Embed Size (px)
Citation preview
1
Facultatea de Inginerie STUDENT .................................................................................... Specializarea: IEI, an II NOTA:
EXAMEN LA MICROTEHNOLOGII
TOTAL PUNCTAJ: Pentru promovarea examenului trebuie acumulate minim 45 de puncte !
Se penalizează cu 5 p scrisul neîngrijit și dezordonat și cu 5 p neindicarea unităților de măsură.
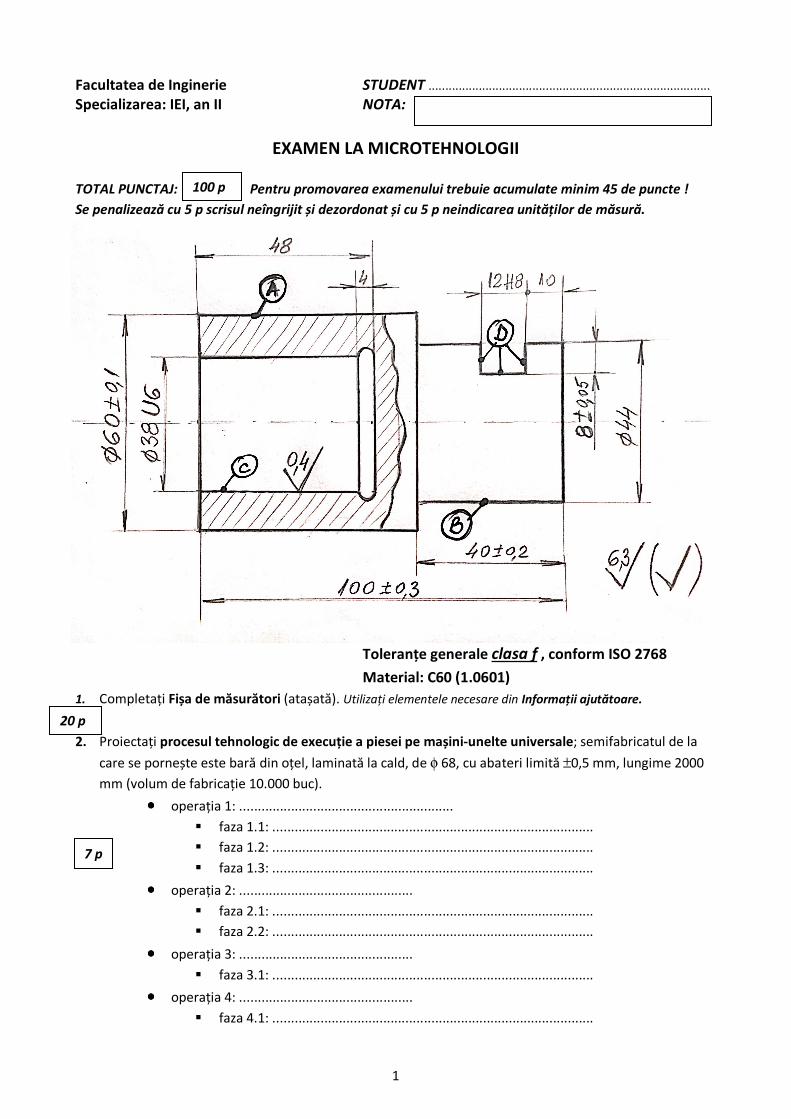
Subiectele 1, 2, ...., 8 fac referire la piesa din schița de mai jos:
Toleranțe generale clasa f , conform ISO 2768
Material: C60 (1.0601)
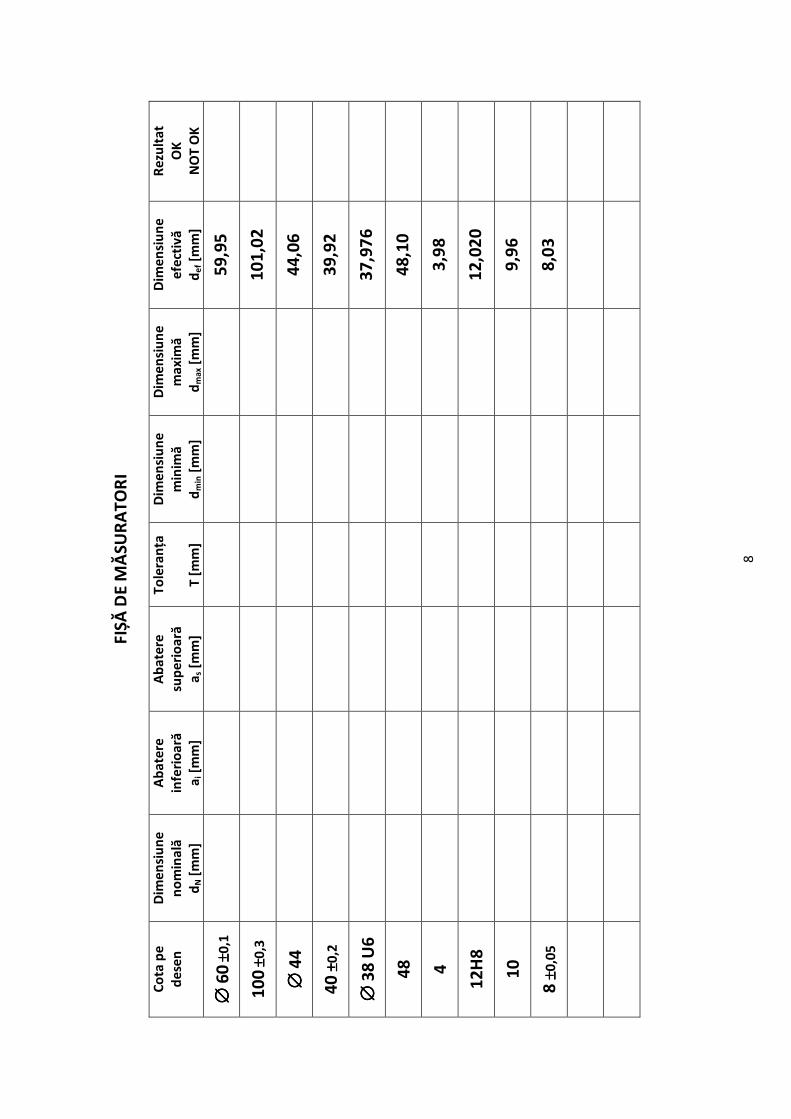
1. Completați Fișa de măsurători (atașată). Utilizați elementele necesare din Informații ajutătoare.
2. Proiectați procesul tehnologic de execuție a piesei pe mașini-unelte universale; semifabricatul de la
care se pornește este bară din oțel, laminată la cald, de φ 68, cu abateri limită ±0,5 mm, lungime 2000
mm (volum de fabricație 10.000 buc).
•••• operația 1: ..........................................................
� faza 1.1: .......................................................................................
� faza 1.2: .......................................................................................
� faza 1.3: .......................................................................................
•••• operația 2: ...............................................
� faza 2.1: .......................................................................................
� faza 2.2: .......................................................................................
•••• operația 3: ...............................................
� faza 3.1: .......................................................................................
•••• operația 4: ...............................................
� faza 4.1: .......................................................................................
7 p
20 p
100 p
2
3. Pentru suprafața notată cu A : (pentru rezolvare vedeți și indicațiile din secțiunea Informații ajutătoare)
a. alegeți scula de lucru: denumire.......................................................................................
b. calculați numărul de treceri, dacă adâncimea de așchiere recomandată este t = 4 mm:
c. calculați turația piesei:
d. calculați timpul de bază de lucru:
4. Pentru suprafața notată cu B : (pentru rezolvare vedeți și indicațiile din secțiunea Informații ajutătoare)
a. alegeți scula de lucru: denumire: ......................................................................................
b. calculați numărul de treceri, dacă adâncimea de așchiere recomandată este t = 4 mm:
c. calculați turația piesei:
d. calculați timpul de bază de lucru:
5. Pentru obținerea suprafeței notate cu C , pentru faza care face parte din operația 2, având în vedere
că mașina-unealtă (mașina de frezat) are doar cap vertical de lucru: (pentru rezolvare vedeți și indicațiile
din secțiunea Informații ajutătoare)
a. alegeți scula de lucru: denumire: ...........................................................................................
b. calculați turația sculei:
c. calculați timpul de bază de lucru:
6. Pentru obținerea suprafețelor notate cu D , având în vedere că mașina-unealtă (mașina de frezat) are
doar cap vertical de lucru: (pentru rezolvare vedeți și indicațiile din secțiunea Informații ajutătoare)
a. alegeți scula de lucru: denumire: .............................................................................................
b. cine execută avansul?
c. cine execută mișcarea de rotație?
d. calculați turația sculei:
e. calculați timpul de bază de lucru:
1 p
2 p
1 p
4 p
1 p
2 p
4 p
1 p
2 p
1 p
4 p
1 p
2 p
4 p
1 p
1 p
3
7. Pentru ultima operație pentru finisarea suprafeței notată cu C :
(pentru rezolvare vedeți și indicațiile din secțiunea Informații ajutătoare)
a. alegeți scula de lucru: denumire și notare .....................................................................................
..............................................................................................
b. desenați schița operației (indicați pe desen: piesa, scula, mișcările necesare realizării suprafeței)
c. calculați turația sculei:
d. indicați o viteză periferică corectă pentru piesa de prelucrat și calculați turația ei:
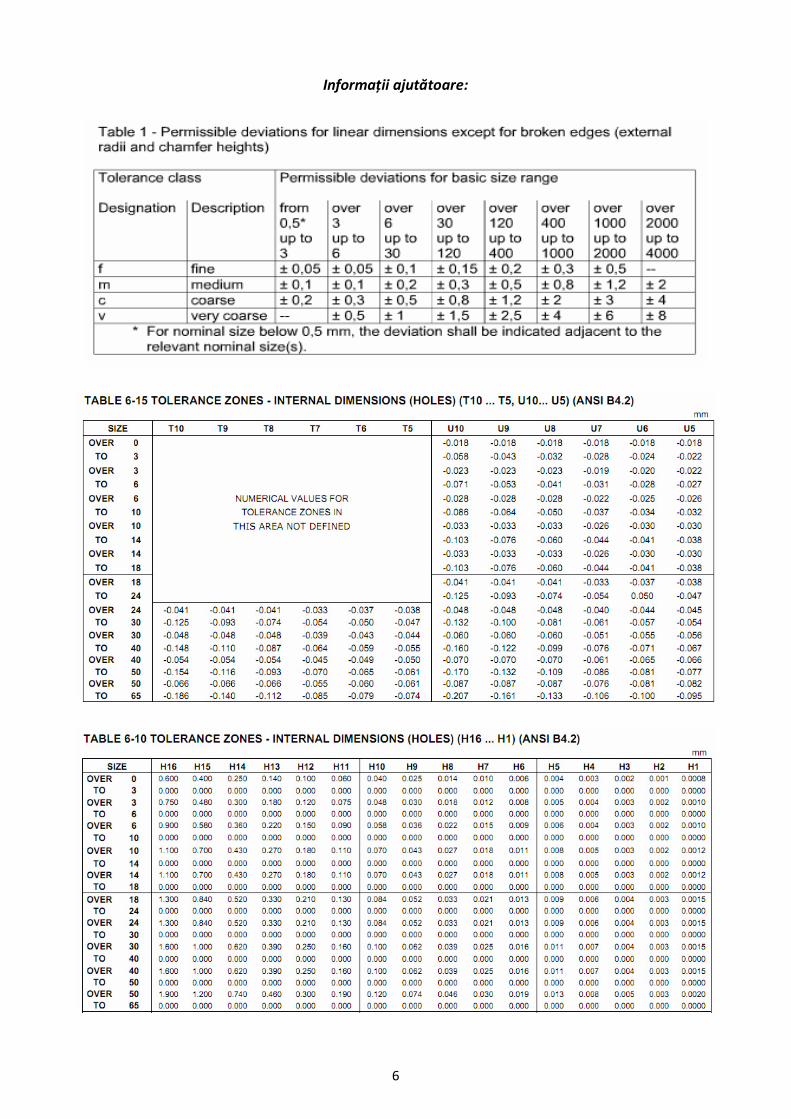
8. În alezajul având cota ∅∅∅∅ 38 U6 se va monta capătul unui ax cilindric (arbore) având cota ∅∅∅∅ 38 f5.
Argumentați (prin calcule) ce fel de ajustaj se va forma: cu joc sau cu strângere.
(pentru rezolvare vedeți și indicațiile din secțiunea Informații ajutătoare)
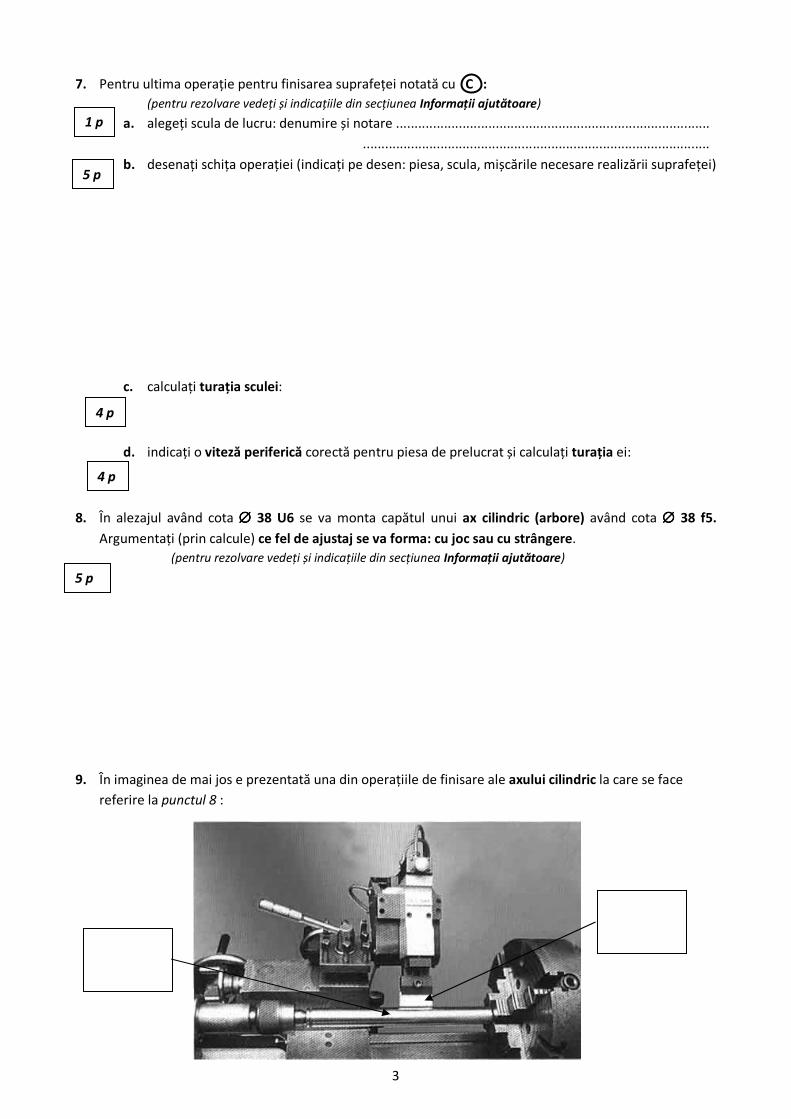
9. În imaginea de mai jos e prezentată una din operațiile de finisare ale axului cilindric la care se face
referire la punctul 8 :
4 p
4 p
5 p
5 p
1 p

4
a. înscrieți în chenare care este:
•••• piesa prelucrată – axul;
•••• scula pentru prelucrarea axului – precizați și denumirea sculei. b. denumiți procedeul și prezentați schema de principiu:
procedeu tehnologic .........................................................
c. faceți precizări privind scula folosită, adaosul de prelucrare, parametri regimului de lucru,
treptele de precizie și gama de rugozități posibil de obținut prin acest procedeu:
10. În imaginea de alături sunt prezentate
componentele unei proteze de șold de tip
Spotorno®. Componentele metalice sunt
realizate din aliaj Ti-Al-Nb (Ti6Al7Nb) sau aliaj
Co-Cr-Mo (Protasul®)
a. scrieți explicit elementele chimice aflate
în aliajele mai sus menționate:
5 p
5 p
1 p
3 p

5
b. recomandați un procedeul tehnologic aditiv prin care se pot realiza componentele metalice
ale protezei de șold, argumentați recomandarea și prezentați avantajele utilizării lui:
c. pentru procedeul tehnologic precizat la pct. b prezentați schema de principiu și descrieți modul
de lucru:
3 p
5 p
6
Informații ajutătoare:
7
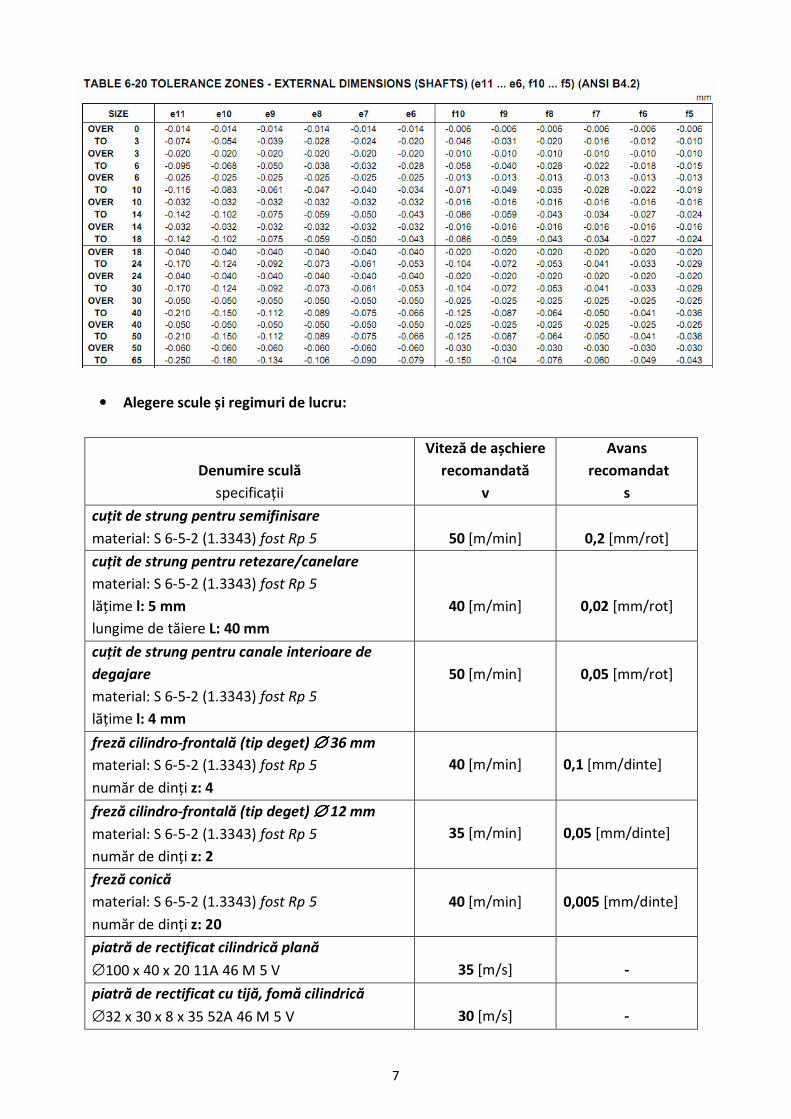
• Alegere scule și regimuri de lucru:
Denumire sculă
specificații
Viteză de așchiere
recomandată
v
Avans
recomandat
s
cuțit de strung pentru semifinisare
material: S 6-5-2 (1.3343) fost Rp 5
50 [m/min]
0,2 [mm/rot]
cuțit de strung pentru retezare/canelare
material: S 6-5-2 (1.3343) fost Rp 5
lățime l: 5 mm
lungime de tăiere L: 40 mm
40 [m/min]
0,02 [mm/rot]
cuțit de strung pentru canale interioare de
degajare
material: S 6-5-2 (1.3343) fost Rp 5
lățime l: 4 mm
50 [m/min]
0,05 [mm/rot]
freză cilindro-frontală (tip deget) ∅∅∅∅ 36 mm
material: S 6-5-2 (1.3343) fost Rp 5
număr de dinți z: 4
40 [m/min]
0,1 [mm/dinte]
freză cilindro-frontală (tip deget) ∅∅∅∅ 12 mm
material: S 6-5-2 (1.3343) fost Rp 5
număr de dinți z: 2
35 [m/min]
0,05 [mm/dinte]
freză conică
material: S 6-5-2 (1.3343) fost Rp 5
număr de dinți z: 20
40 [m/min]
0,005 [mm/dinte]
piatră de rectificat cilindrică plană
∅100 x 40 x 20 11A 46 M 5 V
35 [m/s]
-
piatră de rectificat cu tijă, fomă cilindrică
∅32 x 30 x 8 x 35 52A 46 M 5 V
30 [m/s]
-
8
FIȘĂ
DE
MĂ
SUR
ATO
RI
Co
ta p
e d
esen
D
imen
siu
ne
no
min
ală
dN [
mm
]
Ab
ater
e in
feri
oar
ă a i
[m
m]
Ab
ater
e su
per
ioar
ă a s
[m
m]
Tole
ran
ța
T
[mm
]
Dim
ensi
un
e m
inim
ă d
min
[m
m]
Dim
ensi
un
e m
axim
ă d
max
[m
m]
Dim
ensi
un
e ef
ecti
vă
de
f [m
m]
Rez
ult
at
OK
N
OT
OK
∅ ∅∅∅ 6
0 ± ±±±
0,1
59,9
5
100
± ±±±0,
3
10
1,0
2
∅ ∅∅∅ 4
4
44
,06
40
± ±±±0,
2
39
,92
∅ ∅∅∅
38
U6
37,9
76
48
48
,10
4
3,9
8
12H
8
12
,02
0
10
9,9
6
8 ± ±±±
0,05
8,
03




























