Embed Size (px)
Citation preview
1
Deformacije alata pri toplinskoj obradi
Vježba I.Kolegiji: Posebni metalni materijali
Alatni materijali
Ak. god. 2010./2011. doc. dr. sc. Darko Landek
Fakultet strojarstva i brodogradnje, Zavod za materijale, Katedra za toplinsku obradbu i inženjerstvo površina
Deformacije alata pri toplinskoj obradi
• Uvod
• Deformacije volumena i deformacije oblika
• Uzroci deformacija alata i mjere za smanjenje deformacija
• Zaključak
-> Uvod –primjeri alata
FSB - Zavod za materijale Ak.god. 2010/2011
2
-> Uvod
Zahtijevi na svojstva alatnih materijala:
→ Opća svojstva: otpornost na trošenje, visoka žilavost
→ Posebna svojstva: otpornost na popuštanje, postojanost dimenzija pri kaljenju (otpornost promjeni volumena) , ...
→ Proizvodni zahtijevi: nabavljivost, cijena
''Bezdeformacijsko kaljenje'' je općenito fizikalno nemoguće jer pri kaljenju dolazi do nastanka transformacijskih naprezanja kao posljedice stvaranja martenzita (c/a >1), a njima se dodaju toplinska naprezanja i eventualno ostala mehanička naprezanja (npr. zbog pogrešnog slaganja alata u peć i sl.).
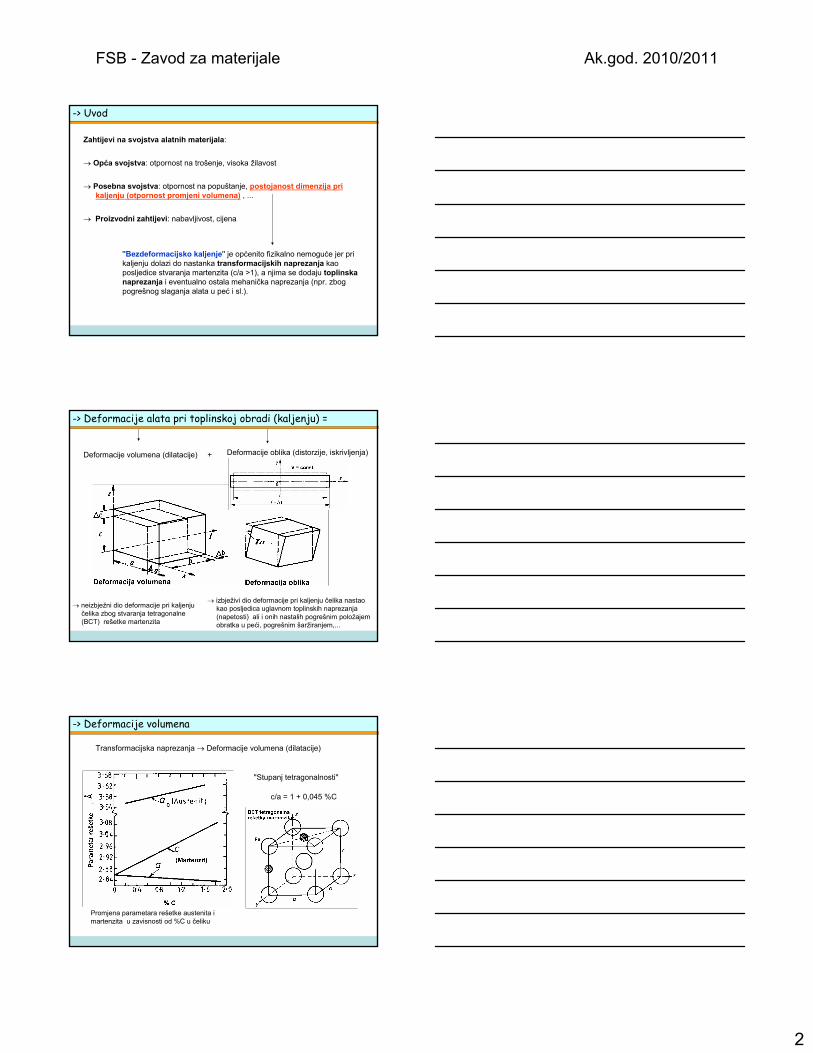
-> Deformacije alata pri toplinskoj obradi (kaljenju) =
Deformacije volumena (dilatacije) Deformacije oblika (distorzije, iskrivljenja)
→ neizbježni dio deformacije pri kaljenju čelika zbog stvaranja tetragonalne(BCT) rešetke martenzita
→ izbježivi dio deformacije pri kaljenju čelika nastao kao posljedica uglavnom toplinskih naprezanja (napetosti) ali i onih nastalih pogrešnim položajem obratka u peći, pogrešnim šaržiranjem,...
+
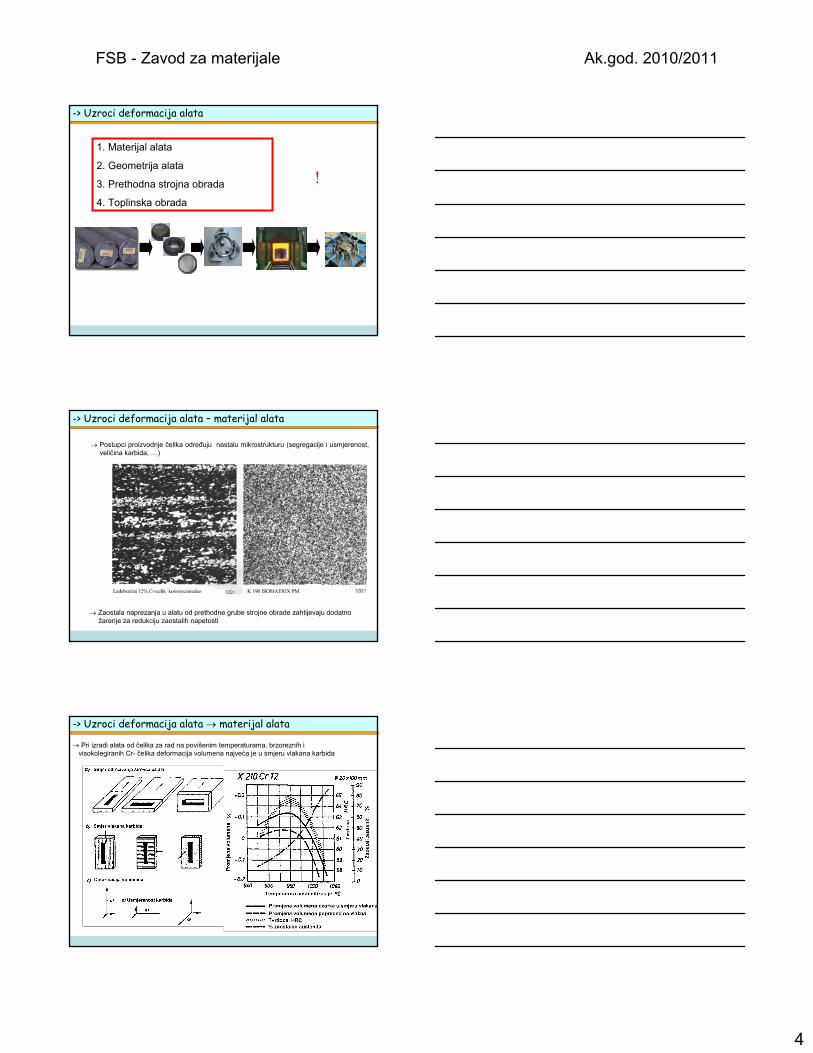
-> Deformacije volumena
Promjena parametara rešetke austenita i martenzita u zavisnosti od %C u čeliku
c/a = 1 + 0,045 %C
''Stupanj tetragonalnosti''
Transformacijska naprezanja → Deformacije volumena (dilatacije)
FSB - Zavod za materijale Ak.god. 2010/2011

3
-> Deformacije volumena
- Specifični volumen martenzita veći je od struktura u žarenom stanju (perlit, ferit).
Npr. pri kaljenju ugljičnog čelika s 0,8 %C dolazi do povećanja volumena za 1,43%.
-Popuštanjem se u manjoj mjeri smanjuje promjena volumena nastala kaljenjem ali se ne može korigirati u potpunosti.
Odgovarajućim kombinacijama legirajućih elemenata može se ublažiti djelovanje transformacijskih napetosti i deformacija volumena alata stvaranjem oko 15 % zaostalog austenita bez značajnijeg sniženja tvrdoće u kaljenom stanju.
Primjeni čelika dobre otpornosti promjeni volumena:
a) 0,9 %C; 2 %Mn (90 MnCrV 8)
b) 1 %C; 1 %Mn; 1 %Cr; 1,2 % W (105 WCr 6)
c) 2,1 %C; 12 %Cr (X210 Cr 12)
d) 1 %C; 5 %Cr; 1%Mn (X100 CrMoV 5 1)
-> Deformacije oblika
Toplinska naprezanja → Deformacije oblika (distorzije, iskrivljenja)
-> Deformacije oblika
Toplinska naprezanja → Deformacije oblika
Prikaz nastanka zaostalih naprezanja nakon gašenja (prema Rose-u):
a) krivulje ohlađivanja ruba (r) i jezgre(r) u mjerilu TTT dijagrama za svornjak promjera 100 mm gašen u vodu
b) kvalitativne promjene napetosti tijekom gašenja
c) kvalitativni prikaz zaostalih naprezanja u svornjaku nakon gašenja
!
FSB - Zavod za materijale Ak.god. 2010/2011
4
-> Uzroci deformacija alata
1. Materijal alata
2. Geometrija alata
3. Prethodna strojna obrada
4. Toplinska obrada
!
-> Uzroci deformacija alata – materijal alata
→ Zaostala naprezanja u alatu od prethodne grube strojne obrade zahtijevaju dodatno žarenje za redukciju zaostalih napetosti
→ Postupci proizvodnje čelika određuju nastalu mikrostrukturu (segregacije i usmjerenost, veličina karbida, …)
-> Uzroci deformacija alata → materijal alata
→ Pri izradi alata od čelika za rad na povišenim temperaturama, brzoreznih i visokolegiranih Cr- čelika deformacija volumena najveća je u smjeru vlakana karbida
FSB - Zavod za materijale Ak.god. 2010/2011
5
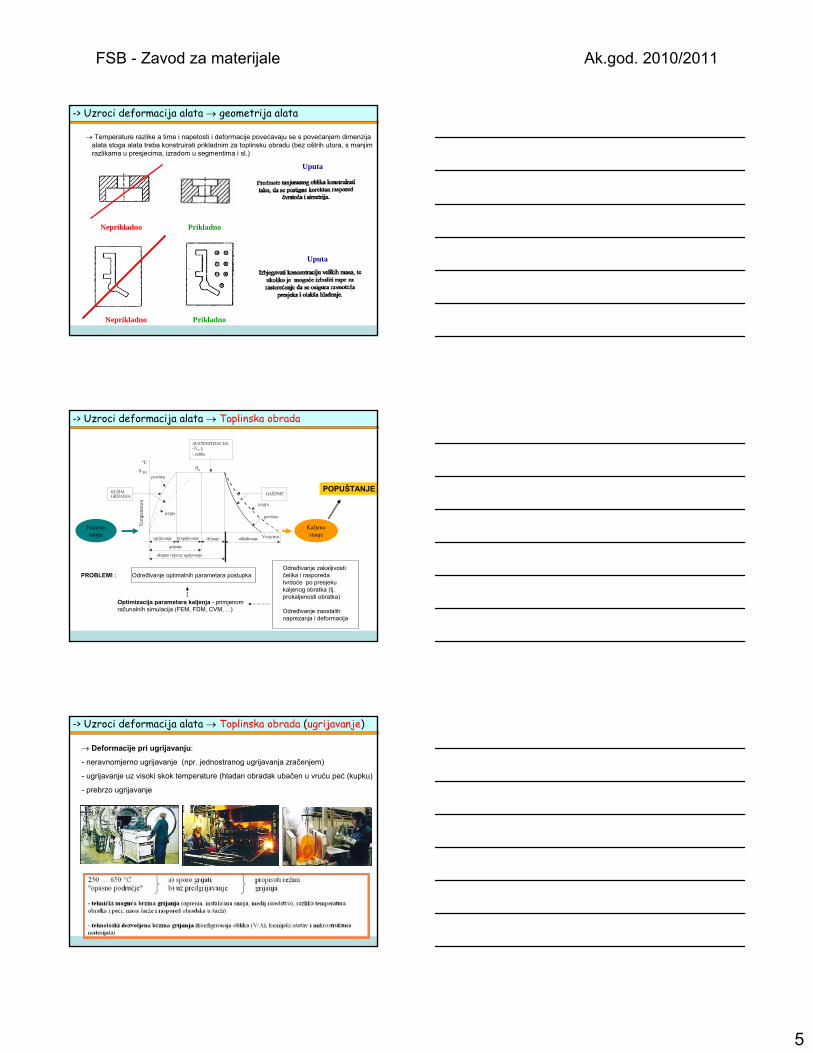
-> Uzroci deformacija alata → geometrija alata
→ Temperature razlike a time i napetosti i deformacije povećavaju se s povećanjem dimenzija alata stoga alata treba konstruirati prikladnim za toplinsku obradu (bez oštrih utora, s manjim razlikama u presjecima, izradom u segmentima i sl.)
Neprikladno Prikladno
Uputa
Neprikladno Prikladno
Uputa
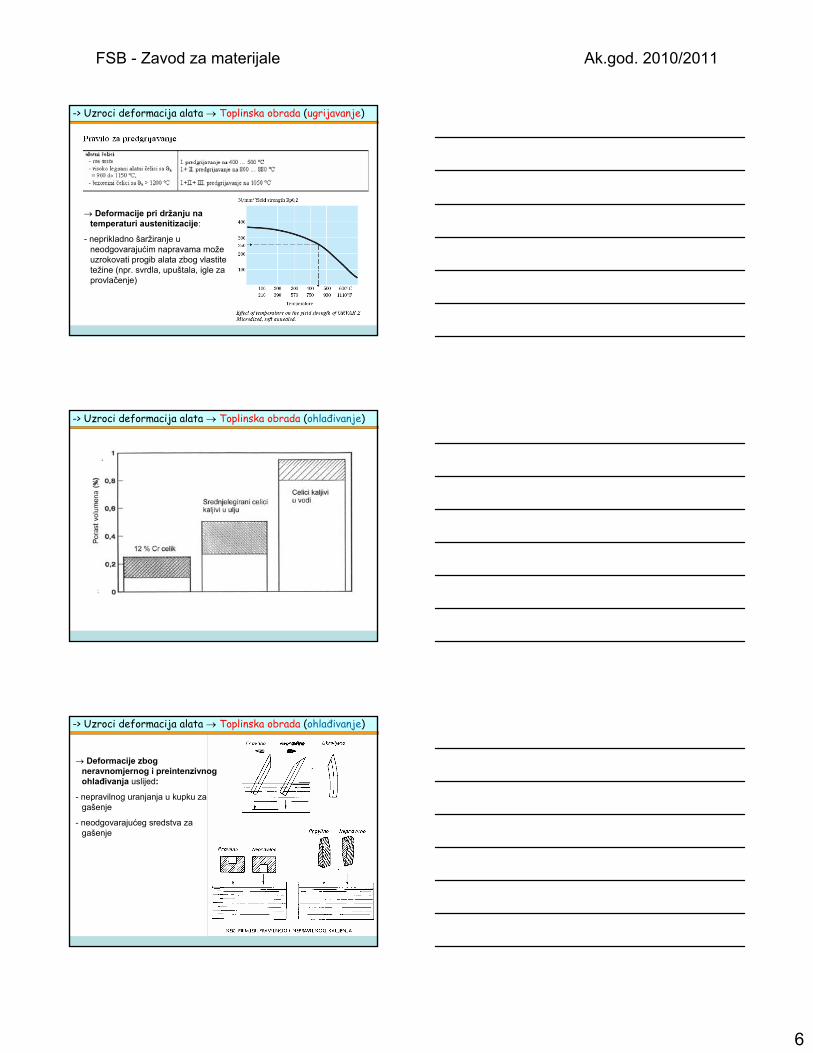
Tem
pera
tura
°C
ϑ TO
ugrijavanje progrijavanje držanje ohlađivanje Vrijeme
grijanje
površina
jezgra
jezgra
površina
ukupno vrijeme ugrijavanja
AUSTENITIZACIJA- , t- zaštitaϑa a
REŽIM GRIJANJA GAŠENJE
ϑa
Kaljeno stanje
Polazno stanje
Određivanje zakaljivostičelika i rasporeda tvrdoće po presjeku kaljenog obratka (tj. prokaljenosti obratka)
Određivanje zaostalih naprezanja i deformacija
PROBLEMI : Određivanje optimalnih parametara postupka
Optimizacija parametara kaljenja - primjenom računalnih simulacija (FEM, FDM, CVM, ...)
POPUŠTANJE
-> Uzroci deformacija alata → Toplinska obrada
-> Uzroci deformacija alata → Toplinska obrada (ugrijavanje)
→ Deformacije pri ugrijavanju:
- neravnomjerno ugrijavanje (npr. jednostranog ugrijavanja zračenjem)
- ugrijavanje uz visoki skok temperature (hladan obradak ubačen u vruću peć (kupku)
- prebrzo ugrijavanje
FSB - Zavod za materijale Ak.god. 2010/2011
6
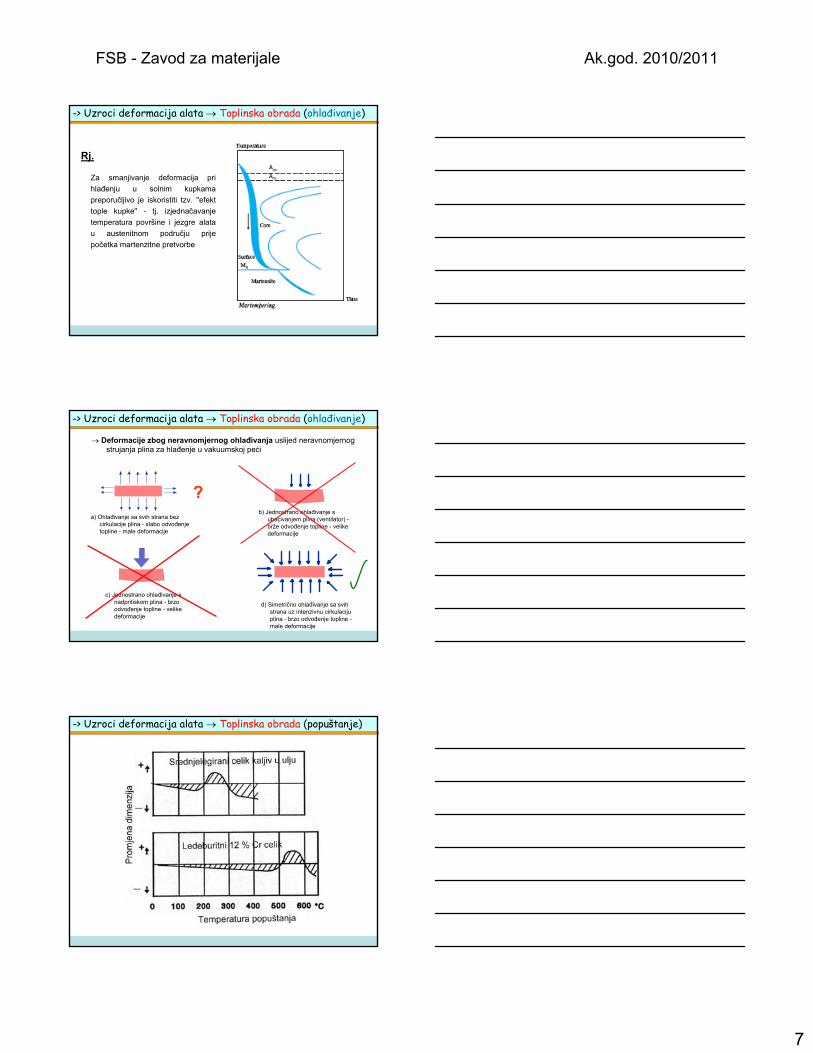
-> Uzroci deformacija alata → Toplinska obrada (ugrijavanje)
→ Deformacije pri držanju na temperaturi austenitizacije:
- neprikladno šaržiranje u neodgovarajućim napravama može uzrokovati progib alata zbog vlastite težine (npr. svrdla, upuštala, igle za provlačenje)
-> Uzroci deformacija alata → Toplinska obrada (ohlađivanje)
-> Uzroci deformacija alata → Toplinska obrada (ohlađivanje)
→ Deformacije zbog neravnomjernog i preintenzivnog ohlađivanja uslijed:
- nepravilnog uranjanja u kupku za gašenje
- neodgovarajućeg sredstva za gašenje
FSB - Zavod za materijale Ak.god. 2010/2011
7
-> Uzroci deformacija alata → Toplinska obrada (ohlađivanje)
Za smanjivanje deformacija pri hlađenju u solnim kupkama preporučljivo je iskoristiti tzv. ''efekt tople kupke'' - tj. izjednačavanje temperatura površine i jezgre alata u austenitnom području prije početka martenzitne pretvorbe
Rj.
-> Uzroci deformacija alata → Toplinska obrada (ohlađivanje)
→ Deformacije zbog neravnomjernog ohlađivanja uslijed neravnomjernog strujanja plina za hlađenje u vakuumskoj peći
a) Ohlađivanje sa svih strana bez cirkulacije plina - slabo odvođenje topline - male deformacije
d) Simetrično ohlađivanje sa svih strana uz intenzivnu cirkulaciju plina - brzo odvođenje topline -male deformacije
b) Jednostrano ohlađivanje s ubacivanjem plina (ventilator) -brže odvođenje topline - velike deformacije
c) Jednostrano ohlađivanje s nadpritiskom plina - brzo odvođenje topline - velike deformacije
?
-> Uzroci deformacija alata → Toplinska obrada (popuštanje)
FSB - Zavod za materijale Ak.god. 2010/2011

8
-> Zaključak
Deformacije volumena zbog nastanka martenzita kaljenjem ne mogu se izbjeći i na njih se ne može utjecati.
Deformacije oblika zbog toplinskih napetosti (naprezanja) mogu se i trebaju prikladnim mjerama opreza značajno smanjiti.
Toplinska obrada će biti tada uspješna ako se uz traženu tvrdoćupostignu i male deformacije, budući da se deformacije zakaljenog alata mogu korigirati samo naknadnom strojnom obradom uz dodatne (povećane) troškove.
FSB - Zavod za materijale Ak.god. 2010/2011
1
Toplinska obrada u vakuumskim pećima
Vježba II.Kolegiji: Posebni metalni materijali
Alatni materijali
Ak. god. 2010./2011. doc. dr. sc. Darko Landek
Fakultet strojarstva i brodogradnje, Zavod za materijale, Katedra za toplinsku obradbu i inženjerstvo površina
Toplinska obrada u vakuumskim pećima
Uvod
Prednosti toplinske obrade u vakuumskim pećima
Vakuum kao “zaštitna atmosfera”
Kaljenje alatnih čelika u vakuumskoj peći
Osnovni tipovi vakuumskih peći
Uvod
Vakuum:
do 10-4 mbar-a
Temperature ugrijavanja (austenitizacije, homogenizacije):
do 1200 (1350) ºC
Ohlađivanje u struji plina:
pohl = 1 ... 20 bar
Plinovi za ohlađivanje:- N2, Ar, He, H2, - mješavine plinova
FSB - Zavod za materijale Ak.god. 2010/2011

2
Uvod
• Kaljenje
• Žarenje
• Žarenje legura kojeotvrdnjavaju precipitacijom
• Popuštanje
• Otplinjavanje
• Tvrdo i visokotemperaturnolemljenje
• Sinteriranje
• Nitriranje u plazmi
• Pougljičavanje u plazmi
Postupci toplinske obradbe u vakuumskim pećima:
Uvod
Metalni materijali:
Alatni čelici (za hladni rad, za topli rad, brzorezni)
Nehrđajući čelici
Legirani čelici za poboljšavanje
Legirani čelici za cementiranje
Vatrootporni čelici,
Superlegure na bazi Ni ili Co
Prednosti toplinske obrade u vakuumskim pećima
Obrada predmeta bez oksidacijepovršine i razgradnja postojećih oksida (obratci ostaju metalno svijetli i nakontoplinske obradbe)
Nije potrebno naknadno čišćenje
Nema razugljičenja rubnog sloja
FSB - Zavod za materijale Ak.god. 2010/2011
3
Prednosti toplinske obrade u vakuumskim pećima
Značajno manje deformacije i promjene mjera (iskrivljenja) u odnosu na ostale načine toplinske obrade:
• odgovarajuće šaržiranje
• gašenje u struji stlačenog plina ili smjese plinova
Prednosti toplinske obrade u vakuumskim pećima
Najpogodniji uvjeti za automatskovođenje cijelog procesa obrade uzvisoku ponovljivost postupka.
Senzor toplinskog toka
Prednosti toplinske obrade u vakuumskim pećima
Mogućnost izvođenja višepostupaka u jednomciklusu (npr. lemljenje + kaljenje + popuštanje)
Najhumaniji radni uvjetiza poslužitelja peći
Obrada bez otpadnih tvarii zagađivanja okoline
FSB - Zavod za materijale Ak.god. 2010/2011

4
Vakuum kao ‘’zaštitna atmosfera’’
uobičajeni p > 10-4 mbara,
“stupanj propusnosti peći” (mbar·l/s)
(< 1·10-3 mbar l / s)
-nehrđajući čelici (legirani Ti)-alati prevučeni CVD prevlakama
10-3 .... 10-6Fini vakuum
- legirani alatni čelici- nehrđajući čelici (osim legiranih Ti)
1 .... 10-3Srednji vakuum
- nelegirani čelici (kaljenje, cementiranje)1000 ... 1Grubi vakuum
Primjena kod toplinske obrade:p, mbarVrsta vakuuma
Mjerno-regulacijski sustav
Jednokomorna vakuumska peć
Vakuumske pumpe
Vakuum kao ‘’zaštitna atmosfera’’
“selektivno otparavanje legirnihelemenata” kod > 950 °C (Mn, Cr, ...)
Parcijalni tlakovi para metala ovisni o temperaturi
Vakuum: do 10-4 mbar-a
Temperature ugrijavanja(austenitizacije, homogenizacije):do 1200 (1350) ºC
10-4
10-3
10-2
10-1
Kaljenje alatnih čelika u vakuumskoj peći
Tem
pera
tura
, o CTl
ak, m
bar
Površina
Jezgra
0
20
1300
Vrijeme, h
10-4
10005000
Grijanje Gašenje
800
Shematski prikaz dijagrama promjene temperature i tlaka u vakuumskoj peći pri kaljenju brzoreznog čelika
Nakon evakuacije vakuumske komore slijedi dodavanje inertnog plina u pećčime se :
- izbjegava selektivno otparavanje L.E.- ubrzava ugrijavanje šarže (zračenje +
konvekcija)
FSB - Zavod za materijale Ak.god. 2010/2011
5
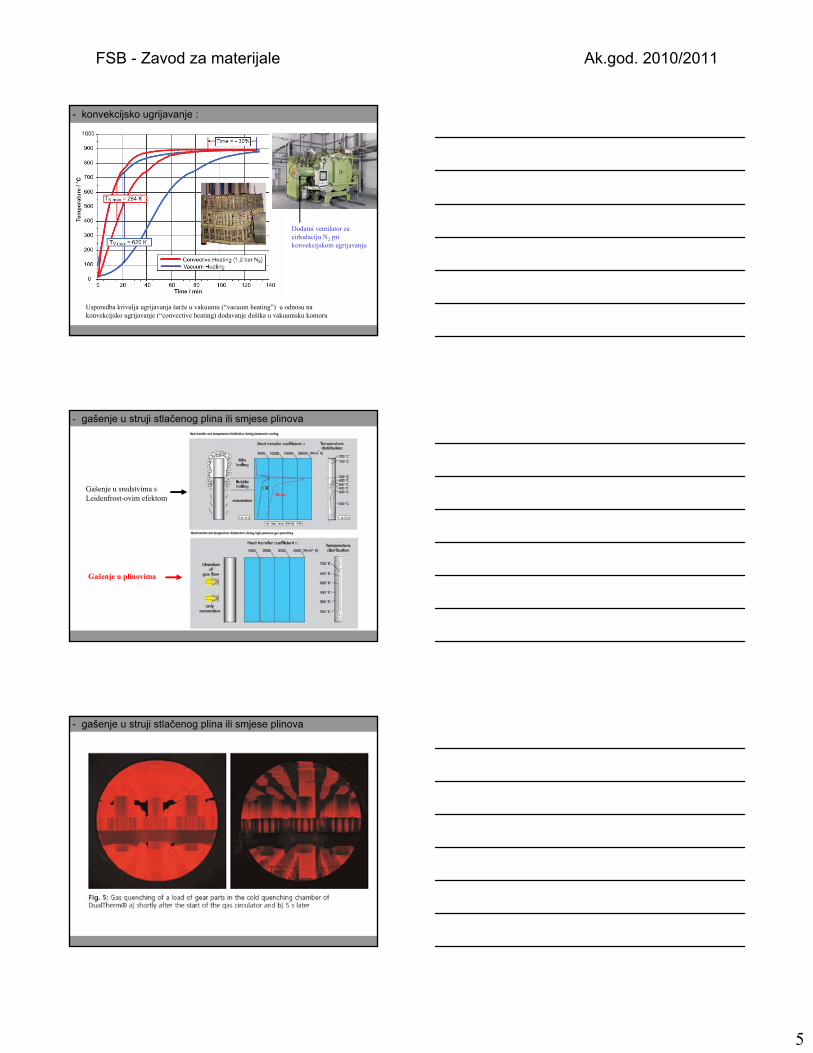
- konvekcijsko ugrijavanje :
Usporedba krivulja ugrijavanja šarže u vakuumu (“vacuum heating”) u odnosu na konvekcijsko ugrijavanje (“convective heating) dodavanje dušika u vakuumsku komoru
Dodatni ventilator za cirkulaciju N2 pri konvekcijskom ugrijavanju
- gašenje u struji stlačenog plina ili smjese plinova
Gašenje u sredstvima s Leidenfrost-ovim efektom
Gašenje u plinovima
- gašenje u struji stlačenog plina ili smjese plinova
FSB - Zavod za materijale Ak.god. 2010/2011
6
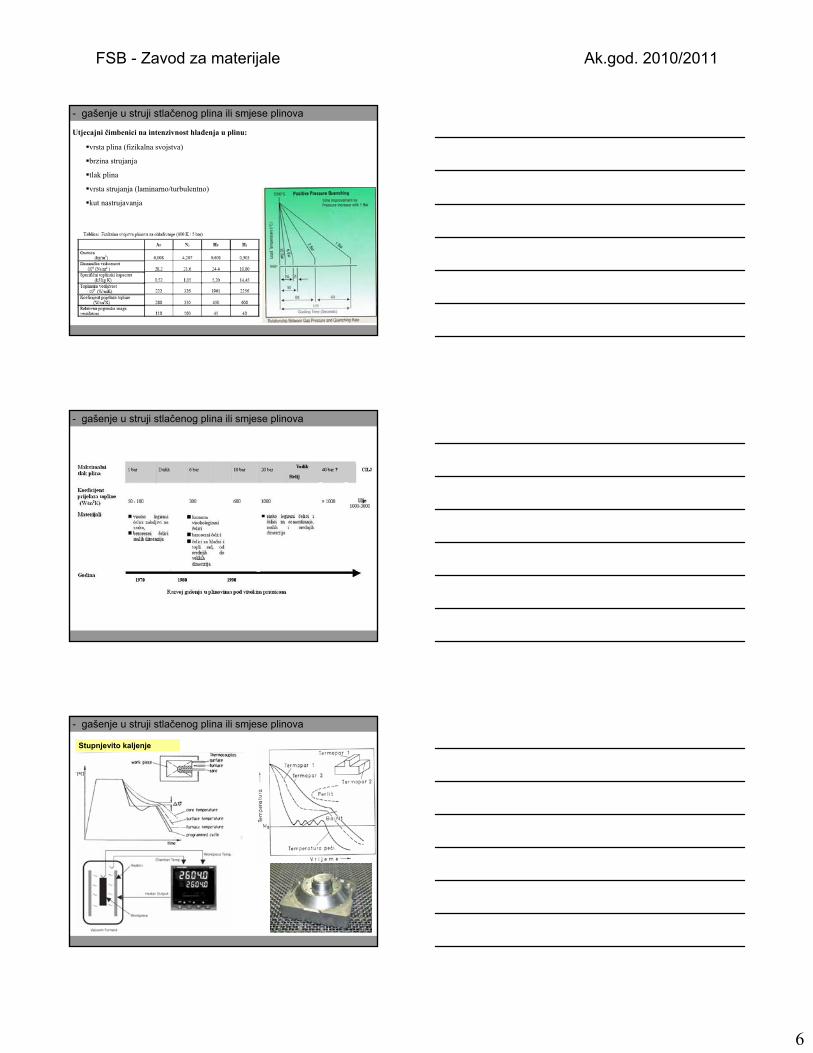
- gašenje u struji stlačenog plina ili smjese plinova
Utjecajni čimbenici na intenzivnost hlađenja u plinu:
vrsta plina (fizikalna svojstva)
brzina strujanja
tlak plina
vrsta strujanja (laminarno/turbulentno)
kut nastrujavanja
- gašenje u struji stlačenog plina ili smjese plinova
- gašenje u struji stlačenog plina ili smjese plinova
Stupnjevito kaljenje
FSB - Zavod za materijale Ak.god. 2010/2011
7
- gašenje u struji stlačenog plina ili smjese plinova
- gašenje u struji stlačenog plina ili smjese plinova
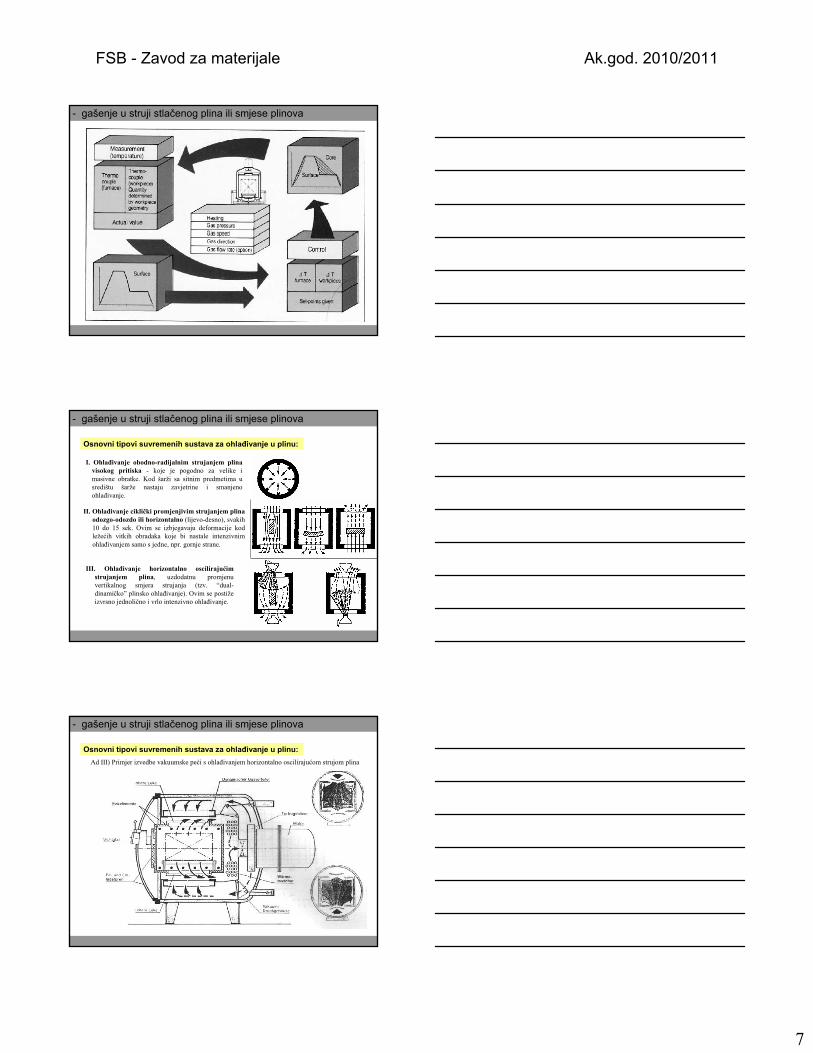
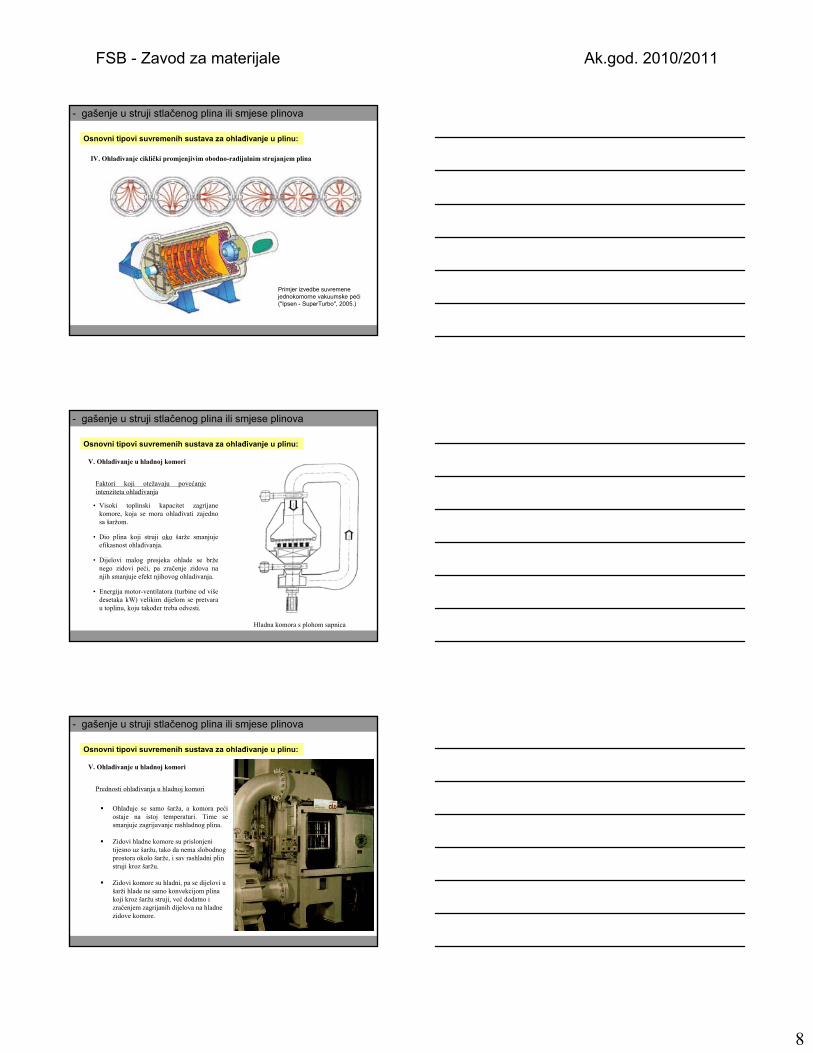
Osnovni tipovi suvremenih sustava za ohlađivanje u plinu:
I. Ohlađivanje obodno-radijalnim strujanjem plina visokog pritiska - koje je pogodno za velike i masivne obratke. Kod šarži sa sitnim predmetima u središtu šarže nastaju zavjetrine i smanjeno ohlađivanje.
II. Ohlađivanje ciklički promjenjivim strujanjem plina odozgo-odozdo ili horizontalno (lijevo-desno), svakih 10 do 15 sek. Ovim se izbjegavaju deformacije kod ležećih vitkih obradaka koje bi nastale intenzivnim ohlađivanjem samo s jedne, npr. gornje strane.
III. Ohlađivanje horizontalno oscilirajućimstrujanjem plina, uzdodatnu promjenuvertikalnog smjera strujanja (tzv. “dual-dinamičko” plinsko ohlađivanje). Ovim se postižeizvrsno jednolično i vrlo intenzivno ohlađivanje.
- gašenje u struji stlačenog plina ili smjese plinova
Ad III) Primjer izvedbe vakuumske peći s ohlađivanjem horizontalno oscilirajućom strujom plina
Osnovni tipovi suvremenih sustava za ohlađivanje u plinu:
FSB - Zavod za materijale Ak.god. 2010/2011
8
- gašenje u struji stlačenog plina ili smjese plinova
Primjer izvedbe suvremene jednokomorne vakuumske peći ("Ipsen - SuperTurbo", 2005.)
IV. Ohlađivanje ciklički promjenjivim obodno-radijalnim strujanjem plina
Osnovni tipovi suvremenih sustava za ohlađivanje u plinu:
- gašenje u struji stlačenog plina ili smjese plinova
Osnovni tipovi suvremenih sustava za ohlađivanje u plinu:
V. Ohlađivanje u hladnoj komori
• Visoki toplinski kapacitet zagrijane komore, koja se mora ohlađivati zajedno sa šaržom.
• Dio plina koji struji oko šarže smanjuje efikasnost ohlađivanja.
• Dijelovi malog presjeka ohlade se brže nego zidovi peći, pa zračenje zidova na njih smanjuje efekt njihovog ohladivanja.
• Energija motor-ventilatora (turbine od više desetaka kW) velikim dijelom se pretvara u toplinu, koju također treba odvesti.
Faktori koji otežavaju povećanje intenziteta ohlađivanja
Hladna komora s plohom sapnica
- gašenje u struji stlačenog plina ili smjese plinova
Osnovni tipovi suvremenih sustava za ohlađivanje u plinu:
V. Ohlađivanje u hladnoj komori
Ohlađuje se samo šarža, a komora peći ostaje na istoj temperaturi. Time se smanjuje zagrijavanje rashladnog plina.
Zidovi hladne komore su prislonjeni tijesno uz šaržu, tako da nema slobodnog prostora okolo šarže, i sav rashladni plin struji kroz šaržu.
Zidovi komore su hladni, pa se dijelovi u šarži hlade ne samo konvekcijom plina koji kroz šaržu struji, već dodatno i zračenjem zagrijanih dijelova na hladne zidove komore.
Prednosti ohlađivanja u hladnoj komori
FSB - Zavod za materijale Ak.god. 2010/2011

9
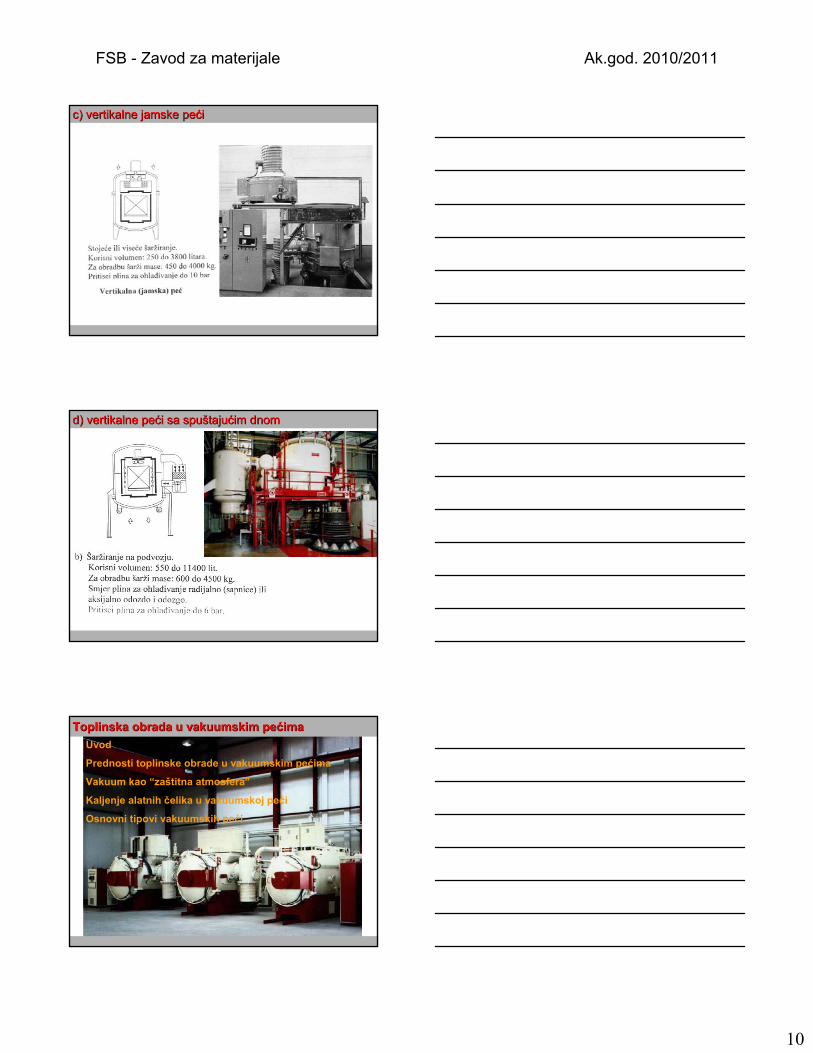
Tipovi Tipovi vakuumskihvakuumskih pećipeći
Horizontalne jednokomorne peći
Horizontalne dvokomorne ili trokomorne peći(→ peći s “hladnom komorom”)
Vertikalne jamske peći
Vertikalne peći sa spuštajućim dnom
a) horizontalne a) horizontalne jednokomornejednokomorne pećipeći
b) horizontalne b) horizontalne dvokomornedvokomorne ili ili trokomornetrokomorne pećipeći
FSB - Zavod za materijale Ak.god. 2010/2011
10
c) vertikalne jamske pećic) vertikalne jamske peći
d) vertikalne peći sa d) vertikalne peći sa spuštajućimspuštajućim dnomdnom
Toplinska obrada u Toplinska obrada u vakuumskimvakuumskim pećimapećimaUvod
Prednosti toplinske obrade u vakuumskim pećima
Vakuum kao “zaštitna atmosfera”
Kaljenje alatnih čelika u vakuumskoj peći
Osnovni tipovi vakuumskih peći
FSB - Zavod za materijale Ak.god. 2010/2011
1
Mikrostruktura alatnih čelika
Vježba III.Kolegiji: Posebni metalni materijali
Alatni materijali
Ak. god. 2010./2011. doc. dr. sc. Darko Landek
Fakultet strojarstva i brodogradnje, Zavod za materijale, Katedra za toplinsku obradbu i inženjerstvo površina
Mikrostruktura alatnih čelika
• Uvod• Nelegirani alatni čelici• Niskolegirani alatni čelici za hladni rad • Visokolegirani alatni čelici za hladni rad• Alatni čelici za kalupe za rad u toplom stanju• Brzorezni čelici• Zaključak
Uvod
Opće karakteristike mikrostrukture alatnih čelika:
→ višefazna mikrostruktura sastavljena od metalne matrice (nelegirane, legirane) i karbida
→ zahtijevana svojstva alatnog čelika (otpornost na trošenje, žilavost, otpornost na popuštanje, ...) postižu se legiranjem, kaljenjem i popuštanjem te postupcima površinskog modificiranja (površinsko kaljenje, toplinsko-kemijski postupci, postupci prevlačenja)
→ legirajući elementi: gamageni: Ni,Mn, Co
alfageni: Cr, Mo, Si, V, W
karbidotvorci: Cr, Mo, V, W
→ suvremeni postupci proizvodnje alatnih čelika: ER, VIM,
→ polazna mikrostruktura alatnog čelika uobičajeno se mijenja nekoliko puta tijekom izrade alata (sferodizacijsko žarenje, kaljenje, popuštanje)
FSB - Zavod za materijale Ak.god. 2010/2011

2
Uvod
KARBIDI
TipUdioVelièina zrnaOblik zrnaRaspored zrna
Metalurška svojstva:
Topivost u austenituIzluèivanje iz austenita
Ms temperatura
Promjena dimenzija alata
Mehanièka i tehnološka svojstva:
TvrdoæaOtpornost na trošenjeToplinska postojanostOtpornost na popuštanjeŽilavost
Karbidi u alatnim čelicima
Nelegirani alatni čelici
Nelegirani alatni čelici → sferodizacijsko žarenje
FSB - Zavod za materijale Ak.god. 2010/2011

3
Nelegirani alatni čelici → kaljenje
Nelegirani alatni čelici → dijagram postupka toplinske obrade
C105 W1 (1 %C; 0,30 %Mn. )
3% nital, 1000x. Kaljeno 750 oC / voda
Nepopušteni martenzit s neotopljenim česticama karbida; tvrdoća 65 HRC.
3% nital, 1000x. Kaljeno 750 oC / voda i popušteno 165 oC/ zrak
Popušteni martenzit (crna područja) i karbidi popuštanja; tvrdoća 64 HRC.
Nisko legirani alatni čelici za hladni rad→ visokougljični W-V čelici
→ nisko i srednjeugljični W-Cr (Si)-V čelici
→ niskolegirani Cr čelici
→ niskolegirani Mn-Cr-V i Mn-Cr-W čelici (čelici postojanih dimenzija pri gašenju)
Primjer mikrostruktura čelika s 0,9 %C; 1% Mn; 0,5 %Cr; 0,5 %W
(a) 3% nital, 1000x. Odžarenožareno nakon valjanja
Sferodizirani karbidi u feritnojmatrici;
(b) 3% nital, 1000x. Kaljeno 815 oC/1h / ulje
Sferoidni karbidi u matrici nepopuštenog martenzita; 66 HRC
(e) 3% nital, 1000x. Kaljeno 800 oC/0,5h / ulje i popušteno 205 oC/2h/zrak
Popušteni martenzit i karbidi (primarni i od popuštanja); 58 HRC
FSB - Zavod za materijale Ak.god. 2010/2011

4
Visoko legirani alatni čelici za hladni rad (Fe-Cr-C)
X100 CrMoV 5 1Npr.:
Visoko legirani alatni čelici za hladni rad
Visoko legirani alatni čelici za hladni rad (Fe-Cr-C)
FSB - Zavod za materijale Ak.god. 2010/2011
5
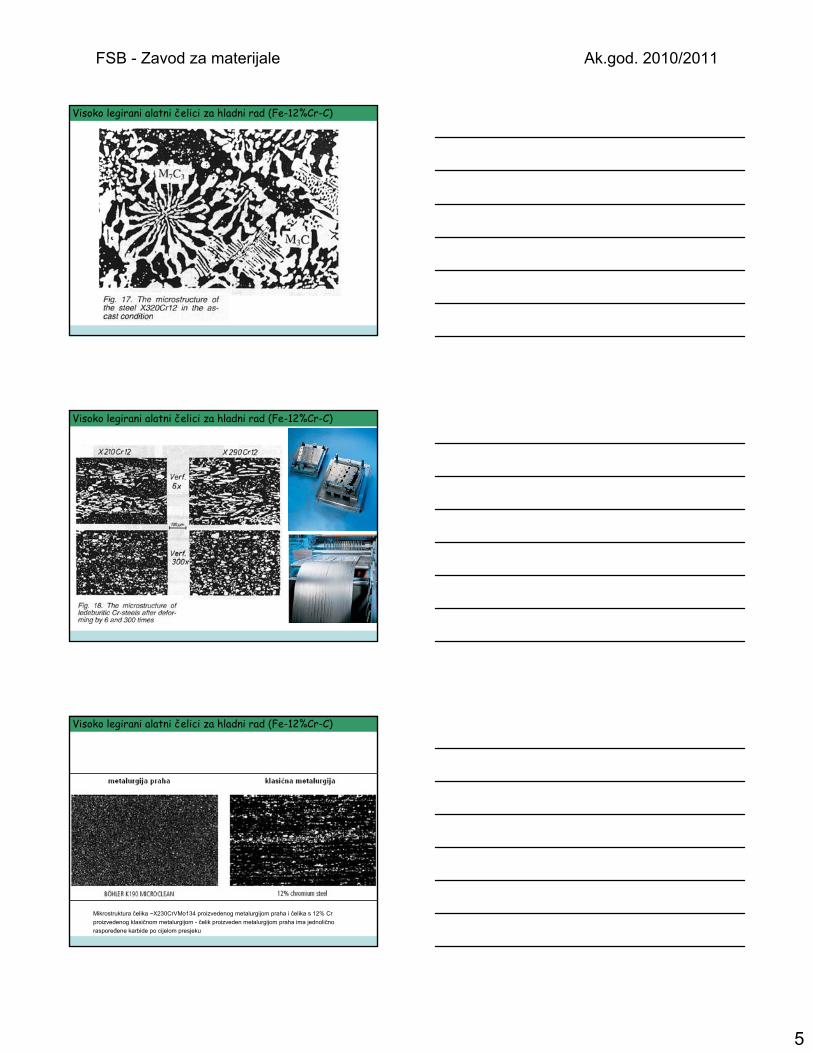
Visoko legirani alatni čelici za hladni rad (Fe-12%Cr-C)
Visoko legirani alatni čelici za hladni rad (Fe-12%Cr-C)
Visoko legirani alatni čelici za hladni rad (Fe-12%Cr-C)
Mikrostruktura čelika ~X230CrVMo134 proizvedenog metalurgijom praha i čelika s 12% Crproizvedenog klasičnom metalurgijom - čelik proizveden metalurgijom praha ima jednolično raspoređene karbide po cijelom presjeku
FSB - Zavod za materijale Ak.god. 2010/2011

6
Alatni čelici za kalupe za rad u toplom stanju
Alatni čelici za kalupe za rad u toplom stanju
Toplinski umor je pojava koja nastupa kod izmjeničnih ciklusaugrijavanja i hlađenja na radnoj plohi alata. Uslijed ovih temperaturnih promjenaupotrebom alata dolazi do stvaranja tipičnih mrežastih pukotina
Alatni čelici za kalupe za rad u toplom stanjučelici eutektoidnog ili nadeutektoidnog sastavaniski mikro i makro segregacijski nivosniženje postotka nečistoća u odnosu na konvencionalno proizvedene alatne čelikedobra toplinska vodljivostpovišenje čvrstoće i žilavosti materijalapovišena otpornost na tople pukotine
produljenje životnog vijeka alata - npr. kod alatnih čelika proizvedenih VMR procesom to se postiže sa niskim udjelom nečistoća i homogenom strukturom, što povisuje radnu HRC pri austenizaciji treba otopiti što veći % karbida bez porasta austenitnih zrna (grubo A zrno ↓ žilavost)
alatne čelike koji su namijenjeni za udarna opterećenja treba austenitizirati ispod optimalne temperature austenitizacije, a toplinski opterećene iznad njenužno je višestruko popuštanje (2x, 3x)
FSB - Zavod za materijale Ak.god. 2010/2011

7
Alatni čelici za kalupe za rad u toplom stanju
niskolegiraniNi-Cr-Mo-V
visokolegiraniCr-Mo-V & W-Cr-V
Ciklus toplinske obradbe
Brzorezni čelici
Brzorezni čelici
FSB - Zavod za materijale Ak.god. 2010/2011

8
Brzorezni čelici
Brzorezni čelici - PM
Tijek proizvodnje alatnih čelika metalurgijom praha
Usporedba veličine čestica čelika dobivenog klasičnom metalurgijom i metalurgijom praha
Brzorezni čelici
Mikrostruktura brzoreznogčelika proizvedenog metalurgijom praha i klasičnom metalurgijom
FSB - Zavod za materijale Ak.god. 2010/2011

9
Brzorezni čelici
Tijek toplinske obradbe brzoreznih čelika
Zaključak
FSB - Zavod za materijale Ak.god. 2010/2011