Embed Size (px)
Citation preview
![Page 1: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/1.jpg)
208
Vol.35,No.3(2013)208‐216
TribologyinIndustry
www.tribology.fink.rs
TribologicalPropertiesofNanometricAtomicLayerDepositionsAppliedonAISI420StainlessSteel
E.Marin
a,A.Lanzuttia,L.Fedrizzia
a
UniversityofUdine,DepartmentofChemistry,PhysicsandEnvironment,ViadelCotonificio108,33100Udine,Italy.
Keywords:
SurfactantsSelf‐assembleBoundarylubricationNanotechnology
ABSTRACT
Atomic Layer Deposition (ALD) is a modern technique that allows to depositnanometric, conformal coatings on almost any kind of substrate, from plastics toceramic, metals or even composites. ALD coatings are not dependent on themorphology of the substrate and are only regulated by the composition of theprecursors,thechambertemperatureandthenumberofcycles.In this work, mono‐ and bi‐layer nanometric, protective low‐temperature ALDcoatings,basedonAl2O3andTiO2,wereappliedonAISI420StainlessSteelinordertoenhanceitsrelativelylowcorrosionresistanceinchloridecontainingenvironments.Tribological testingwere also performed on theALD coatedAISI 420 in order toevaluatethewearandscratchresistanceofthesenanometriclayersandthusevaluatetheirdurability.ScratchtestswereperformedusingastandardRockwellCindenter,underavariableloadcondition, inorder toevaluate thecritical loadingcondition foreachcoating.Wear testing were performed using a stainless steel counterpart, in ball‐on‐discconfiguration, inordertomeasurethe frictioncoefficientand toconfront thewearresistance.All scratch tests scarsandwear trackswere thenobservedbymeansofScanningElectronMicroscopy (SEM) inorder tounderstand thewearmechanismsthatoccurredonthesamplesurfaces.Corrosiontesting,performedunderimmersionin0.2MNaClsolutions,clearlyshowedthattheALDcoatingshaveastrongeffectinprotectingtheStainlessSteelsubstrateagainstcorrosion,reducingthecorrosioncurrentdensitybytwoordersofmagnitude.The preliminary tribological results showed thatALD depositions obtained at lowtemperatures have a brittle behavior caused by the amorphous nature of theirstructure, and thus undergo delamination phenomena during Scratch Testing atrelatively lowapplied loads.Duringball‐on‐disctesting,thecoatingswereremovedfrom the substrate, inparticular formonolayerALDconfigurations,which seem tohavealowertoughnesswhencomparedtobi‐layerconfigurations.
©2013PublishedbyFacultyofEngineering
Correspondingauthor:
E.MarinUniversityofUdine,DepartmentofChemistry,PhysicsandEnvironment,ViadelCotonificio108,33100Udine,Italy.E‐mail:[email protected]
1. INTRODUCTIONMartensiticstainlesssteelsarewidelyusedforawide range of applications,mainly due to their
balanced properties, as they couple relativelymicrohardness, mechanical resistance andcorrosion resistance in many aggressiveenvironments[1].Forthesereasons,martensitic
RESEARCH
![Page 2: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/2.jpg)
E.Marinetal.,TribologyinIndustryVol.35,No.3(2013)208‐216
209
stainless steels are nowadays applied for: knifeblades[2],oilandgas[3],offshoreplatforms[4],turbine blades [5], components subject toabrasivewearat relativelyhigh temperatureoraggressiveenvironments[6].Even so, stainless steels could show insufficientcorrosionresistance instronglyaggressivemediacontainingCl‐andS2‐ions,athightemperatureorveryhigh/lowpHvalues[7].Forthesereasons,inparticularcircumstancesStainlessSteelsmayneeda further improvement of corrosion protection.Conventional treatments, such as painting, arehardly applicable to Stainless Steel due toadhesionproblemsbetweenpaintandthemetalsubstrate[8].A great number of innovative treatments arenowadays under intensive study to improveStainless Steel corrosion resistance, such asplasmadetonation techniques [9], arc‐ionplating[10], sol‐gel deposition [11], chemical conversionlayers of cerium [12] chromium [13] or otherelements, Chemical Vapor Deposition [14], High‐Velocity Oxy‐fuel Spray (HVOF) [15], plasma‐nitriding [16], andAtomic LayerDeposition [17].Allthesetechniquesmayalsobeappliedinorderto improve the tribological resistance of thesubstrate,astheygranthigherhardnessandwearabrasion when compared to stainless steel orothercommonmetallicalloys[18‐21].ThemodernconceptofALDisanextensionoftheALE (Atomic Layer Epitaxy), patented by Prof.Suntola [22]. Suntola’s studies were mainlyfocused on switching effects in chalcogenidenanometricfilmsforsolidstateelectronicdevices[23‐25], and lately extended to a wide range ofamorphous semi‐conductive thin films [26]. ALD(as ALE) process involves a sequence of self‐limitingsurfacereactions.Asevidencedin1980byAhonenetal.[27],theself‐limitingcharacteristicofeach reaction step differentiates ALE and ALDfrom other chemical vapor depositiontechnolnologies. In ALD each deposition cycle isclearly divided in four steps: in the first step aprecursor is injected in the deposition chamber.Theprecursorischosensothatitsmoleculeswillnot react with each other at the depositiontemperature. In ideal situations, a singlemonolayer is thus formed as a result of thereactionwiththesubstrate.Inthesecondstep,thechamber ispurgedwithnitrogenor argongas inordertoremovetheexcessofreactantandprevent“parasitic”CVDdepositiononthesubstrate,which
will eventually occur if two different precursorsarepresentinthedepositionchamberatthesametime. In the third step, the second precursor isinjectedinthechamber.Inthecaseofmetaloxidelayers,thisisanoxidantagent,usuallysimpleH2O.The last step of the deposition cycle is a secondpurge to remove the excess of reactant withpurging gas. Closed‐loop repetitions of the fourbasicsteps theoreticallyallowobtainingperfectlyconformal deposits of any desired thickness. Byavoiding the contact between the precursorsthroughout the whole coating process, a filmgrowth at atomic layer control, with a thicknesscontrolwithin~10pm,canbeobtained.Interest in ALD has increased stepwise in themid‐1990’sand2000’s,withtheinterestfocusedonsilicon‐basedmicroelectronics[28].Uptothepresent time,ALDprocesseshavebeenused todeposit several types of nanometric films,including several chemical compounds (e.g.AsGa,CdSe,…),metaloxides(e.g.Al2O3,CaO,CuO,Er2O3, Ga2O3, HfO2, La2O3, MgO, Nb2O5, Sc2O3,SiO2, Ta2O5, TiO2, Y2O3, Yb2O3, ZnO, ZrO2),nitrides (e.g. TiN, TaN, AlN, GaN, WN, NbN),sulfides (e.g. SrS, ZnS), carbides (e.g. TaC, TiC),fluorides (e.g. CaF2, LaF3, MgF2), pure metals(e.g. Ru, Ir, Ta, Pt), biomaterials (e.g.hydroxyapatite (Ca10(PO4)6(OH)2)) and evenpolymers(e.g.Polyimides)[29,30].Results on the corrosion protection on stainlesssteelbyALDTiO2andAl2O3 layerswerealreadyobtained by Matero et al. (1999) [30], whichsupposed that theconformalALDcoatingscouldimprove the corrosion resistance of differentmetal alloys. In2007,Shanet al. [31]usedTiO2ALDlayerstoprotectanundefinedstainlesssteel,obtainingonlya limitedeffect. In2011,Marinetal.[32],Diazetal.[17]andPottsetal.[33]clearlyshowed that the residual porosity of ALD layersdecreases increasing the thickness of the layerthusimprovingtheprotectionofthesubstrate.Inmost cases [32,17,33,34] the nanometric ALDlayers clearly showed a corrosion protectionsimilar,ifnotsuperiortoconventionalprotectivetechniquesandthickercoatings,evenifcommonindustrialtests(saltspray)performedonPlasmaEnhancedALDbyPottsetal.[33]clearlyshowedatime‐limitedcorrosionprotection.Inthiswork,characterizationofALDcoatedAISI316 L has been carried out, in order todetermine the possible use of nanometricceramic ALD coatings for the corrosion andtribologicalprotectionofstainlesssteel.
![Page 3: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/3.jpg)
E.Marinetal.,TribologyinIndustryVol.35,No.3(2013)208‐216
210
2. EXPERIMENTAL
2.1SamplesproductionDiscsofstandardAISI420martensiticstainlesssteel(chemicalcompositionwt.%:C=0.035;P<0.04; S < 0.03;Mn = 2.0; Si = 0.75; Cr = 16.0 –18.0; Ni = 10.0 – 15.0; Mo = 2.0 – 3.0) wereobtainedbymachining and cuttingofbars.Thediscs were then grinded using SiC abrasivepaper inorder toobtainasurfaceroughnessofabout 100 nm Ra, which was considered to besuitable for testing, in particular in the case ofGlow Discharge Optical Emission Spectrometry(GDOES) analyses and wear. Samples surfacewas then cleaned using ethanol in ultrasonicbath for 10 minutes and dried in a dry heatsterilizer at a temperature of 80° C for 15minutes. Some samples were then partiallymasked with heat resistant laboratory tape topreventALDdepositiononpartofthesubstrate,thus creating a clear and sharp interfacebetween coated and uncoated region afteradhesivetaperemoval.TheALDcoatingwasdepositedusingaTFS500reactor (Beneq Oy, Finland): Al2O3 layers wereobtained using trimethylaluminium (Al(CH3)3)and H2O precursors and TiO2 layers wereobtained using titanium tetrachloride (TiCl4)and H2O precursors. Both depositions wereperformedat a temperatureof120 °C.The lowtemperatureprocesseswerechosen inorder toobtain an amorphous structure for both layers.The number of precursor cycles for eachdeposition was calculated using a growth ratepercycle(GPC)of~0.1nm/cycleforTiO2andaGPCof~0.15nm/cycleforAl2O3.The samples were coated using different ALDconfigurations,withanoverallcoatingthicknessofabout200nm.
2.2Morphology
Morphological characterization was carried outusingVeeco’sDigital Instrument’sNanoscope IIIaatomic forcemicroscope (AFM) in tappingmodeconfiguration, using a Bruker SCM‐PIT tip(Antimony (n) doped Si, frequency: 60‐100 kHz,elastic constant: 1‐5 N/m, PtIr coated) and CarlZeissEVO‐40scanningelectronmicroscope(SEM)withanoperatingvoltageof20kV.Analyseswereperformedonthestainlesssteelsubstrateandoncoated samples. In particular, SEM was used in
order to scan the surface of the sample andinvestigate the presence of deposition defectsand/or surface anomalies. AFMwasmainly usedto investigate the presence of surfacemorphological defects on the coating that weresupposedtobehardlyvisibleusingSEMduetothecoating transparency. AFM was also used at theinterface regions between coated and uncoatedsubstrateafteradhesive taperemoval inorder toobtain information about the overall thickness ofthe deposits and confront it with the theoreticaldeposition rates values and the results obtainedfromGDOESanalyses.
2.3Composition
In‐depth compositional analyses were carriedoutusingHoribaYobin‐Yvon’sRF–GDProfilerGDOES. Due to the difficulties in calibration ofGDOES for the analysis of Titanium andAluminumoxides,onlyqualitativecompositionalanalyses were performed, even if a keencalibration was performed in order to obtainreliable single layer thickness values. GDOEStechnolnique is strongly influenced by surfaceroughness,whichwasrelativelyhigh.2.4Mechanicalproperties
In order to evaluate the resistance todelamination of the different ALDconfigurations, Vickers indentations wereapplied to the samples under different loadconditions (HV0.1‐0.2‐0.5‐1.0‐2.0) and thedelaminated areas have been then measuredusinga specific imagepost‐processing software(Wayne Rasband, ImageJ 1.44p). As allindentation hardness tests, Vickers indentationare dependant from the mechanicalcharacteristicsof the substrate and canonlybeused to compare different coatings applied onthe same substrate and not results fromdifferent substrates. As adhesion is strictlyconnected to the surface roughness [34‐36],Vickers adhesion testswill give reliable resultsonlyforsubstrateswithsimilarsurfacefinishing.2.5Electrochemicalproperties
ElectrochemicalcharacterizationofthedifferentsampleswasperformedusingPotendiodynamicPolarizations. An AUTOLAB PGSTAT‐20potentiostat was used in a standard threeelectrodesconfiguration.Thereferenceelectrodewas Ag/AgCl and the counter electrode was a
![Page 4: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/4.jpg)
E.Marinetal.,TribologyinIndustryVol.35,No.3(2013)208‐216
211
99.99% pure Platinum wire. All measurementshavebeenperformedinapH6.5,0.2Msolutionof NaCl. All polarization curves were obtainedusingascanspeedof0.2mV/safter10minutesofimmersionofthesamples,inordertostabilizetheOCP.Thepotentialhasbeenincreasedfrom‐200mVrespecttotheOCPtoameasuredcurrentdensityofabout10‐3A/cm2.
2.6Wearproperties
Wear properties were investigated using anindustrial CETRUMT tribometer in ball‐on‐discconfiguration[37],usingaWCcounter‐material.Wear testingwas performed for 1, 10 and 100cycles under dry conditions, at a relatively lowrotatingspeed(1rps)andatdifferentdiameters(15mm,18mm,21mm).Aftertesting,theweartrackswereobservedusingSEMandthevolumelosses were then estimated using a stylusprofilometer.
3. EXPERIMENTALRESULTS
3.1MorphologySEMresultedtobean inadequatetechniqueforthe analysis of ALD layers, since nomorphological differences were found betweenimagesobtainedoncoatedanduncoatedregionsand no morphological properties of the ALDlayers could be correctly resolved using thistechnique,evenatrelativelyhighmagnifications,suchas20kor50k.Figure1 shows theSEM imageobtainedon theAl2O3coatedsamples,atrelatively“low”(Fig.1a)and “high” (Fig. 1b) magnifications. It is onlypossible to discriminate the presence of scarsandscratchescausedbythecuttingandgrindingof the stainless steel substrates, while noinformationaboutthepresenceoftheALDlayercouldbeobtainedfromtheseimages.Similar results were obtained in the case of theAl2O3/TiO2 coated samples, at relatively “low”(Fig.2a)and“high”(Fig.2b)magnifications.Itcanbeobservedthat,evenforthissample,onlyscarsand scratches caused by the mechanical cuttingandgrindingofthesamplecanbeobserved.
Fig.1.SEMimagesofAl2O3coatedsampleobtainedat1000(a)and5000(b)magnifications.
Fig.2.SEMimagesofAl2O3coatedsampleobtainedat1000(a)and5000(b)magnifications.
![Page 5: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/5.jpg)
E.Marinetal.,TribologyinIndustryVol.35,No.3(2013)208‐216
212
AFMobservationsgavesimilarresults,withonlyscratches and scars clearly visible on themorphologicalmapsobtained.Inthecaseofthemapsobtainedat the interfacebetweencoatingand substrate, they were successfully used inordertoestimatetheoverallcoatingthicknessofthedifferentALDlayers(Fig.3).
Fig.3. AFM image obtained at the interface betweencoatedanduncoatedareasoftheAl2O3coatedsample.TheresultsobtainedareresumedinTable1:
Table 1. Coating thickness as obtained by AFMmeasurements.
CoatingThickness
µmAl2O3 102±3
Al2O3/TiO2 107±5
a. Composition
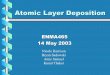
GDOES thickness measurement accuracy wasstrongly influenced by the sharpness of theinterface region between coating and substrate.Conventionally,inthisworkthecoatingthicknesshas beenmeasured between the top surface andthe intersection point between oxygen and ironsignals.Sincenoreferencematerialswerepresentfor amorphous ceramics, a specific GDOEScalibrationwasrequired.Sputteredcrater’sdepthwasmeasuredusingastylusprofilometerandthesputtering rate has been evaluated accordingly.Following this calibration GDOES results shall beconsidered semi‐quantitative and for this reasonthecompositionofthecoatingsandinparticularofAl2O3layersisnotstoichiometric.Fig. 4 shows the results obtained by GDOES ontheAl2O3coatedsample.Itcanbeobservedthatthe interface between coating and substrate isnot sharp. This is caused by the relatively highsurface roughness obtained after the samplepreparation.Theironsignal,whichisconsideredrepresentative for the substrate, reaches aplateauatabout200nm,whichisinfluencedby
both coating thickness and surface roughness,meaning that, after 200 nm, only substratesignals can be seen byGDOES.At about 75nm,the two signals of Iron and Oxygen are even,whileatthesurface,bothOxygenandAluminiumshow a peak. This behaviour is caused by thesubstrateroughness,whichcausesastrongsignaloverlap. For this reason, coating thickness couldnotbecorrectlyestimatedusingGDOES,butonlythethicknessrangecouldbedetermined.Surfacepeak in oxygen content can also be explainedconsideringthewellknownhydrogeneffect[38].
Fig.4. GDOES graph obtained for the Al2O3 coatedsample.SignalsofIron,Chromium,Titanium,OxygenandAluminum.In the case of the bi‐layer formed by a layer ofAl2O3 followed by a second layer of TiO2, bothsignalsofTiandAlcanbeobserved in the first150‐200 nm of analysis, while Oxygen can beobservedformorethan300nm.TheIronsignalsshow a plateau after about 170 nm. It can beobserved that Titanium and Aluminium have aclear peak in the coating region. The titaniumsignalscanbeobservedupto100nm,whiletheAluminiumsignalscanbeobservedupto170nm.
Fig.5. GDOES graph obtained for the Al2O3 coatedsample.SignalsofIron,Chromium,Titanium,OxygenandAluminum.
![Page 6: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/6.jpg)
E.Marinetal.,TribologyinIndustryVol.35,No.3(2013)208‐216
213
b. Mechanicalproperties
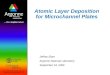
Fig.6.3NVickers indentationonAISI420StainlessSteelcoatedwithAl2O3.Vickers indentations performed on the coatedsample surfacewere observed using SEM, as theOpticalMicroscope fielddepth resulted tobe toosmall to sharply resolve all the delaminationdetailsonthedeformedregion in justone image.ThedimensionoftheVickersindentationisrelatedto the applied load. Even if localized defects arehardly visible on the ALD coatings due to theirtransparency,largerareaswithacompletecoatingremovalresultedtobeclearlyvisibleon theSEMimages. A clear example of how the delaminatedareas have been evaluated is presented in Fig. 6and Fig. 7. Fig. 6, in particular, shows a Vickersindentation as obtained using a 3 N load on the100 nm TiO2 coated sample, while Fig. 7 showsdetailsofcracksanddelaminationobtainedusinga10Nload.Theresultsobtainedforthedifferentsamplesareplotted inFig.8, asa functionof theappliedload.
Fig. 7. Cracks and delamination in proximity of aVickersindentation(5NonAl2O3coatedAISI420).All coatings showed a clear dependence on theapplied load for the delaminated Area/Loadratio,whichremainsalmostconstantonlyatthe
highestindentationloads(9.8N=HV1and19.6N=HV2).It can be observed that the best behaviour isshown by the coating formed by two differentlayers,witha lowerdelamination, inparticularatlowloadingconditions.Athighloadingconditions,and in particular at 19.6 N, the two coatingsshowedalmostthesamedelaminationareas.Data dispersion was considerably high so astatisticalapproachwasfollowed,withabout20Vickersindentationsperloadforeachsample.
Fig.8.Delaminationasafunctionoftheindentationload.c. Electrochemicalproperties
Polarizationcurvesforthedifferentsampleswitha total coating thickness of about 100 nm areshowninFig.9.UncoatedAISI420clearlyshowsapassivebehaviourinthe0.2MNaClsolution,withacorrosioncurrentdensitybetween10‐6and10‐7A/cm2 and a passive region from ‐0.25 to ‐0.1 Vwith respect to Ag/AgCl. The Open CircuitPotential (OCP) for uncoated AISI 316 L steelresultedtobeabout0.1VwithrespecttoAg/AgCl.
Fig.9. Polarization curves obtained on both coatedsamplesandonnakedsubstrate.
![Page 7: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/7.jpg)
E.Marinetal.,TribologyinIndustryVol.35,No.3(2013)208‐216
214
Thetwocoatingsshowedtwodifferentshiftsofthecorrosionpotential,apositiveshifttoabout‐0.15 V respect to Ag/AgCl in the case of thesinglelayerAl2O3coatingandanegativeshifttoabout ‐0.35 V in the case of the bi‐layeredstructureofAl2O3andTiO2.Inthecaseofthesinglelayercoating,acorrosioncurrent density reduction of about one order ofmagnitude, to about3*10‐8A/cm2,wasobserved,while in the case of the bi‐layered structure, thecorrosioncurrentdensityreductionresultedtobemoreintense,reaching3*10‐9A/cm2.In the case of the single layer coating, the barriereffect resulted to be similar in extension to thepassive range of the naked AISI 420 substrate, atlower currents, while an extended barrier effectwasobservedinthecaseofthebi‐layeredstructure.d. WearpropertiesFigure 10 shows thewear track obtained after10 cycles of ball‐on‐disc wear testing on thesamplecoatedwithasinglelayerofAl2O3.Itcanbe observed that, even if the applied load isrelatively low,awear track is clearlyvisibleonthesurfaceofthesampleand,inparticular,thirdbodywear scars can be observed. The pristinesurface roughness of the sample has beencompletelyremovedfromthesurfaceduetothetribologicalcontactwiththeWCcounter‐part.
Fig.10.Wear trackobtainedafter just10 cycles forAl2O3singlelayer.
EDXS localized analysis shown that the ALDlayer has been completely removed from thesurfaceduetothetribologicalcontact.It is possible that the clearly visible third bodywearonthesurfaceofthesamplehasalsobeen
caused by Al2O3 particles detached from thesamplesurfaceduringtesting.Increasingthenumberofcycles, itwaspossibleto observe the formation of a thick oxide layerinside the wear track, and strong adhesionphenomena, leading to a coarsewear track fullofirregularoxidedepositions.
Fig.11.Wear trackobtainedafter just10 cycles forAl2O3/TiO2bi‐layer.Fig. 11 shows the wear track obtained after 10cycles of ball‐on‐disc wear testing on the samplecoatedwithabi‐layerformedbyAl2O3andTiO2.Itcanbeobservedthat,asseenbeforeforthesinglelayer sample, the wear track is clearly visible at1000magnifications. Scarsof thirdbodyweararepresentinsidetheweartrack,evenifthetrackitselfis smaller when compared to the track obtainedfromthesinglelayersample.Even in this case, EDXS analyses shown that theALD layerhasbeen completely removed from thewear track on the sample surface, due to thetribologicalcontactwiththeWCcounterpart.4. CONCLUSIONS
NanometricALDmono‐ andbi‐ layers,witha totalthicknessofabout200nm,weresuccessfullyappliedtoAISI420martensiticstainlesssteelusingathermalALDprocessbasedonH2O,TMAandTiCl4.The applied ALD layers and the substrate wheresuccessfully characterizedusing SEM,AFM,GDOES,stylusprofilometer, electrochemical equipment andanindustrialtribometerinball‐on‐discconfiguration.ThemorphologicalcharacterizationevidencedthatALD layers are conformal and almost defect‐freeevenatrelativelyhighmagnifications.
![Page 8: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/8.jpg)
E.Marinetal.,TribologyinIndustryVol.35,No.3(2013)208‐216
215
GDOEStestingcorrectlydiscriminatedthepresenceofthedifferentceramiclayersontheAISI420substrate.Adhesion testing showed that adhesion betweenAISI420and200nmALDlayersisrelativelypoorandcrackspropagate frommicrohardnessVickersindentations.ElectrochemicaltestingclearlyshowedthatevenanALD coatingwith a limited thickness of about 200nm is sufficient to strongly improve the corrosionresistanceofthemartensiticstainlesssteelsubstrate,stronglyreducingthecorrosioncurrentdensitiesandwideningthepassiverangeofthismaterial.Wear testing results showed that ALD layersdeposited at the temperature of 120 °C onmartensitic stainless steel, are unable to granttribologicalresistancetothesubstrate,duetotheirintrinsicbrittlenessandtherelativelylowhardnessofthesubstrateonwhichtheywereapplied.REFERENCES[1] H. Zhang, Y.L. Zhao, Z.D. Jiang: Effects of
temperature on the corrosion behavior of 13CrmartensiticstainlesssteelduringexposuretoCO2and Cl‐ environment, Materials Letters, Vol. 59,No.27,pp.3370‐3374,2005.
[2] P.J. Hidalgo: Pitting corrosion of martensiticcutlerysteels,SurfaceTechnology,Vol.10,No.3,pp.193‐208,1980.
[3] A. Turnbull: Modelling of environment assistedcracking, Corrosion Science, Vol. 34, No. 6, pp.921‐960,1993.
[4] Y. Xi, D. Liu, D. Han: Improvement of corrosionand wear resistances of AISI 420 martensiticstainless steel using plasma nitriding at lowtemperature, Surface and Coatings Technology,Vol.202,No.12,pp.2577‐2583,2008.
[5] D. Ferreno, J.A. Alvarez, E. Ruiz, D. Mendez, L.Rodriguez, D. Hernandez: Failure analysis of aPelton turbinemanufactured in softmartensiticstainless steel casting, Engineering FailureAnalysis,Vol.18,No.1,pp.256‐270,2011.
[6] B.Fournier,M.Sauzay,C.Caes,M.Noblecourt,M.Mottot,A.Bougault,V.Rabeau, J.Man,O.Gillia,P.Lemoine, A. Pineau: Creep–fatigue–oxidationinteractionsina9Cr–1Momartensiticsteel.PartIII:Lifetime prediction, International Journal ofFatigue,Vol.30,No.10‐11,pp.1797‐1812,2008.
[7] C. Liu, G. Lin, D. Yang,M. Qi: In vitro corrosionbehavior of multilayered Ti/TiN coating onbiomedicalAISI316Lstainlesssteel,Surfaceand
Coating Technology, Vol. 200, No. 12‐13, pp.4011‐4016,2006.
[8] V.H.V. Sarmento, M.G. Schiavetto, P. Hammer,A.V.Benedetti, C.S. Fugivara,P.H. Suegama, S.H.Pulcinelli, C.V. Santilli: Corrosion protection ofstainless steel by polysiloxane hybrid coatingsprepared using the sol–gelprocess, Surface andCoating Technology, Vol. 204, No. 16‐17, pp.2689‐2701,2010.
[9] P. Misaelides, A. Hatzidimitriou, F. Noli, A.D.Pogrebnjak, Y.N. Tyurin, S. Kosionidis:Preparation, characterization, and corrosionbehaviorofprotectivecoatingsonstainlesssteelsamples deposited by plasma detonationtechniques, Surface and Coatings Technology,Vol.180‐181,pp.290‐296,2004.
[10] R.DiMaggio,L.Fedrizzi,S.Rossi,P.Scardi:DryandwetcorrosionbehaviourofAISI304stainlesssteelcoatedbysol‐gelZrO2CeO2films,ThinSolidFilms,Vol.286,No.1‐2,pp.127‐135,1996.
[11] C.Wang, F. Jiang, F.Wang:The characterizationand corrosion resistance of cerium chemicalconversion coatings for 304 stainless steel,CorrosionScience,Vol.46,No.1,pp.75‐89,2004.
[12] C.R. Tomachuk, C.I. Elsner, A.R. Di Sarli, O.B.Ferraz:CorrosionresistanceofCr(III)conversiontreatmentsappliedonelectrogalvanisedsteelandsubjectedtochloridecontainingmedia,MaterialsChemistryandPhysics,Vol.119,No.1‐2,pp.19‐29,2010.
[13] D. Pech, P. Steyer, J. P. Millet: Electrochemicalbehaviour enhancement of stainless steels by aSiO2PACVDcoating,CorrosionScience,Vol.50,No.5,pp.1492‐1497,2008.
[14] J.Kawakita,T.Fukushima,S.Kuroda,T.Kodama:Corrosion behaviour of HVOF sprayed SUS316Lstainless steel in seawater, Corrosion Science,Vol.44,No.11,pp.2561‐2581,2002.
[15] C.X. Li, T. Bell: Corrosion properties of plasmanitrided AISI 410 martensitic stainless steel in3.5% NaCl and 1% HCl aqueous solutions,CorrosionScience,Vol.48,No.8,pp.2036‐2049,2006.
[16] C.X. Shan, X. Hou, K. L. Choy: Effects of pre‐sputtered Al interlayer on the atomic layerdeposition of Al2O3 films on Mg–10Li–0.5 Znalloy, Surface & Coatings Technology, Vol. 202,pp.2399–2402,2008.
[17] E.Marin,L.Guzman,A.Lanzutti,W.Ensinger,L.Fedrizzi: Multilayer Al2O3/TiO2 Atomic LayerDeposition coatings for the corrosionprotectionof stainless steel, Thin SolidFilms,Vol. 522, pp.283‐288,2012.
[18] P. Corengia, F. Walther, G. Ybarra, S.Sommadossi, R. Corbari, E. Broitman: Frictionand rolling–sliding wear of DC‐pulsed plasma
![Page 9: 5. Tribological Properties of Nanometric Atomic Layer … · 2015-02-02 · nitriding [16], and Atomic Layer Deposition [17]. ... temperature processes were chosen in order to](https://reader043.dokumen.tips/reader043/viewer/2022031513/5cd4f3e088c993de288d7055/html5/page/9.jpg)
E.Marinetal.,TribologyinIndustryVol.35,No.3(2013)208‐216
216
nitrided AISI 410 martensitic stainless steel,Wear,Vol.260,No.4‐5,pp.479‐485,2006.
[19] C.Ould,X.Badiche,P.Montmitonnet,Y.Gachon:PVDcoatedmillrolls forcoldrollingofstainlesssteel strips—Tribological and mechanicallaboratory tests, Journal of ManufacturingProcesses,Vol.15,No.1,pp.77‐86,2012.
[20] J.B.Cambon,F.Ansart,J.P.Bonino,V.Turq:Effectof cerium concentration on corrosion resistanceandpolymerizationofhybrid sol–gel coatingonmartensitic stainless steel, Progress in OrganicCoatings,Vol.75,No.4,pp.486‐493,2012.
[21] M.A. Chowdhury, D.M. Nuruzzaman:ExperimentalInvestigationonFrictionandWearPropertiesofDifferentSteelMaterials,TribologyinIndustry,Vol.35,No.1,pp.42‐50,2013.
[22] T.Suntola,J.Antson,U.S.Patent4058430,1977.
[23] T.Suntola:Onthemechanismofswitchingeffectsin chalcogenide thin films, Solid State Electron,Vol.14,No.10,pp.933‐938,1971.
[24] T. Stubb, T. Suntola, O.J.A. Tiainen: High fieldeffects in chalcogenide thin films, Solid StateElectron.,Vol.15,No.6,pp.611‐616,1972.
[25] T. Suntola, O.J.A. Tiainen, M. Valkiainen:Frequency‐dependent conductivity andcapacitanceinchalcogenidethinfilms,ThinSolidFilms,Vol.12,No.2,pp.227‐230,1972.
[26] T. Suntola: Atomic Layer Epitaxy, Thin SolidFilms,Vol.216,No.1,pp.84‐89,1992.
[27] M.Ahonen,M.Pessa,T.Suntola:AstudyofZnTefilmsgrownonglass substratesusinganatomiclayerevaporationmethod,ThinSolidFilms,Vol.65,No.3,pp.301‐307,1980.
[28] J.Lua,J.Aarik,J.Sundqvist,K.Kukli,1,A.Harsta,J.O.Carlsson:AnalyticalTEMCharacterizationoftheInterfacialLayerBetweenALDHfO2FilmandSiliconSubstrate, J. Cryst.Growth,Vol.273,No.3‐4,pp.510‐514,2005.
[29] S.M.Bedair,TheEncyclopediaofAdvancedMaterials,vol 1. Edited byBloorD, BrookRS, Flemings,M.C.,Mahajan,S.,Oxford:Pergamon141,1994.
[30] R.Matero,M.Ritala,M.Leskelä,T.Salo,J.Aromaa,O.Forsén,J.Phys.IVFrance09,493,1999.
[31] C.X. Shan, X. Hou, K. L. Choy: Improvement incorrosionresistanceofCrNcoatedstainlesssteelby conformal TiO2 deposition, Surf. Coat.Technol.,Vol.202,No.10,2147‐2151,2008.
[32] E.Marin,A.Lanzutti,L.Guzman,L.Fedrizzi:Corrosionprotection of AISI 316 stainless steel by ALDalumina/titania nanometric coatings, Coat. Technol.Res.,Vol.8,No.5,pp.655‐659,2011.
[33] E.Härkönen,B.Dìaz, J. Światowska,V.Maurice,A. Seyeux, M. Vehkamäki, T. Sajavaara, M.Fenker, P. Marcus, M. Ritala: Corrosionprotection of steel with oxide nanolaminatesgrownbyatomiclayerdeposition,J.Electrochem.Soc.,Vol.158,No.11,pp.369‐378,2011.
[34] M.Ritala:AdvancedALEprocessesofamorphousand polycrystalline films, Appl. Surf. Sci., Vol.112,pp.223‐230,1997.
[35] J.Takadoum,H.H.Bennani:Influenceofsubstrateroughness and coating thickness on adhesion,friction and wear of TiN films, Surf. Coat.Technol.,Vol.96,No.2‐3,pp.272‐282,1997.
[36] H.C.Barshilia,A.Ananth,J.Khan,G.Srinivas:Ar+H2plasmaetching for improvedadhesionofPVDcoatings on steel substrates, Vol. 86, No. 8, pp.1165‐1173,2012.
[37] A. Lanzutti, M. Lekka, E. Marin, L. Fedrizzi:TribologicalBehaviorofThermalSprayCoatings,Deposited by HVOF and APS techniques, andcomposite electrodeposits Ni/SiC at both roomtemperatureand300 °C, Tribology in Industry,Vol.35,No.2,pp.113‐122,2013.
[38] R. Payling, D.G. Jones and A. Bengtson: “GlowDischarge Optical Emission Spectrometry”, JohnWiley,Chichester,1997.



![Metal Oxide Thin Films and Nanostructures Made by ALD · mands is atomic layer deposition (ALD)[9,10]. ALD, also known as atomic layer epitaxy (ALE) or atomic layer chemical vapour](https://img.dokumen.tips/doc/110x75/60af0a63ec0db37505778719/metal-oxide-thin-films-and-nanostructures-made-by-ald-mands-is-atomic-layer-deposition.jpg)






















![Atomic layer deposition onto polymer surfaces · Atomic layer deposition (ALD) is a layer-by-layer process based on self-limiting gas-solid surface reactions [1-3]. Deposition cycles](https://img.dokumen.tips/doc/110x75/5f70f4ce86c8b13d2031a5ca/atomic-layer-deposition-onto-polymer-surfaces-atomic-layer-deposition-ald-is-a.jpg)