Embed Size (px)
Citation preview

Curs 6
Tehnologii primare de obţinerea ambalajelor polimerice
- extrudere
- injecţie
- compresie
- turnare centrifugală
Ambalaje si design in
industria alimentara

Extruderea
Principiul extrudării: trecerea polimerului adus în stare de topitură (fluidă)
printr-o filieră de formă corespunzătoare produsului finit, sub acţiunea unor
forţe de presiune generate de extruder.
- cea mai utilizată tehnologie de formare a produselor finite şi semi-finite din
polimeri (peste 50%)
Avantajele utilizării procedeului de extrudere la prelucrarea polimerilor:
- costuri scăzute de prelucrare
- costuri reduse ale reperelor (subansamblelor)
- capacitate de producţie ridicată
- secţiune transversală uniformă a reperelor
- posibilitatea utilizării unui număr însemnat de polimeri
- posibilitatea colorării polimerilor direct în extruder

Rolurile extruderului:- dozează şi transportă materialul granular (pulverulent)
- încălzeşte şi topeşte polimerul
- omogenizează topitura
- generează presiunea necesară pentru trecerea polimerului prin filieră
Extruderea
Utilizare: - obţinerea de filme, folii, plăci şi tuburi.

Extruderea foliilor
- se obţin prin extrudere cu cap de filare cu duză lată
- polimerul este extrudat la temperaturi cât mai mari, pentru a reduce la
minim viscozitatea topiturii
- răcirea se realizează cu aer, prin imersare directă în apă, pe cilindri
răciţi în interior sau combinaţii ale acestor variante.
- grosimea foliei – până la 0,2 - 0,3 mm (limită inferioară)

Extruderea foliilor
Etirarea
- foliile extruse prin acest procedeu sunt supuse de regulă etirării, proces
ce se realizează la temperaturi apropiate de temperatura de tranziţie
- prin etirare foliile se subţiază → macromoleculele se orientează → creşte
rezistenţa la tracţiune şi se reduce alungirea la rupere → avantaj
pentru ambalajele alimentare
- gradul de etirare atinge 200-600 % faţă de dimensiunile iniţiale
- există şi posibilitatea etirării biaxiale, caz în care după încălzire, folia
este trecută prin două operaţii de etirare, longitudinal şi transversal

Extruderea plăcilor
- obţinerea plăcilor plane de diferite grosimi
- o mare varietate de polimeri (PS, ABS, PP, PE)
- plăcile subţiri sunt utilizate pentru obţinerea ambalajelor alimentare prin
termoformare (pahare, containere, farfurii, tăvi şi caserole pentru
margarină, iaurt, deserturi, etc)

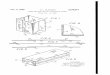
Extruderea plăcilor
Linia de prelucrare în vederea obţinerii plăcilor subţiri conţine
următoarele elemente:
- role de preluare şi transport
- instalaţie de tăiere
- extruder cu cap de filare cu duză lată (similar foliilor)
- sistem de netezire a plăcilor (calandru cu cilindri lustruiţi) → cilindrii
sunt termostataţi prin circulaţie de fluid → răcirea progresivă şi
controlată a plăcilor după netezirea suprafeţelor

Coextruderea plăcilor
Coextruderea = extrudere simultană a mai multor straturi de material (de la
două sau mai multe extrudere) prin aceeaşi filieră.
- grosime minimă 30 - 120 μm.
- Unul şi acelaşi extruder poate depune unul sau două straturi de polimer.
- Fiecare extruder trebuie să asigure o curgere laminară a topiturii de
polimer → pentru evitarea amestecării straturilor.
- se pot obţine folii sau plăci multistrat cu 2-9 straturi
- Polimeri: PET, PEÎD, PEJD, PS, ABS, Acetat de celuloză, PMMA, EVA

Coextruderea plăcilor
- Fiecare polimer (strat) are un rol bine determinat:
- contactul direct cu alimentul
- barieră la arome, CO2, O2
- compatibilizarea sau adeziunea altor straturi

Extruderea foliilor şi filmelor suflate
- cel mai simplu, cel mai productiv şi cel mai economic procedeu de
fabricare a foliilor de înaltă calitate
Principiul metodei → extruderea continuă a unui tub cu pereţi subţiri →
care este dilatat cu ajutorul unei suprapresiuni de gaz
- grosimea variază de la câţiva microni la zecimi de mm.
- dezvoltarea tehnologiei este legată de PEJD
- până la obţinerea PEJD se obţineau folii din alte materiale plastice
numai prin turnare sau calandrare.
- diametrul foliilor variază de la câţiva cm până la 24 m
- procedeul aplicabil pentru filme din PEÎD, PEJD, PEJDL şi PP.

Extruderea foliilor şi filmelor suflate

Extruderea foliilor şi filmelor suflate
Caracteristici:
- presiunea gazului duce la creşterea diametrului → etirare transversală
- productivitatea instalaţiei este limitată de posibilităţile de răcire a tubului
suflat
- raportul de suflare = raportul dintre diametrul tubului suflat şi cel al
fantei de extrudere = 2:1 – 3:1 (uzual)
- etirarea longitudinală este asigurată de rolele de tragere şi aplatizare
- proprietăţi uniforme pe ambele axe → este necesar ca etirarea
longitudinală = etirarea transversală

Extruderea foliilor şi filmelor suflate

Coextruderea foliilor suflate
Procedeul permite combinarea unor materiale termoplastice de naturi diferite: polietilenă - poliamide, polietilenă – polistiren.

Folii termocontractibile
Etirarea mono sau bidirecţională a foliilor la temperaturi puţin peste
temperatura de vitrifiere (Tg), urmată de răcirea rapidă → tensiuni
interne.
Folii contractibile din: PEJD, PEÎD, PEJDL, PP, PET, PVC, PLA etc.
La reîncălzire → tensiunile interne tind să se relaxeze, folia revenind
practic la dimensiunile iniţiale, anterioare etirării → „memoria
materialelor plastice”
Folia etirată (denumită (termo)contractibilă) la încălzire se contractă
datorită eliberării tensiunilor interne → „încorsetarea” obiectului
ambalat într-o peliculă transparentă, etanşă şi elastică

Folii termocontractibile

Extrudere-suflare corpuri cave
- butelii (sticle, flacoane) şi alte tipuri de corpuri cave (goale la interior).
Polimeri utilizaţi: poliolefine, PVC plastifiat, PET, polistiren, ABS, PBT,
EVOH, Nylon etc.
- în interiorul tubului se suflă aer comprimat → tubul din polimer, aflat în
stare visco-plastică este dilatat până la pereţii matriţei în contact cu
care se răceşte
Etape:
- extruderul debitează continuu un semifabricat sub formă de tub
- tubul se introduce între bacurile unei matriţe care definesc conturul
exterior al produsului dorit
- matriţa se închide apoi, închizând totodată şi capătul tubului debitat

Extrudere-suflare corpuri cave

Extrudere-suflare corpuri cave

Formarea prin injecţie
Principiul metodei → injectarea polimerului topit într-o matriţă rece la o presiune foarte mare.

Formarea prin injecţie

Formarea prin injecţie
Avantaje:
• Viteză ridicată de formare
• Precizie deosebită a obiectelor formate din materiale plastice
• Pierderi minime prin rebuturi
• Prelucrări minime ale pieselor (obiectelor) finite injectate
• Complexitatea obiectelor obţinute este virtual nelimitată
• Dimensiuni variate: de la foarte mici (< 1 g) la foarte mari (> 50 kg)
• Se pot obţine obiecte din materiale plastice expandate
• Posibilitatea automatizării integrale a întregii linii de injecţie
• Posibilitatea obţinerii de obiecte prin injecţie-suflare (ptr. sticle din PET)
• Pret de cost scăzut al obiectelor obţinute
Dezavantaj principal: preţul ridicat a agregatelor de injecţie (matriţei).

Formarea prin compresie
Principiul metodei: polimerul topit este presat în matriţă
Etapele formării prin compresie:
I - alimentarea matriţei deschise cu material polimeric (granule, pastile, pulbere, semifabricat preformat). Polimerul poate fi preîncălzit → scurtarea ciclului de formare.
IV - ejectarea piesei din matriţă cu ajutorul unui aruncător
II - închiderea, încălzirea polimerului (uniformă în toată masa) până la temperatura de topire şi presarea cu ajutorul părţii superioare a acesteia (de regulă acţionată hidraulic).
III - răcirea uniformă a obiectului format prin presare până la temperatura indicată pentru scoatere.

Formarea prin compresie
- productivitate: până la 100.000
preforme/oră
- cilindrii din polimer sunt debitaţi
de un extruder vertical
- 48 cavităţi de formare dispuse pe
un carusel rotitor (aprox 10
rot/min)
- presiune poanson - 2 t
- ciclul de formare - 6,5 s → 90%
presare
- post-răcire pe bandă-rulantă →
suflare de aer rece în
interiorul preformelor
Obţinerea preformelor pentru sticlele din PET
Preform Advance Molding (PAM) – 2007

Formarea prin compresie
Avantaje:
- posibilitatea obţinerii de obiecte cu dimensiuni mari
- pierderi reduse de polimer
- minimizarea stresului intern şi a deformării pieselor
- acurateţe şi stabilitate dimensională excelentă
- contracţie redusă şi reproductibilă
- bună finisare a suprafeţei obiectelor formate
- productivitate ridicată a procedeelor moderne care combină
formarea prin compresie cu injecţia sau extruderea
Dezavantaje:
- productivitate scăzută a tehnologiei clasice
- nu este indicată pentru obiecte fragile sau cu forme complexe
- adâncimea cavităţii limitată la 2-3 ori diametrul acesteia
- cantitatea de material introdus în matriţă trebuie strict controlată

Formarea prin turnare centrifugalăPrincipiu: fabricarea pieselor goale în interior într-o singură etapă utilizând
temperatura şi rotaţia biaxială.
Etapele formării:
- introducerea pulberii sau pastei de polimer, cântărită în
prealabil, într-o formă metalică goală
- răcirea obiectului, timp în care rotaţia formei continuă
- forma se închide etanş şi se supune unei rotaţii,
simultan cu încălzirea acesteia. Polimerul este astfel
topit şi distribuit pe pereţii formei datorită forţei
centrifuge
- după răcire forma se deschide şi produsul obţinut este
scos din aceasta.

Formarea prin turnare centrifugală
Pentru demularea obiectului:
- folosirea de agenţi de demulare:
Polimeri prelucraţi prin această metodă: PE (peste 80%), PP, PVC, PA, PC...
- de unică folosinţă - se aplică la obţinerea fiecărui obiect în parte, se
îndepărtează odată cu ejectarea obiectului din formă - compuşi
siliconici
- semipermanenţi, care se aplică pe suprafaţa formei şi rezistă la un
număr însemnat de cicluri - polisiloxani
- acoperirea permanentă a matriţei cu teflon

Formarea prin turnare centrifugală
Avantaje:
- obţinerea de obiecte complicate ca design, cu volume foarte variate (5 - 25.000 l)
- posibilitatea varierii grosimii peretelui funcţie de necesităţi
- preţ redus al utilajelor → se lucrează la presiune normală
- uniformitate a grosimii peretelui, care nu este subţiat la extremităţi.
- rezistenţă la fisurare şi la coroziune → datorită absenţei stresului intern
Dezavantaje:
- încălzirea/răcirea ansamblului matriţă + polimer → consumuri energetice ridicate
- durata mare a etapei de încălzire + temperatura ridicată din cuptor → pot
determina degradarea termică a polimerului
- presiune atmosferică → în interiorul matriţei aer → oxigenul poate determina
degradare termo-oxidativă → stabilizarea polimerilor cu antioxidanţi