Embed Size (px)
Citation preview
Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
1
BÁSICO DE PROGRAMACIÓN CNC
INTRODUCCIÓN Las máquinas, los montajes y demás productos de carácter técnico están, en general constituidos por piezas sueltas y de herramientas. Durante el proceso de fabricación los elementos reciben la denominación de piezas. Para fabricar se elige el procedimiento más adecuado para cada caso. Y a fin de que las piezas fabricadas resulten utilizables, tienen que satisfacer ciertas condiciones en lo que respecta a materiales, forma, dimensiones, estado y naturaleza de la superficie. En la fabricación mediante arranque de viruta se obtienen las dimensiones y la naturaleza superficial deseada en las piezas por medio del mencionado arranque de viruta.
OBJETIVO GENERAL Al finalizar de interiorizar, ajustar y reevaluar esta información el discente estará en capacidad de interpretar la información ofrecida por los diferentes autores en el área del mecanizado en el torno CNC.
CONTENIDO 1. ARRANQUE DE VIRUTA 2. PROCESOS DE MECANIZADO 2.1 CICLO DE DESBASTE O CILINDRADO 2.2 CICLO DE RANURADO 2.3 CICLO DE ROSCADO
Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
2
BÁSICO DE PROGRAMACIÓN CNC
2.4 CICLO DE TALADRADO 2.5 CICLO DE REFRENTADO BIBLIOGRAFIA.
ARRANQUE DE VIRUTA El arrancar viruta, es separar partes de material (virutas) por procedimientos mecánicos (por procedimientos no mecánicos, se puede; entre otros medios, emplearse la electroerosión). En el arranque de viruta que ahora estudiamos son los filos de las herramientas los que las arrancan. Los procedimientos de fabricación por arranque de viruta pueden clasificarse, según la forma de corte (véase norma DIN 8580).
Ventajas e inconvenientes de la fabricación mediante arranque de viruta:
Resulta ventajoso desde luego el hecho de que las piezas puedan salir fabricadas con pequeñas tolerancias y elevadas calidades superficiales. La pieza fabricada (forma final) tiene que obtenerse partiendo de una pieza un bruto (material de partida). Esto supone el inconveniente de que el exceso de la pieza en bruto sobre la acabada se pierde en virutas.
Modernamente, en casos determinados, en vez del arranque de viruta se emplean procedimientos para modificar la forma, por ejemplo el laminado de roscas, en los que no se produce perdida alguna de material. Además el tiempo de fabricación es más corto.
Arranque mecánico de virutas: El arranque de virutas puede realizarse mediante trabajo manual o mediante trabajo con máquinas. Para el arranque da virutas con máquinas son necesarios manejar ciertos conceptos a saber: • Tipo de Máquina-herramienta que arranca viruta: tornos, fresadoras,
taladros, acepilladoras, entre otras. • Tipo de herramientas: de un solo filo, por ejemplo, el buril de torno, o de
varios filos, como la fresa. • Los elementos de sujeción: sujeción de la herramienta, sujeción de la
pieza. Estos elementos unen la herramienta y la pieza a la máquina.
1

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
3
BÁSICO DE PROGRAMACIÓN CNC
• El movimiento en el arranque de viruta. Para el arranque de viruta tienen que realizar la herramienta y la pieza, o una sola de ellas, determinados movimientos entre si (movimientos relativos) y pueden presentarse dos casos a saber: - Arranque da viruta con filos determinados geométricamente: por ejemplo
torneado, fresado. Los útiles o herramientas, por ejemplo, la cuchilla de torno, la fresa, arrancan las virutas con la cuna de los filos que tienen formas geométricas determinadas.
- Arranque de viruta con filos no determinados: por ejemplo, amolado, lapeado, bruñido. Las finas virutas son arrancadas en estos casos por granos abrasivos que carecen de forma geométrica determinada.
La formación de la viruta se realiza normalmente en varias etapas,
Recalcado, el material es recalcado por el filo que va penetrando en el.
Corte. El mayor recalcado (deformación) se tiene en el plano de corte. En este plano tiene lugar al final un esfuerzo cortante mayor que la resistencia al corte, por lo que resulta cortada una parte de viruta (elemento de viruta).
Salida de la viruta. En el caso de materiales agrios (como por ejemplo el hierro fundido) se desprenden partes de viruta; cuando el material es tenaz (por ejemplo el acero) se unen unas a otras y forman una viruta continua claro está que pueden formar (viruta arrancada, viruta cortada, viruta continua o plástica),
Figura 1 TIPOS DE VIRUTAS EXISTENTES
Fuente: Realización personal
En materiales frágiles como la fundición, el bronce entre otros la viruta se desprende como en el primer caso (viruta arrancada). A reducidas velocidades de corte y en materiales tenaces se encontrará el segundo tipo de viruta y en los mismos materiales
Viruta arrancada Viruta plástica

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
4
BÁSICO DE PROGRAMACIÓN CNC
tenaces y a altas velocidades podrá obtenerse virutas plásticas.
Las virutas pueden tener diferentes formas a saber:
Virutas finas son de forma acicular, o desmenuzables. Virutas cortas son en trozos helicoidales y espirales. Virutas largas son hélices anchas o estrechas y largas, generalmente forman marañas.
• Tecnología de corte. El término proviene de las palabras griegas tecné,
que significa 'arte' u 'oficio', y logos, 'conocimiento' o 'ciencia', área de estudio; por tanto, la tecnología es el estudio o ciencia de los oficios. En términos generales la tecnología de corte es el proceso a través del cual los mecánicos diseñan herramientas de corte con un fin específico de mejorar el proceso, en función de costos, calidad, tiempos de ejecución entre otros.
• Velocidad de corte. Está esta dada en función de rotación de la pieza de
trabajo con respecto a un punto estacionario de la herramienta de corte, generalmente esta dada en unidades de avance de superficie por minuto
(sfpm), pulgadas por minuto ⎟⎠⎞
⎜⎝⎛
minin , metro por minuto ⎟
⎠⎞
⎜⎝⎛
minm o metros por
segundo ⎟⎟⎠
⎞⎜⎜⎝
⎛segm . La velocidad de corte depende de diferentes factores
como: Material de la herramienta de corte. Los materiales para herramientas
han estados sujetos a una gran diversidad de desarrollos especiales durante los últimos años (a partir de los treinta). Lo que sustancialmente a disminuido los tiempos de mecanizado, costos de producción y mejoras en acabados. Estos "nuevos" materiales presentan grandes propiedades mecánicas como:
Resistencia al desgaste. Resistencia al choque térmico. Resistencia a la deformación a altas temperaturas. Aumento de la tenacidad. Baja reacción química.
Los materiales más utilizados últimamente son:
Metal duro: Es un material de corte fabricado con partículas duras,
generalmente carburos, y aglutinantes o aglomerantes.
Cálculos de la tecnología de corte. En cuanto a las características técnicas se puede decir que la velocidad tanto del husillo, como el avance de los carros en corte sobre la pieza son muy importantes, por tanto estos valores deben calcularse para tenerlos muy en cuenta durante la programación del mecanizado.

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
5
BÁSICO DE PROGRAMACIÓN CNC
Como se especifico la velocidad de corte, es la relación existente entre la rotación de un punto fijo y la punta de la herramienta expresado en otra forma es la velocidad con la cual un punto en la circunferencia de la pieza de trabajo pasa por la herramienta de corte en un minuto. La velocidad de corte se expresa en pies o en metros por minuto.. Figura 1 Representación esquemática del proceso de tornead
Fuente: Realización personal
Por ejemplo, si el acero de máquina tiene una velocidad de corte de 100 pies (30 m) por minuto, se debe ajustar la velocidad del torno de modo que 100 pies (30 m) de la circunferencia de la pieza de trabajo pasen frente al al punta de la herramienta en un minuto.
Matemáticamente se tiene: Que la longitud de una circunferencia es:
DLc ⋅= π (1)
Si el husillo da N revoluciones por min. el punto de contacto entre la herramienta y la pieza de trabajo avanza a:
3
1. VELOCIDAD DE CORTE. 2. AVANCE. 3. PROFUNDIDAD DE CORTE.
L
d
2
1

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
6
BÁSICO DE PROGRAMACIÓN CNC
LcNVc ⋅= (2)
π⋅⋅= DNVc (3) Donde
Vc: Velocidad de corte en ⎟⎠⎞
⎜⎝⎛
minm .
Lc: Longitud de corte (en m). N: Número de revoluciones de la pieza por minuto. D: Diámetro del material de revolución (en m). Para que la velocidad esté en las unidades requeridas se tiene: En el sistema métrico:
1000πDxNxVc = (4)
Donde
Vc: Velocidad de corte en ⎟⎠⎞
⎜⎝⎛
minmm .
N: Número de revoluciones de la pieza por minuto D: Diámetro del material de revolución (en mm). π: 3.14159265359 En el sistema Ingles:
12xDxNVc π
= (4.1)
Donde D: Diámetro del material de revolución en (in)
N: Revoluciones del husillo por minuto en ⎟⎠⎞
⎜⎝⎛
minrev .
Vc: Velocidad de corte en ⎟⎠⎞
⎜⎝⎛
minpie .
π: 3.14159265359 Pero generalmente la información obtenida de entrada es la velocidad de corte del material a mecanizar, por tanto a partir de estos valores recomendados se calcula el número de revoluciones de la máquina (N). Despejando de la ecuación anterior se tiene:
Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
7
BÁSICO DE PROGRAMACIÓN CNC
En el sistema métrico:
πDxxVcN 1000
= (5)
En el sistema ingles:
DxVcN 4
= (5.1)
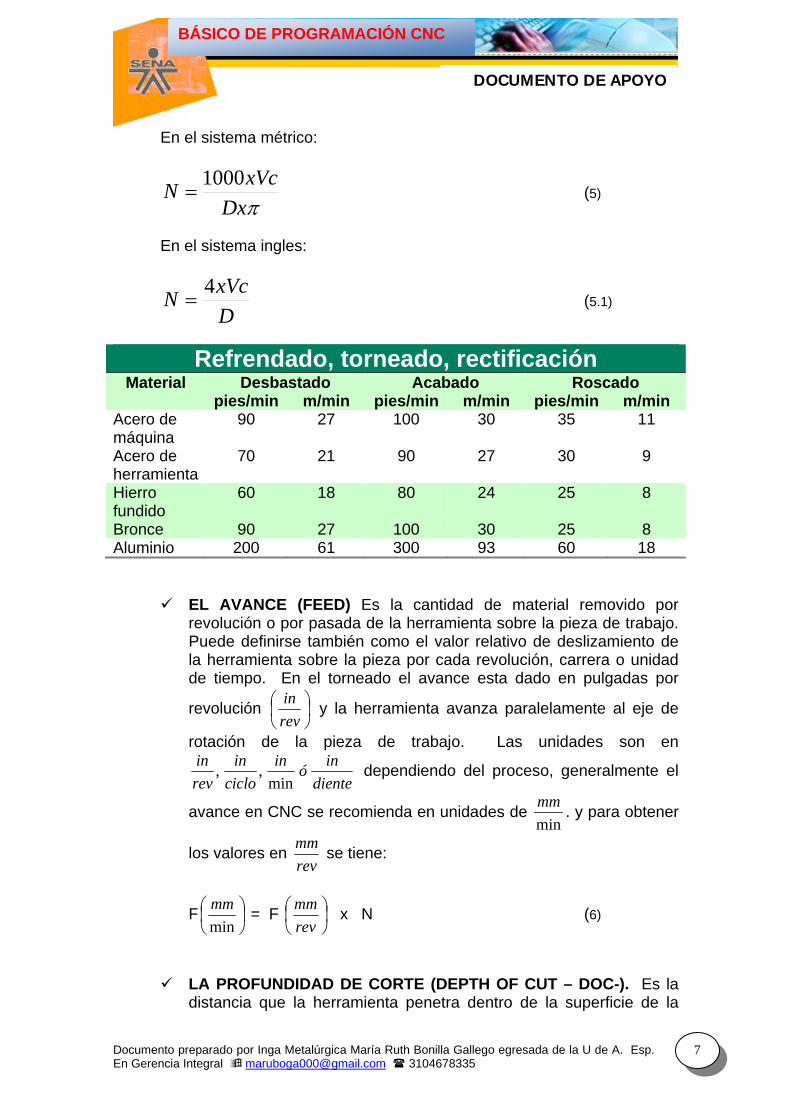
Refrendado, torneado, rectificación
Material Desbastado Acabado Roscado pies/min m/min pies/min m/min pies/min m/min
Acero de máquina
90 27 100 30 35 11
Acero de herramienta
70 21 90 27 30 9
Hierro fundido
60 18 80 24 25 8
Bronce 90 27 100 30 25 8 Aluminio 200 61 300 93 60 18
EL AVANCE (FEED) Es la cantidad de material removido por revolución o por pasada de la herramienta sobre la pieza de trabajo. Puede definirse también como el valor relativo de deslizamiento de la herramienta sobre la pieza por cada revolución, carrera o unidad de tiempo. En el torneado el avance esta dado en pulgadas por
revolución ⎟⎠⎞
⎜⎝⎛
revin y la herramienta avanza paralelamente al eje de
rotación de la pieza de trabajo. Las unidades son en
dienteinóin
cicloin
revin
min,, dependiendo del proceso, generalmente el
avance en CNC se recomienda en unidades de minmm . y para obtener
los valores en revmm se tiene:
F ⎟⎠⎞
⎜⎝⎛
minmm = F ⎟
⎠⎞
⎜⎝⎛
revmm
x N (6)
LA PROFUNDIDAD DE CORTE (DEPTH OF CUT – DOC-). Es la distancia que la herramienta penetra dentro de la superficie de la

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
8
BÁSICO DE PROGRAMACIÓN CNC
pieza de trabajo. Esto es, la diferencia media entre los diámetros inicial y final. También puede definirse como la distancia entre el fondo de la pasada y la superficie en bruto o de trabajo de la pieza, medida en dirección perpendicular a la superficie mecanizada de la misma.
dDD
DOC fi =−
=2
(7)
Sin embargo la velocidad y el avance pueden ser usados con el DOC para estimar la relación de metal a remover por el proceso (MRR). Para el torneado el MRR (metal removal rate) esta dado en
unidades de min
3in .
VcfrdMRR 12≈ (8)
Donde: MRR: Cantidad de material a remover. Vc: velocidad de corte. Fr: fuerza radial d: Profundidad de corte. La figura 3-8 muestra un esquema representativo de la sección de viruta desprendida.
Figura 2 ESQUEMA SECCIÓN DE VIRUTA DESPRENDIDA
Fuente: realización personal
d
l
S

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
9
BÁSICO DE PROGRAMACIÓN CNC
Para el torneado los valores MRR pueden cambiar de 0.1 a 600 in3/min. Este valor (MRR) puede ser además utilizado para calcular la potencia necesaria de corte. La sección de la viruta se determina según la cantidad de material que se ha de desprender y la fuerza de corte de la máquina, este calculo se realiza de la siguiente forma: S = f x d (9) Donde: f (FEED): Avance d: Profundidad de corte
El tiempo de mecanizado o la duración del corte en minutos de cada pasada empleada para mecanizar la pieza esta dada por la siguiente ecuación:
FxNLT = (10)
Donde: L (length): Longitud de la pieza. F (FEED): Avance. N: Número de revoluciones.
POTENCIA DE LA MÁQUINA. Para calcular la potencia requerida de la máquina se procede al calculo de la siguiente forma:
6075.
xRxSxVcVC = (11-a)
ó
33000FcxVcHp = (11-b)
Donde: C.V.: Caballos de vapor
R: Resistencia del corte en 2mmsKg (aproximadamente 3 veces la
resistencia a la rotura por tracción del material a trabajar).
Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
10
BÁSICO DE PROGRAMACIÓN CNC
S: Sección de la viruta en mm2. HP: potencia Fc: Fuerza centrípeta
EXISTENCIA O NO DE REFRIGERACIÓN (para equipos con
refrigeración se utilizan valores de velocidad de un 50% por encima).
Gráficamente se tiene que: Generalmente los proveedores de las máquinas-herramientas dan al usuario la facilidad de trabajar de modo gráfico la solución de algunos problemas relacionados con los cálculos de velocidades
de husillo así como los relacionados al avance. Estos valores son aproximaciones experimentales que son tabulados, luego trabajados en ejes cartesianos y por interpolación de puntos se puede determinar el valor buscado.
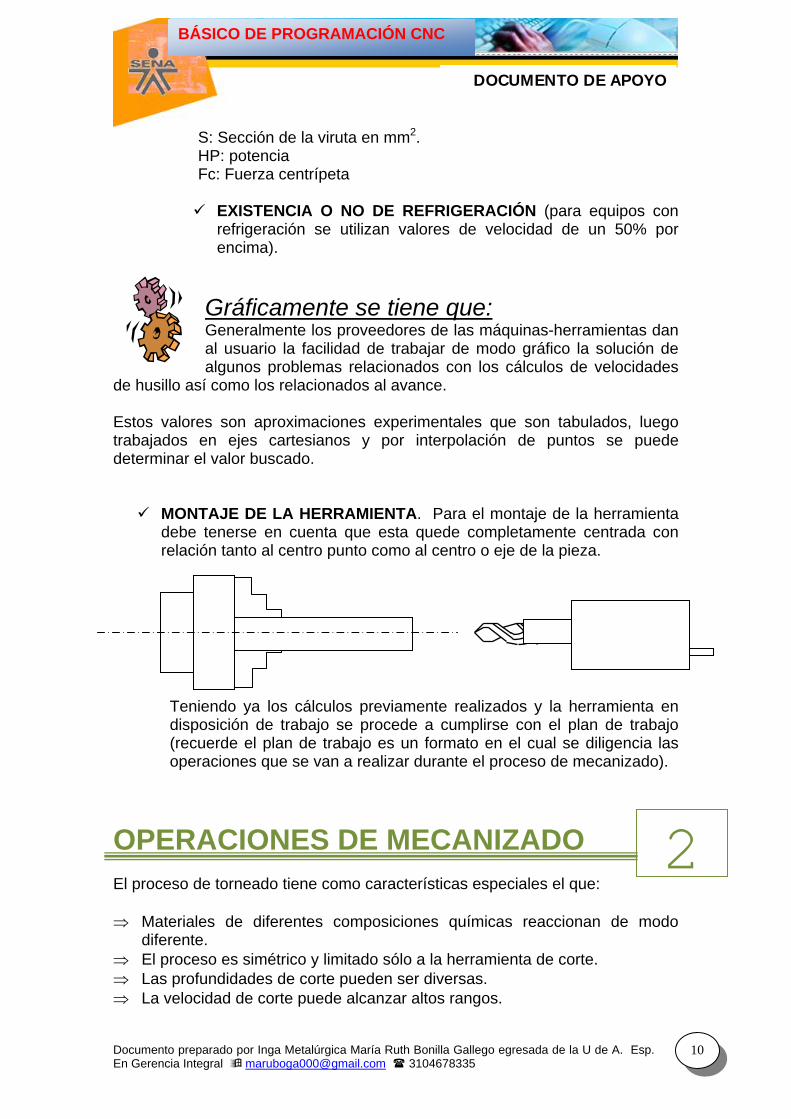
MONTAJE DE LA HERRAMIENTA. Para el montaje de la herramienta
debe tenerse en cuenta que esta quede completamente centrada con relación tanto al centro punto como al centro o eje de la pieza.
Teniendo ya los cálculos previamente realizados y la herramienta en disposición de trabajo se procede a cumplirse con el plan de trabajo (recuerde el plan de trabajo es un formato en el cual se diligencia las operaciones que se van a realizar durante el proceso de mecanizado).
OPERACIONES DE MECANIZADO El proceso de torneado tiene como características especiales el que: ⇒ Materiales de diferentes composiciones químicas reaccionan de modo
diferente. ⇒ El proceso es simétrico y limitado sólo a la herramienta de corte. ⇒ Las profundidades de corte pueden ser diversas. ⇒ La velocidad de corte puede alcanzar altos rangos.
2

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
11
BÁSICO DE PROGRAMACIÓN CNC
⇒ El proceso es sensible a las variaciones en la geometría tanto de la pieza como de la herramienta, a la temperatura, al medio ambiente y a los procesos dinámicos (como la vibración).
Las operaciones básicas son:
Actualmente los tornos presentan muchas mejoras en este sistema ya que se encuentran cabezales de tipo neumático manejados por circuitos lógicos programables. Se requiere de la herramienta de desbaste para realizar esta operación, se aconseja refrentar ambas caras de la pieza antes de proceder al mecanizado de la misma Es la más importante de las operaciones realizadas en el torno, ya que genera como producto final una pieza rugosa con la geometría deseada. Debe tenerse en cuenta que dependiendo de lo bien o mal preparada que este la herramienta (buril) y el material que se este mecanizando el desbaste será más o menos burdo y la viruta tendrá alguno de los tres tipos existentes
Sujeción de la pieza en bruto.
Desbastado o cilindrado
Mecanizado de la cara frontal (refrentado)

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
12
BÁSICO DE PROGRAMACIÓN CNC
Es el proceso netamente de acabado o pulimento que se le realiza a la pieza con el fin de obtener superficies pulidas y que no generen problemas de fricción cuando son utilizadas en ensambles. Para montajes con lubricación las piezas con excelentes acabados (según la norma ASTM) son de magnifico resultado. En este proceso se procede al recorte de la pieza terminada siempre y cuando se este trabajando con barras de alimentación, en caso contrario se desmonta la pieza y se almacena como producto terminado.
Se procede nuevamente a cumplir con el ciclo siempre y cuando se trate de producción en serie. Todas las máquinas CNC entregan la codificación en G0 y G1 pero estos programas pueden mejorarse si se conoce sobre los comandos de ciclo aplicados a la máquina. 2.1 CICLO DE CILINDRADO O DESBASTADO En los ciclos de recorrido de herramienta, estos están diseñados de modo tal que realice el movimiento en corte (avance programado) y de marcha rápida donde se requieran (posicionamientos y retiros de la herramienta), así, si se utilizase el ciclo de cilindrado por ejemplo se tendría. (ver figura 3,4 y 5).
Ciclo es la descripción de una trayectoria cerrada durante el movimiento de la herramienta. Esto implica
que la herramienta regresa al punto de partida
Afinado y desbarbado
Tronzado
Refrentado de la segunda cara y desbarbado

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
13
BÁSICO DE PROGRAMACIÓN CNC
Figura 3 Esquema de los movimientos en el ciclo FUENTE: Realización personal
Ahora, si la longitud de cilindrado es igual, pero la cantidad de material es demasiada para hacerla en una pasada de la máquina, ella puede realizar una serie de movimientos similares, de desbaste progresivo Figura 4 Esquema de los movimientos en el ciclo de cilindrado con profundidad de corte Xi Fuente: realización personal Este proceso puede darse en los dos sentidos, esto es, mecanización hacia la derecha y la mecanización hacia la izquierda, debe tenerse en cuenta el cero de pieza y el cero de herramienta, ya que se programa dependiendo de ellos. Cabe anotar que cada máquina (compañía) utiliza un comando de ciclo de mecanizado específico, por ello usted debe conocer muy bien la máquina para programar dicho ciclo.
G01
G01
G00
G00
G00
G01 Z
x Xi
Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
14
BÁSICO DE PROGRAMACIÓN CNC
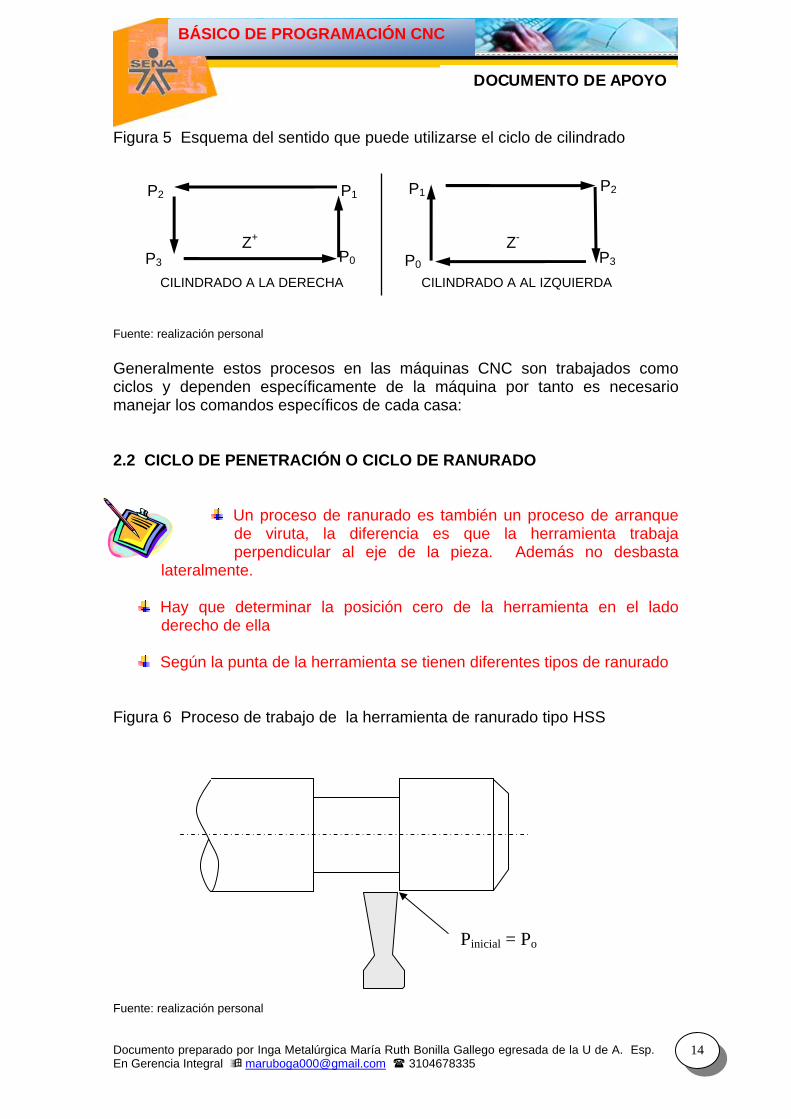
Figura 5 Esquema del sentido que puede utilizarse el ciclo de cilindrado
CILINDRADO A LA DERECHA CILINDRADO A AL IZQUIERDA Fuente: realización personal Generalmente estos procesos en las máquinas CNC son trabajados como ciclos y dependen específicamente de la máquina por tanto es necesario manejar los comandos específicos de cada casa: 2.2 CICLO DE PENETRACIÓN O CICLO DE RANURADO
Un proceso de ranurado es también un proceso de arranque
de viruta, la diferencia es que la herramienta trabaja perpendicular al eje de la pieza. Además no desbasta
lateralmente.
Hay que determinar la posición cero de la herramienta en el lado derecho de ella
Según la punta de la herramienta se tienen diferentes tipos de ranurado Figura 6 Proceso de trabajo de la herramienta de ranurado tipo HSS Fuente: realización personal
Pinicial = Po
P3 P0
P1 P2 P1 P2
P3 P0 Z+ Z-
Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
15
BÁSICO DE PROGRAMACIÓN CNC
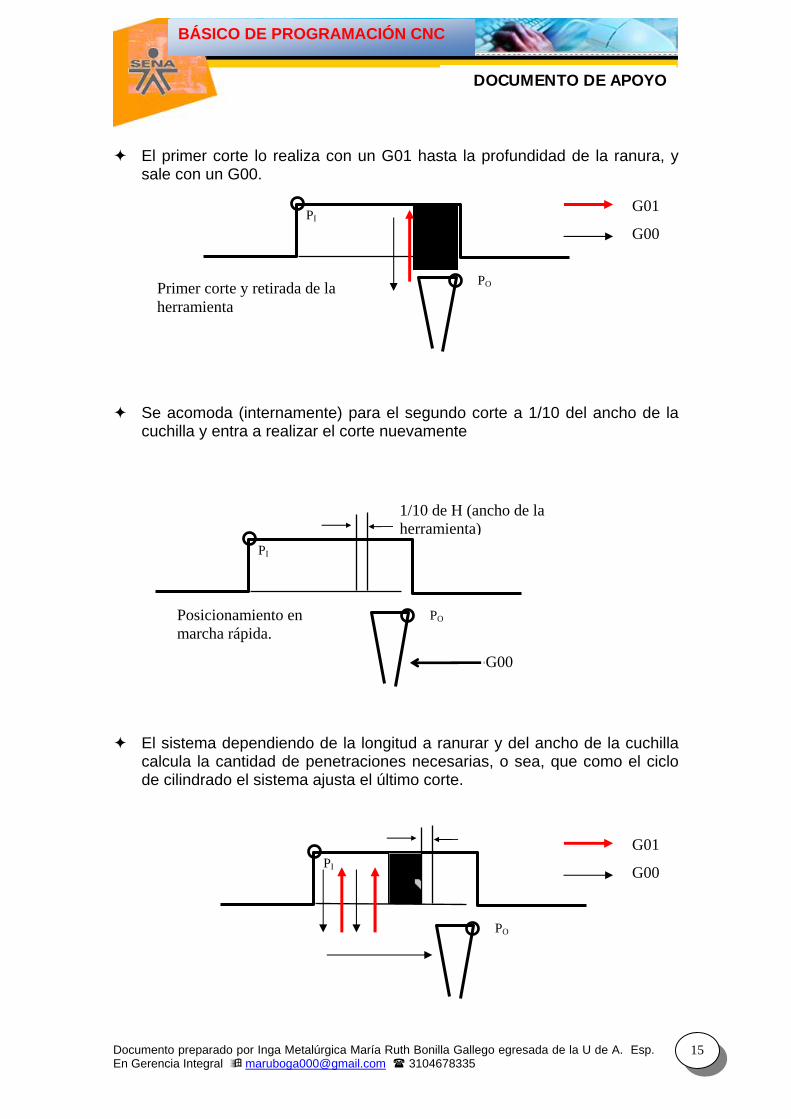
El primer corte lo realiza con un G01 hasta la profundidad de la ranura, y
sale con un G00.
Se acomoda (internamente) para el segundo corte a 1/10 del ancho de la cuchilla y entra a realizar el corte nuevamente
El sistema dependiendo de la longitud a ranurar y del ancho de la cuchilla calcula la cantidad de penetraciones necesarias, o sea, que como el ciclo de cilindrado el sistema ajusta el último corte.
Posicionamiento en marcha rápida.
1/10 de H (ancho de la herramienta)
G00
PI
PO
PI
PO
G01
G00
PI
PO Primer corte y retirada de la herramienta
G01
G00

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
16
BÁSICO DE PROGRAMACIÓN CNC
Hay que tener presente la velocidad de corte de la herramienta; esta debe estar entre una tercera a una quinta (1/3 - 1/5) parte de la velocidad de corte utilizada para el cilindrado, otro aspecto a tener en cuenta es el avance. Además debe tenerse en cuanta las
conversiones. 2.3 CICLO DE ROSCADO Antes de estudiar el ciclo repasaremos un poco sobre la notación de las roscas Figura 8 Esquema representativo de la notación de la rosca milimétrica Fuente: realización personal D: Diámetro nominal DE : Diámetro exterior DR.: Diámetro de raíz. P: Paso (distancia entre dos puntos similares de los hilos consecutivos). α : Angulo de la rosca
Debe tenerse en cuenta que el diámetro nominal no necesariamente coincide con el diámetro exterior.
En las dimensiones de rosca métrica, norma ISO, a cada paso se le asigna un R ya que este depende del paso; esto implica que para cada paso es necesario una herramienta que reproduzca dicho paso. Los valores y la notación de la rosca (véase la figura 8-9), en el sistema ISO es así:
α
P
DR D DE

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
17
BÁSICO DE PROGRAMACIÓN CNC
Figura 9 Esquema representativo de la notación de la rosca ISO Fuente: realización personal H = 0.866603P H3 = 0.61343P Df = Diámetro del núcleo del perno Dp = Diámetro primitivo De = Diámetro exterior del perno H1 = 0.54127P R = Radio de redondeo = H/6 = 0.14434P
Para programar un ciclo de roscado en la máquina CNC debe tenerse algunas consideraciones tales como: el arranque del ciclo, la zona de salida de la herramienta al finalizar el corte (desahogo) y el factor de seguridad de retorno o salida de la herramienta, ya
que durante el retorno de la herramienta en marcha rápida no se deben deteriorar los filetes de la rosca la posición recomendada, es alejar en la programación la herramienta una distancia de 0.1 mm de la superficie de la pieza. Figura 10 Esquema representativo de la ubicación de la herramienta para el mecanizado de la rosca Fuente: Realización personal
R
H H3
Df
H1
60º
H
2P 1.5P
1P
0.1 mm

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
18
BÁSICO DE PROGRAMACIÓN CNC
Debe tenerse en cuenta que este ciclo puede aplicarse en el torno y en la fresa, además existen para cada máquina una gran variedad de comandos o códigos para su realización, es por ello que se hace reiterativo el que conozcas muy bien tu máquina, para obtener de ella el mejor rendimiento productivo. Figura 11 Imagen de procesos de roscado horizontal y vertical
Fuente: Catálogo ISCAR 2.3 CICLO DE TALADRAR O ROTURA DE VIRUTA Antes de estudiar el tema es necesario dar respuesta a los siguientes cuestionamientos ¿Qué significa rotura de viruta?. ¿Qué sentido tiene? ¿En que materiales se utiliza? ¿Debe tenerse en cuenta la posición de la herramienta con relación a la pieza? ¿Por qué?. Como tal el ciclo es utilizado para mecanizar profundidades en un solo corte, por picoteo, temporizado entre otros, generalmente realiza movimientos de corte con un G01 (toda la longitud) y se retira con un G00. La figura muestra un movimiento del ciclo básico y su codificación depende específicamente de cada máquina, ya que en el mercado puede encontrarse una gran variedad de opciones para este proceso de taladrado su programación depende de las bondades de la máquina.

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
19
BÁSICO DE PROGRAMACIÓN CNC
Figura 12 Esquema representativo del movimiento de la herramienta durante el ciclo Fuente: Realización personal
Figura 13 Esquema representativo del movimiento de la herramienta durante el ciclo de perforado por picoteo
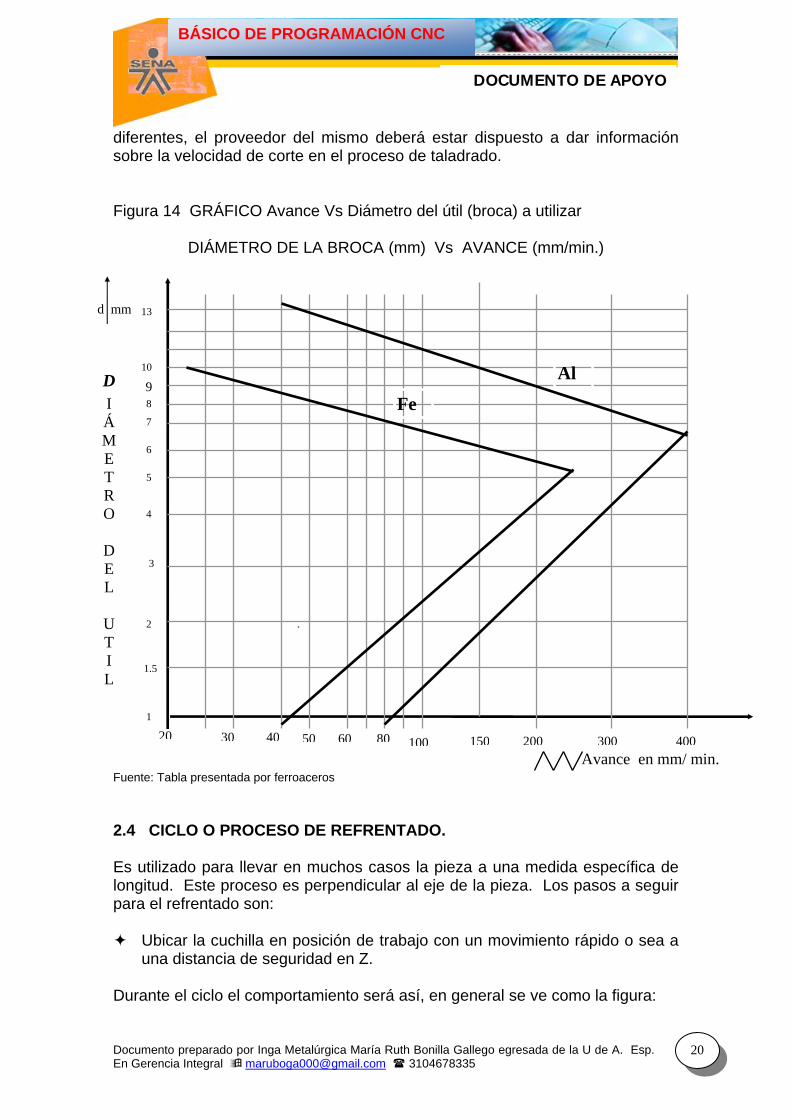
Fuente: Realización personal Para realizar cualquier clase de taladrado debe calcularse al igual que en los otros procesos de mecanizado, el avance de la herramienta, dicho calculo puede hacerse de forma matemática o gráfica, utilizando el gráfico de Diámetro de la broca Vs avance (véase la figura 14), si desea trabajarse con materiales
G01
G00
d
G01
G00
d
Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
20
BÁSICO DE PROGRAMACIÓN CNC
diferentes, el proveedor del mismo deberá estar dispuesto a dar información sobre la velocidad de corte en el proceso de taladrado. Figura 14 GRÁFICO Avance Vs Diámetro del útil (broca) a utilizar
DIÁMETRO DE LA BROCA (mm) Vs AVANCE (mm/min.)
Fuente: Tabla presentada por ferroaceros 2.4 CICLO O PROCESO DE REFRENTADO. Es utilizado para llevar en muchos casos la pieza a una medida específica de longitud. Este proceso es perpendicular al eje de la pieza. Los pasos a seguir para el refrentado son:
Ubicar la cuchilla en posición de trabajo con un movimiento rápido o sea a una distancia de seguridad en Z.
Durante el ciclo el comportamiento será así, en general se ve como la figura:
13
10 9 8 7
6
5
3
4
2
1.5
1
Al
Fe
D I Á M E T R O
D E L
U T I L
d mm
20 30 40 50 40030020060 80 100 150Avance en mm/ min.
Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
21
BÁSICO DE PROGRAMACIÓN CNC
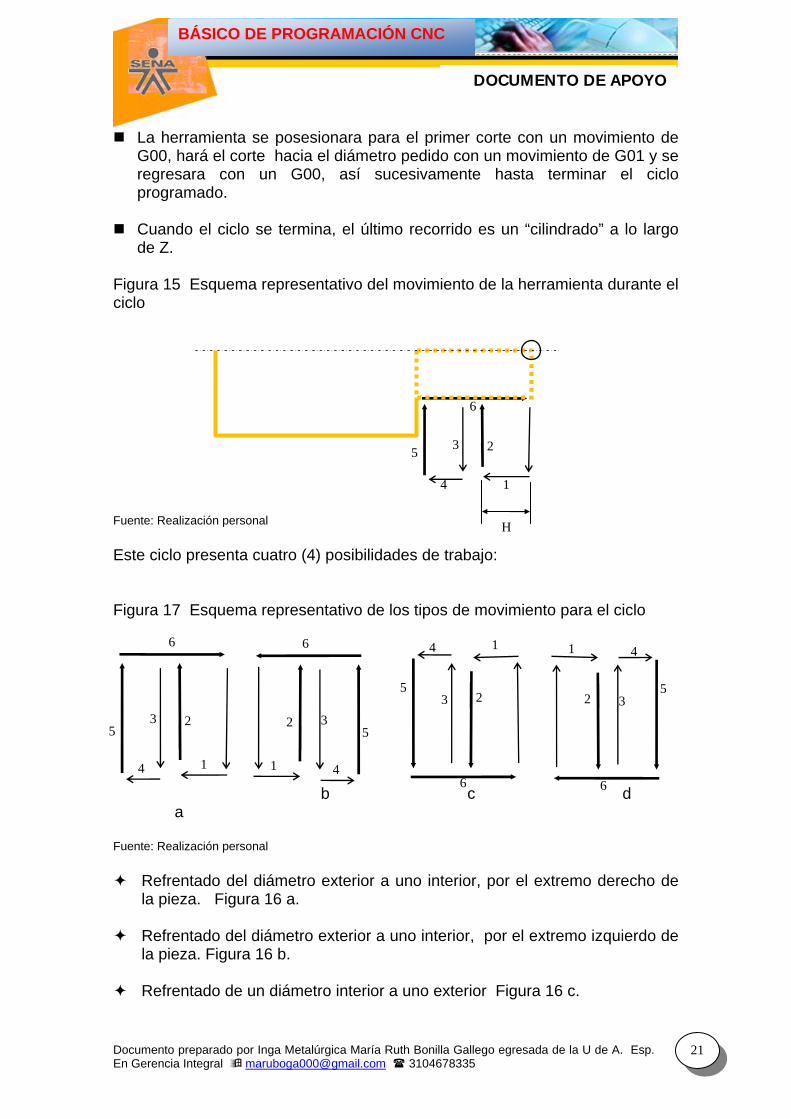
La herramienta se posesionara para el primer corte con un movimiento de G00, hará el corte hacia el diámetro pedido con un movimiento de G01 y se regresara con un G00, así sucesivamente hasta terminar el ciclo programado.
Cuando el ciclo se termina, el último recorrido es un “cilindrado” a lo largo
de Z. Figura 15 Esquema representativo del movimiento de la herramienta durante el ciclo
Fuente: Realización personal
Este ciclo presenta cuatro (4) posibilidades de trabajo: Figura 17 Esquema representativo de los tipos de movimiento para el ciclo
a
b c d
Fuente: Realización personal
Refrentado del diámetro exterior a uno interior, por el extremo derecho de la pieza. Figura 16 a.
Refrentado del diámetro exterior a uno interior, por el extremo izquierdo de
la pieza. Figura 16 b.
Refrentado de un diámetro interior a uno exterior Figura 16 c.
1
2 3
4
5
6
5
1
2 3
4
6 1
2 3
4
5
6
5
1
2 3
4
6
1
2 3
4
5
6
H

Documento preparado por Inga Metalúrgica María Ruth Bonilla Gallego egresada de la U de A. Esp. En Gerencia Integral [email protected] 3104678335
DOCUMENTO DE APOYO
22
BÁSICO DE PROGRAMACIÓN CNC
Refrentado sin subdivisión de corte (H = 0) Figura 16 d. Existen muchos otros ciclos para desarrollar en la CNC pero para este curso trataremos los básico o mencionados anteriormente.
BIBLIOGRAFÍA BOON, G.K.; Mercado, A.; Automatización Flexible en la Industria ; Ed. LIMUSA-Noriega, México, 1991. Ing. MONTES DE OCA MORÁN; Ricardo, Ing. Pérez López; Isaac, “Manual de Prácticas para la asignatura MANUFACTURA INDUSTRIAL II” Ingeniería Industrial, Editorial: UPIICSA – IPN, Enero del 2002 MARTINO, R.L.; Sistemas Integrados de Fabricación; Ed. LIMUSA-Noriega, México, 1990
CIBERGRAFÍA http://www.aprendizaje.com.mx/Curso/Proceso2/Practicas/Torno-Desarrollo/Capi8.htm http://www.elprisma.com/apuntes/ingenieria_mecanica/arranquedeviruta/ http://www.monografias.com/trabajos14/maq-herramienta/maq-herramienta.shtml#VELAVANCE