Embed Size (px)
Citation preview

2011/2012 Updates to the International Technology Roadmap for Semiconductors (ITRS) Factory Integration Chapter:
Future Directions for Our Industry
James Moyne, Ph.D.
Applied Materials Advanced Services

Outline • Background
» Motivation Importance of the ITRS » Factory Integration focus areas
• Updating the ITRS: Process and results
• 2011-2012 Updates
• 2013 Revision plans
2 2
What is the ITRS?
• International Technology Roadmap for Semiconductors (ITRS) is a 15 year forward looking roadmap
Evaluates industry’s difficult challenges and technology requirements and then formulates potential solutions to meet these needs
Sets direction for the semiconductor industry (IC makers, suppliers and R&D)
International consensus effort, international participation
Technology pace is governed somewhat by Moore’s law
• Portions courtesy of
ITRS literature
3
What is the ITRS? Factory Integration (FI)
•Factory Integration (FI) Chapter and Factory Information and Control Systems (FICS) Sub-chapter
» FI objective: factories and enterprise systems are designed/ integrated for efficient and effective development/ manufacturing
» Factory is driven by cost, quality, productivity, and speed » Reduce factory capital and operating costs per function
» Faster delivery of new and volume products to the end customer
» Efficient/effective volume/mix production, high reliability & equipment reuse
» Enable rapid process technology shrinks and wafer size changes
» New focus (circa 2007) on waste reduction
Factory Operations
Production Equipment
AMHS Factory Information & Control Systems
Facilities
UI
• Portions courtesy of
ITRS literature
• Note: We are thinking of
changing this picture for 2013
4
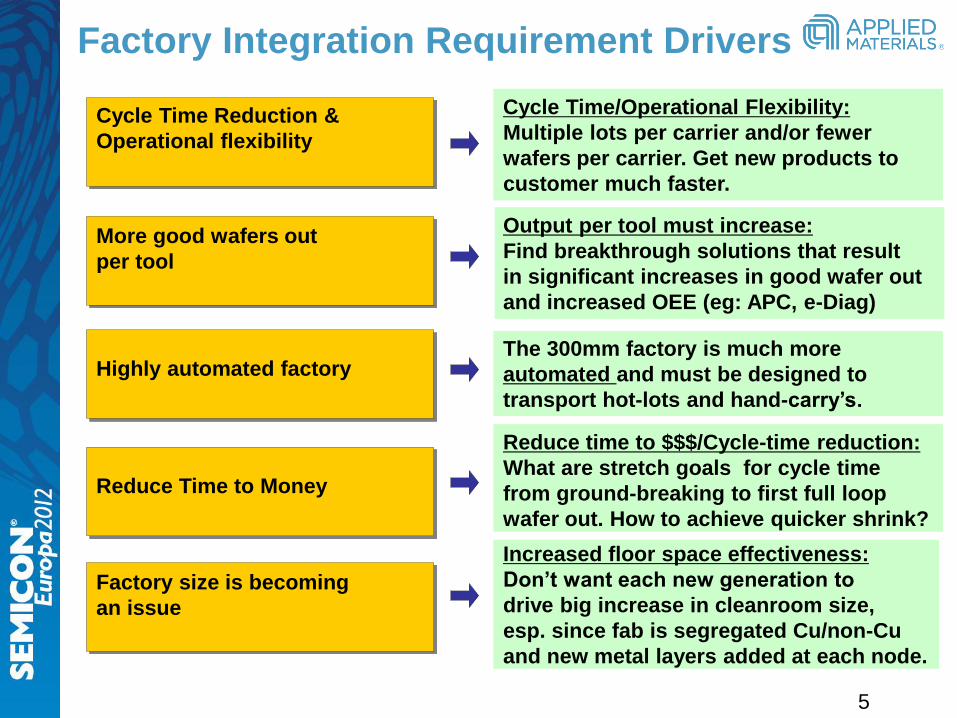
Factory Integration Requirement Drivers
Cycle Time/Operational Flexibility:
Multiple lots per carrier and/or fewer
wafers per carrier. Get new products to
customer much faster.
Cycle Time Reduction &
Operational flexibility
Output per tool must increase:
Find breakthrough solutions that result
in significant increases in good wafer out
and increased OEE (eg: APC, e-Diag)
More good wafers out
per tool
The 300mm factory is much more
automated and must be designed to
transport hot-lots and hand-carry’s.
Highly automated factory
Reduce time to $$$/Cycle-time reduction:
What are stretch goals for cycle time
from ground-breaking to first full loop
wafer out. How to achieve quicker shrink?
Reduce Time to Money
Increased floor space effectiveness:
Don’t want each new generation to
drive big increase in cleanroom size,
esp. since fab is segregated Cu/non-Cu
and new metal layers added at each node.
Factory size is becoming
an issue
5
Outline • Background
• Updating the ITRS: Process and results » IMA and the ITRS » Metrology and Factory Integration Chapter impact
• 2011-2012 Updates
• 2013 Revision plans
6
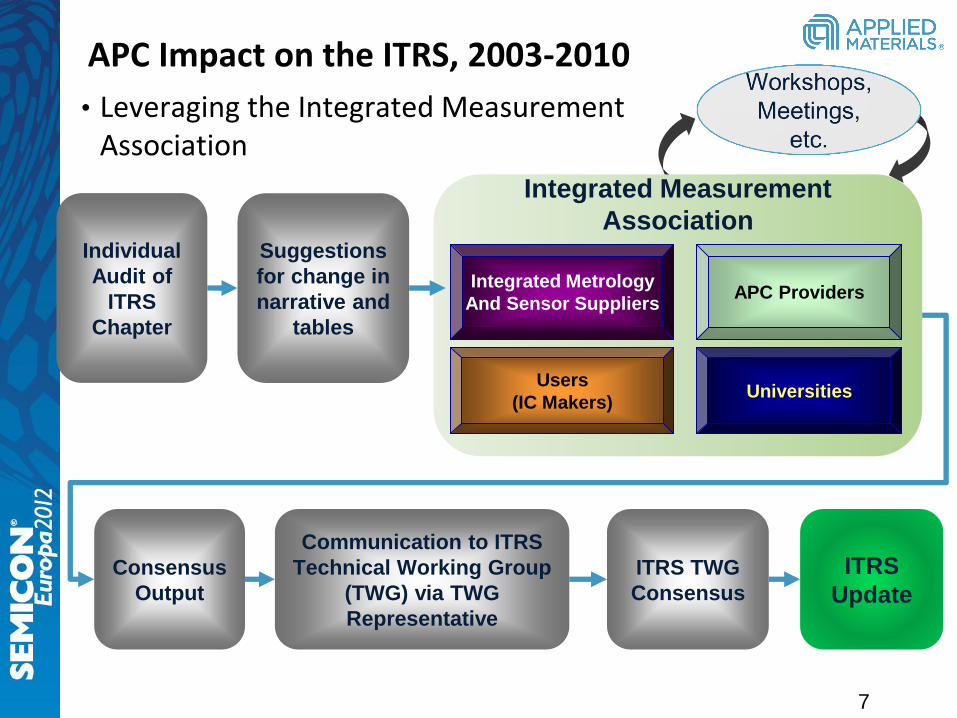
APC Impact on the ITRS, 2003-2010
Integrated Measurement
Association
Integrated Metrology
And Sensor Suppliers APC Providers
Users
(IC Makers) Universities
Individual
Audit of
ITRS
Chapter
Suggestions
for change in
narrative and
tables
Consensus
Output
Communication to ITRS
Technical Working Group
(TWG) via TWG
Representative
ITRS TWG
Consensus
ITRS
Update
7
• Leveraging the Integrated Measurement Association
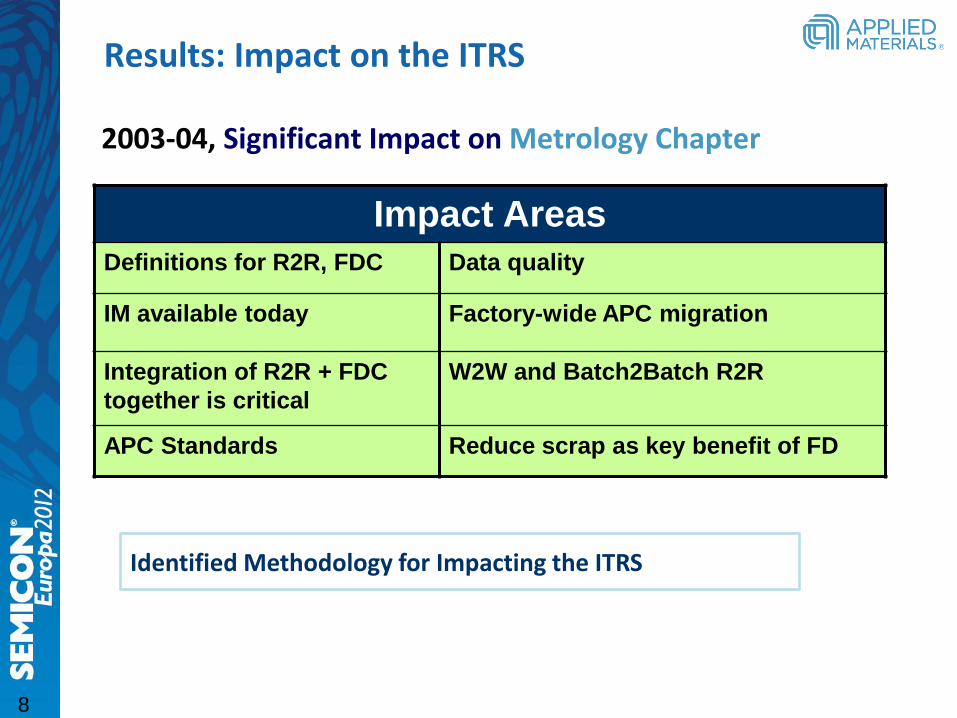
Results: Impact on the ITRS
2003-04, Significant Impact on Metrology Chapter
Impact Areas
Definitions for R2R, FDC Data quality
IM available today Factory-wide APC migration
Integration of R2R + FDC
together is critical
W2W and Batch2Batch R2R
APC Standards Reduce scrap as key benefit of FD
Identified Methodology for Impacting the ITRS
8
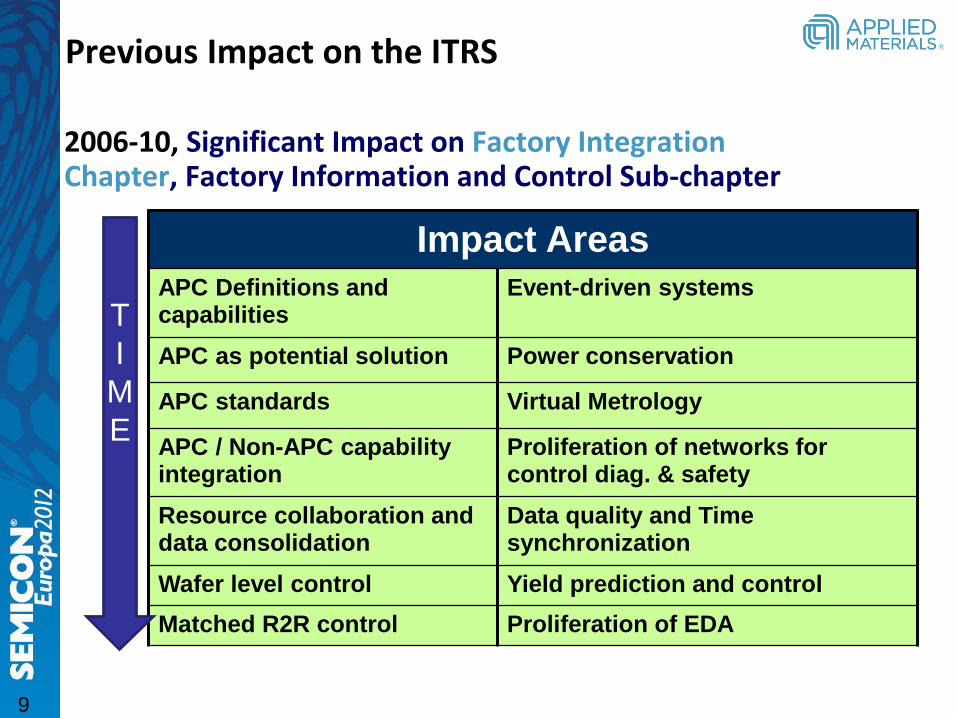
Previous Impact on the ITRS
2006-10, Significant Impact on Factory Integration Chapter, Factory Information and Control Sub-chapter
Impact Areas
APC Definitions and capabilities
Event-driven systems
APC as potential solution Power conservation
APC standards Virtual Metrology
APC / Non-APC capability integration
Proliferation of networks for control diag. & safety
Resource collaboration and data consolidation
Data quality and Time synchronization
Wafer level control Yield prediction and control
Matched R2R control Proliferation of EDA
T
I
M
E
9
Outline • Background
• Updating the ITRS
• 2011-2012 Updates
• 2013 Revision plans
10
ITRS 2011-12 Focus for APC Efforts • Entire Factory Integration Chapter
• Potential Solutions Tables and Narrative
» i.e., 2011 was a major revision year
• Examples of Topics Addressed » APC and yield; Yield prediction and its use in
enhancing APC, scheduling, maintenance, etc.
» Moving into the prediction space
» Improved Control: Wafer-to-wafer (W2W) control; within-wafer control
» Energy conservation and management: Carbon footprint and FI; integration with facilities management; idle mode management
» Waste reduction management: cycle time reduction and reduction of white space, waste metrics
» Needs and challenges for 450mm
11
FI Narrative Additions for 2011-12
• WHAT IS NEW WITH THE 2011 EDITION » FOCUS ON PREDICTION
» “A major addition to the 2011 edition is an emphasis on the movement from a reactive to predictive mode of operations.”
» Solutions such as predictive maintenance, predictive scheduling and planning, virtual metrology and yield prediction are all part of this paradigm shift.
» “Prediction technologies will begin to play a significant role in productivity improvement and waste reduction over the next seven years.”
» “…Roadmap indicating a migration towards an integrated predictive extension of all systems.”
12
FI Narrative Additions for 2011-12
• WHAT IS NEW WITH THE 2011 EDITION » ADVANCED PROCESS CONTROL AS AN EQUIPMENT AND FAB DESIGN REQUIREMENT
» “Advanced Process Control (APC, which includes run-to-run process control, fault detection, fault classification, fault prediction and statistical process control technologies, and often leverages integrated metrology for process control).”
» “has evolved past the state of being an add-on capability to being a design-in requirement both at the equipment and fab-wide level.”
» “This does not mean the equipment will necessarily have embedded APC,
but it does mean that the equipment will need to leverage APC capabilities (either internally or externally) to meet productivity and cost reduction targets”.
» APC (Advanced Process Control)
A
P
C
13
FI Narrative Additions for 2011
• WHAT IS NEW WITH THE 2011 EDITION » INTEGRATION OF FACILITIES REQUIREMENTS INTO FACTORY OPERATIONS
» “The increasing pressure of achieving environment goals will require that factory and facilities operations be coordinated.”
» “This will require increased attention to facility objectives in factory
objective functions.”
14

FI Difficult Challenges: Noteworthy Additions and Modifications
Table FAC1 Factory Integration Difficult Challenges Difficult Challenges through
2019
Summary Of Issues
1. Responding to rapidly changing, complex business requirements 2. Managing ever increasing factory complexity
. . .
• Addressing need to minimize energy resource usage and waste; e.g., need to integrate fab management and control with facilities management and control • Comprehending increased purity requirements for process and materials …
• Supporting adoption and migration of equipment communication protocol standards to meet ITRS challenges and be in sync with emerging technologies in systems communication and management such as XML and cloud computing. nd improving maintenance practices resulting from movement to new process materials that may be corrosive, caustic, environmentally impacting, molecularly incompatible etc. • Addressing factory integration challenges to assess and integrate EUV systems into the factory infrastructure • Addressing AMC challenges through possibly changing factory operation approach (e.g, maintaining vacuum in specific areas), as well as providing necessary interfaces, information and technologies (e.g., virtual metrology and APC). • Maintaining equipment availability and productivity while managing increase in sensors and systems within and outside the equipment, coordinated to support new paradigms (e.g., management of energy expended by the equipment and the fab in general, movement from reactive to fully predictive)
• Linking yield and throughput prediction into factory operation optimization • Real-time simulation in lock-step with production for operations prediction
Integration of fab and
facility management
and control
Increased emphasis
on communication
standards
Maintain availability
and productivity …
move to predictive Moved from “after 2017” to “before 2019”
• Yield prediction with feedback
• Real-time simulation in lock-step with production
15
Items Added and Moved Up
Production Equipment Potential Solutions (Excerpt)
450mm
mmuiremen
Research Required
Development Underway
Qualification/Pre-Production
Continous Improvement
Provides a 15-year outlook on potential solutions indicating where they are today and where they will be
Table Key
16
Production Equipment Potential Solutions (Excerpt)
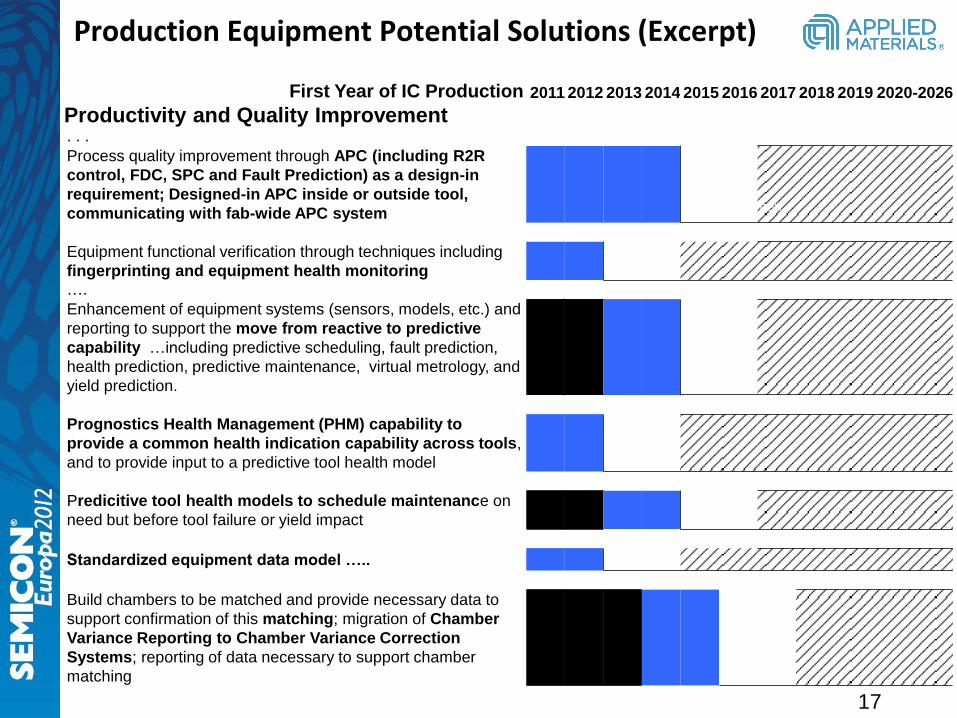
First Year of IC Production 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020-2026
Productivity and Quality Improvement . . .
Process quality improvement through APC (including R2R
control, FDC, SPC and Fault Prediction) as a design-in
requirement; Designed-in APC inside or outside tool,
communicating with fab-wide APC system
Equipment functional verification through techniques including
fingerprinting and equipment health monitoring
….
Enhancement of equipment systems (sensors, models, etc.) and
reporting to support the move from reactive to predictive
capability …including predictive scheduling, fault prediction,
health prediction, predictive maintenance, virtual metrology, and
yield prediction.
Prognostics Health Management (PHM) capability to
provide a common health indication capability across tools,
and to provide input to a predictive tool health model
Predicitive tool health models to schedule maintenance on
need but before tool failure or yield impact
Standardized equipment data model …..
Build chambers to be matched and provide necessary data to
support confirmation of this matching; migration of Chamber
Variance Reporting to Chamber Variance Correction
Systems; reporting of data necessary to support chamber
matching
450mm
mmuiremen
17
Production Equipment Potential Solutions (Excerpt)
First Year of IC Production 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020-2026
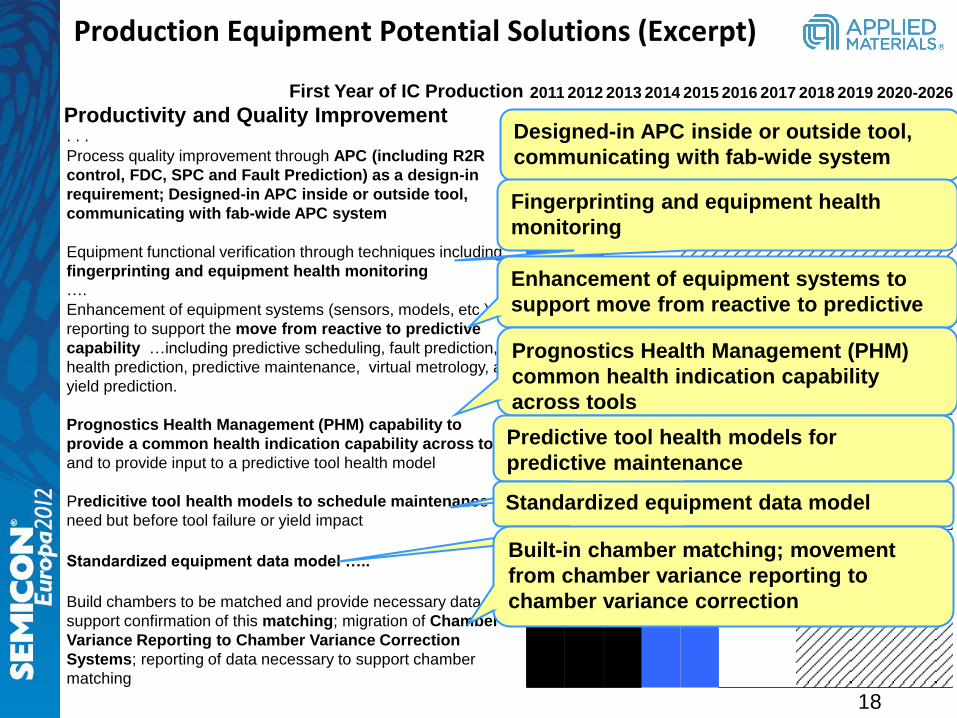
Productivity and Quality Improvement . . .
Process quality improvement through APC (including R2R
control, FDC, SPC and Fault Prediction) as a design-in
requirement; Designed-in APC inside or outside tool,
communicating with fab-wide APC system
Equipment functional verification through techniques including
fingerprinting and equipment health monitoring
….
Enhancement of equipment systems (sensors, models, etc.) and
reporting to support the move from reactive to predictive
capability …including predictive scheduling, fault prediction,
health prediction, predictive maintenance, virtual metrology, and
yield prediction.
Prognostics Health Management (PHM) capability to
provide a common health indication capability across tools,
and to provide input to a predictive tool health model
Predicitive tool health models to schedule maintenance on
need but before tool failure or yield impact
Standardized equipment data model …..
Build chambers to be matched and provide necessary data to
support confirmation of this matching; migration of Chamber
Variance Reporting to Chamber Variance Correction
Systems; reporting of data necessary to support chamber
matching
450mm
mmuiremen
Designed-in APC inside or outside tool,
communicating with fab-wide system
Fingerprinting and equipment health
monitoring
Enhancement of equipment systems to
support move from reactive to predictive
Prognostics Health Management (PHM)
common health indication capability
across tools
Predictive tool health models for
predictive maintenance
Standardized equipment data model
Built-in chamber matching; movement
from chamber variance reporting to
chamber variance correction
18
Production Equipment Potential Solutions (Excerpt)
450mm
mmuiremen
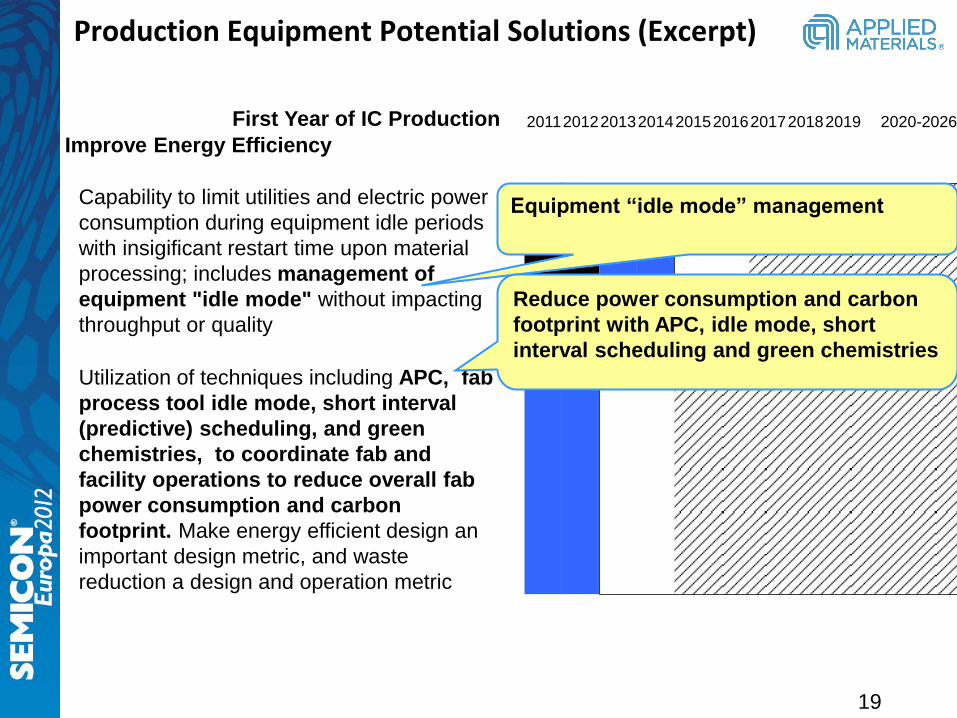
First Year of IC Production 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020-2026
Improve Energy Efficiency
Capability to limit utilities and electric power
consumption during equipment idle periods
with insigificant restart time upon material
processing; includes management of
equipment "idle mode" without impacting
throughput or quality
Utilization of techniques including APC, fab
process tool idle mode, short interval
(predictive) scheduling, and green
chemistries, to coordinate fab and
facility operations to reduce overall fab
power consumption and carbon
footprint. Make energy efficient design an
important design metric, and waste
reduction a design and operation metric
Equipment “idle mode” management
Reduce power consumption and carbon
footprint with APC, idle mode, short
interval scheduling and green chemistries
19
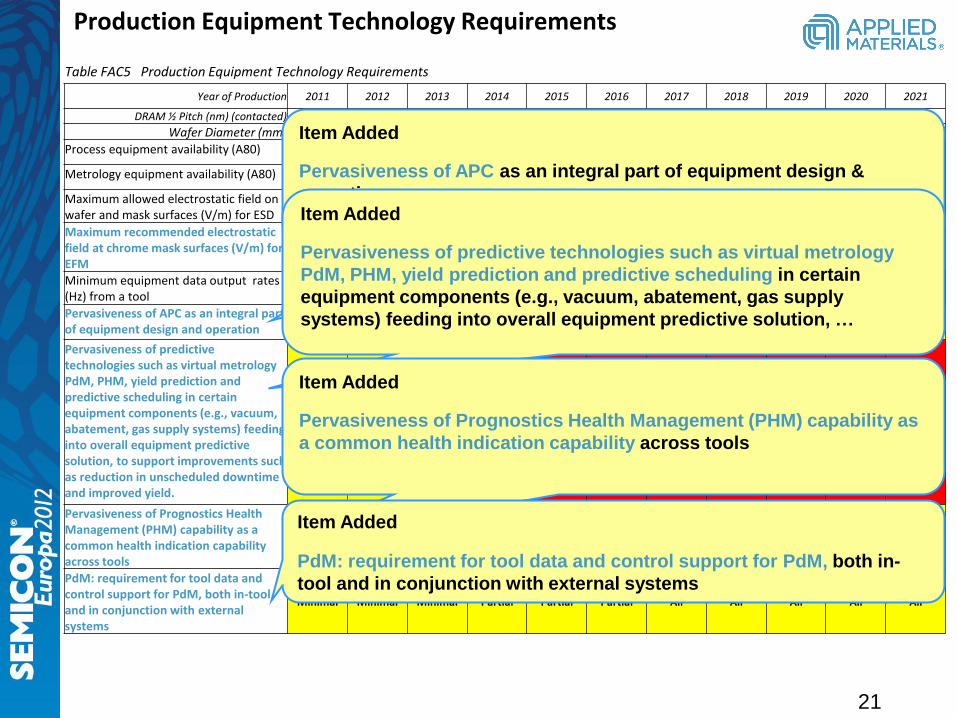
Production Equipment Technology Requirements
Table FAC5 Production Equipment Technology Requirements
Year of Production 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021
DRAM ½ Pitch (nm) (contacted) 40 36 32 28 25 22.5 20.0 17.9 15.9 14.2 12.6
Wafer Diameter (mm) 300 300 300 450 450 450 450 450 450 450 450
Process equipment availability (A80) >92% >94% >94% >95% >95% >95% >95% >95% >96% >96% >96%
Metrology equipment availability (A80) >96% >97% >97% >98% >98% >98% >98% >98% >98% >98% >98%
Maximum allowed electrostatic field on wafer and mask surfaces (V/m) for ESD
4,400 3,800 3,500 3,100 2,800 2,500 2,200 2,000 1,800 1,500 1,300
Maximum recommended electrostatic field at chrome mask surfaces (V/m) for EFM
500 500 500 500 500 500 500 500 500 500 500
Minimum equipment data output rates (Hz) from a tool
10Hz 10Hz 10Hz 100Hz 100Hz 100Hz 100Hz 100Hz 100Hz 100Hz 1kHz
Pervasiveness of APC as an integral part of equipment design and operation
Minimal Minimal Partial Partial All All All All All All All
Pervasiveness of predictive technologies such as virtual metrology PdM, PHM, yield prediction and predictive scheduling in certain equipment components (e.g., vacuum, abatement, gas supply systems) feeding into overall equipment predictive solution, to support improvements such as reduction in unscheduled downtime and improved yield.
Minimal Minimal Partial Partial All All All All All All All
Pervasiveness of Prognostics Health Management (PHM) capability as a common health indication capability across tools
None Minimal Partial Partial All All All All All All All
PdM: requirement for tool data and control support for PdM, both in-tool and in conjunction with external systems
Minimal Minimal Minimal Partial Partial Partial All All All All All
Item Added
Pervasiveness of APC as an integral part of equipment design &
operation
Item Added
Pervasiveness of predictive technologies such as virtual metrology
PdM, PHM, yield prediction and predictive scheduling in certain
equipment components (e.g., vacuum, abatement, gas supply
systems) feeding into overall equipment predictive solution, …
Item Added
Pervasiveness of Prognostics Health Management (PHM) capability as
a common health indication capability across tools
Item Added
PdM: requirement for tool data and control support for PdM, both in-
tool and in conjunction with external systems
21
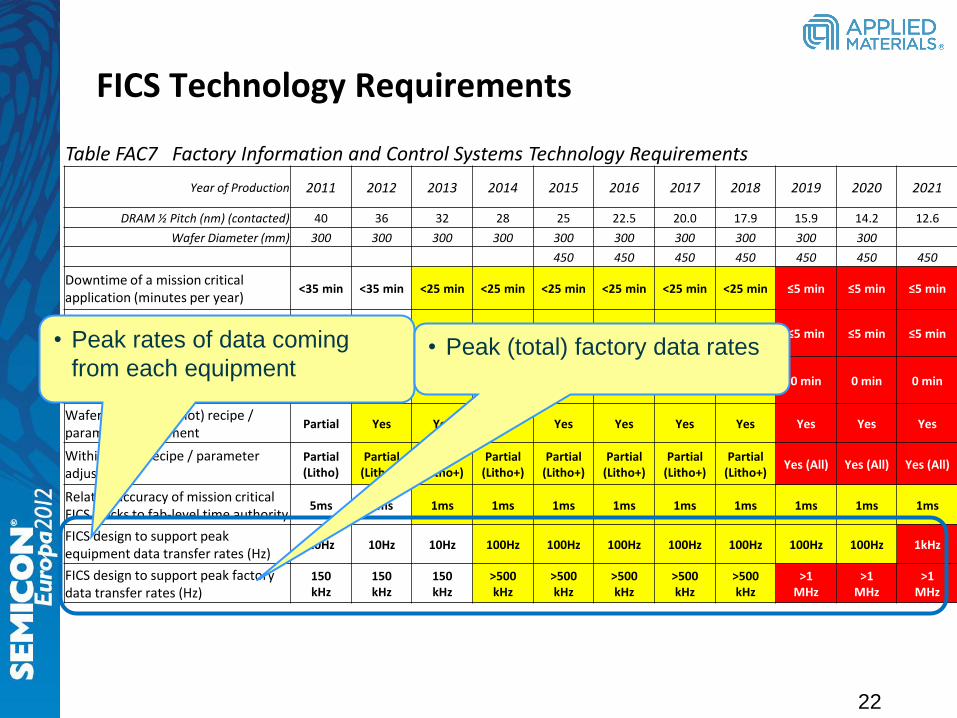
FICS Technology Requirements
Table FAC7 Factory Information and Control Systems Technology Requirements
Year of Production 2011 2012 2013 2014 2015 2016 2017 2018 2019 2020 2021
DRAM ½ Pitch (nm) (contacted) 40 36 32 28 25 22.5 20.0 17.9 15.9 14.2 12.6
Wafer Diameter (mm) 300 300 300 300 300 300 300 300 300 300
450 450 450 450 450 450 450
Downtime of a mission critical application (minutes per year)
<35 min <35 min <25 min <25 min <25 min <25 min <25 min <25 min ≤5 min ≤5 min ≤5 min
Unscheduled downtime of a mission critical application (minutes per year)
<15 min <15 min <10 min <10 min <10 min <10 min <10 min <10 min ≤5 min ≤5 min ≤5 min
Scheduled downtime of a mission critical application (minutes per year)
<20 min <20 min <15 min <15 min <15 min <15 min <15 min <15 min 0 min 0 min 0 min
Wafer-level (within-lot) recipe / parameter adjustment
Partial Yes Yes Yes Yes Yes Yes Yes Yes Yes Yes
Within-wafer recipe / parameter adjustment
Partial (Litho)
Partial (Litho+)
Partial (Litho+)
Partial (Litho+)
Partial (Litho+)
Partial (Litho+)
Partial (Litho+)
Partial (Litho+)
Yes (All) Yes (All) Yes (All)
Relative accuracy of mission critical FICS clocks to fab-level time authority
5ms 5ms 1ms 1ms 1ms 1ms 1ms 1ms 1ms 1ms 1ms
FICS design to support peak equipment data transfer rates (Hz)
10Hz 10Hz 10Hz 100Hz 100Hz 100Hz 100Hz 100Hz 100Hz 100Hz 1kHz
FICS design to support peak factory data transfer rates (Hz)
150 kHz
150 kHz
150 kHz
>500 kHz
>500 kHz
>500 kHz
>500 kHz
>500 kHz
>1 MHz
>1 MHz
>1 MHz
• Peak rates of data coming
from each equipment • Peak (total) factory data rates
22
Outline • Background
• Updating the ITRS
• 2011-2012 Updates
• 2013 Revision plans
Disclaimer:
• These are just the author’s
observations from attending FI
meetings
• Additional details will be worked out
during the December ITRS
meetings
23
Leadership Changes Proposed
• Current Factory Integration chapter structure » Chairperson Gopal Rao, Intel
• 2013 proposed leadership » Chairperson James Moyne, Applied Materials
» 2-year tenure » 2013 and 2014 editions
» Co-chairperson Jonathan Change, TSMC » Gopal Rao of Intel will remain active
Disclaimer: These are just
the author’s observations
from attending FI meetings
24

Ideas Being Discussed for 2013 (1 of 3)
• Change the entire FI vision?
• Change the “Silo” style diagram overviewing FI » Emphasize commonality among areas » Emphasize integration of everything » Possibly eliminate or re-organize the sub-chapters » Possibly emphasize data driven » Incorporate impact of non-nano-manufacturing » Consider that fundamentally, 300mm and 450 are the same for FI » Consider possibility of a data driven approach
Factory Operations
Production Equipment
AMHS Factory Information & Control Systems
Facilities
UI
Disclaimer: These are just
the author’s observations
from attending FI meetings
25
Ideas Being Discussed for 2013 (2 of 3)
• More focus on movement from reactive to predictive » How do you incorporate prediction?
• More focus on looking to other industries’ FI practices
• (re)define/think KPI’s for FI » E.g., data performance metrics
• Question the centralized control concept » Is some form of autonomous control acceptable in some instances?
• Address the “Big Data” problem
• Control system discussions » Single point of control, predictive control, synchronization » Performance / speed of control » Product synchronization, e.g., RFID
Disclaimer: These are just
the author’s observations
from attending FI meetings
26
Ideas Being Discussed for 2013 (3 of 3)
• More focus on efficiency
• Include the roadmap for the supply chain in FI roadmap
• Look to see if there is a need for a security roadmap portion • Focus on technology ramps and cost
» Process control and DFM need to be integrated
• Consider that some FI items are now limiters to achieving major technology milestones » Identify them
Summary:
• It may be time for a major re-thinking re-writing of the FI chapter
• The FI team has already begun discussing these ideas
moving towards consensus
• The next big step will be the December meetings Taiwan
Disclaimer: These are just
the author’s observations
from attending FI meetings
27
Summary
• APC and related technologies will play an ever increasing role in nano-manufacturing and should thus be properly represented in the ITRS
• 2013 will be a major revision year with a strong possibility that there will be a re-thinking of the Factory Integration » Prediction » Integration » Data
• The Factory Integration Technology Working Group (TWG) is looking for additional input and participation from experts like you
28
Acknowledgements
• Gopal Rao (Intel), ITRS FI TWG chair
• ITRS FI members » Especially incoming co-chair Jonathan Chang
• The Integrated Measurement Association
• SEMI standards participants
• APC Conference organizers and participants
• Thank you !!
29





























