Embed Size (px)
Citation preview
Búsqueda de la causa en tres dimensiones 6 El robot que baila con barriles 23 Redes de CC para buques 29 Aceite vegetal para transformadores 49
Tendencias en la tecnología
2 |12La revista técnica
corporativarevistaABB
2 revista ABB 2|12
ABB desarrolla continuamente sus productos y servicios para afrontar nuevas dificultades, tanto ampliando soluciones anteriores como innovando en áreas totalmente nuevas. En este número de la Revista ABB veremos algunas de las aplicaciones más inusuales de estas tecnologías.
Cada vez hay más buques que utilizan sistemas eléctricos de ABB. Este número dedica un artículo a esas instalaciones. La portada ilustra el puerto de Houston, el cuarto más grande de los Estados Unidos. Esta página muestra el estadio de fútbol de Soweto. Con una capacidad de cerca de 100.000 espectadores sentados, ha albergado partidos importantes del Mundial de Fútbol de Sudáfrica 2010. ABB suministra transformadores, aparamenta y un sistema de gestión SCADA.
Índice
3Índice
6
13
18
23
26
29
34
40
49
Colaborando en una nueva dimensiónUna presentación interactiva ayuda a tomar las decisiones correctas
Acceso a los expertos en cualquier momento y en cualquier lugarServicePort da acceso a la máxima especialización en procesos en cualquier parte del mundo
El control de la energía al alcance de la manoUna tecnología galardonada que ofrece una perspectiva sin precedentes del uso de la energía
Robots rojos en la casa rojaLos robots de ABB ayudan a una tradicional fábrica de cerveza de la Selva Negra
IntrospecciónABB está usando sus propios robots IRB 140 para aumentar la productividad, mejorar la calidad y reducir costes en sus propias fábricas
Red de CC embarcadaEl diseño más reciente para sistemas eléctricos y de propulsión navales
Agua por elevaciónEl riego de elevación recibe el impulso de los motores síncronos de ABB
La distribución apuesta por el verdeLos transformadores de distribución de metal amorfo de ABB están maximizando el ahorro de energía
Transformadores transformadosLa utilización de aceite vegetal como líquido aislante reduce el riesgo de incendio de los transformadores
Transformadores en primer plano
Olas de innovación
Robots trabajando
El poder de la información
revista ABB 2|12 4
Editorial
Claes RytoftDirector de TecnologíaABB Ltd
disponibilidad instantánea de datos: también pueden ser de gran valor en el ámbito doméstico. Una familia de productos de Busch-Jaeger (miembro del Grupo ABB) proporciona supervisión y determinación de tendencias en el consumo doméstico de electricidad.
A veces se habla de los robots como “prolon-gación del brazo del hombre”. ABB no sólo anima a sus clientes a que hagan uso de estos ayudantes, sino que también los emplea ella misma en sus fábricas. En un estudio de caso un práctico se examina un ejemplo de esto, mientras que la historia de un cliente presenta su trabajo en una fábrica de cerveza.
Asimismo, en una serie de artículos se examinan diferentes formas de aumentar el rendimiento energético. Desde los buques a los transformadores de potencia, pasando por el riego, ABB está anticipando una gran variedad de métodos para ahorrar energía y reducir las emisiones.
Como nota personal, querría indicar que éste es el último número de la Revista ABB que presento como Director de Tecnología. Me sustituye en este cargo Prith Banerjee. Quiero agradecer a todos los clientes, lectores y autores su interés y apoyo a ABB en general y a la Revista ABB en particular, y confío en que este apoyo se mantenga en el futuro.
Que disfrute de la lectura.
Claes RytoftDirector de TecnologíaABB Ltd.
Estimado lector:El progreso tecnológico nos permite conse-guir cosas que antes no eran posibles, o hacer con más eficiencia lo que sí era posible. Los límites de la tecnología retroce-den continuamente en términos de velocidad, precisión, eficiencia y potencia. A medida que avanza la era de la información, podemos añadir a esta lista términos como controlabili-dad, inteligencia y interconectividad.
Varios artículos de este número de la Revista ABB están dedicados al uso compartido de la información. Un aspecto fundamental es que este uso compartido no puede ser un fin en sí mismo, pero los datos deben presentar-se de forma oportuna, intuitiva y contextuali-zada. Por ejemplo, las pantallas de las salas de control actuales hacen un uso generaliza-do de elementos gráficos y contextuales. Pero los operarios no son las únicas perso-nas que precisan acceder a datos prácticos de la planta. Desde las reuniones preparato-rias de los turnos de trabajo hasta las conversaciones de gestión, es fundamental disponer de información actualizada para la planificación. ABB, junto con el Interactive Institute de Umeå, Suecia, ha desarrollado su Collaboration Board. La interfaz de presenta-ción, intuitiva y multitáctil, con apariencia de tableta, proporciona acceso instantáneo a datos y tendencias de toda la instalación y de fuera de ella y permite pasar rápidamente desde los indicadores clave del rendimiento a las causas originarias.
Los datos de proceso pueden ser menos interesantes para el personal de servicios pero, en cambio, los datos de los equipos son de un valor inmenso. ServicePort de ABB es una pasarela configurable que proporciona acceso controlado a esa información. Al llevar más allá la accesibilidad a los datos, no son solamente las industrias y las compañías de servicios públicos las que se benefician de la
Tecnología
5Editorial

6 revista ABB 2|12
Una presentación interactiva ayuda a tomar las decisiones correctas
Colaborando en una nueva dimensión

7
MARTIn OLAUSSOn, MAgnUS LARSSOn, FREDRIk ALFREDSSOn – Se dice que una imagen vale más que mil palabras. La representación visual hace inmediatamente accesibles los datos y ayuda a establecer tendencias y correlaciones. Cuando los directores o los operarios de una planta se reúnen para tratar sobre los problemas y las tareas que se presentan, es esencial una representación gráfica de las tendencias, necesidades y dificultades para identificar prioridades y acciones. ¿De qué forma va a ayudar a ello la herramienta de presentación del futuro? ABB cree que esta herramienta recogerá automáticamente sobre el terreno los datos de distintas fuentes, representará los indicadores principales de funcionamiento (kPI) de forma intuitiva junto con los datos en directo del proceso y ayudará a examinar de cerca y profundizar para ver los detalles. La herramienta permitirá asimismo añadir anotaciones y hacer notas y esquemas a mano para apoyar el proceso mental del equipo de decisión. En lugar de un anticuado conjunto de teclado y ratón, la herramienta dispondrá de una elegante pantalla multitáctil, del tipo de un smartphone con navegación intuitiva en 3D. En la planta de papel y pasta de papel de SCA en Obbola, Suecia, esta herramienta ya es una realidad. La prueba de concepto la desarrollaron conjuntamente ABB y el instituto interactivo, Umeå (Suecia), y SCA celebra su éxito.
Colaborando en una nueva dimensión
La herramienta facilita el segui-miento intuitivo de la concatenación de efectos desde el KPI en cuestión hasta la causa esencial, que puede encontrarse en una parte com-pletamente dife-rente del proceso.
Imagen del títuloLa versión más reciente de la herramienta de colaboración se ejecuta en el iPad de Apple.

8 revista ABB 2|12
duce a equivocaciones, suposiciones incorrectas y planificaciones inexactas.
Los directores de una planta de proce-samiento suelen reunirse con regularidad para tratar las dificultades que se pre-sentan y las acciones que deben adop-tarse. Los asuntos tratados pueden, por ejemplo, implicar reacciones ante situa-ciones que se presentan en áreas tales como retrasos de pedidos, disponibili-dad de materias primas y tiempo de inmo ilización de equipos. Los operarios y otro personal también se reúnen diaria-mente (es lo normal) para revisar el trabajo que se presenta (generalmente al comienzo de cada turno). Los datos y las tendencias que se presentan y se discuten en las reuniones pueden obte-nerse de distintas fuentes, incluyendo los sistemas de gestión de inventario, los datos de proceso, los informes de per-sonal, las modificaciones de los costes de la energía y los materiales, las deci-siones de la dirección y posiblemente otra información más general, como las predicciones meteorológicas. Para ser útiles, estos datos deben compilarse y organizarse en una presentación. Este proceso exige mucho trabajo manual y está sujeto a errores. El proceso manual también introduce una cierta latencia, lo que significa que los datos que se
A menudo se utiliza la expre-sión “estar en la misma pági-na” para indicar que las personas trabajan hacia un
objetivo común. Aunque la aplicación de la frase puede haber ido más allá de su contexto original, es interesante señalar que la imagen sigue siendo válida hoy, y que “en la misma página” es algo más que una metáfora. Las salas de reunio-nes actuales siguen centradas normal-mente en una “página” física, ya sea una pizarra blanca, un rotafolio o una pantalla de proyección.
Un grupo sólo puede alcanzar una inter-pretación y una conclusión común si está estudiando los mismos datos. Pero el valor consenso alcanzado es sólo el de la precisión y exactitud de los datos en los que se basa. La recogida de datos para las presentaciones en una planta de procesamiento sigue siendo un proceso manual, y los datos disponibles en una reunión se limitan a los que se han reco-gido previamente. Esto puede, por ejem-plo, dificultar el desglose hasta un grado de detalle determinado cuando se trata de identificar una causa básica. Además, los datos suelen estar atrasados cuando se presentan en la reunión e incluso pueden ser incorrectos debido a errores humanos en su elaboración. Esto con-
El sistema puede conectarse con numerosas fuentes de datos, incluidos datos de proceso en tiempo real desde el sistema Extended Automa-tion System 800xA de ABB o fuentes de terceros como software de conta-bilidad e inventario.
1 Vista general con una imagen 3D de la planta

9
examinan pueden ya no ser tan actuales como debieran.
Según la teoría básica del control, se sabe que para que el sistema tenga capa cidad de respuesta, los bucles de información deben entregar los datos tan a tiempo como sea posible. Por supu esto, la latencia es mucho más crítica en el bucle interno de control de un controlador de proceso crítico que en una reunión de dirección de alto nivel, pero el principio subyacente es el mismo.
El examen de datos realmente dinámicos hace que los participantes en la reunión se acerquen más al proceso real. Y, sobre todo, la recogida automática hace que sean accesibles datos mucho más detallados de niveles inferiores, lo que
Colaborando en una nueva dimensión
2 El acercamiento con el zoom revela nuevos datos
permite el análisis inmediato de las causas subyacen-tes.
Del concepto a la realidadEn colaboración con el Interactive Institute de Umeå (Suecia) y patroci-nado por ProcessIT
Innovations, ABB ha desarrollado una prueba de concepto que se ha instalado ahora en la planta de Obbola (Suecia) de la empresa de producción de papel y pasta de papel SCA.
La instalación es básicamente una panta-lla de visualización para sala de reunio-nes ➔ 5, que sustituye a la pantalla clásica de proyector, pizarra blanca o rotafolio y que libera a las personas de la necesidad de reunir datos manualmente. Pero, mucho más que eso, la pantalla es una interfaz muy intuitiva y una ventana sobre la planta, que representa la fusión de un sistema de gestión de la empresa con una tecnología táctil de teléfono inteligente.
El sistema puede interactuar con nume-rosas fuentes de datos, incluyendo las corrientes de datos en tiempo real del
La recogida manual de infor-mación introduce una cierta latencia, lo que significa que los datos que se examinan pueden ya no ser tan actuales como debieran.

10 revista ABB 2|12
mostrado se puede hacer girar para traer al primer plano distintos elementos que pueden aumentarse para ampliar detalles, lo que permite presentar nuevos datos ➔ 2.
El observador puede desplazarse sin solución de continuidad desde los KPI a nivel de la planta hasta los KPI de nivel inferior y descender hasta las varia-bles de los procesos individuales.
Los KPI y las variables se pueden mostrar en distintos formatos, que van desde simples cifras hasta tendencias históricas ➔ 3.
Los códigos de color permiten resaltar instantáneamente los valores que requie-ran atención. Un KPI que caiga por debajo de un umbral determinado se destaca cambiando su código de color de verde a amarillo. Una evolución aún más negativa lo hace cambiar a rojo. Un ejemplo de una tendencia de ese tipo puede ser un aumento del volumen de residuos/rechazos, lo que a su vez podría estar causado por errores de ajuste en el correspondiente proceso. La herramienta facilita el seguimiento intuitivo de la concatenación de efectos desde el KPI en cuestión hasta la causa esencial, que puede encontrarse en una parte completamente diferente del pro-ceso. Las herramientas que proporcio-nan tendencias distinguen entre fluctua-ciones aleatorias y características de
proceso, tanto desde el sistema Exten-ded Automation System 800xA de ABB y de fuentes de terceros como del soft-ware de contabilidad e inventario (por ejemplo, SAP). No hay razón para que el sistema no se pueda adaptar para acep-tar otras muchas fuentes de datos, inclu-yendo sistemas de control y sus compo-nentes de otros fabricantes.
La funcionalidad del sistema no está limi tada a la mera recogida de datos. La unidad de visualización es una gran pan-talla táctil, algo parecido a una tableta muy grande. Presenta la planta en tres dimensiones con sus indicadores clave de funcionamiento (KPI) ➔ 1.
La planta se presenta como un modelo tridimensional del edificio y los equipos reales. Utilizando toques intuitivos y fun-ciones de toque múltiple conocidas de los smartphones y tabletas, el modelo
Un grupo sólo puede alcanzar una interpretación y una conclusión común si está estudiando los mismos datos.
3 Una nueva ampliación presenta más detalles. Las decisiones pueden basarse en datos históricos
4 La función de pizarra admite anotaciones, notas adhesivas y dibujos.

11Colaborando en una nueva dimensión
La plataforma de colaboración y estado de producción en 3-D no va a fabricarse por el momento. Se ha diseñado exclusi-vamente como prueba de concepto en esta fase. Una ventaja importante de este desarrollo es que permite analizar los puntos fuertes y débiles del concep-to. Esto ayuda a entender mejor lo que será útil en la fase de desarrollo del futuro producto.
La herramienta es un complemento útil del System 800xA, y aporta la funcionali-dad de integración, ya disponible en el nivel del puesto de trabajo del operario, a los niveles de colaboración y gestión y permite integrar otras fuentes de datos, como SAP. Pero nada impide que no se pueda también hacer accesible a otros sistemas de control o integrar con otras fuentes de información.
Potenciada por datos precisos y opor-tunos y con la capacidad de mostrar correlaciones y causas, esta herramienta aproxima el proceso a los participantes en la reunión y les ayuda a tomar las decisiones correctas ➔ 5.
Martin Olausson
Magnus Larsson
Fredrik Alfredsson
ABB Corporate Research
Västerås, Suecia
pizarra blanca o un rotafolio, y facilita el proceso de toma de decisiones de la reunión ➔ 4.
La experiencia del usuario ha sido la referencia durante el desarrollo de la prueba de concepto. La introducción de cada característica ha sido cuidadosa-mente ponderada para garantizar que su funcionalidad no va en detrimento de la facilidad de utilización o de la satisfac-ción de utilizar la aplicación.
En consecuencia, por medio de méto-dos de estudio de usuario que siguen la filosofía de un diseño centrado en el usuario, los investigadores han demos-trado que el concepto es intuitivo y proporciona una interfaz de usuario atractiva.
La ejecuciónLa instalación actual en Obbola se ha realizado con tecnologías recientes desarrolladas para la industria de juegos, un sector con una gran experiencia en tecnologías 3-D. La tarea del equipo de desarrollo es el análisis de tecnologías eficientes de otros dominios con vista a un uso futuro en el desarrollo del pro-ducto. En el laboratorio de investigación de ABB, los investigadores trabajan actualmente en la próxima versión, que se ejecutará en un iPad de Apple (➔ ima
gen del título).
verdadero deslizamiento, y de esa forma ayudan a los participantes en la reunión a decidir sobre las cuestiones que deben abordarse con mayor urgencia. Además
de variables extraídas directamente del proceso, pueden presentarse valores similares de otras entradas. Uno de los aspectos cuya medición es importante para SCA es la motivación del personal (que la empresa controla de forma perió-dica) y que se trata como un KPI y se representa en la pantalla.
Además de los datos en directo, los par-ticipantes en la reunión pueden agregar comentarios a los elementos en forma de notas adhesivas (virtuales). Estas notas permanecen fijadas a los elemen-tos que se representan en vez de hacerlo en una posición de la pantalla, y por lo tanto se pueden utilizar para anotacio-nes individualizadas. Cuando ya no se necesiten, pueden eliminarse con un sencillo e intuitivo movimiento del dedo. Asimismo, la pantalla admite notas y esquemas manuscritos igual que una
La motivación del personal es impor-tante para SCA y se supervisa de forma periódica.
5 La herramienta garantiza información exacta y actualizada en las reuniones de planta. La instalación
actual en Obbola se ha realizado con tecnologías recien-tes desarrolladas para la industria de juegos, un sector con una gran experiencia en tecnologías 3-D.

12 revista ABB 2|12
13Acceso a los expertos en cualquier momento y en cualquier lugar
dida del negocio. Un objetivo común para muchos grupos de productos de ABB es crear diseños que sean robustos y que necesiten menos servicio.La paradoja es que cuanto mejor se trans-forman los productos de ABB en proce-sos automáticos para el cliente, tanto mayor es la demanda de servicios de ABB de valor añadido. Esto se debe a que los clientes trabajan ahora con menos perso-nal propio, y en algunos casos reducen el número de técnicos de procesos o pres-cinden por completo de ellos. Cuando algo va mal, los clientes siguen necesitan-do expertos de proceso para solucionar el problema, y acuden frecuentemente a ABB por su experiencia en el ámbito de la automatización de procesos.
A pesar de que los servicios avanzados se encuentran desde hace tiempo entre las ofertas de ABB, se han con-
siderado frecuentemente como tareas reactivas que constituyen un “mal nece-sario” imprescindible para apoyar pro-ductos complejos. El servicio prestado solía ser sólo tan bueno como la persona que lo prestaba. Un suministro de servi-cios menos logrado podía dar lugar a clientes insatisfechos e incluso a la pér-
kEVIn STARR – En los negocios, la repetibilidad suele ser la clave del éxito. Tanto si uno hace pequeñas aplicaciones informáticas, distribuye alimentos o participa en cualquiera de las muchas actividades empresariales, encontrar el camino óptimo y repetirlo de forma sistemática es decisivo. Pero cuando hablamos de servicios, las cosas empiezan a ponerse difíciles. Los servicios los prestan personas, cada una de las cuales tiene su forma de ser. La formación puede ser homogénea, pero se tarda mucho en convertirse en un experto y, aún así, no se puede garantizar que no vaya a haber variabilidad. Por tanto, el servicio de expertos no se puede diseñar pensando en la repetibilidad. ¿O sí se puede? Añada a esta dificultad el hecho de que la demanda de expertos para llevar a cabo la optimización de sistemas y procesos está creciendo vertiginosamente, y será fácil comprender por qué ABB, el mayor proveedor del mundo de sistemas y servicios de automatización de procesos, está dedicando mucha ingeniería a sus servicios. Esta ingeniería abarca todo el repertorio, desde la automatización de análisis, pasando por la formación de paquetes de procesos repetibles, hasta el diseño de interacciones seguras posibles a distancia entre las herramientas, los procesos y los expertos que desea el cliente.
ServicePort da acceso a la máxima especialización en procesos en cualquier parte del mundo
Acceso a los expertos en cualquier momento y en cualquier lugar
Imagen del títuloServicePort de ABB permite el acceso a distancia a los sistemas del cliente y aporta repetibilidad al servicio de expertos de alto nivel en una amplia gama de procesos.
14 revista ABB 2|12
Automatización de los serviciosLos expertos de servicio disponen desde hace tiempo de métodos para recoger y analizar la información de diagnóstico del cliente. Estos métodos son muy efectivos en manos del experto adecua-
do. Se han docu-mentados algunos de ellos y los téc-nicos pueden pre-pararse con ellos. Pero si sólo se uti-lizan cada pocos meses, los técni-cos tienen fre-cuentemente que volver a consultar el método para cada nuevo traba-
jo. Para aportar coherencia, ABB co-menzó, hace unos años, a escribir herra-mientas de software que automaticen algunos de estos métodos a fin de hacerlos más sencillos, repetibles y expeditivos. Por ello, en lugar de un método que sólo sea efectivo en manos de un número limitado de expertos, o para un número limitado de procesos de cliente, estas herramientas automatiza-das de servicio capturan y analizan datos tan eficazmente que pueden ser utiliza-dos por técnicos con menos experiencia y para procesos de muchos clientes. Esto reduce el esfuerzo necesario para recoger y analizar datos en las instala-ciones del cliente y libera más tiempo para concentrarse en la solución del pro-blema real subyacente.
La demanda de servicio de expertos de ABB también viene impulsada por el rápido crecimiento de economías emer-gentes como Brasil, China o la India. Mientras que ABB puede responder razonablemente bien a una mayor
demanda de equipos, trasladando en algunos casos fábricas enteras a países de alto crecimiento, es difícil transferir equipos completos de expertos de pro-cesos a economías emergentes, o repro-ducir sus muchos años de experiencia en equipos nuevos, locales.Aunque ABB se esfuerza por enviar sus técnicos de proceso más experi-mentados a aquellas partes del mundo donde son más necesarios, o donde puedan conseguir el mejor resultado, el número de estos expertos no es suficiente para satisfacer la creciente demanda. Incluso si se encontraran suficientes expertos para cubrir el globo, aún tendrían dificultades para trabajar de forma homogénea, pues su experiencia, conocimientos y méto-dos variarían.
La creciente demanda de servi-cios de expertos de ABB también viene impulsada por el rápido creci-miento de econo-mías emergentes.
1 Las herramientas de servicio automatizadas de ABB aportan beneficios enormes a procesos muy diversos, como el fabricación de papel aquí ilustrado
Cuanto mejor se transforman los productos de ABB en procesos automáticos para el cliente, tanto mayor es la demanda de servicios de ABB de valor añadido.

15Acceso a los expertos en cualquier momento y en cualquier lugar
Caja de herramientas de servicioLos logros actuales de ABB en la optimi-zación de sistemas y procesos deben mucho al éxito de la primera herramienta automatizada de servicio y de sus nume-rosas sucesoras.La función principal de estas herramien-tas es recoger datos de los sistemas de control del proceso de forma rápida y uniforme y analizarlos para establecer in-dicadores de prestaciones clave (KPI), de los que se puedan extraer conclusiones. Las herramientas normalizan y automati-zan metodologías menos estructuradas y permiten que técnicos con distintos nive-les de experiencia recojan y analicen da-tos, de forma que tengan significado. Esto supone un avance importante para poder asegurar la repetibilidad.El desarrollo inicial de herramientas auto-matizadas de servicio, que abordaba aspectos de procesos de los clientes en un sector y lugar geográfico, llevó al desarrollo de otras herramientas que tra-taban aspectos de procesos de clientes para diversos sectores y lugares. Estas herramientas incluyen:− Analizador de MD: ofrece un análisis
automatizado de los controles de procesos que controlan parámetros lineales (o “en la dirección de la máquina”) de un proceso de produc-ción.
− Analizador de CD: ofrece un análisis automatizado de los controles de procesos que controlan parámetros transversales (o “en dirección trans-versal”) de un proceso de producción.
− AGP500 (“Obtención de datos de medición de procesos”): proporciona
un análisis automatizado de los datos obteni-dos por instru-mentos o senso-res en línea, que miden parámetros del proceso que
se pueden controlar de forma automática.
− DL300 (“Registrador de datos”): utilizado durante las transiciones (tales como cambios de calidad) para presentar sucesos discretos. Recoge datos constantemente en una memoria tampón de forma que cuando se produce un suceso discreto, la herramienta retiene datos importantes de antes y después de éste para analizar con más funda-mento el origen del problema.
Cuando se crearon estas herramientas por primera vez, el historial de ABB como empresa de productos hizo que no cen-trara su atención en los servicios como una oportunidad de negocio de alto creci-miento. Fue el deseo de proteger la base instalada de ABB, más que el de incre-mentar los servicios, lo que motivó las in-versiones iniciales en estas herramientas de servicio automatizadas. Los resulta-dos de la primera herramienta de servicio automatizada fueron tan sorprendentes que muy pronto se cambió esta actitud.Las herramientas de servicio se diseña-ron como respuesta directa a las necesi-dades del cliente para la solución de los problemas del proceso, incluso si no siempre los clientes preveían exacta-
mente cómo podían ayudar estas herra-mientas. Muchos clientes tienden a per-cibir sólo los puntos problemáticos de sus procesos, y se centran exclusiva-mente en solucionar ese problema.Un mejor enfoque es determinar y resol-ver el origen del problema, a fin de pro-porcionar una solución a largo plazo. Las herramientas de servicio automatizadas de alto nivel descubren ese origen para que los expertos de ABB puedan corre-gir de forma permanente los problemas del proceso ➔ 1.
Las herramientas recogen datos de los sistemas de control del proceso de forma rápida y uniforme y los analizan para establecer KPI.
El número de expertos de ser-vicio no es suficiente para sa-tisfacer la creciente demanda.
2 ServicePort aporta repetibilidad al servicio experto

16 revista ABB 2|12
se ahorrarían el tiempo y los gastos de viaje. El análisis también se podría llevar a cabo con mayor frecuencia y de forma regular programada, de acuerdo con las necesidades del cliente.Al principio, los clientes se mostraban cautelosos. La conexión remota a sus sistemas se interpretaba como un riesgo para la seguridad de sus datos. Pero el equipamiento único ya estaba conec-tado al proceso en la planta del cliente. Se diseñó el interfaz remoto para que conectarse únicamente a este equipo y obtener datos del mismo sin conectar directamente con el proceso del cliente. Los datos del cliente están protegidos. Además, a los clientes se les dio la posi-bilidad de decidir el nivel de seguridad aplicado.Se utilizó este enfoque para realizar aún más análisis e investigación de proble-mas para el cliente con un coste menor, y aumentó el valor para los clientes y para ABB.Los clientes gastaban menos para recibir más de lo que habían pedido y ABB podía proporcionar un análisis de alto nivel a un mayor número de clientes sin necesidad de sobrecargar demasiado a sus expertos de servicio.Así surgió el dispositivo de prestación de servicio ServicePort de ABB ➔ 2.
El equipo único que agilizó la conexión al proceso y la recogida de datos ya existía como parte de una “caja de herramien-tas” del experto de procesos de ABB.El dispositivo no se había diseñado para que se quedara en la planta del cliente. Pero cuando se vio que la mejor manera de satisfacer las necesidades de los clientes era que este equipo se quedara en sus instalaciones y recoger y analizar los datos a distancia, puede decirse que se produjo la primera prueba sobre el terreno de lo que iba a convertirse en el
ServicePort.Después de que la prueba inicial por los clientes de este concepto indicara una gran acepta-ción en el merca-do, comenzó la ingeniería de ser vi-cios de optimiza-ción a distancia para la repetibili-dad. En última ins-
tancia, el producto entregado debía incluir el equipo único de conexión/reco-gida, diseñado para un fácil acceso y
Prestación a distanciaLos expertos de procesos de ABB han estado yendo de un sitio a otro con las herramientas automatizadas de servicio y el equipo de conectividad único nece-sario para agilizar la recogida de datos del cliente. Pero si este equipo único se dejara en la planta del cliente, el experto podría acceder a los datos y analizarlos a distancia y resolver el problema del
cliente sin necesidad de desplazarse. De hecho, el problema podría resolverse con más rapidez y a menor coste, ya que
Estas herramientas vigilan los paráme-tros del proceso e identifican automática y rápidamente los sucesos y las situacio-nes que requieren atención. Antes, los expertos de procesos con mucha expe-riencia habrían tenido que recoger, filtrar y analizar cantidades enormes de datos para lograr resultados similares.Algo contradictoriamente, mientras estas herramientas automatizadas de servicio aliviaron la presión que requería que expertos experimentados se encon-traran en las instalaciones del cliente durante mucho tiempo, la demanda cre-ciente de nuevos y mejores análisis ha creado, a su vez, la necesidad de que haya más expertos en la planta para llevarlos a cabo. Esta necesidad aumen-tó todavía más con el crecimiento de las economías emergentes. Además, des-pués del éxito en la resolución de proble-mas, el cliente ha solicitado, muy a menudo, más de estos servicios. Hacían falta más ideas para seguir satisfaciendo las demandas de los clientes.
La principal ventaja de Servi-cePort es la optimización fácil y rápida por parte de expertos de ABB de alta calidad, en cualquier momento y desde cualquier parte del mundo.
3 ServicePort agrupa varias herramientas para el servicio experto.
17
vice-Port de ABB para disponer de un apoyo a distancia para el diagnóstico y la solución de problemas que fuera seguro y a demanda.Empleando una versión beta de Service-Port, los especialistas de ABB pudieron supervisar y resolver los problemas efi-cazmente a distancia cuando hizo falta, con un considerable ahorro de tiempo y dinero.Además, ABB ha ayudado a la fábrica de Cowpens a aumentar la calidad del pro-ducto disminuyendo considerablemente su variabilidad (el gramaje básico medio del papel 2-Sigma está por debajo de 0,5 y su nivel medio de humedad por debajo de 2). Manteniendo una calidad elevada se han eliminado las quejas del cliente y la producción ha aumentado, y la fábrica de Cowpens obtiene los bene-ficios económicos buscados por la empresa.
Ampliación de las aplicacionesAl igual que sucede con muchos produc-tos de éxito, surgen constantemente otras aplicaciones y oportunidades para ServicePort. Por ejemplo, cada sistema de control vendido por ABB incluye un ordenador personal con herramientas de configuración del sistema. A cambio de un pequeño coste añadido, las herra-mientas de configuración del sistema podrían entregarse en ServicePort, pro-porcionando así unas importantes herra-mientas de instalación y puesta en servi-cio inicial en el mismo dispositivo, que posteriormente se pueden utilizar para la optimización a distancia del sistema y del proceso, una vez que la planta esté en funcionamiento normal.Actualmente otras aplicaciones forman parte del diseño. El ServicePort se deno-mina a veces “caja del cable” debido a su parecido con los equipos de TV por cable: en el aparato entra una corriente de datos que se divide en muchos “canales ”.ABB está creando nuevos canales de contenido, entre ellos:− Configuración del sistema− Mantenimiento preventivo y correctivo− Programación de servicios− Seguimiento de órdenes de trabajo− Gestión y pedido de repuestos− Optimización del sistema− Optimización de procesos− Control del estado− Notificación de sucesos− Servicios de apoyo
conexión por parte de los clientes. Dado que un aspecto deseable de este equipa-miento único es su portabilidad (es decir, la facilidad de conexión a diversos proce-sos en diferentes partes de la planta de un cliente), la versión del cliente incorpo-ra una estación de conexión en el Servi-cePort. Mientras que las herramientas automatizadas de servicio eran algo que podía residir a distancia, se decidió que esta herramienta de portabilidad estuvie-ra en el ServicePort para ofrecer la máxi-ma flexibilidad de captura y análisis de datos de forma remota y en la planta ➔ 3.
Una solución rentable gana en el negocio de la fabricación de papelLa fábrica de cartón ondulado 100% reciclado de U.S. Corrugated es una de las actividades papeleras más ecológi-cas del mundo. La fábrica, situada en Cowpens, Carolina del Sur, recicla y reutiliza toda el agua empleada, y man-tiene la que utiliza en el proceso aislada
de corrientes de agua, ríos y alcantarillas locales. Ganadora de muchos premios medioambientales, la fábrica también evita que los desagradables olores de la producción de papel se propaguen por los alrededores utilizando gas natural y electricidad para generar el vapor desti-nado al proceso de secado del papel.La fábrica utiliza el sistema de control distribuido (DCS) de ABB para auto-matizar sus procesos de producción, y U.S. Corrugated ha incorporado recien-temente sistemas avanzados de control de calidad (QCS) de ABB para asegurar la calidad del producto. Tras la instala-ción, la fábrica consultó con ABB cómo podrían reducir los costes de prestación de servicios pero manteniendo la optimi-zación del rendimiento del proceso.Debido al enfoque de ABB, que propor-ciona un servicio de optimización modu-lar y flexible, U.S. Corrugated eligió Ser-
Acceso a los expertos en cualquier momento y en cualquier lugar
El servicio a distan-cia realiza más análisis de proce-sos y solución de problemas para los clientes con un coste menor.
Las herramientas hacen más fácil y más rápida la de-tección de proble-mas en los proce-sos para los técnicos de pro-ceso con menos experiencia.
Está en proceso de decisión el paquete de contenido inicial para el lanzamiento formal (siguen funcionando versiones beta en diversos emplazamientos de clientes; el lanzamiento formal está a la espera de la aprobación de las patentes).
El servicio a distancia beneficia a los clientes y a ABBPara los clientes, la ventaja principal de ServicePort es la optimización sencilla y rápida de sistemas y procesos por expertos de ABB en cualquier momento, desde cualquier parte del mundo. Para ABB, ServicePort ayuda a satisfacer la demanda creciente por los clientes de ese tipo de servicios.Culturalmente, ServicePort cambia la interacción del servicio entre clientes y ABB.ServicePort actúa como una “caja de TV por cable” que ofrece acceso sencillo a una amplia gama de servicios que los clientes quizá no hayan utilizado jamás anteriormente y les facilita la evaluación y adquisición de servicios. Su capacidad para recoger y evaluar datos del sistema y del proceso desde sistemas de la com-petencia aumenta las opciones de servi-cio para los clientes y el atractivo de ABB como proveedor de servicios. Este nivel y variedad de disponibilidad de servicios y acceso optimiza los ciclos de vida de la automatización de procesos de ABB, lo que es bueno para el éxito a largo plazo de los clientes y también para ABB.
kevin Starr
ABB Process Automation LifeCycle Services
Westerville, OH, Estados Unidos
18 revista ABB 2|12
MICHAEL WASILETSCHkO – Pocas personas no estarán de acuerdo con quien asuma la responsabilidad de su propio consumo de energía, y sea plenamente consciente de él, mejorará su uso. Mejoras pequeñas, cuando se acumulan en muchas de esas personas, pueden tener una repercusión importante y positiva en la conservación de los recursos y la reducción de los gases de efecto invernadero. Pero, ¿cuántas personas pueden indicar con cierto grado de precisión la cantidad de agua, gas, gasolina o electricidad que consumieron ayer? Muy pocas, y esto se debe a que es difícil que una persona pueda obtener los datos correspondientes e interpretarlos de manera que tengan sentido. La nueva gama de productos de BuschJaeger va a cambiar ahora esta situación. Los sistemas BuschEnergyControl®, BuschEnergyDisplay® y BuschComfortPanel®, junto con la pasarela de datos de energía, presenta a cada consumidor una visión sin precedentes de su comportamiento de consumo y le permite optimizar personalmente su presupuesto de energía.
Una tecnología galar-donada que ofrece una perspectiva sin precedentes del uso de la energía
El control de la energía al alcance de la mano

19El control de la energía al alcance de la mano
a las pantallas del edificio con fines infor-mativos y de control.La pasarela de datos de energía MUC-C (controlador multiservicios y de comuni-caciones), con su diseño MDRC modular clásico (componentes modulares de raíl DIN), puede recoger todos los datos de consumo, por ejemplo de electricidad, gas, agua y calefacción, y se presenta en cuatro versiones, cada una de ellas adap-tada a un método diferente de comunica-ción con el proveedor de energía ➔ 1.
Como medio de comunicación se pueden utilizar las redes de electricidad y de telefonía móvil, además de la radio. La pasarela se configura en el lugar de instalación según la circunstancias parti-culares, por ejemplo, el número de con-tadores de gasolina, gas, agua y electri-cidad, y se optimiza para que se adapte a las necesidades del cliente.El MUC-C funciona con cualquiera de las nuevas pantallas: Busch-EnergyControl, Busch-EnergyDisplay o el panel galardo-nado Busch-ComfortPanel. De esta for-ma, se pueden definir cuatro configura-ciones, cada una de las cuales garantiza la transparencia de la energía y abre todas las posibilidades de la moderna gestión energética.
BuschEnergyDisplay: lo tiene en cuenta todoEl equipo compacto Busch-EnergyDis-play encaja en cualquier caja de empo-trar estándar y se comercializa para casi toda la gama de conmutadores Busch-Jaeger. En la pantalla retroiluminada de
E n los últimos años se ha produ-cido un aumento masivo de la energía eléctrica generada por fuentes renovables, y todos los
indicios sugieren que esta tendencia continuará. Los cambios de infraestruc-turas y de actitud que acompañan a esta transformación casi exigen una modifi-cación en consonancia del comporta-miento de los consumidores. El consu-midor de energía no debe seguir desconociendo la cantidad de energía que consume, cuándo la consume y a qué precio. En la actualidad, muy pocas personas pueden decir cuánta agua, gas, gasolina o electricidad consumen, o si consumen estos productos en mo-mentos de pico o de valle. La razón es que los datos necesarios no son de fácil acceso individual.Todos esto cambia con los nuevos Busch-EnergyControl, Busch-EnergyDis- play y Busch-ComfortPanel, junto con la pasarela de datos de energía (MUC-C).
Medición rigurosamente modernaLos días de los contadores clásicos de agua y electricidad llegan a su fin. La medición inteligente es ahora el método escogido para captar los datos de con-sumo de energía de un edificio. Los con-tadores inteligentes recogen los valores del consumo y los envían directamente al proveedor con fines de facturación, y
1 Conexión eficaz entre el proveedor de energía y el usuario final: pasarela de datos de energía (MUCC) con el diseño REg clásico
En la actualidad, pocas personas pueden decir cuán-ta energía están utilizando, cuánto les cuesta o si es un momento pico o valle.
Imagen del título Control al alcance de la mano: la pantalla táctil TFT de alta resolución de 22,86 cm (9 pulgadas) del Busch-ComfortPanel controla y presenta los datos de los sistemas del edificio. También admite aplicaciones de Internet y de entretenimiento doméstico.
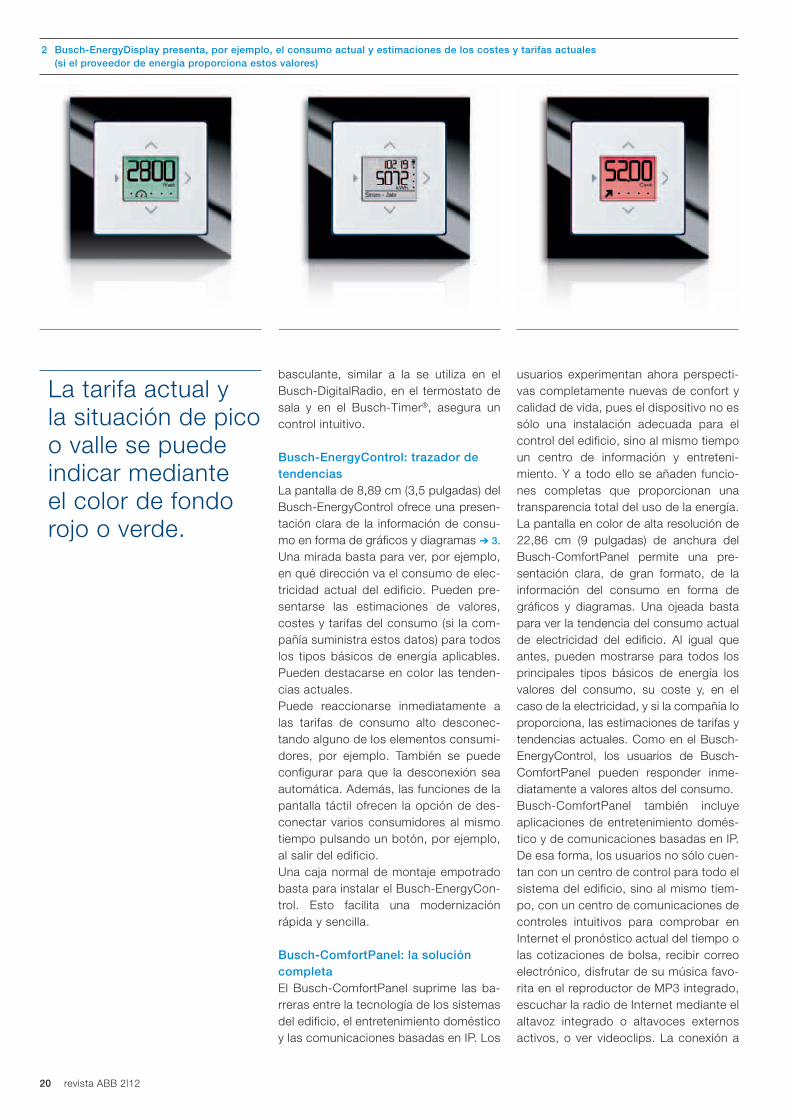
3,81 cm (1,5 pulgadas) se puede mostrar información sobre las principales formas de energía importantes para el hogar, así como las últimas estimaciones de costes y tarifas, siempre que el proveedor de energía preste este servicio ➔ 2.
La tarifa actual y la situación de pico o valle se puede indicar mediante el color de fondo rojo o verde. Además, el Busch-EnergyDisplay también se puede usar como interruptor o atenuador de luz.Debido a su armónica integración en el concepto de diseño de la gama de conmutadores Busch-Jaeger, el Busch-EnergyDisplay se adapta perfectamente a cada equipo y cada configuración par-ticular. La característica de conmutador
20 revista ABB 2|12
basculante, similar a la se utiliza en el Busch-DigitalRadio, en el termostato de sala y en el Busch-Timer®, asegura un control intuitivo.
BuschEnergyControl: trazador de tendenciasLa pantalla de 8,89 cm (3,5 pulgadas) del Busch-EnergyControl ofrece una presen-tación clara de la información de consu-mo en forma de gráficos y diagramas ➔ 3.
Una mirada basta para ver, por ejemplo, en qué dirección va el consumo de elec-tricidad actual del edificio. Pueden pre-sentarse las estimaciones de valores, costes y tarifas del consumo (si la com-pañía suministra estos datos) para todos los tipos básicos de energía aplicables. Pueden destacarse en color las tenden-cias actuales.Puede reaccionarse inmediatamente a las tarifas de consumo alto desconec-tando alguno de los elementos consumi-dores, por ejemplo. También se puede configurar para que la desconexión sea automática. Además, las funciones de la pantalla táctil ofrecen la opción de des-conectar varios consumidores al mismo tiempo pulsando un botón, por ejemplo, al salir del edificio.Una caja normal de montaje empotrado basta para instalar el Busch-EnergyCon-trol. Esto facilita una modernización rápida y sencilla.
BuschComfortPanel: la solución completaEl Busch-ComfortPanel suprime las ba-rreras entre la tecnología de los sistemas del edificio, el entretenimiento doméstico y las comunicaciones basadas en IP. Los
usuarios experimentan ahora perspecti-vas completamente nuevas de confort y calidad de vida, pues el dispositivo no es sólo una instalación adecuada para el control del edificio, sino al mismo tiempo un centro de información y entreteni-miento. Y a todo ello se añaden funcio-nes completas que proporcionan una transparencia total del uso de la energía.La pantalla en color de alta resolución de 22,86 cm (9 pulgadas) de anchura del Busch-ComfortPanel permite una pre-sentación clara, de gran formato, de la información del consumo en forma de gráficos y diagramas. Una ojeada basta para ver la tendencia del consumo actual de electricidad del edificio. Al igual que antes, pueden mostrarse para todos los principales tipos básicos de energía los valores del consumo, su coste y, en el caso de la electricidad, y si la compañía lo proporciona, las estimaciones de tarifas y tendencias actuales. Como en el Busch-EnergyControl, los usuarios de Busch-ComfortPanel pueden responder inme-diatamente a valores altos del consumo.Busch-ComfortPanel también incluye aplicaciones de entretenimiento domés-tico y de comunicaciones basadas en IP. De esa forma, los usuarios no sólo cuen-tan con un centro de control para todo el sistema del edificio, sino al mismo tiem-po, con un centro de comunicaciones de controles intuitivos para comprobar en Internet el pronóstico actual del tiempo o las cotizaciones de bolsa, recibir correo electrónico, disfrutar de su música favo-rita en el reproductor de MP3 integrado, escuchar la radio de Internet mediante el altavoz integrado o altavoces externos activos, o ver videoclips. La conexión a
2 BuschEnergyDisplay presenta, por ejemplo, el consumo actual y estimaciones de los costes y tarifas actuales (si el proveedor de energía proporciona estos valores)
La tarifa actual y la situación de pico o valle se puede indicar mediante el color de fondo rojo o verde.

21El control de la energía al alcance de la mano
Internet puede llevarse a cabo a través de una conexión por cable LAN, o de forma inalámbrica por WLAN.El dispositivo también se puede utilizar para comunicaciones VoIP Internet. La comunicación interna con otros Busch-ComfortPanels se efectúa mediante video teléfono con la cámara de vídeo inte grada. La cámara facilita la vigilancia de las habitaciones e incluso puede utilizarse para vigilar al bebé.
Control remotoLa comunicación por móvil con el Busch-ComfortPanel se establece mediante un servidor VNC (Virtual Net Computing). Se pueden emplear como mando a distancia un teléfono móvil, un ordenador portátil o un webpad. Todas las funciones que se encuentran en el panel pueden ahora controlarse cómodamente a través de la interfaz de usuario habitual. Todos los smartphones y ordenadores personales compatibles con VNC con un puerto Ethernet son adecuados para ello.
Cuadro de selecciónLa diversidad de funciones compatibles con el Busch-ComfortPanel se pueden
personalizar de forma individualizada. En el área del control de edificios, estas fun-ciones incluyen todas las de una “casa inteligente”, desde la calefacción y el aire acondicionado, pasando por la regula-ción de la iluminación y la protección del sol, hasta los mensajes de fallos y alar-mas. En la pantalla táctil se puede pre-sentar el plano de una casa, con imáge-nes simuladas de las habitaciones, incorporando conmutadores operativos integrados, como también se pueden in-cluir señales de vídeo de sistemas de vi-gilancia externos (por ejemplo, cámaras exteriores).
noble ganador de un premioEl Busch-ComfortPanel no sólo se dis-tingue en un sentido técnico: el sistema basado en colores Busch-ComfortPanel ha recibido el prestigioso premio “Red Dot: Best of the Best 2008”. Todos los elementos de control forman parte de un intuitivo concepto de uso basado en co-lores. Se apoya en un concepto cohe-rente orientado a los colores donde se asigna uno determinado a un área fun-cional: por ejemplo, iluminación, persia-nas, calefacción, o escenarios de ilumi-
Michael Wasiletschko
Busch-Jaeger Elektro GmbH
es miembro del Grupo ABB.
Lüdenscheid, Alemania
3 BuschEnergyControl tiene una gran pantalla de 8,89 cm (3,5 pulgadas) y presenta información sobre todos los tipos de energía relevantes El consumidor de
energía no debe seguir descono-ciendo la cantidad de energía que consume, cuándo la consume y a qué precio.
nación. Todas las funciones del área de iluminación reciben el color amarillo (que representa el sol y la luz); la calefacción es de color naranja (por el calor y el bien-estar); y el control de las persianas es azul (por la frescura y el color del cielo). El violeta o el magenta (colores de la ex-travagancia y el teatro) están asociados a los ambientes de iluminación. Es un código de etiquetado que se entiende internacionalmente y que no depende del idioma.En armonía con el movimiento creciente hacia una utilización más consciente de la energía, esta gama de productos da carta de naturaleza al usuario moderno de la energía y le permite supervisar y controlar su utilización de la energía. Equipado con esta nueva información, podrá optimizar sus costes de energía, reducir el consumo de recursos y dismi-nuir la huella de carbono.

22 revista ABB 2|12

23
AnDREAS SCHWADERER – La Selva negra de Alemania ha sido durante mucho tiempo famosa por su belleza natural y por la limpieza de sus aguas y su aire. También tiene una tradición de artesanía de precisión que se remonta a muchos siglos, con productos tales como los relojes que son famosos en todo el mundo. Este elevado nivel de destreza mecánica y precisión representa una fuerza que comparten los robots de ABB. Ver a estos robots trabajando en una fábrica tradicional de cerveza de la Selva negra puede ser insólito, pero acorde con la cultura de la precisión. La cervecería Rothaus, donde se produce la famosa cerveza “Tannenzäpfle”, utiliza cuatro robots ABB en labores de manipulación y embalaje.
Los robots de ABB ayudan a una tradicional fábrica de cerveza de la Selva Negra
Robots rojos en la casa roja
Imagen del título Uno de los dos robots IRB 6640 de la fábrica de cerveza manipulando barriles.
Robots rojos en la casa roja
rísticas botellas envueltas en papel de plata con una etiqueta que muestra a una muchacha alemana se conocen en toda Alemania y en otros países. A pesar de sus más de dos siglos de antigüedad, la cervecería está equipada con la tec-nología más avanzada, que incluye cua-tro robots ABB encargados de manipular los barriles y cajas de cerveza.
En la planta de producción, la escena parece extraída de un ballet tecnológico coreografiado con delicadeza y preci-sión. Un robot ABB se inclina graciosa-
E n lo alto de la Selva Negra, en el sudoeste de Alemania, se halla la fábrica de cerveza Rothaus (“casa roja”), de 221
años de antigüedad ➔ 1. La cerveza que se fabrica aquí es desde hace mucho tiempo objeto de culto entre los bebedo-res de cerveza alemanes, y sus caracte-

24 revista ABB 2|12
lavar, desde una paleta de madera hasta una cinta transportadora. Diez minutos
después, su compañero apila con cuida-do los barriles ahora completamente limpios y llenos ➔ imagen del título. Los dos camaradas de armas están pintados
mente hacia adelante y toma por la “cin-tura”, con tanta suavidad como firmeza, un barril de acero inoxidable al que a continuación hace girar delicadamente 90 grados para colocarlo con cuidado, invertido, en la zona de embalaje. Duran-te muchos años, la manipulación de los barriles se realizó a mano, y más tarde, con una complicada grúa de pórtico. Ahora, dos robots idénticos IRB 6640 de ABB ➔ 2 desempeñan esta labor con la precisión de un reloj y con mucho menos aparato. La variante especial de robot Foundry Plus 2 se adapta de forma ideal a las condiciones de trabajo de la fábrica de cerveza. Uno de ellos traslada los barriles de acero inoxidable vacíos, sin
del fogoso rojo Rothaus RAL 3000, como todos los demás equipos móviles
de la cervecería. “No pueden ser más fiables ni más parcos en mante-nimiento”, declara Robert Jäger, en-cargado de la ope-ración de llenado de cerveza, “y, además, en com-paración con la
anterior grúa de pórtico, ocupan mucho menos sitio”.
1 De monjes a ministros
La fábrica de cerveza Rothaus State Brewery fue fundada en 1791 por monjes del cercano monasterio de San Blasien. Cerca de la “la casa roja”, situada por encima de la pintoresca ciudad de Grafenhausen, había agua de manantial y madera suficientes para alimentar la producción de cerveza, tan consumidora de agua y energía. Tras el cierre del monasterio, la propiedad pasó al Gran Ducado de Baden en 1806. Más tarde fue adquirida por el estado, en cuya propiedad permanece. La célebre figura estilizada de una muchacha, apenas modificada desde los años sesenta, se conoce como “Birgit Kraft”, por la pronunciación en alemán de “Bier gibt Kraft” (la cerveza fortalece).
Con una producción anual de 840.000 hecto- litros, la Badische Staatsbrauerei Rothaus AG es una de las mayores de la región de Baden-Württemberg.
2 El IRB 6640
Un robot fuerte para una diversidad de aplicaciones El IRB 6640 se presenta con diferentes longitudes de brazo y capacidades de manipulación. El robot puede doblarse hacia atrás totalmente y tiene un campo de trabajo amplio que le permite adaptarse a líneas de producción con espacio restringido. Los campos de aplicación típicos son la manipulación de materiales, la atención de máquinas y la soldadura por puntos. El robot también está disponible con distintas opciones para distintos entornos de trabajo, tales como Foundry Plus 2, Foundry Prime 2 y Clean Room.
Carga útilLa carga útil máxima es de 235 kg, lo que hace que el robot sea adecuado para muchas aplicaciones de manipulación de materiales pesados. El robot también prosigue la tradición de ABB de soportar una inercia extraordinaria, lo que le permite manejar no sólo piezas pesadas, sino también de gran tamaño. La resistencia a los choques es otra característica estimada de los robots de ABB.
Mantenimiento fácilCavidades más simples para entrada de las horquillas de izado y más espacio en la base del robot permiten un mantenimiento fácil.
Mejores características del recorridoEl IRB 6640 trabaja con la segunda generación de True-Mover™ y QuickMove™. Esto permite al robot un movimiento de gran precisión, lo que se traduce en menos tiempo para la programación y mejor resultado del proceso. Este software supervisa asimismo las cargas internas del robot, lo que significa un menor riesgo de sobrecargas y una mayor duración del robot.
Características de seguridad pasivaLas características de seguridad pasiva incluyen identificación de la carga, topes mecánicos móviles, EPS (conmutadores de posición electrónicos) y una estructura rígida de acero.
Un robot IRB 6640 “ayuda” a la máquina embaladora auto-mática en la que una caja de 24 botellas se reembala en cuatro paquetes de seis.

25
Por razones de seguridad durante el transporte, las cajas de cerveza se unen en grupos de cuatro cajas de anchura por dos de fondo. La retirada de la cinta de seguridad es el trabajo del cuarto miembro del equipo de robots de ABB: el pequeño IRB 140 ➔ 4.
Con su tamaño reducido, en compara-ción con el de sus colegas, es una espe-cie de bonsai de los robots industriales, pero sigue siendo muy capaz.
El jefe de proyecto Ralf Krieger, que tam-bién está encantado con los productos de ABB, dice “Como los dos robots del área de llenado, estos dos también
En paquetes de a seisSólo el 10 por ciento de la cerveza Rothaus acaba en barriles; el resto va a las atractivas botellas que tanto gustan a los bebedores de cerveza a lo largo y ancho del país. Una de cada ocho cerve-zas embotelladas se vende en paquetes de seis, y aquí, de nuevo, un robot de ABB echa una mano. Desde 2005, un robot IRB 6640 “ayuda” a la máquina embaladora automática en la que una caja de 24 botellas se reembala en cuatro paquetes de seis. El fuerte brazo levantador de cerveza del IRB 6640 mueve sin esfuerzo su carga de 142 kg a una cinta transportadora ➔ 3.
Robots rojos en la casa roja
empezaron a prestar servicio en muy poco tiempo”.
Éstas son palabras que a los miembros del equipo de ABB les gusta escuchar; quizá las celebrarán brindando con algu-nas de esas atractivas botellas recubier-tas con papel de plata.
Andreas Schwaderer
ABB Corporate Communications
Mannheim, Alemania
Un robot IRB 6640 de ABB coloca barriles vacíos en la cinta transporta-dora; en el otro extremo de la cinta, un modelo idéntico apila las unidades limpias y llenas.
4 El IRB 140, más pequeño, colabora con el mayor IRB 6640 en la célebre Rothaus
3 Un robot IRB 6640 ayuda a la máquina embaladora

26 revista ABB 2|12
DAVID MARSHALL – Los procesos industriales automatizados actuales de las industrias manufactureras son muy distintos de la inolvidable descripción que hiciera Charlie Chaplin de un trabajador que lucha desesperadamente por mantener el ritmo de una línea de montaje en la clásica película de 1936 “Tiempos modernos”. ABB fue la primera empresa en presentar un robot totalmente eléctrico y controlado por microprocesador en 1974. Desde entonces, el papel de los robots industriales en la fabricación no ha dejado de aumentar y de contribuir a la productividad y la seguridad de estas industrias. ABB es un proveedor destacado de robots industriales, con más de 200.000 instalaciones en todo el mundo. En consonancia con el concepto de “predicar con el ejemplo”, ABB no sólo fabrica robots para su uso en la industria, sino que también utiliza robots para fabricar sus propios productos. Un ejemplo de este tipo es ABB ElektroPraga, de Chequia, que emplea robots IRB 140 de ABB en la fabricación de sus bases de enchufe dobles.
ABB está usando sus propios robots IRB 140 para aumen-tar la productividad, mejorar la calidad y reducir costes en sus propias fábricas
Introspección
26

27Introspección
Tecnología adaptableLa flexibilidad del IRB 140 ha llamado la atención en otras partes de la planta de producción. Cuando se presentaron difi-cultades con el suministro de material en otra línea de montaje de interruptores, se resolvió el problema instalando otro IRB 140 enlazado con un sistema de visión. Esta solución se había aplicado anteriormente para resolver un problema de fabricación en otra estación de sumi-nistro de material de la planta. Ahora, los pequeños bastidores metálicos se sumi-nistran de forma fiable. La utilización de un solo robot aumentó la producción de la línea en un 15 por ciento.
La adaptabilidad es una de las razones del éxito del IRB 140. Otra es su facilidad de uso: una vez configurado el software, los operarios no necesitan más que unas pocas horas de formación.
Todos los brazos mecánicos tienen protección IP67 total, lo que permite una fácil integración del IRB 140 en una amplia gama de aplicaciones.
David Marshall
ABB Robotics
Milton Keynes, Reino Unido
Imagen del título El IRB 140 en acción: tres de estos robots de seis ejes pueden procesar 8.500 piezas en un turno de ocho horas y necesitan un solo operario.
de cambiar la variante del producto hasta 30 veces por semana, lo que se traduce en una “producción por encargo” flexible.
La unidad de producción incorpora tres cámaras digitales, una solución ideal para aplicaciones de creación de imagen, tales como montajes de alta velocidad o ins-pección de semiconductores. Las cáma-ras funcionan con software Cognex Vision Pro, que admite la coordinación de los robots y hace posible que los brazos “tomen y coloquen” componentes en cada punto del proceso de montaje.
Mayor productividadComo solamente precisan un operario, tres robots trabajan dos turnos de ocho horas al día. El tiempo de ciclo es de sólo 2,3 s por enchufe, y los robots procesan 8.500 bases de enchufe doble por turno. Antes de la automatización, cada turno precisaba hasta nueve personas para procesar 950 unidades por persona.
Los robots IRB 140 disponen de sofisti-cados sistemas de control que permiten la programación de diversas tareas. Puede incluirse cualquier número y prác-ticamente cualquier tipo de inspección visual dentro del ciclo, cambiando sim-plemente los parámetros del robot y los programas de PLC.
Las interrupciones o los errores se pre-sentan en el monitor del operario, que indica exactamente cuál es el problema y dónde se ha producido, lo que permite reducir los tiempos de inmovilización al mínimo absoluto.
A dquirida por el Grupo ABB en 1993, Elektro-Praga (aho-ra ABB Elektro-Praga) está especializada en accesorios
de instalaciones eléctricas tales como disyuntores, interruptores, enchufes y productos de control para baja tensión. Para mejorar la calidad de sus productos, potenciar la productividad y reducir los costes, ABB ha instalado una nueva línea de producción en la fábrica de Jablonec nad Nisou en la República Checa para la línea Tango de fabricación de bases de enchufe dobles de la empresa. El sistema de producción incorpora tres robots de ABB de 6 kg de capacidad industrial.
Una pequeña maravillaEl robot IRB 140 ➔ 1–2 es compacto y está alimentado por una unidad de con-trol de movimientos de altas prestacio-nes. Todas las máquinas de seis ejes cuentan con aceleración rápida y capa-cidad de carga elevada. El robot com-pacto es excepcionalmente rápido, pre-ciso y potente. Tiene uno de los tiempos de ciclo más reducidos (de sólo 0,77 s) de los robots articulados.
En el futuro, la fábrica se propone utilizar la misma unidad de producción para otras cuatro líneas de productos por lo menos. El ajuste de la línea de produc-ción dura 10 minutos o menos, y se pue-
27
1 Resumen del IRB 140 2 El IRB 140 Foundry Plus
– Carga útil de 6 kg, alcance esférico de 810 mm con rotación de 360 grados, aceleración rápida y una gran envolvente de trabajo.
− Puede suspenderse en cualquier ángulo y permite una integración flexible, fácil y rentable.
− Trabaja con el controlador de robots IRC5 más reciente.
− Dos interfaces Ethernet permiten integrar PC para seguimiento de procesos, información de la producción y ajustes de programas.
− El lenguaje de software abierto y la configura-bilidad del sistema permiten agregar nuevas funciones.
− Los brazos tienen un grado de protección IP67.− La opción de detección de colisiones con
retracción en todo el recorrido hace al robot fiable y seguro.
− La tecnología TrueMove y QuickMove de segunda generación garantiza la precisión de recorrido, la posición y la velocidad.

28 revista ABB 2|12

29Red de CC embarcada
mantenga una maniobra segura en caso de cualquier fallo aislado.En ciertos casos, las ventajas de la distri-bución de CC incluyen menores pérdidas A
l diseñar el nuevo sistema, ABB examinó toda la cadena de suministro eléctrico de transformaciones de energía
en los buques e identificó un caso para utilizar la distribución de CC en lugar del sistema clásico de CA.Se han incorporado dos principios cru-ciales empleados durante mucho tiempo en los sistemas de distribución de CA para conformar la filosofía de la estructu-ra de la red de CC embarcada: el perso-nal y los equipos deben estar protegidos en caso de fallos y se debe asegurar una selectividad adecuada 1, de forma que se
JAnFREDRIk HAnSEn, JOHn OLAV LInDTJøRn, TOR ARnE MykLEBUST, kLAUS
VAnSkA – Piense en un Mac de Apple, una silla de Le Corbusier, una casa de Frank Lloyd Wright. Todos ellos son diseños limpios, elegantes, sencillos. Todos ellos son diseños que toman un elemento existente y crean algo innovador. ABB ha hecho precisamente eso con su red de CC embarcada para la distribución de energía eléctrica, y ha creado el sistema más flexible hasta hoy de electricidad y propulsión naval. El sistema reúne los diversos enlaces de CC de todo el buque y distribuye la electricidad por medio de un único circuito de 1.000 V de CC, y elimina de esa forma la necesidad de cuadros de distribución principales de CA, rectificadores distribuidos y transformadores convertidores. La red de CC embarcada combina lo mejor de los componentes y sistemas de CA y de CC, cumple completamente las normas y los reglamentos sobre selectividad y protección de equipos, puede usarse para cualquier aplicación eléctrica naval hasta 20 MW y trabaja a una tensión nominal de 1.000 V de CC. Lo mejor de todo: la red de CC embarcada de ABB aumenta la eficiencia energética de un buque hasta en un 20 por ciento y reduce la ocupación de espacio y el peso de los equipos eléctricos hasta en un 30 por ciento.
El diseño más reciente para sistemas eléctricos y de propulsión navales
Red de CC embarcada
Imagen del título Los buques de apoyo para trabajos en alta mar, como el MT 6022 cuyo diseño se muestra aquí, son los principales candidatos para el sistema de red de CC de a bordo.
nota a pie de página1 En el caso de un fallo de un componente o
subsistema, la selectividad significa (a un nivel funcional) que sólo el componente o subsiste-ma averiado se verá afectado y retirado del funcionamiento.
30 revista ABB 2|12
bución de CA, rectificadores distribuidos y transformadores convertidores ➔ 2.
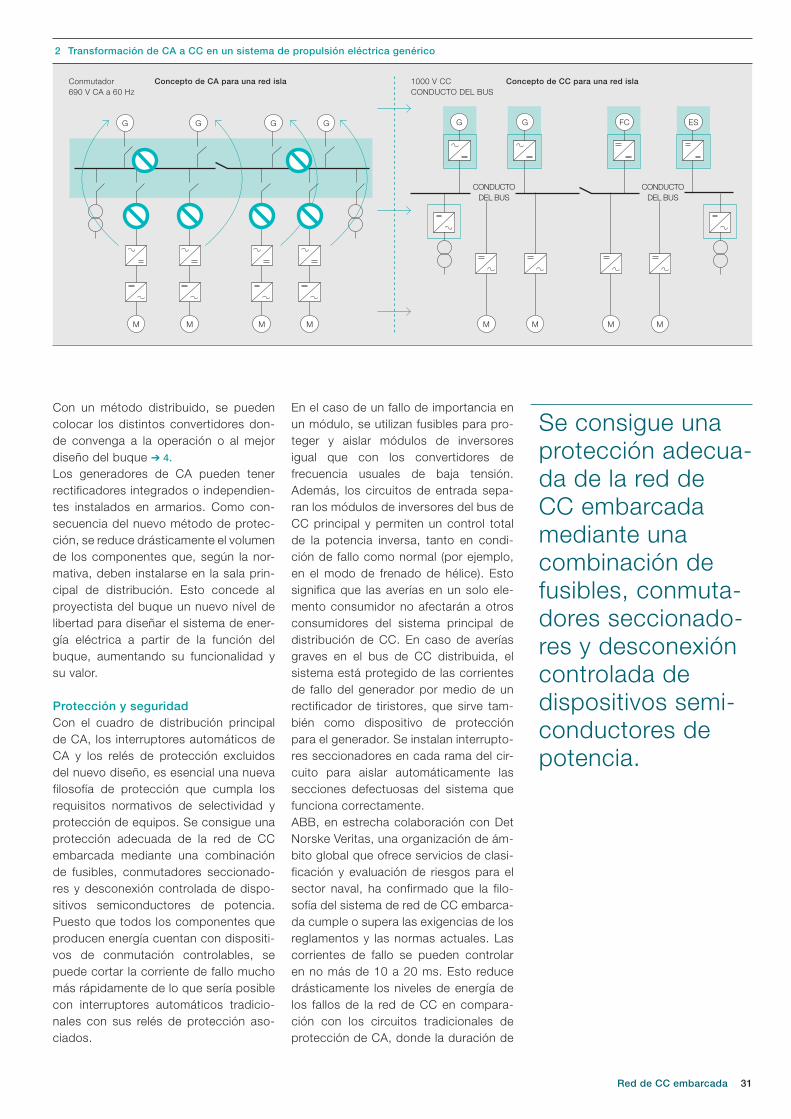
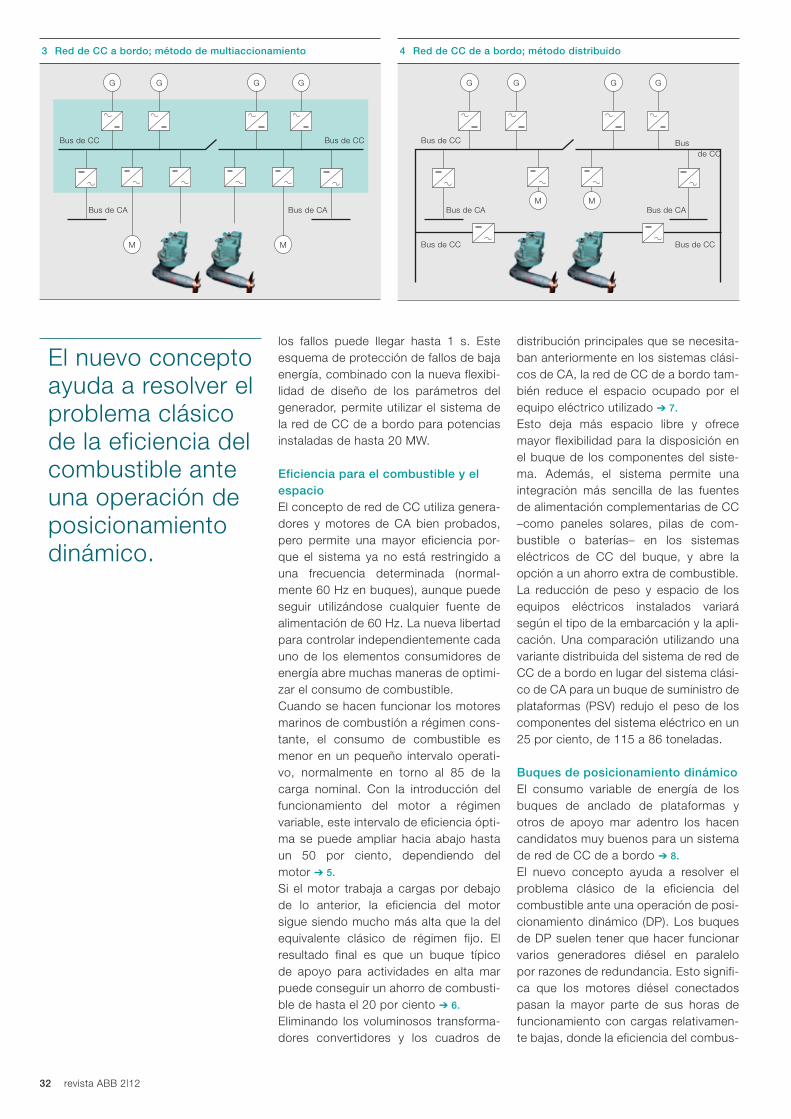
Toda la energía eléctrica generada ali-menta, directamente o mediante un rec-tificador, un bus común de CC que la distribuye a los elementos consumidores de a bordo. Cada consumidor principal es alimentado por una unidad de inver-sor separada. En los casos en que se siga necesitando una red de distribución de CA, como los servicios de alojamien-to 2 de 230 V, se alimenta utilizando con-vertidores aislados, desarrollados por ABB para alimentar con energía limpia estos circuitos más sensibles. Pueden añadirse a la red de CC otros converti-dores para almacenamiento de energía en forma de baterías o superconden-sadores para nivelar variaciones de potencia.Se ha remodelado el sistema de forma que se sigan pudiendo utilizar la mayoría de los productos bien probados de los buques eléctricos actuales, tales como generadores de CA, módulos inversores y motores de CA.La red de CC de a bordo puede configu-rarse de varias formas distintas. Con un enfoque centralizado, todos los módulos de convertidor se encuentran en una o varias alineaciones múltiples dentro del mismo espacio que ocupaban los princi-pales cuadros de distribución de CA ➔ 3.
globales y menos problemas de distor-sión por armónicos. Pero históricamente ha habido dificultades con la distribución de CC, principalmente sobre la forma de alcanzar una total selectividad y protec-ción de equipos, de forma similar a la dis-tribución en CA. Las corrientes de CA son, por su propia naturaleza, más fáci-les de cortar debido a que pasan siempre por cero cada medio ciclo. Hay interrup-tores automáticos de CC pero son más complejos, más grandes y más caros que los comparables de CA.ABB superó estas dificultades rompien-do con la filosofía clásica de protección donde la selectividad se consigue me-diante una configuración de interrupto-res automáticos coordinados y aprove-chando en su lugar las oportunidades que ofrecen los componentes electróni-cos de potencia en el sistema de red de CC de a bordo.
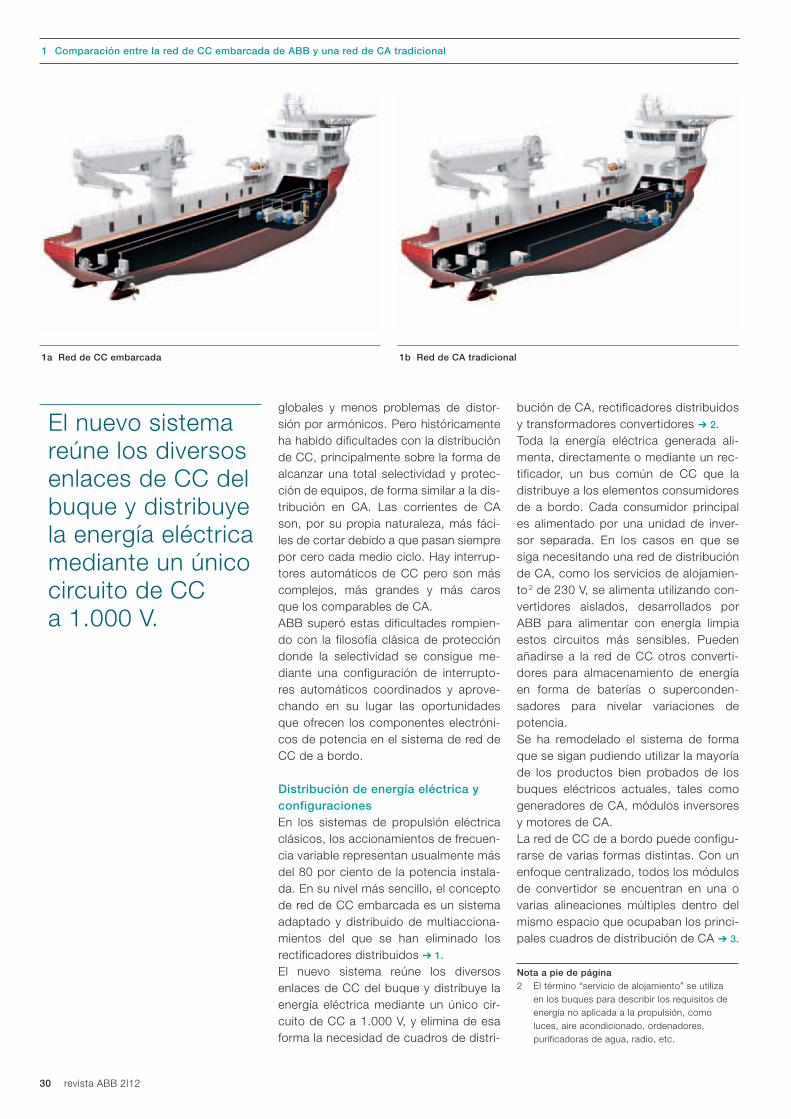
Distribución de energía eléctrica y configuracionesEn los sistemas de propulsión eléctrica clásicos, los accionamientos de frecuen-cia variable representan usualmente más del 80 por ciento de la potencia instala-da. En su nivel más sencillo, el concepto de red de CC embarcada es un sistema adaptado y distribuido de multiacciona-mientos del que se han eliminado los rectificadores distribuidos ➔ 1.
El nuevo sistema reúne los diversos enlaces de CC del buque y distribuye la energía eléctrica mediante un único cir-cuito de CC a 1.000 V, y elimina de esa forma la necesidad de cuadros de distri-
1 Comparación entre la red de CC embarcada de ABB y una red de CA tradicional
El nuevo sistema reúne los diversos enlaces de CC del buque y distribuye la energía eléctrica mediante un único circuito de CC a 1.000 V.
nota a pie de página2 El término “servicio de alojamiento” se utiliza
en los buques para describir los requisitos de energía no aplicada a la propulsión, como luces, aire acondicionado, ordenadores, purificadoras de agua, radio, etc.
1a Red de CC embarcada 1b Red de CA tradicional
31Red de CC embarcada
En el caso de un fallo de importancia en un módulo, se utilizan fusibles para pro-teger y aislar módulos de inversores igual que con los convertidores de frecuencia usuales de baja tensión. Además, los circuitos de entrada sepa-ran los módulos de inversores del bus de CC principal y permiten un control total de la potencia inversa, tanto en condi-ción de fallo como normal (por ejemplo, en el modo de frenado de hélice). Esto significa que las averías en un solo ele-mento consumidor no afectarán a otros consumidores del sistema principal de distribución de CC. En caso de averías graves en el bus de CC distribuida, el sistema está protegido de las corrientes de fallo del generador por medio de un rectificador de tiristores, que sirve tam-bién como dispositivo de protección para el generador. Se instalan interrupto-res seccionadores en cada rama del cir-cuito para aislar automáticamente las secciones defectuosas del sistema que funciona correctamente.ABB, en estrecha colaboración con Det Norske Veritas, una organización de ám-bito global que ofrece servicios de clasi-ficación y evaluación de riesgos para el sector naval, ha confirmado que la filo-sofía del sistema de red de CC embarca-da cumple o supera las exigencias de los reglamentos y las normas actuales. Las corrientes de fallo se pueden controlar en no más de 10 a 20 ms. Esto reduce drásticamente los niveles de energía de los fallos de la red de CC en compara-ción con los circuitos tradicionales de protección de CA, donde la duración de
Con un método distribuido, se pueden colocar los distintos convertidores don-de convenga a la operación o al mejor diseño del buque ➔ 4.
Los generadores de CA pueden tener rectificadores integrados o independien-tes instalados en armarios. Como con-secuencia del nuevo método de protec-ción, se reduce drásticamente el volumen de los componentes que, según la nor-mativa, deben instalarse en la sala prin-cipal de distribución. Esto concede al proyectista del buque un nuevo nivel de libertad para diseñar el sistema de ener-gía eléctrica a partir de la función del buque, aumentando su funcionalidad y su valor.
Protección y seguridadCon el cuadro de distribución principal de CA, los interruptores automáticos de CA y los relés de protección excluidos del nuevo diseño, es esencial una nueva filosofía de protección que cumpla los requisitos normativos de selectividad y protección de equipos. Se consigue una protección adecuada de la red de CC embarcada mediante una combinación de fusibles, conmutadores seccionado-res y desconexión controlada de dispo-sitivos semiconductores de potencia. Puesto que todos los componentes que producen energía cuentan con dispositi-vos de conmutación controlables, se puede cortar la corriente de fallo mucho más rápidamente de lo que sería posible con interruptores automáticos tradicio-nales con sus relés de protección aso-ciados.
Se consigue una protección adecua-da de la red de CC embarcada mediante una combinación de fusibles, conmuta-dores seccionado-res y desconexión controlada de dispositivos semi-conductores de potencia.
2 Transformación de CA a CC en un sistema de propulsión eléctrica genérico
CONDUCTO DEL BUS
CONDUCTO DEL BUS
G G FC ES
M M M M
G G G G
M M M M
Conmutador 690 V CA a 60 Hz
Concepto de CC para una red islaConcepto de CA para una red isla 1000 V CCCONDUCTO DEL BUS
32 revista ABB 2|12
distribución principales que se necesita-ban anteriormente en los sistemas clási-cos de CA, la red de CC de a bordo tam-bién reduce el espacio ocupado por el equipo eléctrico utilizado ➔ 7.
Esto deja más espacio libre y ofrece mayor flexibilidad para la disposición en el buque de los componentes del siste-ma. Además, el sistema permite una integración más sencilla de las fuentes de alimentación complementarias de CC –como paneles solares, pilas de com-bustible o baterías– en los sistemas eléctricos de CC del buque, y abre la opción a un ahorro extra de combustible.La reducción de peso y espacio de los equipos eléctricos instalados variará según el tipo de la embarcación y la apli-cación. Una comparación utilizando una variante distribuida del sistema de red de CC de a bordo en lugar del sistema clási-co de CA para un buque de suministro de plataformas (PSV) redujo el peso de los componentes del sistema eléctrico en un 25 por ciento, de 115 a 86 toneladas.
Buques de posicionamiento dinámicoEl consumo variable de energía de los buques de anclado de plataformas y otros de apoyo mar adentro los hacen candidatos muy buenos para un sistema de red de CC de a bordo ➔ 8.
El nuevo concepto ayuda a resolver el problema clásico de la eficiencia del combustible ante una operación de posi-cionamiento dinámico (DP). Los buques de DP suelen tener que hacer funcionar varios generadores diésel en paralelo por razones de redundancia. Esto signifi-ca que los motores diésel conectados pasan la mayor parte de sus horas de funcionamiento con cargas relativamen-te bajas, donde la eficiencia del combus-
los fallos puede llegar hasta 1 s. Este esquema de protección de fallos de baja energía, combinado con la nueva flexibi-lidad de diseño de los parámetros del generador, permite utilizar el sistema de la red de CC de a bordo para potencias instaladas de hasta 20 MW.
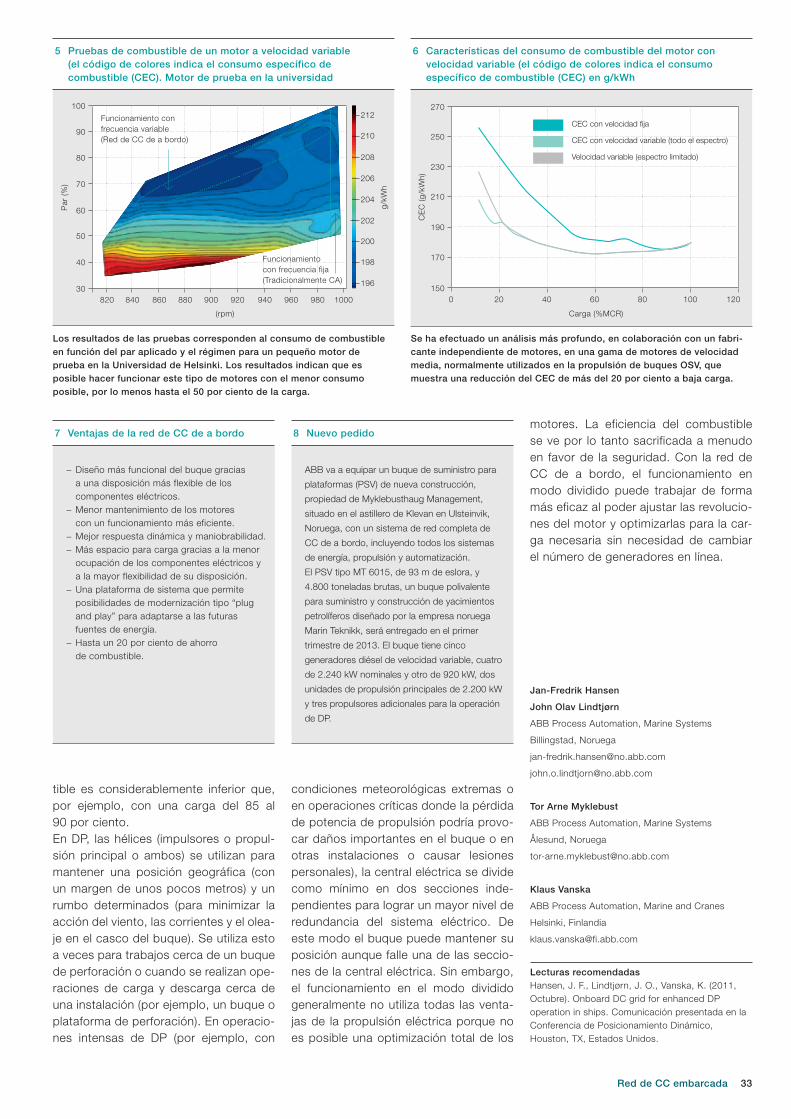
Eficiencia para el combustible y el espacioEl concepto de red de CC utiliza genera-dores y motores de CA bien probados, pero permite una mayor eficiencia por-que el sistema ya no está restringido a una frecuencia determinada (normal-mente 60 Hz en buques), aunque puede seguir utilizándose cualquier fuente de alimentación de 60 Hz. La nueva libertad para controlar independientemente cada uno de los elementos consumidores de energía abre muchas maneras de optimi-zar el consumo de combustible.Cuando se hacen funcionar los motores marinos de combustión a régimen cons-tante, el consumo de combustible es menor en un pequeño intervalo operati-vo, normalmente en torno al 85 de la carga nominal. Con la introducción del funcionamiento del motor a régimen variable, este intervalo de eficiencia ópti-ma se puede ampliar hacia abajo hasta un 50 por ciento, dependiendo del motor ➔ 5.
Si el motor trabaja a cargas por debajo de lo anterior, la eficiencia del motor sigue siendo mucho más alta que la del equivalente clásico de régimen fijo. El resultado final es que un buque típico de apoyo para actividades en alta mar puede conseguir un ahorro de combusti-ble de hasta el 20 por ciento ➔ 6.
Eliminando los voluminosos transforma-dores convertidores y los cuadros de
El nuevo concepto ayuda a resolver el problema clásico de la eficiencia del combustible ante una operación de posicionamiento dinámico.
3 Red de CC a bordo; método de multiaccionamiento
Bus de CA
Bus de CC Bus de CC
Bus de CA
G G G
M M
G
4 Red de CC de a bordo; método distribuido
Bus de CA Bus de CA
Bus de CC
Bus de CC
Bus de CC
Bus de CC
G G G
MM
G
33Red de CC embarcada
condiciones meteorológicas extremas o en operaciones críticas donde la pérdida de potencia de propulsión podría provo-car daños importantes en el buque o en otras instalaciones o causar lesiones personales), la central eléctrica se divide como mínimo en dos secciones inde-pendientes para lograr un mayor nivel de redundancia del sistema eléctrico. De este modo el buque puede mantener su posición aunque falle una de las seccio-nes de la central eléctrica. Sin embargo, el funcionamiento en el modo dividido generalmente no utiliza todas las venta-jas de la propulsión eléctrica porque no es posible una optimización total de los
tible es considerablemente inferior que, por ejemplo, con una carga del 85 al 90 por ciento.En DP, las hélices (impulsores o propul-sión principal o ambos) se utilizan para mantener una posición geográfica (con un margen de unos pocos metros) y un rumbo determinados (para minimizar la acción del viento, las corrientes y el olea-je en el casco del buque). Se utiliza esto a veces para trabajos cerca de un buque de perforación o cuando se realizan ope-raciones de carga y descarga cerca de una instalación (por ejemplo, un buque o plataforma de perforación). En operacio-nes intensas de DP (por ejemplo, con
JanFredrik Hansen
John Olav Lindtjørn
ABB Process Automation, Marine Systems
Billingstad, Noruega
Tor Arne Myklebust
ABB Process Automation, Marine Systems
Ålesund, Noruega
klaus Vanska
ABB Process Automation, Marine and Cranes
Helsinki, Finlandia
Lecturas recomendadasHansen, J. F., Lindtjørn, J. O., Vanska, K. (2011, Octubre). Onboard DC grid for enhanced DP operation in ships. Comunicación presentada en la Conferencia de Posicionamiento Dinámico, Houston, TX, Estados Unidos.
6 Características del consumo de combustible del motor con velocidad variable (el código de colores indica el consumo específico de combustible (CEC) en g/kWh
Se ha efectuado un análisis más profundo, en colaboración con un fabri cante independiente de motores, en una gama de motores de velocidad media, normalmente utilizados en la propulsión de buques OSV, que muestra una reducción del CEC de más del 20 por ciento a baja carga.
CE
C (g
/kW
h)
Carga (%MCR)
150
170
190
210
230
250
270
0 20 40 60 80 100 120
CEC con velocidad fija
CEC con velocidad variable (todo el espectro)
Velocidad variable (espectro limitado)
5 Pruebas de combustible de un motor a velocidad variable (el código de colores indica el consumo específico de combustible (CEC). Motor de prueba en la universidad
Los resultados de las pruebas corresponden al consumo de combustible en función del par aplicado y el régimen para un pequeño motor de prueba en la Universidad de Helsinki. Los resultados indican que es posible hacer funcionar este tipo de motores con el menor consumo posible, por lo menos hasta el 50 por ciento de la carga.
Par
(%)
g/kW
h
(rpm)
30
40
50
60
70
80
90
100
Funcionamiento con frecuencia variable(Red de CC de a bordo)
Funcionamiento con frecuencia fija(Tradicionalmente CA)
820 840 860 880 900 920 940 960 980 1000
212
210
208
206
204
202
200
198
196
7 Ventajas de la red de CC de a bordo
− Diseño más funcional del buque gracias a una disposición más flexible de los componentes eléctricos.− Menor mantenimiento de los motores con un funcionamiento más eficiente.− Mejor respuesta dinámica y maniobrabilidad.− Más espacio para carga gracias a la menor ocupación de los componentes eléctricos y a la mayor flexibilidad de su disposición.− Una plataforma de sistema que permite posibilidades de modernización tipo “plug and play” para adaptarse a las futuras fuentes de energía.− Hasta un 20 por ciento de ahorro de combustible.
8 nuevo pedido
ABB va a equipar un buque de suministro para
plataformas (PSV) de nueva construcción,
propiedad de Myklebusthaug Management,
situado en el astillero de Klevan en Ulsteinvik,
Noruega, con un sistema de red completa de
CC de a bordo, incluyendo todos los sistemas
de energía, propulsión y automatización.
El PSV tipo MT 6015, de 93 m de eslora, y
4.800 toneladas brutas, un buque polivalente
para suministro y construcción de yacimientos
petrolíferos diseñado por la empresa noruega
Marin Teknikk, será entregado en el primer
trimestre de 2013. El buque tiene cinco
genera dores diésel de velocidad variable, cuatro
de 2.240 kW nominales y otro de 920 kW, dos
unidades de propulsión principales de 2.200 kW
y tres propulsores adicionales para la operación
de DP.
motores. La eficiencia del combustible se ve por lo tanto sacrificada a menudo en favor de la seguridad. Con la red de CC de a bordo, el funcionamiento en modo dividido puede trabajar de forma más eficaz al poder ajustar las revolucio-nes del motor y optimizarlas para la car-ga necesaria sin necesidad de cambiar el número de generadores en línea.
34 revista ABB 2|12
JARI LInDSTRÖM, TAPIO RAUHALA, MAgnUS REJSTRÖM – En la India, la escasez de agua es desgraciadamente una dura realidad. Pero la economía del país depende de la agricultura. ¿Cómo cultivar las tierras situadas en regiones altas o áridas? La respuesta es el riego por elevación, una técnica que consiste en la elevación de grandes volúmenes de agua desde un río o un embalse para redistribuirla en canales para así transformar las condiciones de cultivo de estas áreas. El proceso necesita una bomba vertical y un motor. Los motores síncronos son especialmente adecuados para la combinación de alta potencia y bajas revoluciones propia de las aplicaciones de bombeo vertical. Los motores funcionan con un alto rendimiento en condiciones normales de velocidad constante y soportan la exigente curva de par inverso de una bomba durante el arranque. ABB ha suministrado más de 20 motores síncronos hechos por encargo, de 4 a 30 MW (la mayoría de los cuales disponen de una capacidad de bombeo individual de 10 a 25 m3/s) para proyectos de regadío por elevación en la India.
El riego de elevación recibe el impulso de los motores síncronos de ABB
Agua por elevación
35Agua por elevación
ABB ha diseñado y suministrado más de 20 motores síncronos para bombeo vertical de 4 a 30 MW para proyectos de rega-dío por elevación en la India.
que se refiere al dimensionamiento del eje y la posición de los cojinetes.Aunque puede realizarse según otras espec ificaciones, los motores entrega-dos en la India han sido diseñados para una alimentación de 11 kV a 50 Hz. Cada motor tiene un diseño eléctrico adap-tado para su aplicación específica de bombeo, teniendo en cuenta la altura hidro stática y el volumen de bombeo (m3/s). (La altura hidrostática es la dis-tancia vertical a la que una bomba puede levantar una columna de agua.)
Posición de arranqueSegún la capacidad de la red, los moto-res pueden arrancarse en conexión directa en línea (DOL) o con un converti-dor de frecuencia. Los motores para aplicaciones de bombeo de agua deben acelerarse contra la curva de par inverso de la bomba. A velocidad nula, la carga será el 20 por ciento del máximo, depen-diendo de las propiedades de la bomba. Durante la puesta en marcha, el par de carga aumentará exponencialmente hasta el 100 por ciento; esto supone una
de hasta 300 km y con diferencias de altitud de hasta 60 m.ABB ha diseñado y suministrado más de 20 motores síncronos para bombeo ver-tical de 4 a 30 MW para proyectos de regadío por elevación en la India ➔ 1.
El equipo se ha suministrado en colabo-ración con un gran fabricante de bom-bas, que era el responsable de su entre-ga, instalación y puesta en servicio de las bombas.
Subir el volumenEl bombeo se ejecuta normalmente a veloci dad constante, y la combinación de alta potencia y bajas revoluciones hace que un motor síncrono sea la elec-ción más económica para las aplicacio-nes de riego por elevación ➔ 2.
La bomba se monta en vertical con el motor en la parte superior, conectado a un impulsor por un acoplamiento con una brida atornillada ➔ 3.
En consecuencia, el motor y la bomba se deben considerar como un sistema úni-co desde el punto de vista del cálculo. Esto influye en el diseño mecánico en lo
C on más del 70 por ciento del consumo mundial de agua dulce dedicado a la agricul-tura [1], no es ninguna sor-
presa que en un país tan geográficamen-te diverso como la India se necesiten sistemas de riego por elevación para mantener la productividad agraria.Los sistemas de regadío por elevación se componen de una o varias estaciones de bombeo que albergan entre tres y diez bombas por estación. Las instala-ciones también pueden incluir un embal-se de almacenamiento y, cuando no baste con la gravedad para redistribuir el agua, una serie de estaciones de impul-sión equipadas con bombas. Con esta tecnología se puede distribuir agua con una capacidad de bombeo de unos 700 m3/s en zonas extensas a distancias
Imagen del título Los motores síncronos de alto rendimiento de ABB ayudan a los agricultores a regar terrenos agrícolas secos en Andhar Pradesh, el cuarto estado en extensión de la India, aumentando la productividad y mejorando los ingresos.

36 revista ABB 2|12
reducir el tamaño del motor y, por tanto, la inversión necesaria. El motor consume menos energía y no tiene por qué tener un tamaño mayor que el necesario para el funcionamiento a velocidad constante.
Control de la excitaciónEl equipo excitador, por el contrario, es un poco más complicado cuando se utili-za un convertidor de frecuencia para el arranque. Para suministrar la corriente de campo al rotor, se instalan anillos desli-zantes en el árbol del motor a los que se puede acceder a través de registros de inspección. Los anillos deslizantes, junto con la brida de montaje o buje, suelen ser de acero y se montan normalmente formando una sola unidad. Sobre pedido se dispone de unidades de anillos desli-zantes de latón, así como unidades mon-tadas sobre brida partida. La unidad de anillo deslizante está equipada con espi-gas de unión de latón para su instalación.Además del control de la tensión y la excitación, el sistema también tiene fun-ciones para la protección del motor. Una vez que el motor está funcionando a veloci dad constante, el sistema de exci-tación reaccionará si cambian las condi-ciones de funcionamiento, por ejemplo cuando se abre una válvula. El sistema corrige el factor de potencia devolvién-dolo al valor deseado, lo que garantiza un funcionamiento estable.
Ejes y cojinetesEn el diseño mecánico de motores sín-cronos para aplicaciones de bombeo vertical, cada proyecto exige una adap-
gran dificultad cuando el motor se arran-ca por el sistema DOL, y tarde entre 3 y 6 s en alcanzar la velocidad máxima. Por lo tanto, es esencial que la red de sumi-nistro tenga una capacidad de cortocir-cuito suficiente y que el motor esté dise-ñado para soportar el calor generado y la intensidad en el rotor. Una alternativa al arranque DOL es la puesta en marcha con control de frecuencia, que es el método más común en aplicaciones de bombas de gran volumen ➔ 4.
Aquí, el motor se pone en marcha y se acelera hasta la velocidad máxima mediante un accionamiento de velocidad variable antes de sincronizarlo con la red. Este tipo de arranque incluye apara-menta, transformadores y un inversor de carga conmutada (LCI).Tan pronto como se haya sincronizado el motor, se puentea el convertidor de frecuencia y el sistema pasa a trabajar a velocidad constante. El tiempo de arran-que es de unos 60 segundos más que con el DOL, pero esta diferencia suele ser aceptable en aplicaciones de bom-beo de agua. Lo que importa más es que el esfuerzo electromecánico durante la puesta en marcha se reduce considera-blemente. El arranque con control de frecuencia limita la intensidad que extrae un motor de la red a entre el 50 y el 60 por ciento de la intensidad nominal, evitando caídas de tensión que podrían dañar el motor y causar perturbaciones en la red.La puesta en marcha con un convertidor de frecuencia ofrece también ventajas técnicas y comerciales, pues permite
1 Motor vertical síncrono ABB de tipo AMZ
Con el arranque con control de fre-cuencia, el motor se pone en marcha y se acelera hasta la velocidad máxi-ma mediante un accionamiento de velocidad variable antes de sincroni-zarlo con la red.
2 Datos técnicos
Tipo: Motores síncronos para aplicaciones de bombeo vertical
Entregados: 2008–2011
Destino: Proyectos de riego por elevación en la India
Designación: AMZ
Tensión: 11 kV
Frecuencia: 50 Hz
Potencia: 4–30 kW
Velocidad: 300–600 rpm
Polos: 10–20
Altura del eje: 1.250–2.500 mm
Clase de IP: 54 y 55
Refrigeración: Aire-a-agua
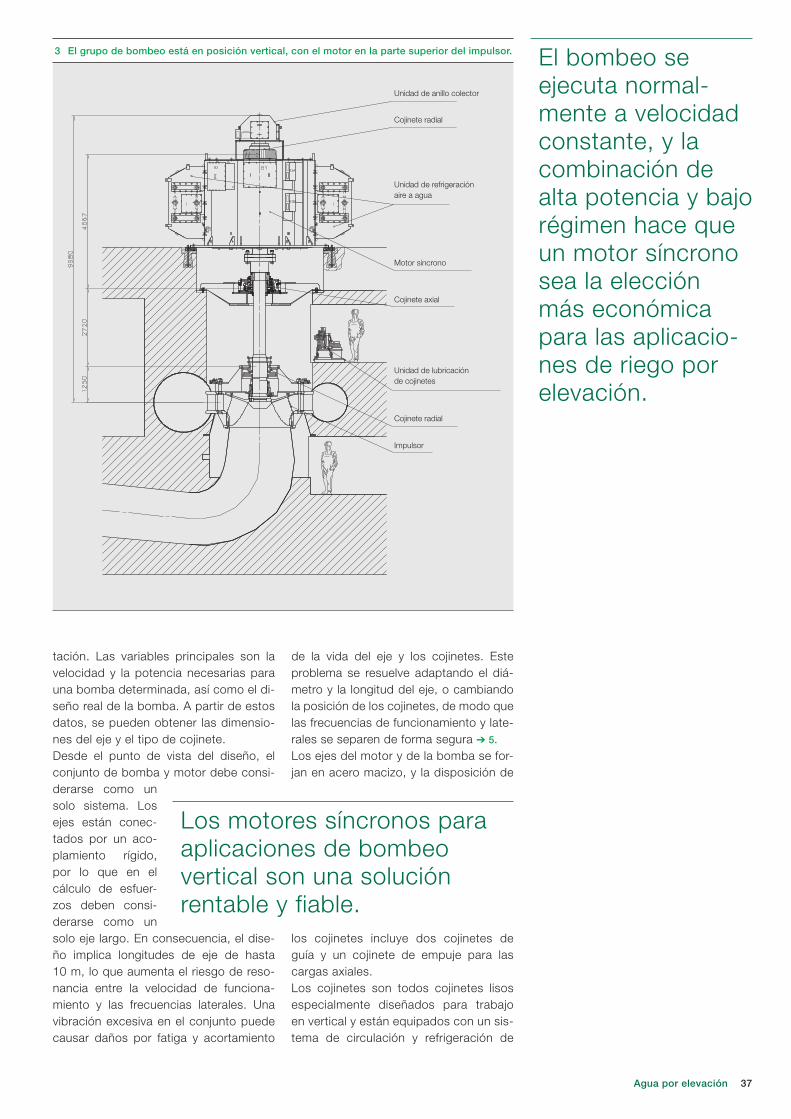
37
de la vida del eje y los cojinetes. Este problema se resuelve adaptando el diá-metro y la longitud del eje, o cambiando la posición de los cojinetes, de modo que las frecuencias de funcionamiento y late-rales se separen de forma segura ➔ 5.
Los ejes del motor y de la bomba se for-jan en acero macizo, y la disposición de
los cojinetes incluye dos cojinetes de guía y un cojinete de empuje para las cargas axiales.Los cojinetes son todos cojinetes lisos especialmente diseñados para trabajo en vertical y están equipados con un sis-tema de circulación y refrigeración de
tación. Las variables principales son la velocidad y la potencia necesarias para una bomba determinada, así como el di-seño real de la bomba. A partir de estos datos, se pueden obtener las dimensio-nes del eje y el tipo de cojinete.Desde el punto de vista del diseño, el conjunto de bomba y motor debe consi-derarse como un solo sistema. Los ejes están conec-tados por un aco-plamiento rígido, por lo que en el cálculo de esfuer-zos deben consi-derarse como un solo eje largo. En consecuencia, el dise-ño implica longitudes de eje de hasta 10 m, lo que aumenta el riesgo de reso-nancia entre la velocidad de funciona-miento y las frecuencias laterales. Una vibración excesiva en el conjunto puede causar daños por fatiga y acortamiento
Agua por elevación
El bombeo se ejecuta normal-mente a velocidad constante, y la combinación de alta potencia y bajo régimen hace que un motor síncrono sea la elección más económica para las aplicacio-nes de riego por elevación.
Los motores síncronos para aplicaciones de bombeo vertical son una solución rentable y fiable.
3 El grupo de bombeo está en posición vertical, con el motor en la parte superior del impulsor.
Cojinete radial
Unidad de anillo colector
Unidad de refrigeración aire a agua
Motor síncrono
Cojinete axial
Unidad de lubricación de cojinetes
Cojinete radial
Impulsor
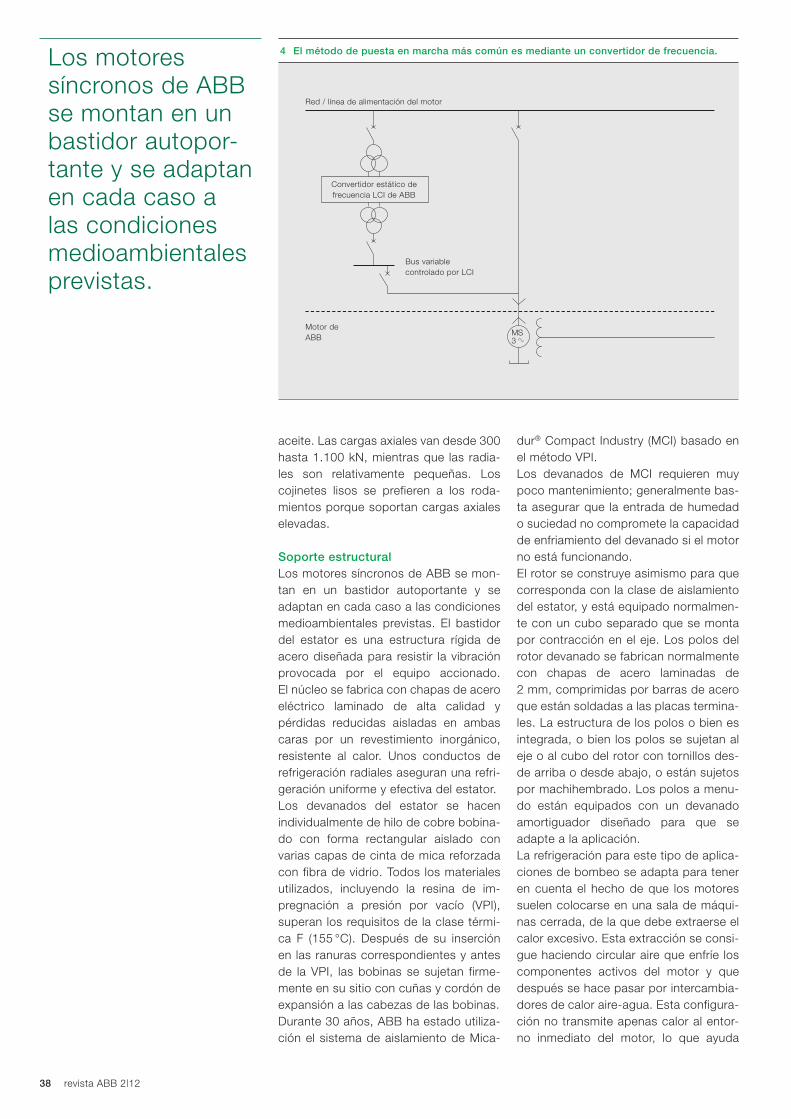
38 revista ABB 2|12
dur® Compact Industry (MCI) basado en el método VPI.Los devanados de MCI requieren muy poco mantenimiento; generalmente bas-ta asegurar que la entrada de humedad o suciedad no compromete la capacidad de enfriamiento del devanado si el motor no está funcionando.El rotor se construye asimismo para que corresponda con la clase de aislamiento del estator, y está equipado normalmen-te con un cubo separado que se monta por contracción en el eje. Los polos del rotor devanado se fabrican normalmente con chapas de acero laminadas de 2 mm, comprimidas por barras de acero que están soldadas a las placas termina-les. La estructura de los polos o bien es integrada, o bien los polos se sujetan al eje o al cubo del rotor con tornillos des-de arriba o desde abajo, o están sujetos por machihembrado. Los polos a menu-do están equipados con un devanado amortiguador diseñado para que se adapte a la aplicación.La refrigeración para este tipo de aplica-ciones de bombeo se adapta para tener en cuenta el hecho de que los motores suelen colocarse en una sala de máqui-nas cerrada, de la que debe extraerse el calor excesivo. Esta extracción se consi-gue haciendo circular aire que enfríe los componentes activos del motor y que después se hace pasar por intercambia-dores de calor aire-agua. Esta configura-ción no transmite apenas calor al entor-no inmediato del motor, lo que ayuda
aceite. Las cargas axiales van desde 300 hasta 1.100 kN, mientras que las radia-les son relativamente pequeñas. Los cojine tes lisos se prefieren a los roda-mientos porque soportan cargas axiales elevadas.
Soporte estructuralLos motores síncronos de ABB se mon-tan en un bastidor autoportante y se adaptan en cada caso a las condiciones medioambientales previstas. El bastidor del estator es una estructura rígida de acero diseñada para resistir la vibración provocada por el equipo accionado. El núcleo se fabrica con chapas de acero eléctrico laminado de alta calidad y pérdidas reducidas aisladas en ambas caras por un revestimiento inorgánico, resistente al calor. Unos conductos de refrigeración radiales aseguran una refri-geración uniforme y efectiva del estator.Los devanados del estator se hacen indivi dualmente de hilo de cobre bobina-do con forma rectangular aislado con varias capas de cinta de mica reforzada con fibra de vidrio. Todos los materiales utilizados, incluyendo la resina de im-pregnación a presión por vacío (VPI), superan los requisitos de la clase térmi-ca F (155 °C). Después de su inserción en las ranuras correspondientes y antes de la VPI, las bobinas se sujetan firme-mente en su sitio con cuñas y cordón de expansión a las cabezas de las bobinas.Durante 30 años, ABB ha estado utiliza-ción el sistema de aislamiento de Mica-
4 El método de puesta en marcha más común es mediante un convertidor de frecuencia.Los motores síncronos de ABB se montan en un bastidor autopor-tante y se adaptan en cada caso a las condiciones medioambientales previstas.
Convertidor estático de frecuencia LCI de ABB
MS3
Red / línea de alimentación del motor
Bus variable controlado por LCI
Motor de ABB
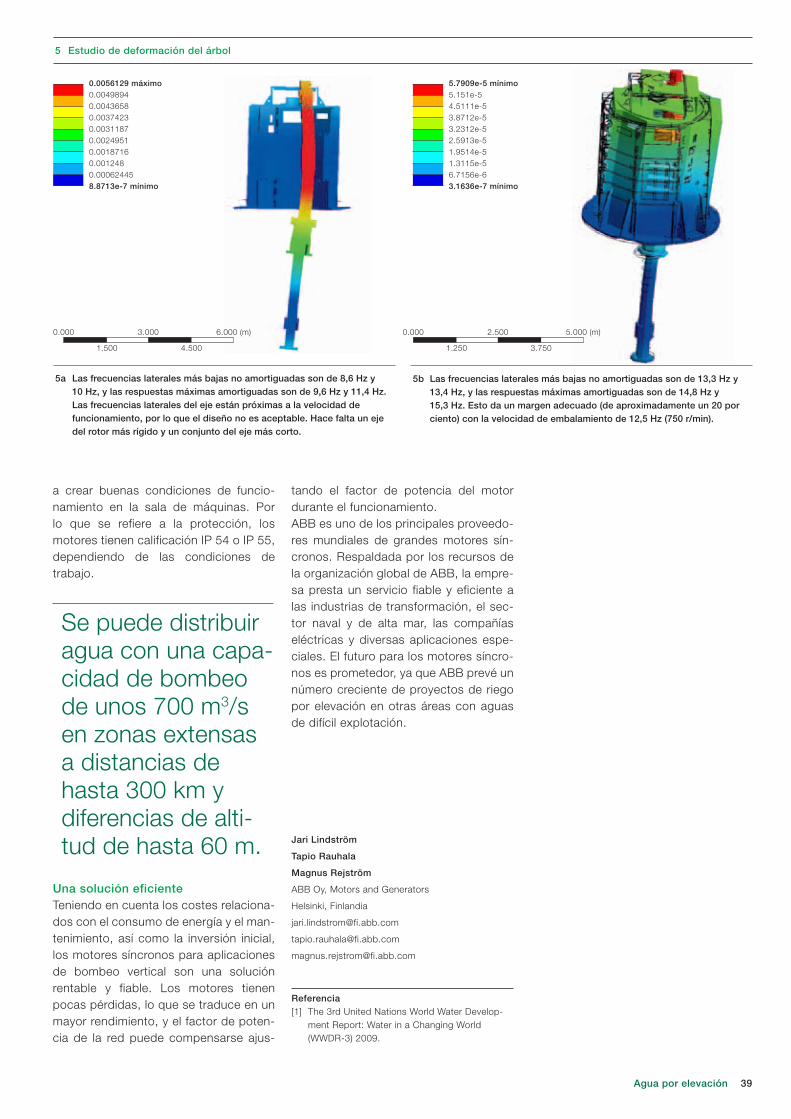
39
tando el factor de potencia del motor durante el funcionamiento.ABB es uno de los principales proveedo-res mundiales de grandes motores sín-cronos. Respaldada por los recursos de la organización global de ABB, la empre-sa presta un servicio fiable y eficiente a las industrias de transformación, el sec-tor naval y de alta mar, las compañías eléctricas y diversas aplicaciones espe-ciales. El futuro para los motores síncro-nos es prometedor, ya que ABB prevé un número creciente de proyectos de riego por elevación en otras áreas con aguas de difícil explotación.
Jari Lindström
Tapio Rauhala
Magnus Rejström
ABB Oy, Motors and Generators
Helsinki, Finlandia
Referencia[1] The 3rd United Nations World Water Develop-
ment Report: Water in a Changing World (WWDR-3) 2009.
a crear buenas condiciones de funcio-namiento en la sala de máquinas. Por lo que se refiere a la protección, los motores tienen calificación IP 54 o IP 55, dependiendo de las condiciones de trabajo.
Una solución eficienteTeniendo en cuenta los costes relaciona-dos con el consumo de energía y el man-tenimiento, así como la inversión inicial, los motores síncronos para aplicaciones de bombeo vertical son una solución rentable y fiable. Los motores tienen pocas pérdidas, lo que se traduce en un mayor rendimiento, y el factor de poten-cia de la red puede compensarse ajus-
Agua por elevación
Se puede distribuir agua con una capa-cidad de bombeo de unos 700 m3/s en zonas extensas a distancias de hasta 300 km y diferencias de alti-tud de hasta 60 m.
5 Estudio de deformación del árbol
5a Las frecuencias laterales más bajas no amortiguadas son de 8,6 Hz y 10 Hz, y las respuestas máximas amortiguadas son de 9,6 Hz y 11,4 Hz. Las frecuencias laterales del eje están próximas a la velocidad de funcionamiento, por lo que el diseño no es aceptable. Hace falta un eje del rotor más rígido y un conjunto del eje más corto.
5b Las frecuencias laterales más bajas no amortiguadas son de 13,3 Hz y 13,4 Hz, y las respuestas máximas amortiguadas son de 14,8 Hz y 15,3 Hz. Esto da un margen adecuado (de aproximadamente un 20 por ciento) con la velocidad de embalamiento de 12,5 Hz (750 r/min).
0.0056129 máximo0.00498940.0043658 0.0037423 0.0031187 0.0024951 0.0018716 0.0012480.00062445 8.8713e7 mínimo
5.7909e5 mínimo5.151e-54.5111e-5 3.8712e-5 3.2312e-5 2.5913e-5 1.9514e-5 1.3115e-56.7156e-6 3.1636e7 mínimo
0.000
1.500
3.000
4.500
6.000 (m) 0.000
1.250
2.500
3.750
5.000 (m)
40 revista ABB 2|12
Los transformadores de distribución de metal amorfo de ABB están maximizando el ahorro de energía
V. R. RAMAnAn, MARTIn CARLEn – Con una población mundial en continuo aumento y una mayor demanda mundial de energía, mantener nuestro mundo ávido de electricidad exige productos eficientes y redes fiables. Los programas de ahorro de energía y las exigencias de eficiencia actuales están impulsados por iniciativas tanto globales como locales centradas en la reducción de las emisiones de CO2. En el caso de los transformadores de distribución, que son un elemento esencial del sistema de suministro de electricidad, siguen produciéndose grandes pérdidas totales de energía a causa de la enorme base instalada, incluso en los transformadores. modernos. A escala mundial, se estima que estas pérdidas representan alrededor del 2 al 3 por ciento de la producción total de energía eléctrica: unos 25 gW. Por cada gigavatio ahorrado podrían evitarse 5 millones de toneladas de emisiones de CO2 al año. Como líder mundial en la fabricación de transformadores, ABB ha creado transformadores de distribución de metal amorfo sumergidos en líquido y EcoDry que reducen las pérdidas sin carga en torno a un 70 por ciento en comparación con los materiales empleados en núcleos convencionales.
La distribución apuesta por el verde
Imagen del título Los transformadores de distribución de metal amorfo pueden reducir al mínimo las pérdidas sin carga en aplicaciones de energía eólica. El parque eólico marino mostrado aquí es el danés Horns Rev I.

41La distribución apuesta por el verde
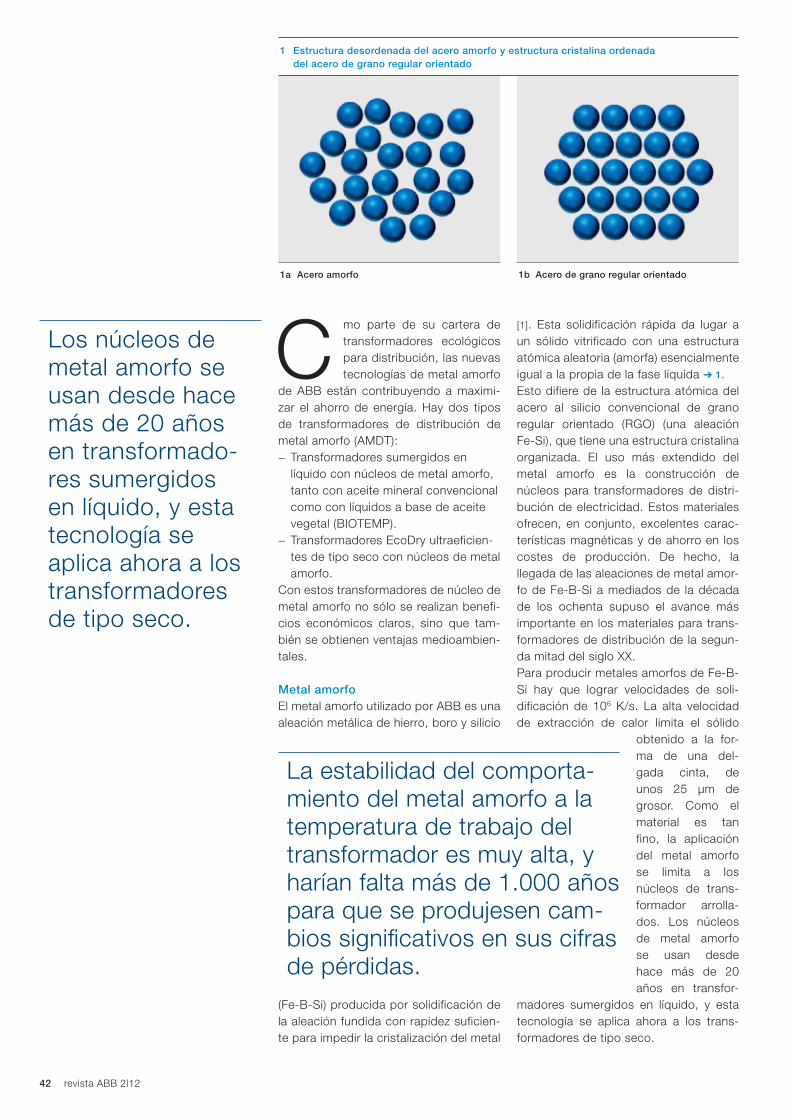
42 revista ABB 2|12
[1]. Esta solidificación rápida da lugar a un sólido vitrificado con una estructura atómica aleatoria (amorfa) esencialmente igual a la propia de la fase líquida ➔ 1.
Esto difiere de la estructura atómica del acero al silicio convencional de grano regular orientado (RGO) (una aleación Fe-Si), que tiene una estructura cristalina organizada. El uso más extendido del metal amorfo es la construcción de núcleos para transformadores de distri-bución de electricidad. Estos materiales ofrecen, en conjunto, excelentes carac-terísticas magnéticas y de ahorro en los costes de producción. De hecho, la llegada de las aleaciones de metal amor-fo de Fe-B-Si a mediados de la década de los ochenta supuso el avance más importante en los materiales para trans-formadores de distribución de la segun-da mitad del siglo XX.Para producir metales amorfos de Fe-B-Si hay que lograr velocidades de soli-dificación de 106 K/s. La alta velocidad de extracción de calor limita el sólido
obtenido a la for-ma de una del-gada cinta, de unos 25 µm de grosor. Como el material es tan fino, la aplicación del metal amorfo se limita a los núcleos de trans-formador arrolla-dos. Los núcleos de metal amorfo se usan desde hace más de 20 años en transfor-
madores sumergidos en líquido, y esta tecnología se aplica ahora a los trans-formadores de tipo seco.
C mo parte de su cartera de transformadores ecológicos para distribución, las nuevas tecnologías de metal amorfo
de ABB están contribuyendo a maximi-zar el ahorro de energía. Hay dos tipos de transformadores de distribución de metal amorfo (AMDT):− Transformadores sumergidos en
líquido con núcleos de metal amorfo, tanto con aceite mineral convencional como con líquidos a base de aceite vegetal (BIOTEMP).
− Transformadores EcoDry ultraeficien-tes de tipo seco con núcleos de metal amorfo.
Con estos transformadores de núcleo de metal amorfo no sólo se realizan benefi-cios económicos claros, sino que tam-bién se obtienen ventajas medioambien-tales.
Metal amorfoEl metal amorfo utilizado por ABB es una aleación metálica de hierro, boro y silicio
(Fe-B-Si) producida por solidificación de la aleación fundida con rapidez suficien-te para impedir la cristalización del metal
La estabilidad del comporta-miento del metal amorfo a la temperatura de trabajo del transformador es muy alta, y harían falta más de 1.000 años para que se produjesen cam-bios significativos en sus cifras de pérdidas.
Los núcleos de metal amorfo se usan desde hace más de 20 años en transformado- res sumergidos en líquido, y esta tecnología se aplica ahora a los transformadores de tipo seco.
1 Estructura desordenada del acero amorfo y estructura cristalina ordenada del acero de grano regular orientado
1a Acero amorfo 1b Acero de grano regular orientado
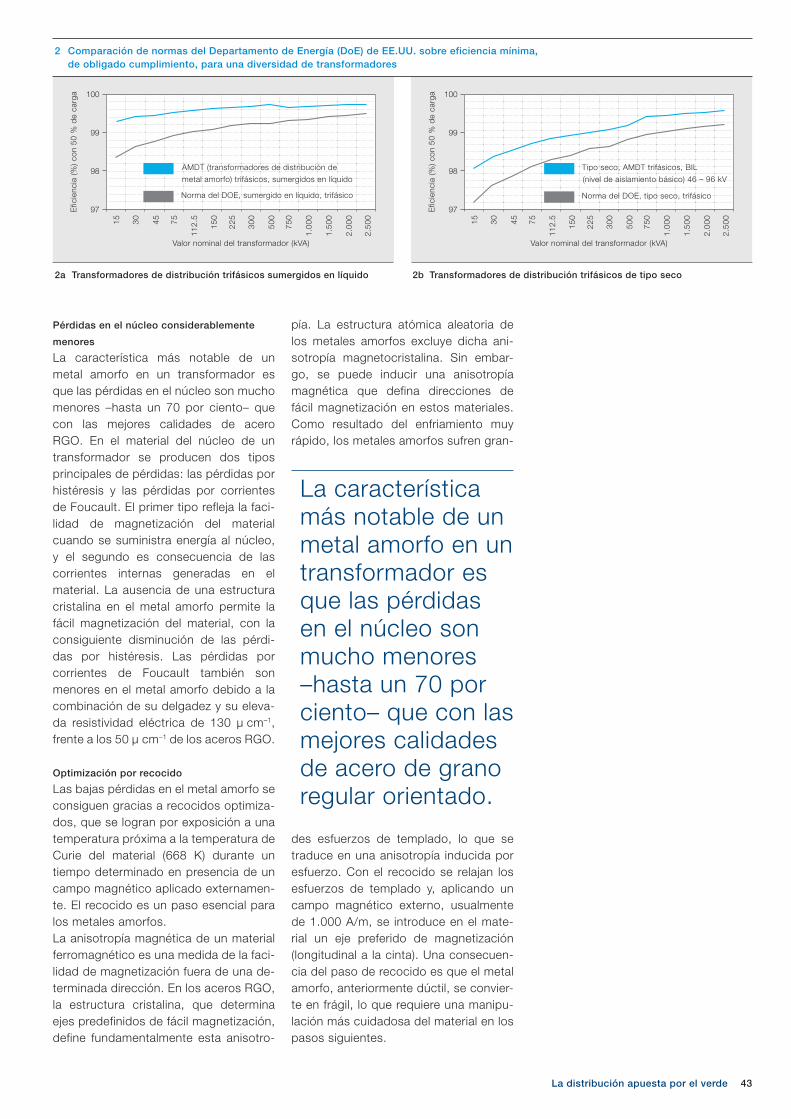
43
pía. La estructura atómica aleatoria de los metales amorfos excluye dicha ani-sotropía magnetocristalina. Sin embar-go, se puede inducir una anisotropía magnética que defina direcciones de fácil magnetización en estos materiales. Como resultado del enfriamiento muy rápido, los metales amorfos sufren gran-
des esfuerzos de templado, lo que se traduce en una anisotropía inducida por esfuerzo. Con el recocido se relajan los esfuerzos de templado y, aplicando un campo magnético externo, usualmente de 1.000 A/m, se introduce en el mate-rial un eje preferido de magnetización (longitudinal a la cinta). Una consecuen-cia del paso de recocido es que el metal amorfo, anteriormente dúctil, se convier-te en frágil, lo que requiere una manipu-lación más cuidadosa del material en los pasos siguientes.
Pérdidas en el núcleo considerablemente
menores
La característica más notable de un metal amorfo en un transformador es que las pérdidas en el núcleo son mucho menores –hasta un 70 por ciento– que con las mejores calidades de acero RGO. En el material del núcleo de un transformador se producen dos tipos principales de pérdidas: las pérdidas por histéresis y las pérdidas por corrientes de Foucault. El primer tipo refleja la faci-lidad de magnetización del material cuando se suministra energía al núcleo, y el segundo es consecuencia de las corrien tes internas generadas en el material. La ausencia de una estructura cristalina en el metal amorfo permite la fácil magnetización del material, con la consiguiente disminución de las pérdi-das por histéresis. Las pérdidas por corrientes de Foucault también son menores en el metal amorfo debido a la combinación de su delgadez y su eleva-da resistividad eléctrica de 130 µΩcm–1, frente a los 50 µΩcm–1 de los aceros RGO.
Optimización por recocido
Las bajas pérdidas en el metal amorfo se consiguen gracias a recocidos optimiza-dos, que se logran por exposición a una temperatura próxima a la temperatura de Curie del material (668 K) durante un tiempo determinado en presencia de un campo magnético aplicado externamen-te. El recocido es un paso esencial para los metales amorfos.La anisotropía magnética de un material ferromagnético es una medida de la faci-lidad de magnetización fuera de una de-terminada dirección. En los aceros RGO, la estructura cristalina, que determina ejes predefinidos de fácil magnetización, define fundamentalmente esta anisotro-
La distribución apuesta por el verde
La característica más notable de un metal amorfo en un transformador es que las pérdidas en el núcleo son mucho menores –hasta un 70 por ciento– que con las mejores calidades de acero de grano regular orientado.
2 Comparación de normas del Departamento de Energía (DoE) de EE.UU. sobre eficiencia mínima, de obligado cumplimiento, para una diversidad de transformadores
2b Transformadores de distribución trifásicos de tipo seco
15 1530 3045 4575 75
112.
5
112.
5
150
150
225
225
300
300
500
500
750
750
1.00
0
1.00
0
1.50
0
1.50
0
2.00
0
2.00
0
2.50
0
2.50
0
Valor nominal del transformador (kVA) Valor nominal del transformador (kVA)
Efic
ienc
ia (%
) con
50
% d
e ca
rga
Efic
ienc
ia (%
) con
50
% d
e ca
rga
98 98
99 99
100 100
97 97
AMDT (transformadores de distribución de
metal amorfo) trifásicos, sumergidos en líquido
Norma del DOE, sumergido en líquido, trifásico
Tipo seco, AMDT trifásicos, BIL
(nivel de aislamiento básico) 46 – 96 kV
Norma del DOE, tipo seco, trifásico
2a Transformadores de distribución trifásicos sumergidos en líquido
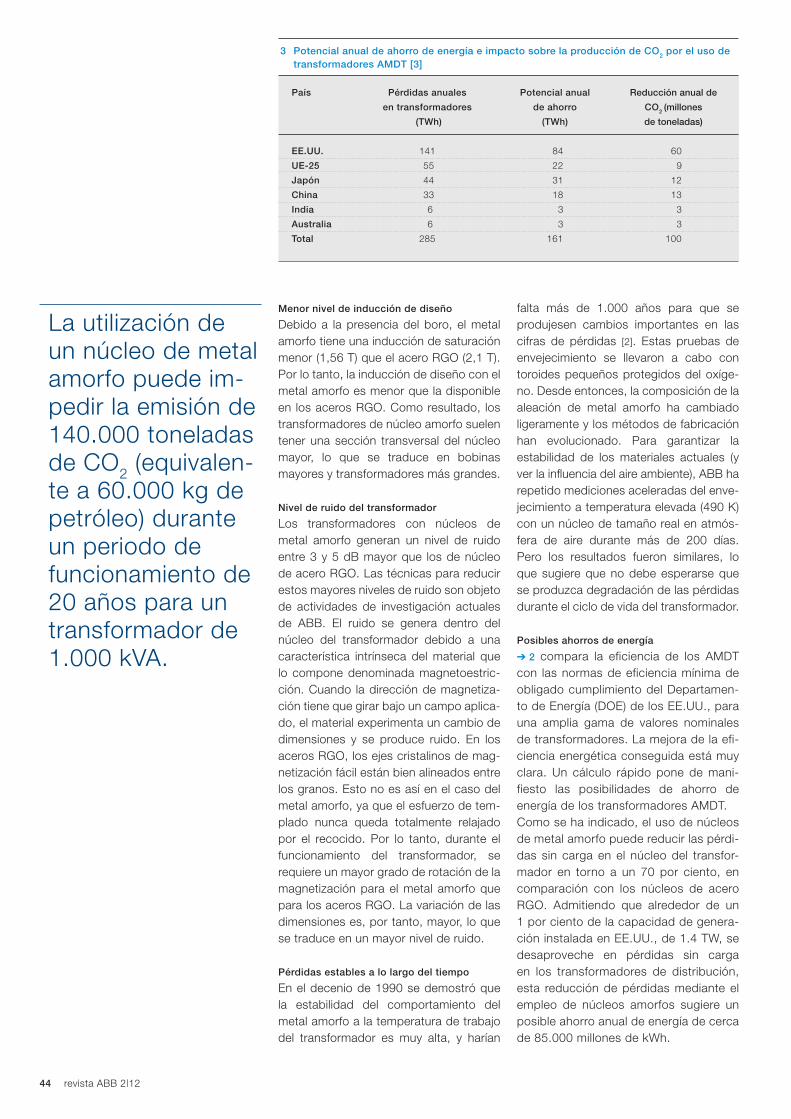
44 revista ABB 2|12
falta más de 1.000 años para que se produjesen cambios importantes en las cifras de pérdidas [2]. Estas pruebas de envejecimiento se llevaron a cabo con toroides pequeños protegidos del oxíge-no. Desde entonces, la composición de la aleación de metal amorfo ha cambiado ligeramente y los métodos de fabricación han evolucionado. Para garantizar la estabilidad de los materiales actuales (y ver la influencia del aire ambiente), ABB ha repetido mediciones aceleradas del enve-jecimiento a temperatura elevada (490 K) con un núcleo de tamaño real en atmós-fera de aire durante más de 200 días. Pero los resultados fueron similares, lo que sugiere que no debe esperarse que se produzca degradación de las pérdidas durante el ciclo de vida del transformador.
Posibles ahorros de energía
➔ 2 compara la eficiencia de los AMDT con las normas de eficiencia mínima de obligado cumplimiento del Departamen-to de Energía (DOE) de los EE.UU., para una amplia gama de valores nominales de transformadores. La mejora de la efi-ciencia energética conseguida está muy clara. Un cálculo rápido pone de mani-fiesto las posibilidades de ahorro de energía de los transformadores AMDT.Como se ha indicado, el uso de núcleos de metal amorfo puede reducir las pérdi-das sin carga en el núcleo del transfor-mador en torno a un 70 por ciento, en comparación con los núcleos de acero RGO. Admitiendo que alrededor de un 1 por ciento de la capacidad de genera-ción instalada en EE.UU., de 1.4 TW, se desaproveche en pérdidas sin carga en los transformadores de distribución, esta reducción de pérdidas mediante el empleo de núcleos amorfos sugiere un posible ahorro anual de energía de cerca de 85.000 millones de kWh.
Menor nivel de inducción de diseño
Debido a la presencia del boro, el metal amorfo tiene una inducción de saturación menor (1,56 T) que el acero RGO (2,1 T). Por lo tanto, la inducción de diseño con el metal amorfo es menor que la disponible en los aceros RGO. Como resultado, los transformadores de núcleo amorfo suelen tener una sección transversal del núcleo mayor, lo que se traduce en bobinas mayores y transformadores más grandes.
nivel de ruido del transformador
Los transformadores con núcleos de metal amorfo generan un nivel de ruido entre 3 y 5 dB mayor que los de núcleo de acero RGO. Las técnicas para reducir estos mayores niveles de ruido son objeto de actividades de investigación actuales de ABB. El ruido se genera dentro del núcleo del transformador debido a una característica intrínseca del material que lo compone denominada magnetoestric-ción. Cuando la dirección de magnetiza-ción tiene que girar bajo un campo aplica-do, el material experimenta un cambio de dimensiones y se produce ruido. En los aceros RGO, los ejes cristalinos de mag-netización fácil están bien alineados entre los granos. Esto no es así en el caso del metal amorfo, ya que el esfuerzo de tem-plado nunca queda totalmente relajado por el recocido. Por lo tanto, durante el funcionamiento del transformador, se requiere un mayor grado de rotación de la magnetización para el metal amorfo que para los aceros RGO. La variación de las dimensiones es, por tanto, mayor, lo que se traduce en un mayor nivel de ruido.
Pérdidas estables a lo largo del tiempo
En el decenio de 1990 se demostró que la estabilidad del comportamiento del metal amorfo a la temperatura de trabajo del transformador es muy alta, y harían
La utilización de un núcleo de metal amorfo puede im-pedir la emisión de 140.000 toneladas de CO2 (equivalen-te a 60.000 kg de petróleo) durante un periodo de funcionamiento de 20 años para un transformador de 1.000 kVA.
3 Potencial anual de ahorro de energía e impacto sobre la producción de CO2 por el uso de transformadores AMDT [3]
País Pérdidas anuales Potencial anual Reducción anual de
en transformadores de ahorro CO2 (millones
(TWh) (TWh) de toneladas)
EE.UU. 141 84 60
UE25 55 22 9
Japón 44 31 12
China 33 18 13
India 6 3 3
Australia 6 3 3
Total 285 161 100
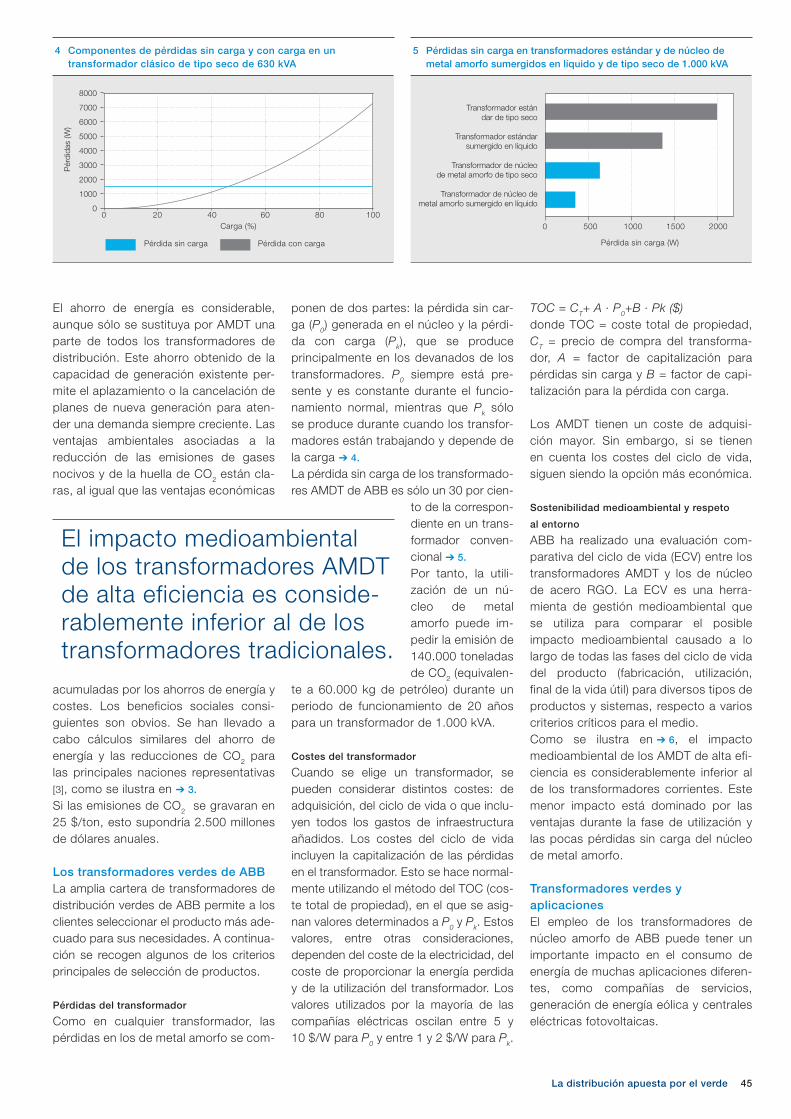
45
TOC = CT+ A · P0+B · Pk ($)donde TOC = coste total de propiedad, CT = precio de compra del transforma-dor, A = factor de capitalización para pérdidas sin carga y B = factor de capi-talización para la pérdida con carga.
Los AMDT tienen un coste de adquisi-ción mayor. Sin embargo, si se tienen en cuenta los costes del ciclo de vida, siguen siendo la opción más económica.
Sostenibilidad medioambiental y respeto
al entorno
ABB ha realizado una evaluación com-parativa del ciclo de vida (ECV) entre los transformadores AMDT y los de núcleo de acero RGO. La ECV es una herra-mienta de gestión medioambiental que se utiliza para comparar el posible impacto medioambiental causado a lo largo de todas las fases del ciclo de vida del producto (fabricación, utilización, final de la vida útil) para diversos tipos de productos y sistemas, respecto a varios criterios críticos para el medio.Como se ilustra en ➔ 6, el impacto medioambiental de los AMDT de alta efi-ciencia es considerablemente inferior al de los transformadores corrientes. Este menor impacto está dominado por las ventajas durante la fase de utilización y las pocas pérdidas sin carga del núcleo de metal amorfo.
Transformadores verdes y aplicacionesEl empleo de los transformadores de núcleo amorfo de ABB puede tener un importante impacto en el consumo de energía de muchas aplicaciones diferen-tes, como compañías de servicios, generación de energía eólica y centrales eléctricas fotovoltaicas.
ponen de dos partes: la pérdida sin car-ga (P0) generada en el núcleo y la pérdi-da con carga (Pk), que se produce principalmente en los devanados de los transformadores. P0 siempre está pre-sente y es constante durante el funcio-namiento normal, mientras que Pk sólo se produce durante cuando los transfor-madores están trabajando y depende de la carga ➔ 4.
La pérdida sin carga de los transformado-res AMDT de ABB es sólo un 30 por cien-
to de la correspon-diente en un trans- formador conven-cional ➔ 5.
Por tanto, la utili-zación de un nú-cleo de metal amorfo puede im-pedir la emisión de 140.000 toneladas de CO2 (equivalen-
te a 60.000 kg de petróleo) durante un periodo de funcionamiento de 20 años para un transformador de 1.000 kVA.
Costes del transformador
Cuando se elige un transformador, se pueden considerar distintos costes: de adquisición, del ciclo de vida o que inclu-yen todos los gastos de infraestructura añadidos. Los costes del ciclo de vida incluyen la capitalización de las pérdidas en el transformador. Esto se hace normal-mente utilizando el método del TOC (cos-te total de propiedad), en el que se asig-nan valores determinados a P0 y Pk. Estos valores, entre otras consideraciones, dependen del coste de la electricidad, del coste de proporcionar la energía perdida y de la utilización del transformador. Los valores utilizados por la mayoría de las compañías eléctricas oscilan entre 5 y 10 $/W para P0 y entre 1 y 2 $/W para Pk.
El ahorro de energía es considerable, aunque sólo se sustituya por AMDT una parte de todos los transformadores de distribución. Este ahorro obtenido de la capacidad de generación existente per-mite el aplazamiento o la cancelación de planes de nueva generación para aten-der una demanda siempre creciente. Las ventajas ambientales asociadas a la reducción de las emisiones de gases nocivos y de la huella de CO2 están cla-ras, al igual que las ventajas económicas
acumuladas por los ahorros de energía y costes. Los beneficios sociales consi-guientes son obvios. Se han llevado a cabo cálculos similares del ahorro de energía y las reducciones de CO2 para las principales naciones representativas [3], como se ilustra en ➔ 3.
Si las emisiones de CO2 se gravaran en 25 $/ton, esto supondría 2.500 millones de dólares anuales.
Los transformadores verdes de ABBLa amplia cartera de transformadores de distribución verdes de ABB permite a los clientes seleccionar el producto más ade-cuado para sus necesidades. A continua-ción se recogen algunos de los criterios principales de selección de productos.
Pérdidas del transformador
Como en cualquier transformador, las pérdidas en los de metal amorfo se com-
La distribución apuesta por el verde
El impacto medioambiental de los transformadores AMDT de alta eficiencia es conside-rablemente inferior al de los transformadores tradicionales.
4 Componentes de pérdidas sin carga y con carga en un transformador clásico de tipo seco de 630 kVA
Pérdida sin carga (W)
0 500 1000 1500 2000
Transformador estándar de tipo seco
Transformador estándar sumergido en líquido
Transformador de núcleo de metal amorfo de tipo seco
Transformador de núcleo de metal amorfo sumergido en líquido
Pérdida sin carga Pérdida con carga
0 20 40 60 80 100Carga (%)
4000
5000
6000
7000
8000
3000
2000
1000
0
Pér
dida
s (W
)
5 Pérdidas sin carga en transformadores estándar y de núcleo de metal amorfo sumergidos en líquido y de tipo seco de 1.000 kVA
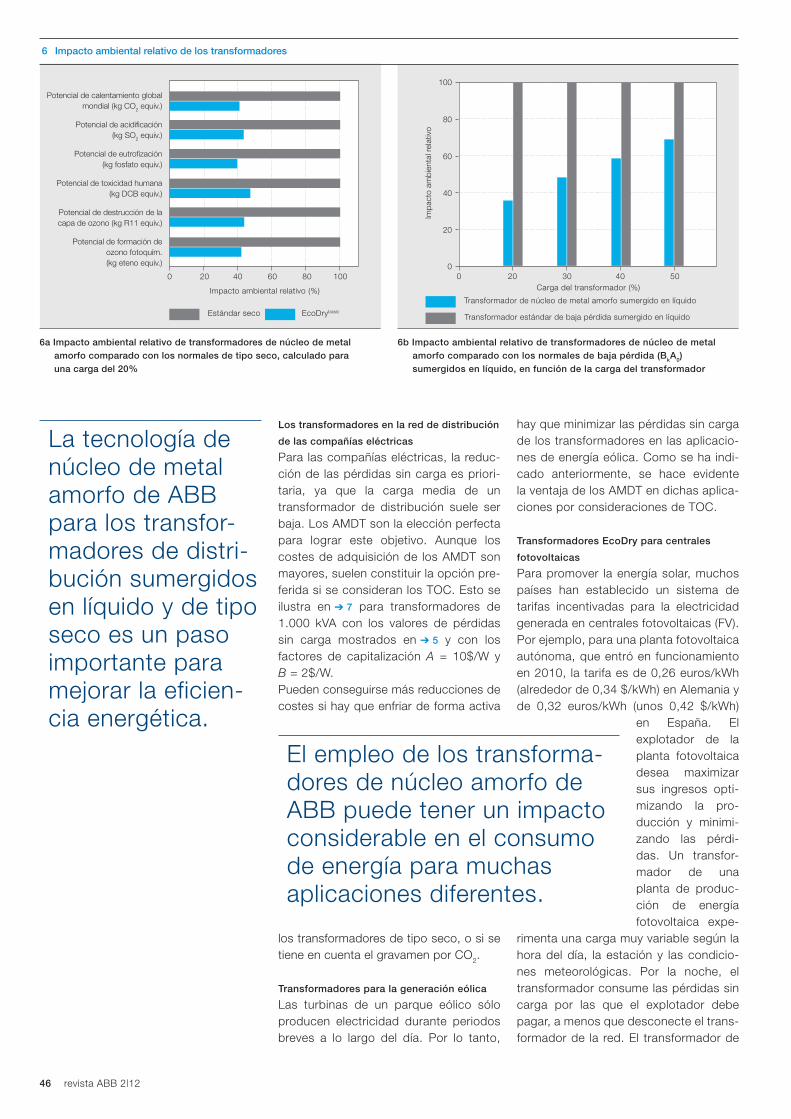
46 revista ABB 2|12
hay que minimizar las pérdidas sin carga de los transformadores en las aplicacio-nes de energía eólica. Como se ha indi-cado anteriormente, se hace evidente la ventaja de los AMDT en dichas aplica-ciones por consideraciones de TOC.
Transformadores EcoDry para centrales
fotovoltaicas
Para promover la energía solar, muchos países han establecido un sistema de tarifas incentivadas para la electricidad generada en centrales fotovoltaicas (FV). Por ejemplo, para una planta fotovoltaica autónoma, que entró en funcionamiento en 2010, la tarifa es de 0,26 euros/kWh (alrededor de 0,34 $/kWh) en Alemania y de 0,32 euros/kWh (unos 0,42 $/kWh)
en España. El explotador de la planta fotovoltaica desea maximizar sus ingresos opti-mizando la pro-ducción y minimi-zando las pérdi- das. Un transfor-mador de una planta de produc-ción de energía foto voltaica expe-
rimenta una carga muy variable según la hora del día, la estación y las condicio-nes meteorológicas. Por la noche, el transformador consume las pérdidas sin carga por las que el explotador debe pagar, a menos que desconecte el trans-formador de la red. El transformador de
Los transformadores en la red de distribución
de las compañías eléctricas
Para las compañías eléctricas, la reduc-ción de las pérdidas sin carga es priori-taria, ya que la carga media de un transformador de distribución suele ser baja. Los AMDT son la elección perfecta para lograr este objetivo. Aunque los costes de adquisición de los AMDT son mayores, suelen constituir la opción pre-ferida si se consideran los TOC. Esto se ilustra en ➔ 7 para transformadores de 1.000 kVA con los valores de pérdidas sin carga mostrados en ➔ 5 y con los factores de capitalización A = 10$/W y B = 2$/W.Pueden conseguirse más reducciones de costes si hay que enfriar de forma activa
los transformadores de tipo seco, o si se tiene en cuenta el gravamen por CO2.
Transformadores para la generación eólica
Las turbinas de un parque eólico sólo producen electricidad durante periodos breves a lo largo del día. Por lo tanto,
La tecnología de núcleo de metal amorfo de ABB para los transfor-madores de distri-bución sumergidos en líquido y de tipo seco es un paso importante para mejorar la eficien-cia energética.
El empleo de los transforma-dores de núcleo amorfo de ABB puede tener un impacto considerable en el consumo de energía para muchas aplicaciones diferentes.
6 Impacto ambiental relativo de los transformadores
6a Impacto ambiental relativo de transformadores de núcleo de metal amorfo comparado con los normales de tipo seco, calculado para una carga del 20%
6b Impacto ambiental relativo de transformadores de núcleo de metal amorfo comparado con los normales de baja pérdida (BkA0) sumergidos en líquido, en función de la carga del transformador
Estándar seco EcoDrybasic Transformador de núcleo de metal amorfo sumergido en líquido
Transformador estándar de baja pérdida sumergido en líquido
Impacto ambiental relativo (%)
0 20 40 60 80 100 0 20 30 40 50
Potencial de calentamiento global mondial (kg CO2 equiv.)
Potencial de acidificación (kg SO2 equiv.)
Potencial de eutrofización (kg fosfato equiv.)
Potencial de toxicidad humana (kg DCB equiv.)
Potencial de destrucción de la capa de ozono (kg R11 equiv.)
Potencial de formación de ozono fotoquím. (kg eteno equiv.)
Carga del transformador (%)
Impa
cto
ambi
enta
l rel
ativ
o
80
100
60
40
20
0
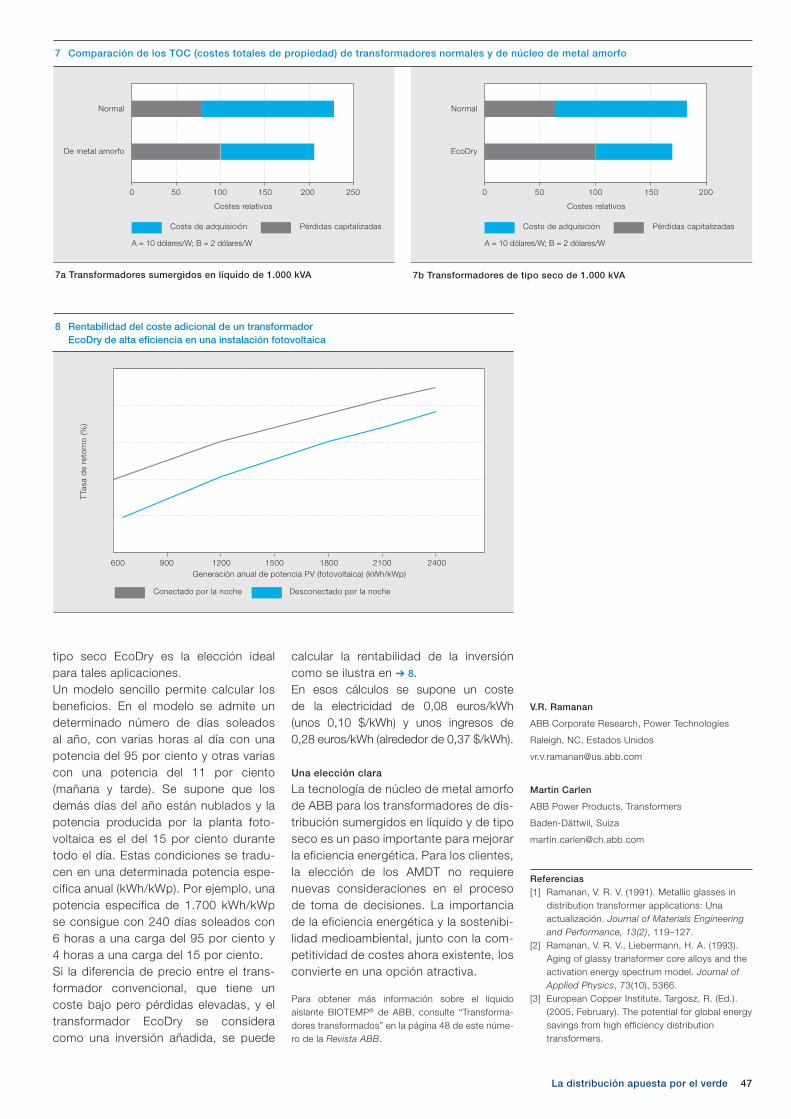
47La distribución apuesta por el verde
V.R. Ramanan
ABB Corporate Research, Power Technologies
Raleigh, NC, Estados Unidos
Martin Carlen
ABB Power Products, Transformers
Baden-Dättwil, Suiza
Referencias[1] Ramanan, V. R. V. (1991). Metallic glasses in
distribution transformer applications: Una actualización. Journal of Materials Engineering and Performance, 13(2), 119–127.
[2] Ramanan, V. R. V., Liebermann, H. A. (1993). Aging of glassy transformer core alloys and the activation energy spectrum model. Journal of Applied Physics, 73(10), 5366.
[3] European Copper Institute, Targosz, R. (Ed.). (2005, February). The potential for global energy savings from high efficiency distribution transformers.
calcular la rentabilidad de la inversión como se ilustra en ➔ 8.
En esos cálculos se supone un coste de la electricidad de 0,08 euros/kWh (unos 0,10 $/kWh) y unos ingresos de 0,28 euros/kWh (alrededor de 0,37 $/kWh).
Una elección clara
La tecnología de núcleo de metal amorfo de ABB para los transformadores de dis-tribución sumergidos en líquido y de tipo seco es un paso importante para mejorar la eficiencia energética. Para los clientes, la elección de los AMDT no requiere nuevas consideraciones en el proceso de toma de decisiones. La importancia de la eficiencia energética y la sostenibi-lidad medioambiental, junto con la com-petitividad de costes ahora existente, los convierte en una opción atractiva.
Para obtener más información sobre el líquido aislante BIOTEMP® de ABB, consulte “Transforma-dores transformados” en la página 48 de este núme-ro de la Revista ABB.
tipo seco EcoDry es la elección ideal para tales aplicaciones.Un modelo sencillo permite calcular los beneficios. En el modelo se admite un determinado número de días soleados al año, con varias horas al día con una potencia del 95 por ciento y otras varias con una potencia del 11 por ciento (mañana y tarde). Se supone que los demás días del año están nublados y la poten cia producida por la planta foto-voltaica es el del 15 por ciento durante todo el día. Estas condiciones se tradu-cen en una determinada potencia espe-cífica anual (kWh/kWp). Por ejemplo, una potencia específica de 1.700 kWh/kWp se consigue con 240 días soleados con 6 horas a una carga del 95 por ciento y 4 horas a una carga del 15 por ciento.Si la diferencia de precio entre el trans-formador convencional, que tiene un coste bajo pero pérdidas elevadas, y el transformador EcoDry se considera como una inversión añadida, se puede
7 Comparación de los TOC (costes totales de propiedad) de transformadores normales y de núcleo de metal amorfo
7a Transformadores sumergidos en líquido de 1.000 kVA 7b Transformadores de tipo seco de 1.000 kVA
Coste de adquisición Pérdidas capitalizadas Coste de adquisición Pérdidas capitalizadas
A = 10 dólares/W; B = 2 dólares/W A = 10 dólares/W; B = 2 dólares/W
0 50 100 150 200 250 0 50 100 150 200
Normal
De metal amorfo
Normal
EcoDry
Costes relativos Costes relativos
8 Rentabilidad del coste adicional de un transformador EcoDry de alta eficiencia en una instalación fotovoltaica
Conectado por la noche Desconectado por la noche
600 900 1200 1500 1800 2100 2400Generación anual de potencia PV (fotovoltaica) (kWh/kWp)
TTas
a d
e re
torn
o (%
)

48 revista ABB 2|12

49
Pero si se produce un incendio, las con-secuencias pueden ser tremendas. El líquido aislante que se encuentra en muchos transformadores, muy inflama-ble, puede alimentar el fuego durante mucho tiempo y el humo puede contener sustancias tóxicas perjudiciales para los seres humanos y otras especies vivien-tes. Si se rompe el depósito, el líquido puede verterse y provocar contamina-ción en el suelo o en las aguas. El equipo cercano puede sufrir daños. Por ello no sorprende que los costes económicos y de reputación asociados lleguen a ser muy elevados.Una forma de reducir considerablemente el riesgo de que se incendie un transfor-mador es utilizar un líquido aislante die-léctrico fácilmente biodegradable, con
A fortunadamente, los casos de incendio de un transfor-mador son raros. Una impor-tante compañía eléctrica nor-
teamericana ha informado acerca de una tasa de fallos del 1,21 por ciento al año en todo su parque de transformadores de 765 kV a lo largo de un período de 20 años [1]; sólo el 0,14 por ciento de éstos registraron un incendio.
gEORgE FRIMPOng, STEPHAnE PAgE, kJELL CARRAnDER, DOn CHERRy – Cada año, parte de las averías que sufren los transformadores terminan en incendios. Como el líquido aislante del transformador es inflamable, los incendios pueden prolongarse durante varias horas o días. El fuego, el humo y las posibles fugas de líquido pueden suponer un riesgo, no sólo para la salud humana y animal y para el medio ambiente, sino también para los equipos próximos. Además, el suceso puede repercutir tanto en la reputación como en la cuenta de resultados de las partes implicadas. Por ello no sorprende que la industria haga cada vez más hincapié en transformadores que tengan un menor riesgo de incendio. ABB ha presentado BIOTEMP®, un líquido aislante dieléctrico, éster natural de alto contenido oleico, de elevado punto de combustión, que presenta un riesgo mucho menor de inicio y propagación del fuego que el aceite mineral utilizado tradicionalmente. ¿Qué tiene un transformador lleno de BIOTEMP que lo convierte en uno de los transformadores sumergido en líquido más seguros del mercado?
La utilización de aceite vegetal como líquido aislante reduce el riesgo de incendio de los transformadores
Transformadores transformados
Transformadores transformados
Imagen del títuloPuede ser una sorpresa encontrarse productos basados en aceite vegetal en equipos modernos de alta tensión, como esta subestación compacta móvil de 138 kV, destinada a suministrar energía a 50.000 personas en Brasil. Pero este regalo de la madre Naturaleza ayuda a que los transformadores de ABB sumergidos en BIOTEMP estén entre los más seguros del mercado.

50 revista ABB 2|12
¿Pero cómo se inicia un incendio en un transformador? ¿Y qué características del BIOTEMP ayudan a extinguirlo?
Anatomía del incendio de un transformadorTodo incendio necesita los tres elementos del “triángulo de fuego”: combustible, oxígeno y una fuente de ignición. En un transformador sumergido en líquido, se puede considerar que el aceite aislante es el combustible. En un transformador cerrado herméticamente hay un suminis-tro limitado de oxígeno disuelto en el acei-te. En el caso de un transformador abierto al aire, el aceite puede estar saturado de aire. Incluso en este último caso, donde puede encontrarse la máxima cantidad de oxígeno (alrededor de 30.000 partes por millón) presente en el aceite, está comple-tamente disuelto. En consecuencia, en ambos casos, no hay oxígeno “libre ” dis-ponible para sostener un fuego en el inte-rior del transformador. Esto pone de mani-fiesto la escasa probabilidad de que un transformador se incendie.Cuando se produce en un transformador un fallo por baja impedancia, ocasiona un arco eléctrico que puede calentar el acei-
alto punto de combustión, como el BIO-TEMP de ABB.
¿Qué es el BIOTEMP?BIOTEMP es un líquido aislante dieléctri-co natural basado en un éster, fabricado a partir de aceite de semillas de girasol o de cártamo de alto contenido oleico [2]. Su estructura molecular presenta tres cadenas largas de ácidos grasos unidas a un esqueleto de glicerol. Se considera un éster natural de alto contenido oleico, ya que el ácido graso oleico supone más del 75 por ciento de la composición total del aceite vegetal. Con un punto de combustión por encima de 300 °C, el BIOTEMP está clasificado como líquido dieléctrico “menos inflamable” por la compañía de seguros FM Global y por UL, la organización independiente de certificación de seguridad de productos. Recibe una clasificación de peligro de incendio K2 según la norma IEC 61100.Por su naturaleza, el BIOTEMP es tam-bién fácilmente biodegradable. Esto significa que ningún derrame precisa ser tratado como residuo peligroso, lo que evita costes de eliminación y posibles sanciones reglamentarias.
2 Experimento de fallo por arco de alta energía
2a Cámara de acero 2b Configuración de los electrodos
BIOTEMP es un líquido aislante dieléctrico natural basado en un éster, fabricado a partir de aceite de semillas de girasol o de cárta-mo de alto conte-nido oleico.
1 Propiedades de peligro de incendio
Aceite mineral BIOTEMP Ventaja del
(valores típicos) (valores típicos) BIOTEMP
Punto de inflamación (°C) 148 314 +
Punto de combustión (°C) 160 347 +
Temperatura de autoinflamación (°C) 204 >400 +
Valor calórico neto (MJ/kg) ≥42 37 +

51
ciente para romper el depósito. Enton-ces, se liberarán aceite caliente y gases combustibles, y el aire rico en oxígeno se precipitará dentro del depósito. Si el
volumen de líquido vaporizado presen-te está dentro de los límites explosi-vos del líquido y sigue habiendo una fuente de calor, se iniciará la com-bustión. En ese momento, que el fuego se active o se autoextinga de-
pende principalmente de la velocidad con que se libere calor desde el líquido.
Fuego: parámetros de riesgo importantesSon varias las propiedades de un líquido aislante que determinan su propensión a arder. Las más importante son el punto de ignición, el punto de combustión, la temperatura de autoignición y la tasa de liberación de calor. También es importan-te señalar que son los vapores inflama-bles del líquido, no el líquido propiamente dicho, los que actúan como combustible.
te en su proximidad inmediata a varios miles de grados centígrados. En condi-ciones normales, la protección del trans-formador contra intensidades elevadas
interrumpirá la corriente de fallo y sólo una pequeña cantidad de aceite en la cercanía del arco sufrirá una temperatura elevada. Pero si el sistema de protección no funciona adecuadamente, el fuego pasa a ser una clara posibilidad: el arco vaporiza el aceite y produce una cantidad relativamente grande de gases combusti-bles, algunos de los cuales se disolverán en el aceite, pero otros escaparán al espacio gaseoso, si es que existe.Según la gravedad de la avería, la cre-ciente concentración de gases puede dar lugar a un aumento de presión sufi-
Transformadores transformados
Aunque muy raro, el incendio de un transformador puede tener con-secuencias desas-trosas.
Incluso cuando el aceite está totalmente saturado de oxígeno, no hay oxígeno “libre ” disponible para alimen-tar un fuego en el interior del transformador.
3 generación total de gases durante las pruebas de fallo por arco de alta energía:
3a Disuelto en el líquido 3b En el espacio del gas
Energía del arco (MJ)
Tota
l de
gas
com
bust
ible
dis
uelto
(ppm
) 100,000
80,000
60,000
40,000
20,000
00 1 2 3 4 5
Energía del arco (MJ)
Tota
l de
gas
com
bust
ible
(ppm
)
100,000
80,000
60,000
40,000
20,000
00 1 2 3 4 5
Huile minérale
BIOTEMP
Aceite mineral
BIOTEMP
4 Presión máxima generada durante el fallo por arco de alta energía
Energía del arco (MJ)
Pre
sión
máx
ima
(bar
)
25
30
20
15
10
5
00 1 2 3 4 5
Aceite mineral
BIOTEMP

52 revista ABB 2|12
Con el fin de evaluar estas propiedades, se han llevado a cabo experimentos para medir las diferencias de aumento de presión, los límites explosivos y la tasa de liberación de calor entre ambos.
Aumento de presión durante la formación de arcosSe realizaron un total de 10 pruebas de formación de arcos de alta energía (1 a 4 MJ), multiciclo, con BIOTEMP y con un aceite mineral típico en un laboratorio in-dependiente. Las pruebas se realizaron en una cámara de acero en forma de T provista de un colchón de gas nitrógeno de 30 a 35 l ➔ 2.
Se sumergieron en los líquidos tres elec-trodos de varilla con 4 cm de separación entre ellos.Se efectuaron pruebas de cortocircuito de corriente alterna trifásica de 12 kV y 5,5 kA rms con duraciones variables del cortocircuito para simular distintas ener-gías de arco. Después de cada prueba, se tomaron muestras de alrededor de 1 l de gas de la parte superior y de 40 ml de aceite y se analizaron.El BIOTEMP sólo presentaba alrededor del 25 al 50 por ciento de combustible disuelto en comparación con el aceite mineral, pero la cantidad total de gas en el espacio superior era similar, con pre-siones comparables ➔ 3.
El pico de la onda de presión medida muestra un ligero aumento en el BIO-TEMP respecto al aceite minera ➔ 4.
en ausencia de una llama o chispa. Un líquido cuya temperatura permanezca por encima del punto de combustión suministrará a un fuego una corriente continua de combustible.Una vez que se ha iniciado un fuego, la tasa de liberación de calor determina su capacidad para propagarse. La tasa de liberación de calor se define como la cantidad de energía térmica liberada por unidad de tiempo. Una tasa constante o creciente de liberación de calor dará lugar a un fuego autosostenido, mientras que una tasa decreciente producirá fuegos que se extinguen por sí solos después de cierto tiempo.Los vapores producidos por distintos líquidos aislantes presentan diferentes concentraciones de elementos inflama-bles o explosivos. Hay concentraciones superiores e inferiores de esos vapores en el aire entre las cuales se puede conside-rar inflamable una mezcla. Se denominan límites superior e inferior de inflamabilidad (o explosivo) (UFL y LFL, respectivamen-te), y el intervalo entre ambos se llama intervalo de inflamabilidad (o explosivo). Cuanto más alto sea el límite explosivo inferior, tanto mayor será el volumen de vapores necesario para que pueda iniciar-se el fuego y mantenerse después.Cuando se comparan las propiedades principales de peligro de incendio del aceite mineral convencional y del BIO-TEMP, se ponen de manifiesto las venta-jas de este último ➔ 1.
El punto de ignición es la temperatura más baja a la que un líquido puede vapo-rizarse para formar una mezcla inflama-ble en el aire, sin que tenga necesaria-mente que mantenerse la llama.El punto de combustión es la temperatu-ra más baja, por encima del punto de ignición, en el que la mezcla de vapores y oxígeno se quemará de forma conti-
nuada si se inflama. Es muy deseable que los puntos de ignición y combustión tengan valores altos.La temperatura de autoignición es la mínima a la que un material arde espon-táneamente y mantiene el fuego incluso
Un 0,6 por ciento de aceite mineral vaporizado en una mezcla aire/combustible es explo sivo; para el BIOTEMP, tiene que ser el 9 por ciento. Y tiene que estar 200 °C más caliente.
6 Prueba de fallo por arco de alta energía
6a Con aceite mineral 6b Con BIOTEMP
5 Límites explosivos de los vapores de BIOTEMP y del aceite mineral
Fluido aislante dieléctrico Temperatura de la prueba LFL UFL
Aceite mineral típico 200 °C 0,6 % vol 4,8 % vol
BIOTEMP 350–400 °C > 9,0 % vol ND*
* No pudo medirse el UFL porque se necesitaba una temperatura mayor para aumentar el volumen de combustible, pero la temperatura de la prueba ya estaba demasiado cerca de la temperatura de autoinflamación del BIOTEMP.

53
La conclusión es que la presión genera-da por ambos líquidos durante las prue-bas es similar.
Límites explosivosOtro laboratorio independiente midió el LFL y el UFL del BIOTEMP y de un aceite mineral típico, de acuerdo con el método
de ensayo de la norma ASTM E 918. Se inyectó la muestra en un recipiente de ensayo adecuadamente preparado a tra-vés de un tabique, seguido por la incor-poración de aire hasta la presión de prueba requerida (14,7 psi). Se efectua-ron intentos de ignición empleando un
Transformadores transformados
En realidad, la muestra de BIOTEMP se autoextinguió pasados algunos segundos de combustión.
Con el BIO TEMP, la tapa se abrió y, aunque se escapó una pequeña cantidad de aceite carbonizado y aceite vaporiza-do, no se produjo fuego.
7 Experimento de tasa de liberación de calor
7a Muestra de aceite mineral en el lugar de ignición y ardiendo
7b Muestra de BIOTEMP en el lugar de ignición y después de la autoextinción
arco constante de alta tensión (10 kV, 0,25 mA). Se modificó la concentración de la mezcla de prueba de un ensayo a otro hasta determinar el LFL y el UFL de la muestra. Los resultados indican que se creará un entorno explosivo si más del 0,6 por ciento del volumen de una mezcla de aire/combustible está com-
puesto por aceite mineral vaporiza-do ➔ 5.
Para el BIOTEMP, este valor debe ser mucho mayor (9,0 por ciento) para que se forme un entorno explosivo. No sólo eso, sino que, para el BIO-
TEMP, la temperatura debe ser, además, unos 200 °C más alta para que se pro-duzca un entorno explosivo. Esto da al BIOTEMP una ventaja considerable sobre el aceite mineral.La naturaleza explosiva del aceite mine-ral en comparación con el BIOTEMP se
Tiempo después del inicio del fuego (s)Tasa
med
ia d
e lib
erac
ión
de
calo
r (k
W/m
3 ) 500
400
300
200
100
0valor máximo 60 180 300
500
400
300
200
100
060 180 300
Aceite minerale
BIOTEMP
Aceite mineral
BIOTEMP
8a se mantiene la fuente de calor, y 8b Se apaga la fuente de calor
8 Medidas de la tasa de liberación de calor en las siguientes condiciones:
valor máximo
Tasa
med
ia d
e lib
erac
ión
de
calo
r (k
W/m
3 )
Tiempo después del inicio del fuego (s)
demostró utilizando depósitos de trans-formadores rellenos de aceite, montados sobre postes, por los que se hicieron pasar hasta 8.000 A durante tres ciclos. Se hizo saltar la tapa del dispositivo del aceite mineral y se inició un fuego cuan-do el aceite caliente quedó expuesto a la atmósfera. Durante la prueba correspon-diente con BIOTEMP, se abrió la tapa y, aunque una pequeña cantidad de aceite carbonizado y aceite vaporizado se ver-tió fuera del depósito, no se produjo ningún incendio ➔ 6.
Tasa de liberación de calorEl mismo laboratorio independiente llevó a cabo mediciones de la tasa de libe-ración de calor después de la adapta-ción del método de ensayo de la norma ASTM 1354. Se colocaron muestras de líquido en un cuenco de cerámica bajo una fuente de calor que suministra-ba 25 kW/m2.Cuando se formaron vapores, se activó una fuente de ignición colocada sobre el líquido hasta que se inició el fuego.

54 revista ABB 2|12
Se investigaron dos casos de prueba: en uno, se mantuvo la configuración tras la ignición, y, en el otro, se apagó la fuente de calor y se retiró la muestra para simular el disparo del interruptor de desconexión ➔ 7.
En el primer caso, se observó que la tasa media de liberación de calor para ambos líquidos aumentaba con el tiempo. Esto es coherente con la alimentación del fuego a partir de los productos volátiles debido a que la fuente de calor mantiene la temperatura del aceite por encima del punto de combustión. En el segundo caso, cuando se apagó la fuente de calor, se observó que el pico de la tasa de liberación de calor para el BIOTEMP (48 kW/m2) es ocho veces menor que para el aceite mineral (397 kW/m2) ➔ 8.
Para el aceite mineral, el máximo de la tasa de liberación de calor y el aumento con el tiempo de la tasa media de la libe-ración de calor es similar al del primer caso. Por el contrario, la muestra de BIOTEMP presenta una disminución con el tiempo de la tasa de liberación de calor. En realidad, la muestra de BIOTEMP se autoextinguió pasados algunos segundos de combustión.También se midieron algunos otros pará-metros durante el experimento, como el tiempo hasta la ignición, el tiempo hasta la extinción, el valor máximo de la tasa de liberación de calor máximo y la tasa de producción de humos ➔ 9.
Cuando se mantenía la fuente de calor, el tiempo hasta la ignición (un buen indi-cador de la resistencia al fuego de un material) es unas 12 veces mayor para BIOTEMP (724 s) que para el aceite mineral (58 s). La tasa de producción de humo, y por tanto de contaminante, para el BIOTEMP en combustión es menos de la mitad que para el aceite mineral. Cuando se apaga la fuente de calor, el tiempo hasta la ignición de BIOTEMP (723 s) vuelve a ser unas 12 veces mayor que el del aceite mineral (57 s). La for-
La formación de humos con BIOTEMP en este ensayo es 31 veces menor que con aceite mineral.
mación de humos con BIOTEMP en este ensayo es 31 veces menor que con el aceite mineral.
Aceites futurosLa marcha de la industria hacia transfor-madores que resistan cada vez más al fuego en condiciones de fallo está bien apoyada por BIOTEMP.
Aunque la probabilidad de rotura de un depósito es la misma que para el aceite mineral, BIOTEMP de-muestra un riesgo mucho menor de inicio y propa-gación del fuego, por no mencionar sus extraordina-rias propiedades de autoextinción. Esto hace de un transformador lleno con BIOTEMP uno de los trans-formadores sumergidos en líquido más seguros del mercado.
george Frimpong
ABB Power Products, Transformers
Raleigh, NC, Estados Unidos
Stephane Page
ABB Power Products, Transformers
Ginebra, Suiza
kjell Carrander
ABB Power Products, Transformers
Ludvika, Suecia
Don Cherry
ABB Power Products, Transformers
Boston sur, VA, Estados Unidos
Referencias[1] Foata, M. (2008). Power Transformer Fire Risk
Assessment. Paper A2.33, CIGRE Symposium, Sydney, Australia.
[2] Oommen, T.V., Claiborne, C.C. (1998). Biodegradable Insulating Fluid from High Oleic Vegetable Oils CIGRÉ, 15–302.
9 Parámetros de la tasa de liberación de calor
Fuente de calor mantenida Fuente de calor apagada
Fluido Tiempo para Tiempo hasta Tasa de Tiempo para Tiempo hasta Tasa de
aislante la inflamación la extinción producción la inflamación la extinción producción
dieléctrico (s) (s) de humos (m2/s) (s) (s) de humos (m2/s)
Aceite mineral 58 1027 0,0547 57 1160 0,0495
BIOTEMP 724 1762 0,0253 723 731 0,0016

55Avance
La mayoría de los lectores de la Revista ABB asocian ABB con sus diversos productos y servicios de los sectores de la electro-tecnia y la automatización. Muy pocos considerarían a ABB como una empresa de software. Esta última idea se está haciendo cada vez más inexacta, a medida que aumenta la importancia del software dentro de la empresa.
Empezando en el nivel incorporado, el software es un componen-te importante en productos tales como accionamientos, contado-res y dispositivos de protección, donde mejora la funcionalidad y la flexibilidad. Subiendo al nivel del sistema, el software es una parte central de los sistemas de control y automatización que permite que numerosos dispositivos individuales aúnen esfuerzos e intercambien datos en tiempo real para que “el todo se convier-ta en mucho más que la suma de sus partes”. Además de los sensores y elementos activos individuales, dichos sistemas incluyen dispositivos de control para la coordinación, que a menudo ejecutan algoritmos complejos. En una tercera categoría, ABB también crea paquetes independientes de software para tareas de control y optimización de nivel superior.
Además de ejemplos que ilustran todas estas categorías, el número 3/2012 de la Revista ABB incluirá algunos aspectos más generales del software, tales como la forma en que se asegura la calidad en su ciclo de desarrollo o el modo de reducir las amena-zas para la ciberseguridad.
SoftwareAvance 3|12
Consejo de redacción
Claes RytoftDirector de TecnologíaI+D y tecnología del Grupo
Clarissa HallerResponsable de comunicaciones corporativas
Ron PopperJefe de Responsabilidad empresarial
Eero JaaskelaJefe de gestión de cuentas del grupo
Andreas MoglestueJefe de redacción de la Revista ABB
EditorialLa Revista ABB es una publicación de I+D y tecnología del Grupo ABB.
ABB Technology Ltd.Revista ABBAffolternstrasse 44CH-8050 ZürichSuiza
La Revista ABB se publica cuatro veces al año en inglés, francés, alemán, español, chino y ruso. La Revista ABB es una publicación gratuita para todos los interesados en la tecnología y los objetivos de ABB. Si desea suscribirse, póngase en contacto con el representante de ABB más cercano o suscríbase en línea en www.abb.com/abbreview
La reproducción o reimpresión parcial está permitida a condición de citar la fuente. La reimpresión completa precisa del acuerdo por escrito del editor.
Editorial y copyright © 2012ABB Technology Ltd.Zurich, Suiza
ImpresiónVorarlberger Verlagsanstalt GmbHAT-6850 Dornbirn/Austria
DiseñoDAVILLA AGZurich, Suiza
Cláusula de exención de responsabilidadLas informaciones contenidas en esta revista reflejan el punto de vista de sus autores y tienen una finalidad puramente informativa. El lector no deberá actuar sobre la base de las afirmaciones contenidas en esta revista sin contar con asesora - miento profesional. Nuestras publicaciones están a disposición de los lectores sobre la base de que no implican asesoramiento técnico o profesional de ningún tipo por parte de los autores, ni opinio- nes sobre materias o hechos específicos, y no asumimos responsabilidad alguna en relación con el uso de las mismas. Las empresas del Grupo ABB no garantizan ni aseguran, ni expresa ni implícita-mente, el contenido o la exactitud de los puntos de vista expresados en esta revista.
ISSN: 1013-3119
www.abb.com/abbreview

¿Aumentar la eficiencia energética un 25%?
Por supuesto.
Una solución completa de sistemas eléctricos y de automatizaciónde ABB ha permitido a la mayor planta de aluminio de Europaaumentar su eficiencia energética un 25% y al mismo tiempo incrementar su productividad. Enfocando nuestra investigación ydesarrollo en mejorar el rendimiento y en la conservación de losrecursos, trabajamos de forma continua para ahorrar energía ydinero. Y conservar el medio ambiente. www.abb.com/betterworld















![ABB Revista 2-2010_72dpi[1]](https://img.dokumen.tips/doc/110x75/557210fd497959fc0b8e13b9/abb-revista-2-201072dpi1.jpg)













