1: 17-29. Klotz, I.M., Walker, F.M. and Pivan, R.B., 1946. The binding of organic ions by protein. J. Am.
Chem. Sco., 68: 1486. Lin, B.F., Miyawaki, O., Torikata, Y. and Yano, T., 1987. Energy saving in extraction-denatura-
tion operation of a Kori-tofu processing and its partial optimization. Food Eng. ( in press). Londahl, G., 1976. Energy requirement: frozen vs. canned peas. Food Eng. Int., 1 ( 9 ) : 47-48. Mayou, L.P. and Singh, R.P., 1980. Energy use profiles in citrus packing plants in California.
Trans. ASAE, 23: 234-241. Naughton, M., Singh, R.P., Hardt, P. and Rumsey, T.R., 1979. Energy use in citrus packing plants.
Trans. ASAE, 22: 188-192. Rao, M.A., 1977. Energy consumption for refrigerated, canned, and frozen peas. J. Food Process
Eng., 1: 149-165.
152
Rumsey, T.R., Conant, T.T., Fortis, T., Scott, E.P., Pedersen, L.D. and Rose, W.W., 1984. Energy use in tomato paste evaporation. J. Food Process Eng., 7 (2): 111-121.
Saio, K., Koyama, E. and Watanabe, T., 1967. Protein-calcium-phytic acid relationships in soy bean. Part I. Effects of calcium and phosphorus on solubility characteristics of soybean meal protein. Agric. Biol. Chem., 31: 1195-1200.
Saio, K., Koyama, E. and Watanabe, T., 1968. Protein-calcium-phytic acid relationships in soy- bean. Part II. Effects of phytic acid on combination of calcium with soybean meal protein. Agric. Biol. Chem., 32: 448-452.
Schwarzberg, H.G., 1977. Energy requirements for liquid foods concentration. Food TechnoL, 31: 67-76.
Shirato, M. and Murase, T., 1970. Teiatsu Assaku. Kagaku Kogaku, 34:713-720 (in Japanese). Singh, R.P., Carroad, P.A., Chinnan, M.S., Rose, W.W. and Jacob, N.L., 1980. Energy accounting
in canning tomato products. J. Food Sci., 45: 735-739. Statistics Bureau Management and Coordination Agency, 1986. Monthly Statistics of Japan. Feb-
ruary, No. 296, pp. 66-67. Steffe, J.F., Williams, J.R., Chinnan, M.S. and Black, J.R., 1980. Energy requirements and costs
of retort pouch vs. can packing systems. Food Technol., 34: 39-75. Tokyo Daigaku Nogakubu Nogeikagakka, 1970. Jikken Nogeikagaku (2nd Edition), Johkan.
Asakura Shoten, Tokyo, pp. I l- 13. Unger, S.G., 1975. Energy utilization in the leading energy-consuming food processing industries.
Food Technol., 29: 33-45. Yano, T., 1984. Energy tashohi sosa no sho energy to kako system e no eikyo. In: O. Kitani (Editor),
Nogyo ni okeru energy no yukoh riyo no kenkyu (Reports of special project research on energy under grant in aid of scientific research of the Ministry of Education, Science and Culture, Japan). Nendo Kenkyu Seika Hokokusho. Showa 58, pp. 81-86.
Yano, T., 1985. Seibutsu shigen no bunri ni okeru sho energy to takotei e no eikyo. In: N. Kawa- mura (Editor), Seibutsu shigen ni kakawaru energy riyo no kohkoritsuka ni kansuru kenkyu, ibid, Showa 59, pp. 63-68.
Yano, T. and Iibuchi, S., 1981. Daizu kako process no energy kaiseki (Energy analysis of soybean processing). In: O. Kitani (Editor), ibid, Showa 55, pp. 65-66 (in Japanese with English summary).
Yan0, T. and Iibuchi, S., 1983a. Shokuhin kako process ni okeru energy yukoh riyo. In: O. Kitani (Editor), ibid, Showa 57, pp. 113-116.
Yano, T. and Iibuchi, S., 1983b. Energy saving in food processing. In: O. Kitani (Editor), Research on effective use of energy in agriculture, SPEY 11, December, ibid., pp. 137-140.