Embed Size (px)
Citation preview

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 1/140
Universitatea Transilvania Braşov
Centrul pentru Învăţământ la Distanţă şi Învăţământ cu Frecvenţă Redusă
INGINERIE ECONOMICĂ INDUSTRIAL Ă
Prof.dr.ing. Constantin BUZATU
CURS PENTRU ÎNVĂŢĂMÂNT LA DISTANŢĂ
Anul 3 – sem.II

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 2/140

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 3/140
Managementul fabricatiei produselor
3
Introducere
Cursul intitulat Tehnologii de fabrica ţ ie, abordează cele mai importante probleme
referitoare la proiectarea proceselor tehnologice de prelucrare prin aşchiere, precum şi o seriede măsuri de management tehnologic pentru eficientizarea desf ăşur ării acestora din punct de
vedere al performanţelor tehnice şi economice.
În cadrul proceselor de producţie specifice domeniului construcţiilor de maşini,
elementul de bază de care depinde într-o măsur ă hotărâtoare calitatea produselor îl constituie
„tehnologia de fabrica ţ ie”, dar şi managementul proceselor de prelucrare.
Atât caracterul deosebit de dinamic al tehnologiei de fabricaţie, generat de influenţa
importantă a acesteia asupra nivelului tehnic şi economic al producţiei, precum şi
complexitatea proceselor tehnologice specifice, impun ca preocupările în acest domeniu să fieîndreptate, atât spre bazele ştiinţifice teoretice şi practice, dar şi de cercetare stiintifica..
Este cunoscut faptul că într-o uzină modernă specialiştii tehnologi sunt astăzi implicaţi
în mai multe domenii de activitate: management, proiectare de produs şi de proces,
planificarea producţiei, alegerea echipamentelor de lucru şi organizarea fabricaţiei,
manipularea şi depozitarea produselor, normarea şi controlul producţiei.
Astăzi, inginerul tehnolog trebuie să înţeleagă fiecare element al procesului de
producţie în profunzime şi să fie capabil să lucreze în echipe multidisciplinare în conformitate
cu principiile „ingineriei concurente” (simultane, paralele).
Obiectivele cursului
Cursul intitulat Tehnologii de fabrica ţ ie, are ca obiectiv principal îmbogăţirea şi
dezvoltarea cunoştinţelor, respectiv a competenţelor din sfera altor discipline cu
caracter tehnic, dar şi economic şi managerial ale studenţilor Programului de studii
Inginerie Economică Industrială, forma de învăţământ ID. În acest sens, la sfâr şitul
parcurgerii acestui curs, studenţii vor fi capabili să:
opereze cu noţiuni precum: proces de prelucrare, sistem tehnologic, operaţie,
fază, trecere, regim de aşchiere, normă tehnică de timp, precizie de prelucrare;
să stabilească succesiunile posibile de prelucrare a unui reper dat, în funcţie de
planul de producţie;
să calculeze sau să adopte valorile optime ale parametrilor regimului de
aşchiere;
să calculeze norme tehnice de timp;
să identifice măsuri de management tehnologic pentru optimizarea procesului
tehnologic de prelucrare.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 4/140
Managementul fabricatiei produselor
4
Cerinţe preliminare
Pentru a fi capabili să dobândească competenţele stabilite în cadrul obiectivelor
cursului, studenţii trebuie să dovedească deţinerea unei serii de competenţe
minime, obţinute la cursul de Bazele prelucr ărilor mecanice, respectiv la cursul de
Scule şi dispozitive.
Resurse
Parcurgerea unităţilor de învăţare aferente celor două module ale cursului, necesită
utilizarea doar a unui calculator, necesar pentru rezolvarea celor două teme de
control.
Structura cursului
Cursul de Tehnologii de fabrica ţ ie este structurat în două module, astfel: primulmodul cuprinde trei unităţi de învăţare, iar al doilea modul cuprinde cinci unităţi
de învăţare. La rândul său, fiecare unitate de învăţare are o structur ă ce conţine:
obiective, aspecte teoretice şi practice de proiectare şi management, privind
tematica concretă a unităţii de învăţare respective, exemple, aspecte rezumative
teste de autoevaluare.
Pentru fiecare dintre cele două module sunt indicate a fi rezolvate câte o temă de
control practică, referitoare la proiectarea par ţială a unor elemente de bază din
cadrul unui proces tehnologic de prelucrare prin aşchiere. Rezolvarea acestor două
teme de control este obligatorie şi de asemenea, susţinerea în faţa tutorelui până la
o dată presabilită.
Durata medie de studiu individual
Parcurgerea de către studenţi a unităţilor de învăţare ale cursului de Tehnologii de
fabrica ţ ie (atât aspectele teoretice, cât şi rezolvarea testelor de autoevaluare şi a
temelor de control propuse) se poate face în 4-6 ore pentru fiecare unitate.
EvaluareaLa sfâr şitul semestrului, fiecare student va primi o notă, care va cuprinde: un test
de tip eseu, ce va conţine întrebări cu caracter teoretic şi practic, având ca scop
identificarea nivelului de competenţă dobândit prin parcurgerea conţinutului
ştiinţific al cursului, test ce va deţine o pondere de 50% în nota finală şi respectiv
notele aferente celor două teme de control, realizate pe parcursul semestrului, care
vor deţine o pondere de 25% fiecare.
Spor la treaba

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 5/140
Managementul fabricatiei produselor
5
Modulul 1. Noţiuni de bază teoretice şi practice de proiectare
tehnologică şi management în construcţia de maşini
Cuprins
Introducere ............................................................................................................................. 5
Obiectivele modului (Competenţe)........................................................................................ 5
M1.U1. Elemente de bază ale proceselor tehnologice de prelucrare a pieselor în construcţia
de maşini......................................................................................................................... 6
M1.U2. Elemente generale de proiectare a proceselor tehnologice de prelucrare mecanică23
M1.U3. Precizia de prelucrare (dimensional - geometrică) ................................................. 54
Introducere
În cadrul proceselor de producţie specifice domeniului construcţiilor de maşini,
elementele de bază de care depinde într-o măsur ă hotărâtoare calitatea produselor
îl constituie tehnologia de fabricaţie şi managementul proceselor tehnologice.
Atât caracterul deosebit de dinamic al tehnologiei de fabricaţie, precum şi
complexitatea proceselor tehnologice specifice, impun ca pregătirea de specialitate
a viitorilor specialişti să fie îndreptată, atât spre bazele ştiinţifice teoretice şi
practice, dar şi de cercetare a căror aplicare inovativă conduce în mod sigur la
proiectarea şi integrarea în producţie a unor procese tehnologice eficiente.
Prezentul modul abordează câteva dintre elementele de bază cu care operează un
inginer tehnolog în activitatea de proiectare tehnologică şi de managementul
proceselor de prelucrare mecanică prin aşchiere, cum sunt: tipuri de producţie,
semifabricate, plan de producţie şi lot optim, operaţie şi fază de prelucrare, adaos
de prelucrare, regim de aşchiere, normă tehnică de timp, precizie dimensional –geometrică şi rugozitate a suprafeţelor prelucrate, variantă optimă de proces
tehnologic.
Obiectivele modului (Competenţe)
La sfâr şitul parcurgerii acestui modul studenţii vor fi capabili să:
• să rezume elementele de bază care sunt necesare pentru proiectarea
tehnologică şi managerială a unui proces tehnologic de prelucrare;
• să definească şi să se opereze cu noţiuni legate de structura proceselor
tehnologice: operaţie, fază, trecere, mânuire, mişcare;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 6/140
Managementul fabricatiei produselor
6
• să descrie caracteristicile tehnico – economice ale semifabricatelor utilizate
în construcţia de maşini, în concordanţă cu ale tipurilor de producţie;
• să calculeze sau să adopte adaosurile de prelucrare, regimurile de aşchiere,
normele tehnice de timp;
• să descrie factorii care influenţează precizia de prelucrare a suprafeţelor şisă sintetizeze măsurile de management care se impun pentru obţinerea preciei
impuse în condiţii de eficienţă tehnico – economică.
Unitatea de învăţare M1.U1. Elemente de bază ale proceselor
tehnologice de prelucrare a pieselor
în construcţia de maşini
Cuprins
M1.U1.1. Introducere .......................................................................................................... 6
M1.U1.2. Obiectivele unităţii de învăţare........................................................................... 6
M1.U1.3. Noţiuni generale.................................................................................................. 7
M1.U1.4. Tipurile de producţie şi particularităţile acestora ............................................. 11
M1.U1.5. Elemente generale ale managementului sistemelor tehnologice de fabricaţie.12
M1.U1.6.Semifabricate folosite în fabricaţia de maşini şi aparate precum şi caracterizarea
tehnologică a acestora....................................................................................... 13
M1.U1.7. Rezumat ............................................................................................................ 21
M1.U1.8. Test de evaluare a cunoştinţelor ....................................................................... 22
M1.U1.1. Introducere
În construcţia de maşini, utilaje şi aparate, obiectul procesului de fabricaţie îl
reprezintă realizarea pieselor sau produselor având forme geometrice, dimensiunile
şi calitatea suprafeţelor în concordanţă cu prescripţiile impuse de rolul funcţional
şi condiţiile reale de lucru, toate acestea fiind materializate în desenul de execuţie.
Executarea (fabricarea) pieselor, în general, comportă un şir de diferite procedee
de prelucr ări mecanice sau electrice, toate având drept scop modificarea succesivă
a configuraţiei iniţiale a semifabricatelor, a formei şi poziţiei reciproce a
suprafeţelor şi a calităţii acestora, prin îndepărtarea sau nu a unui strat de material
denumit adaos de prelucrare.
M1.U1.2. Obiectivele unităţii de învăţare
Această unitate de învăţământ îşi propune ca obiectiv principal definirea şiexplicarea unor termeni şi concepte specifice proiectării proceselor tehnologice.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 7/140
Managementul fabricatiei produselor
7
La sfâr şitul parcurgerii acestei unităţi de învăţare studenţii vor fi capabili să:
• definească sistemul tehnologic de prelucrare;
• să diferenţieze noţiunile de operaţie şi fază de prelucrare;
• să rezume caracteristicile tehnico – economice ale tipurilor de producţie;
• să descrie caracteristicile tipurilor de semifabricate utilizate în construcţia de
maşini.
Durata medie de parcurgere a primei unităţi de învăţare este de 2 -3 ore.
M1.U1.3. Noţiuni generale
Procedeele prin care se realizează diferitele piese s-au dezvoltat şi diversificat
continuu, principalele dintre acestea, utilizate pe scar ă largă în industrie fiind: turnarea,
forjarea, laminarea, ştanţarea, matriţarea, aşchierea, prelucrările neconvenţionale,
metalurgia pulberilor, ş.a.
În etapa actuală de dezvoltare şi perfecţionare a tehnologiilor industriale, prelucr ările
prin aşchiere ocupă un loc important deoarece, deocamdată, reprezintă unul dintre procedeele
cele mai sigure de realizare a pieselor în condiţii de precizie ridicată. Datorită acestui lucru,
prelucr ările prin aşchiere reprezintă încă 60 - 75% din totalul manoperei consumate pentru
realizarea unei piese.
Aceasta reprezintă un ansamblu de patru elemente (oameni, maşini-unelte şi alteresurse) cu o organizaţie informational-decizională proprie, ce acţionează în sensul realizării
anumitor obiective bine stabilite.
În principiu, un sistem este considerat o „cutie neagr ă” unde mărimile de ieşire yi (fig.
M1.1.1.), sunt comparate cu obiectivele propuse (Yi).
Fig. M1.1.1. Reprezentarea grafică a unui sistem
Deoarece în toate cazurile de funcţionare apar abateri între yi şi Yi, elementul regulator
R, care poate fi operatorul uman, elemente speciale (distribuitoare, relee, etc., saucalculatorul), acestea se compar ă şi se generează manual sau automat, marimi de reglare ∆x,

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 8/140
Managementul fabricatiei produselor
8
care au rolul să aducă performanţele mărimilor de ieşire la nivelul obiectivelor yi stabilite în
faza de proiectare tehnologică, prin ecuaţiile sistemului:( )τ ,, pii x x f y = , (1.1)
unde x p reprezintă mărimile perturbatoare, iar τ – timpul.
Realizarea procesului de aşchiere [3] presupune îndeplinirea următoarelor condiţii
(cerinţe):
1. - existenţa unor maşini-unelte (sau utilaje) a căror cinematică să asigure generarea
suprafeţelor ce caracterizează forma geometrică a piesei de prelucrat, precum şi puterea
necesar ă realizării gener ării suprafeţei respective;
2. - dotarea maşinii-unelte cu dispozitive capabile să poziţioneze şi să fixeze
semifabricatele în raport cu sculele care participă la realizarea procesului de generare a
suprafeţei piesei de prelucrat;
3.
- existenţa unor semifabricate adecvate procesului de prelucrare;4. - existenţa unor scule aşchietoare (cuţite, burghie, freze, alezoare, broşe, tarozi,
filiere, discuri abrazive, etc) caracterizate printr-o geometrie şi proprietăţi (caracteristici)
fizico-mecanice corespunzătoare, capabile să participe la îndepărtarea adaosului de
prelucrare;
5. - existenţa mijloacelor adecvate de măsurare şi control;
6. - existenţa mijloacelor necesare de comandă manuală, automată sau asistată de
calculator comode şi sigure în exploatare.
Elementele enumerate mai sus formează sistemul tehnologic de prelucrare (fig.M1.1.2.), care sub acţiunea deciziilor "emise" de către muncitor sau un sistem de comandă
automat programată intr ă în acţiune şi generează forma geometrică dorită a piesei.
Fig. M1.1.2. Schema de principiu a sistemului tehnologic de prelucrare
Totalitatea activităţilor efectuate asupra unui semifabricat, cu ajutorul sistemului
tehnologic de prelucrare, în scopul realizării formei geometrice, preciziei dimensionale şi
rugozităţii suprafeţei unei piese date se numeşte proces tehnologic de prelucrare mecanică.
Maşina-unealtă Dispozitiv de
ozi ionare i fixare a
Semifabricatulsupus procesului de
prelucrare
Elemente de Scule Mijloace demăsurare şi control-

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 9/140
Managementul fabricatiei produselor
9
Acesta este o parte componentă a procesului de fabricaţie, care reprezintă totalitatea
activităţilor şi proceselor folosite pentru transformarea materiei prime în semifabricate şi apoi
în produse finite, inclusiv asamblarea, montajul sau ambalarea.
În plus, procesul de fabricaţie cuprinde atât procese de bază, cum ar fi obţinerea
semifabricatelor, prelucrarea mecanică, asamblarea pieselor prelucrate, cât şi procese
auxiliare, cum sunt: construcţia şi întreţinerea sculelor, a dispozitivelor, a verificatoarelor,
repararea şi întreţinerea utilajelor, transportul uzinal, etc.
Structura procesului tehnologic de prelucrare mecanică prin aşchiere cuprinde
următoarele elemente: operaţii, faze, treceri, mânuiri şi mişcări [3], [16].
Operaţia este partea din procesul tehnologic care se execută (realizează) la un loc de
muncă şi cuprinde acţiunea utilajului şi muncitorului realizată pentru prelucrarea uneia sau
mai multor piese simultan, până când se trece la prelucrarea altei (altor) piese din lotul de
fabricaţie.
Exemple
De exemplu, strunjirea suprafeţelor frontale ale unui arbore: când se execută
strunjirea pe rând a celor două capete ale aceluiaşi arbore la acelaşi loc de muncă,
cu aşezarea şi fixarea piesei de fiecare dată, prelucrarea se realizează dintr-o
singur ă operaţie.
Dacă aceleaşi prelucr ări se execută la locuri de muncă diferite, prelucrarea se
face din două operaţii (fig. M1.1.3.).
Fig. M1.1.3. Schemă de exemplificare a noţiunilor de operaţie şi fază
Operaţia se poate realiza dintr-o singur ă aşezare şi fixare a piesei sau din două
sau mai multe aşezări şi fixări.
Exemplificaţi prin alte scheme noţiunea de operaţie.
Faza este acea parte din operaţie care se execută la o singură aşezare sau poziţie a
semifabricatului şi se caracterizează prin prelucrarea unei anumite suprafeţe sau simultan a
mai multor suprafeţe cu o sculă sau mai multe, cu acelaşi regim de aşchiere reglat iniţial.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 10/140
Managementul fabricatiei produselor
10
Sunt situaţii însă, mai ales la prelucrarea suprafeţelor profilate în care parametrii regimului de
aşchiere (în cazul acesta avansul) se modifică automat în cadrul aceleaşi faze.
Pentru exemplul prezentat în figura M1.1.3., în cazul în care prelucrarea capetelor se
execută la acelaşi loc de muncă, operaţia cuprinde două faze, pentru că prelucrarea se
realizează din două aşezări ale piesei.
În figura M1.1.4. se prezintă o situaţie de prelucrare într-o singur ă operaţie, din două
faze, cu toate că aşezarea piesei este f ăcută o singur ă dată. Faptul că prima fază, strunjirea de
degroşare, se execută cu alt regim de aşchiere (spre exemplu t1 > t2) în comparaţie cu
strunjirea de finisare, determină (impune) existenţa a două faze de lucru
Exemplificaţi prin alte scheme noţiunea de fază.
Adaosul de prelucrare pentru o anumită suprafaţă şi fază se poate îndepărta dintr-osingur ă trecere a sculei, sau sculelor, sau din mai multe treceri, în funcţie de mărimea
acestuia, precum şi de rezistenţa sculei, dependentă de solicitările ce apar în timpul procesului
de lucru.
Trecerea este deci (fig. M1.1.5.), acea parte a fazei, realizată în timpul unei deplasări
a sculei, sau sculelor, în sensul avansului, faţă de suprafaţa care se prelucrează, caracterizată
prin menţinerea constantă a poziţiei reciproce a sculei faţă de această suprafaţă şi a regimului
de aşchiere la o singur ă deplasare a sculei (sau piesei, spre exemplu la frezare, rabotare) în
direcţia avansului.În figura M1.1.5., pentru exemplificare adaosul de prelucrare
total pentru o fază de lucru, Ac, se îndepărtează din două
treceri, cu adâncimile de aşchiere, t1, t2, cu condiţia ca t1 = t2.
Dacă t1 w t2 există două faze de prelucrare.
Mânuirea reprezintă totalitatea mişcărilor pe care le
efectuează muncitorul pentru executarea sau pregătirea unei
faze. Mânuirile sunt acţiuni auxiliare privind aşezarea şi
fixarea piesei în dispozitivele de lucru, aproprierea sculei de piesă, pornirea motorului maşinii unelte, fixarea turaţiei
piesei şi a avansului de lucru, etc.
Mişcarea reprezintă acea parte a mânuirii prin care
muncitorul efectuează o acţiune simplă de deplasare a
unui organ de lucru, de comandă, de poziţionare, etc.,
care poate fi măsurată în timp.
Fig. M1.1.4. Schemă de exemplificarea noţiunii de fază
Fig. M1.1.5. Schemă deexemplificare a noţiunii de trecere

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 11/140
Managementul fabricatiei produselor
11
M1.U1.4. Tipurile de producţie şi particularităţile acestora
În funcţie de volumul de piese prelucrate, se deosebesc trei tipuri de producţie: -
individuală, de serie, de masă.
În cazul producţiei individuale, se execută un număr relativ redus de piese, cu o
diversitate foarte mare. Fabricaţia este, în general eterogenă, din care motiv utilajele şi
dispozitivele folosite au un caracter ridicat de universalitate. Amplasarea utilajelor în secţie
se face în acest caz pe grupe de maşini-unelte: strunguri, freze, maşini de găurit etc.
productivitatea muncii este redusă, iar muncitorii folosiţi trebuie să aibă o calificare
superioar ă, pentru a putea executa diferite tipuri de lucr ări. De obicei, proiectarea proceselor
tehnologice de prelucrare nu se elaborează amănunţit, ci se întocmesc după procesele unor
lucr ări similare folosindu-se fişe tehnologice.
Costul fabricaţiei produselor este relativ mare datorită productivităţii scăzute şi
costului ridicat al manoperei. În aceste cazuri nu se poate preciza exact ciclul de fabrica ţie al produsului.
Producţia de serie se caracterizează prin executarea pieselor pe loturi, care se
repetă cu regularitate după un anumit interval de timp. Diversitatea produselor este redusă şi
este formată din piese asemănătoare. Caracterul utilajelor folosite variază între universal şi
specializat, dependent şi de design-ul produselor şi mărimea loturilor. Amplasarea utilajelor
se face pe tipuri de maşini-unelte, pe grupe de piese sau după metoda combinată.
Productivitatea prelucr ării este mai ridicată decât la producţia individuală.
Calificarea muncitorilor este mai redusă, tinzând către o anumită specializare, procesultehnologic de prelucrare se întocmeşte şi se execută pe loturi de piese. Economicitatea
fabricaţiei este mai mare în comparaţie cu producţia individuală.
Producţia de masă este aceea la care la fiecare loc de muncă se execută
întotdeauna aceleaşi operaţii sau faze. Diversitatea fabricaţiei este foarte redusă, aceasta
menţinându-se uneori timp îndelungat la un singur produs. Producţia de masă se
caracterizează prin continuitate, dată de ritmul sau tactul fabricaţiei, acesta reprezentând
intervalul de timp necesar în procesul de lucru pentru realizarea unui produs şi se determină
cu relaţia:
η= . N
FR a (1.2.)
în care R este ritmul de producţie (fabricaţie) în minute; Fa- fondul anual de timp al maşinii-unelte, în minute; N - programul anual de fabricaţie, în buc; η- coeficientul de încărcare a
maşinii-unelte (0,94 … 0,95).
La fiecare operaţie sau fază timpul de prelucrare trebuie să fie aproximativ acelaşi sau
un multiplu al ritmului de producţie.
Diferenţierea şi specializarea la maximum a operaţiilor permite folosirea unor
muncitori cu calificare redusă. Utilajul folosit este specializat, iar cheltuielile de investiţii,

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 12/140
Managementul fabricatiei produselor
12
impuse de organizarea producţiei, nu influenţează decât foarte puţin costul fabricaţiei,
deoarece acestea se împart la un număr relativ ridicat de produse executate.
Procesele tehnologice se elaborează detaliat pe operaţii, faze şi mânuiri.
După metoda de organizare a producţiei (fabricate) se deosebesc: producţia f ără
flux şi producţia în flux.
Producţia f ără flux este metoda de lucru la care piesele se fabrică pe loturi pentru
fiecare operaţie tehnologică, iar utilajele sunt, de regulă, amplasate pe grupe de maşini-unelte
de acelaşi tip.
Producţia în flux, se caracterizează faptul că operaţiile tehnologice de prelucrare se
execută la anumite locuri de muncă într-o ordine optimă stabilită logic sau prin calcul de
proiectare, piesele trecând de la o operaţie la alta imediat după execuţie cu ajutorul unor
echipamente speciale de transport.
M1.U1.5. Elemente generale ale managementului sistemelor tehnologice de
fabricaţie
Managementul derivă ca noţiune de la latinescul „manus” (mână) reprezentând ca
expresie „manevrare”, „conducere”, a unui produs.
La modul mai general, acesta se refer ă la studierea relaţiilor în cadrul desf ăşur ării unui
proces, în vederea descoperirii legităţilor şi principiilor de guvernare, a conceperii de noi
sisteme, metode, tehnici şi modalităţi de conducere sau comandă numerică, adaptiva ,capabile
să asigure optimul desf ăşur ării unei activităţi.Managementul sistemelor de fabricaţie poate fi abordat atât:
- în faza de proiectare a proceselor tehnologice, cât şi
- în faza de funcţionare (conducere operativă).
Desigur, eficienţa în timpul desf ăşur ării unui proces depinde de parametrii stabiliţi în
faza de proiectare şi implementare şi de variaţia controlată sau nu a acestora, prin procesul de
optimizare a desf ăşur ării acestuia.
Cercetările din ultimul timp se bazează în optimizarea şi eficientizarea proceselor, pe
multidimensionalitatea informatică, iar modul în care o cunoşti, administrezi şi o foloseşti
hotăraşte dacă învingi sau pierzi pe piaţa mondială puternic concurenţială (Bill Gates, în
lucrarea: Gates, B. – Afaceri cu viteza gândului. Editura Almatea, Bucureşti, 2002, ISBN 973-
9397-13-1).
Rezultă din aceste considerente următoarele concluzii mai importante:
- optimizarea sistemului tehnologic presupune în primul rând şi o optimizare a
managementului acestuia;
- tehnologia moderna nu reprezintă prin ea însăşi cheia tuturor performanţelor şi
eficienţei. Investiţia în formarea resurselor umane este la fel de importantă, prin pregătirea de
specialitate cu elemente ştiinţifice de bază pentru conducerea optimă a unui proces;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 13/140
Managementul fabricatiei produselor
13
- flexibilitatea sistemelor tehnologice de fabricaţie, presupune nu numai echipamente
flexibile ci şi o organizare şi conducere flexibilă (managementul flexibil);
- sistemele de producţie trebuie privite ca sisteme dinamice ,care „învaţă” într-o lume
în care lucrurile se mişcă atât de repede, încât cineva care spune că un lucru nu poate fi f ăcut,
este întrerupt de altcineva care face deja lucrul respectiv;
- matematica ofer ă o serie de tehnici şi metode care se pot folosi pentru optimizarea
funcţionării sistemelor tehnologice, în condiţiile de flexibilitate crescândă impuse acestora
atât în faza de proiectare cât şi de exploatare (conducere).
M1.U1.6. Semifabricate folosite în fabricaţia de maşini şi aparate precum şi
caracterizarea tehnologică a acestora
Procesul tehnologic de prelucrare mecanică a pieselor este influenţat din punct de
vedere al performanţelor tehnico-economice în mare măsur ă de tipul semifabricateloradoptate pentru executarea pieselor.
Structura proceselor tehnologice de prelucrare şi deci volumul de muncă necesar
pentru obţinerea aceleiaşi piese din semifabricate diferite, poate fi complet deosebită.
Deoarece costul total de fabricaţie reprezintă suma costului semifabricatelor şi al prelucr ărilor
mecanice, respectiv al asamblării sau montajului, problema optimizării proceselor de
fabricaţie trebuie tratată în mod complex, examinând procesul de prelucrare în corelaţie cu cel
de obţinere a semifabricatelor.
La alegerea semifabricatului trebuie să se ţină seama de:- forma, dimensiunile şi masa piesei;
- destinaţia piesei, materialul şi condiţiile de funcţionare;
- volumul producţiei;
- existenţa utilajelor pentru producerea semifabricatului.
Alegerea semifabricatului se face pe baza următoarelor recomandări generale:
• Să se utilizeze un semifabricat cu adaosuri de prelucrare mici şi cu design cât mai
aproape de forma, dimensiunile şi rugozitatea suprafeţei piesei finite, pentru a se reduce
cât mai mult consumul de metal şi volumul de muncă pentru prelucrarea mecanică;
• Piesele cu formă complexă, care nu sunt supuse unor sarcini cu şoc, sau la solicitări
mari, se execută, de regulă, din semifabricate din fontă cenuşie;
• Piesele cu configuraţie complexă, care lucrează în condiţii grele şi suportă sarcini mari,
se execută din semifabricate turnate din oţel. Piesele din oţel cu forme complexe şi de
dimensiuni mici se recomandă a fi turnate cu modele fuzibile (avantajul procedeului constând
în reducerea adaosurilor de prelucrare mecanică, însă necesită echipamente scumpe).
• Piesele care nu au o configuraţie complicată, se recomandă a se executa din
semifabricate forjate sau matriţate; cele matriţate se folosesc de obicei la producţia de serie
şi de masă;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 14/140
Managementul fabricatiei produselor
14
• Piesele cu formă complexă din aliaje neferoase, în producţia de masă se recomandă să
se toarne în forme metalice sau sub presiune;
• Piesele de dimensiuni relativ mici, care nu prezintă diferenţe mari între secţiunile
transversale, se pot executa din bare laminate.
Pentru a alege în mod corect şi eficient semifabricatul pentru o piesă concretă, dintr-un
material şi cu condiţii tehnice date, este necesar ă cunoaşterea posibilităţilor tehnologice ale
procedeelor şi metodelor de realizare a semifabricatelor, ce forme geometrice se pot realiza,
între ce limite de dimensiuni şi mase, ce precizie dimensional-geometrică şi rugozitate
asigur ă, compararea tehnico-economică a acestora pentru diverse cazuri concrete.
Semifabricate turnate
Există mai multe procedee de turnare:
a) Turnarea în forme de nisip se utilizează pentru turnarea pieselor din materiale
diferite: fontă, oţel sau chiar neferoase, folosind modele din lemn sau metalice. Rugozitateasuprafeţelor pieselor turnate, depinde de materialul de formare, fiind în general peste R a= 50 ÷100µm.
Grosimea minimă a pereţilor semifabricatului turnat depinde de materialul piesei şi
dimensiunile de gabarit. Pentru piese din fontă cu dimensiuni de gabarit până la 250 mm,
gmin= 3 … 5 mm; pentru piese din oţel gmin= 5 … 8 mm.
Diametrele minime ale găurilor (alezajelor) obţinute la turnare sunt de la 20 - 50 mm.
b) Turnarea în forme metalice se foloseşte atât pentru materiale feroase cât şi
neferoase, cu observaţia că la cele feroase (fontă, oţel) datorită temperaturii înalte a metalului
lichid, durabilitatea formelor este cam de 10 ori mai mică decât la turnarea materialelorneferoase (unde se pot realiza cu aceeaşi formă 30.000 … 50.000 turnări).
Productivitatea în acest caz este de 2 … 3 ori mai mare comparativ cu turnarea în
forme de nisip, şi totodată se îmbunătăţeşte calitatea şi precizia suprafeţelor semifabricatului.
Grosimea minimă a pereţilor obţinuţi este de 3 … 6 mm. Procedeul este economic
aproximativ pentru cel puţin 500 semifabricate de dimensiuni şi mase relativ mici şi circa
100 la semifabricate mari.
c) Turnarea centrifugală se utilizează pentru obţinerea semifabricatelor care au
forma unor corpuri de revoluţie de tip alezaj, cavitatea interioar ă obţinându-se f ăr ă folosireamiezurilor de turnare; prin acest procedeu se toarnă cămăşi de cilindru, semifabricate tubulare
pentru segmenţi, bucşe, ţevi, etc.
Turnarea centrifugală asigur ă mărirea gradului de compactitate al materialului, o înaltă
productivitate şi eliminarea materialelor de formare.
Se pot obţine prin acest procedeu şi semifabricate bimetalice, atât prin turnarea metalului
lichid pe o suprafaţă metalică solidificată, cât şi prin turnarea succesivă a metalelor lichide.
Precizia semifabricatelor turnate din oţel şi fontă este în intervalul de trepte 8 … 9
(ISO), iar R a= 100µm.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 15/140
Managementul fabricatiei produselor
15
d) Turnarea în modele uşor fuzibile (modele care se topesc uşor)se foloseşte
pentru obţinerea semifabricatelor cu forme apropiate de cele ale piesei finite. Volumul
prelucr ărilor mecanice se reduce cu până la 90%,sau chiar se exclude; se pot turna
semifabricate cu masa între 1 … 50 kg, grosimea minimă a pereţilor fiind de 0,15 mm, diametrul
minim al găurilor (alezajelor) 0,8 mm. Precizia de turnare a suprafeţelor este cuprinsă între 6 - 7
(ISO) iar R a = 12,5 … 25 µm.
e) Turnarea sub presiune se foloseşte pentru obţinerea pieselor complexe cu pereţi
subţiri, cu cavităţi şi cu intersectări de pereţi.
Procedeul se utilizează pentru turnarea aliajelor de zinc, magneziu, aluminiu şi cupru
(cu temperaturi de topire sub 10000C). Semifabricatul se caracterizează printr-o precizie
ridicată a dimensiunilor (abateri de 0,02 - 0,04 mm), rugozităţi R a= 0,8 … 6,3 µm., grosimea
pereţilor aproximativ de 1 mm (pentru alezaje de aluminiu).
Semifabricatele turnate sub presiune nu mai necesită decât prelucr ări de netezire asuprafeţelor plane şi a alezajelor, precum şi burghierea găurilor cu diametre sub 2 mm şi
lungime relativ mare. Acest procedeu conduce la micşorarea volumului de prelucr ări
mecanice cu aproximativ 80 - 85%. Semifabricatele au o structur ă cu granulaţie fină, mărind
rezistenţa pieselor cu 25 - 40% în comparaţie cu semifabricatele turnate în forme de nisip.
Masa semifabricatelor este de până la 2 kg.
f) Turnarea în forme coji. Metoda se bazează pe proprietatea unor amestecuri de
nisip şi r ăşini termoreactive de a lua forma unui model mecanic încălzit şi de a se obţine un
înveliş relativ subţire (5… 8 mm). Se toarnă piese mici şi mijlocii, cu forme complexe dinfontă, oţel, neferoase, cu masa până la 25 - 30 kg.
Precizia dimensională este între 7 - 9 (ISO), R a= 12,5 … 25 µm., grosimea pereţilor 3
… 5 mm pentru piese din oţel şi 1 … 1,5 mm pentru aliaje de Al.
Semifabricate forjate liber şi matri ţ ate
a) Semifabricate forjate liber. Această metodă de obţinere a semifabricatelor se
foloseşte pentru producţia individuală şi de serie mică, semifabricatele obţinându-se prin
deformări succesive cu ajutorul unor ciocane instalate pe prese. Semifabricatele se realizează,
de obicei la o formă simplificată faţă de forma piesei finite, mecanice sau hidraulice, fiind
prevăzute cu un plus de material numit adaos tehnologic (fig. M1.1.6: semifabricatul unui
arbore cotit forjat liber) alături de adaosul de prelucrare.
Deoarece la forjarea liber ă materialul se deformează
plastic în mod neîngr ădit (nu se limitează curgerea
materialelor în nici o direcţie), nu se poate obţine o
precizie dimensional-geometrică ridicată.
Dimensiunile semifabricatului prezintă variaţii
dimensionale, abateri mari de la forma geometrică
impusă piesei finite, necesitând astfel adaosuri în
Fig. M1.1.6. Semifabricat forjat liber

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 16/140
Managementul fabricatiei produselor
16
general, mari de prelucrare.
b) Forjarea în matriţe libere. Se pot forja în matriţe libere piese cu forme relativ
simple, direct din semifabricate laminate rotunde sau pătrate, dar şi piese mai complexe în
care caz este necesar ă o profilare prealabilă prin forjare liber ă.
Această metodă prezintă următoarele avantaje faţă de forjarea liber ă:
- micşorarea adaosurilor tehnologice şi de prelucrare precum şi a abaterilor
dimensional-geometrice;
- datorită micşor ării timpului obţinut prin profilarea semifabricatelor, productivitatea
metodei este de 3 … 5 ori mai mare;
- cheltuielile cu execuţia matriţelor se recuperează relativ uşor prin reducerea
costurilor pentru obţinerea semifabricatelor prin alte metode, precum şi a celor aferente
prelucr ărilor mecanice.
c)
Matriţarea la cald (în matriţe închise) prezintă avantajul micşor ării sau înanumite cazuri a excluderii adaosurilor tehnologice. Semifabricatele se obţin, de obicei, în
mai multe cavităţi ale aceluiaşi bloc de matriţe.
Costul relativ ridicat al matriţelor face ca semifabricatele matriţate să fie economice
pentru un număr mare de piese (dependent de formă, dimensiune şi alte cerinţe concrete
impuse).
Semifabricate laminate
În construcţia de maşini se folosesc semifabricate laminate sub formă de bare
laminate la cald, bare trase la rece (calibrate), profile, benzi, etc.Acestea se utilizează pentru piese care au secţiunea şi profilul apropiate de cele ale
semifabricatelor, când piesele nu prezintă diferenţe mari între secţiunile transversale pentru a
nu se pierde cantităţi importante de metal prin prelucrare mecanică. Piesele executate din
laminate, cu excepţia arborilor, au dimensiuni relativ mici. Din bare rotunde se execută arbori
netezi, în trepte (cu diferenţa diametrelor mai mică de 30 … 40 mm) axe, şuruburi, bolţuri,
etc.
Semifabricate matri ţ ate şi ştan ţ ate la rece
Din această categorie fac parte semifabricatele şi piesele obţinute prin operaţii de
prelucrare a tablelor sau benzilor, precum şi prin cele de deformare la rece în volum a
materialului iniţial aflat sub formă de bare. O particularitate caracteristică a procedeelor de
matriţare şi ştanţare la rece, este că se pot obţine semifabricate sau piese finite cu precizie
ridicată, care în majoritatea cazurilor nu mai necesită prelucr ări ulterioare prin aşchiere.
Deoarece dezvoltarea actuală a acestor procedee prezintă tendinţa de a se merge pe calea
identităţii formei, dimensiunilor şi toleranţelor reperului ştanţat sau matriţat la rece cu cele
prevăzute în desenele de execuţie pentru piesa finită, se poate aprecia că aceste procedee
devin într-o măsur ă tot mai mare, procese de obţinere de piese finite şi mai puţin de
semifabricate.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 17/140
Managementul fabricatiei produselor
17
Avantajele matriţării şi ştanţării la rece faţă de alte procedee de prelucrare mecanice
sau electrice sunt următoarele:
- posibilitatea obţinerii unor piese cu forme foarte complicate, cu gabarit mare şi greutate
mică;
-
executarea pieselor interschimbabile, cu precizie suficient de ridicată a dimensiunilor;
- utilizarea economică a materialului, obţinându-se deşeuri care de multe ori pot
constitui semifabricate pentru alte piese;
- productivitate ridicată a utilajelor de presare.
Principalele procedee de obţinere a semifabricatelor în acest caz sunt: tăierea, îndoirea,
ambutisarea, formarea prin presare (refularea).
Unul din procedeele cele mai productive de matriţare la rece este refularea, aceasta
realizându-se prin deplasarea locală a metalului, în vederea creşterii par ţiale sau totale a
secţiunii transversale, de regulă, în scopul umplerii cavităţii unei matriţe.
Precizia dimensională la refularea la rece cu calibrare poate ajunge la abateri de 0,03
… 0,04 mm, iar R a = 1,6 … 3,2 µm.
Semifabricate combinate
Acestea sunt realizate, de regulă din mai multe elemente turnate sau matriţate, cu
forme simple, îmbinate între ele prin sudare.
Principalul avantaj al acestor semifabricate constă în simplificarea considerabilă a
tehnologiei de obţinere a semifabricatului întreg. Alte avantaje mai importante ale acestor
tipuri de semifabricate sunt următoarele:- nu mai sunt necesare modele complexe şi scumpe pentru formare la turnare;
- se pot obţine forme constructive complet închise sau cu pereţi şi nervuri foarte
subţiri;
- de cele mai multe ori se micşorează volumul de prelucr ări mecanice prin aşchiere;
- se reduce substanţial ciclul de fabricaţie al pieselor.
M ăsuri de management tehnologic în proiectarea şi alegerea semifabricatelor
pieselor în construc ţ ia de maşini [14], [15], [16].
Pe baza celor prezentate se impun următoarele recomandări care privesceficientizarea managementului tehnologic al fabricaţiei:
- forma constructivă a produselor (funcţie de care se adoptă şi semifabricatul) să
asigure accesibilitatea uşoar ă a sculelor de lucru la suprafaţa de prelucrat;
- având în vedere că formele complexe, impun prelucr ări multiple de degroşare şi
finisare (eventual şi de netezire), forma constructivă şi dimensiunile produselor,
influenţează, uneori, în mod hotărâtor şi prelucrabilitatea materialului adoptat ca
semifabricat.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 18/140
Managementul fabricatiei produselor
18
În proiectarea constructivă şi tehnologică a produselor, trebuie să se ţină seama de
prelucrabilitatea materialului deoarece acesta influenţează: consumul de manoper ă, de scule,
de energie, precizia de prelucrare şi productivitatea.
În acest sens, factorii ce influenţează prelucrabilitatea semifabricatelor sunt:
-
compoziţia chimică a materialului;
- procedeul de elaborare a semifabricatului;
- materialul şi geometria sculelor de lucru;
- regimul de aşchiere;
- natura prelucr ării (degroşare, finisare);
- procedeul de prelucrare (aşchiere, deformare plastică, procedee neconvenţionale).
Productivitatea şi costurile de fabricaţie ale produselor sunt influenţate în mod
semnificativ şi de gradul de tehnologicitate al acestora.
TEHNOLOGICITATEA unui produs reprezintă însuşirea formei constructive princare aceasta îndeplinind rolul funcţional în cadrul unui ansamblu, se poate executa la volumul
de producţie stabilit, cu un consum de materiale şi manoper ă minime şi cu cheltuieli cât mai
scăzute.
Pentru a evidenţia importanţa pe care o are realizarea concordanţei formei constructive
a pieselor cu particularităţile procedeelor tehnologice de execuţie a acestora, se prezintă în
continuare câteva cerinţe tehnologice de proiectare a semifabricatelor.
• Tehnologicitatea semifabricatelor turnate este influenţată de o serie de măsuri
de management tehnologic dintre care enumer ăm următoarele mai importante:- Pentru a evita apariţia sulfurilor şi zonelor poroase care scad rezistenţa materialului,
forma constructivă a semifabricatului trebuie să prezinte suprafeţe înclinate, care să permită
ca bulele de aer şi impurităţile să se ridice în maselotă;
- Forma constructivă să fie constituită din elemente cu forme geometrice cât mai
simple şi avantajoase pentru executarea modelelor de formarea miezurilor, a formei de
turnare, cur ăţirii semifabricatului, etc., care conduc la micşorarea volumului de muncă pentru
obţinerea semifabricatului turnat ;
- Forma constructivă a semifabricatelor turnate să asigure cerinţele de rezistenţă
mecanică şi să împiedice apariţia de defecte de turnare;
În acest sens se impun grosimi minime ale pereţilor semifabricatului turnate pentru
diferite materiale şi procedee de turnare.
Dacă grosimile sunt mai mici decât cele recomandate, se înr ăutăţesc condiţiile de
umplere a formei şi pot apărea fisuri în semifabricat.
- Dacă grosimile pereţilor sunt prea mari, este posibilă scăderea rezistenţei datorită
neuniformităţii structurii materialului sau defectelor de turnare ce pot apărea la zonele de
trecere de la secţiuni subţiri la cele groase;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 19/140
Managementul fabricatiei produselor
19
- Pentru creşterea rigidităţii construcţiei piesei se recomandă prevederea unor nervuri,
sau raze de racordare la trecerea de la o secţiune la alta.
• Tehnologicitatea semifabricatelor forjate şi matriţate este influenţată de
următoarele măsuri de management tehnologic în proiectarea constructivă:
- Suprafaţa de separaţie la semifabricatele matriţate trebuie să permită matriţarea
uşoar ă şi productivă, reducerea la minimum a deşeurilor de metal, scoaterea uşoar ă a
semifabricatului din matriţă, debavurarea simplă şi prelucrarea eficienta prin aşchiere; în acest
sens, se recomandă ca suprafaţa de separaţie să fie plană şi dispusă în planul de simetrie al
semifabricatului;
- Pereţii subţiri, nervurile, trebuie evitate în proiectarea constructivă, deoarece
impiedică repartiţia uniformă a metalului în timpul matriţării şi umplerea incompletă a
cavităţii matriţei;
- Semifabricatele matriţate, trebuie să aibă o formă mult mai simplă decât cele turnate(mai ales la serie mică);
- Pentru forme complexe obţinute prin matriţare, este recomandat ca acestea să se
divizeze individual în forme mai simple uşor de matriţat şi apoi îmbinate prin sudare;
- Formele constructive să fie, pe cât posibil simetrice pentru a fi obţinute cu aceeaşi
matriţă şi să se poată prelucra prin aşchiere sau alte procedee cu acelaşi echipament
tehnologic (maşini-unelte, dispozitive, scule, verificatoare).
• Tehnologicitatea semifabricatelor sudate este influenţată de o serie de factori
constructivi, tehnologici şi de exploatare.O metodă indirectă de apreciere a sudabilităţii unui material aliat sau nu, este
conţinutul de carbon echivalent (Cε %), care e definit (STAS 7194), ca procentul de carbon
al unui oţel nealiat care asigur ă aceeaşi sudabilitate ca şi a unuia aliat.
Relaţia de calcul a carbonului echivalent este:
[ ]%1556
NiCu MoV Cr MnC C
++
++++=
ε (1.3.)
Se consider ă o sudabilitate bună dacă Cε ≤ 0,45%, iar dacă Cε > 0,45% se recomandă
măsuri speciale, precum:
-
preîncălzirea pieselor;- folosirea unui material de adaos şi a unor procedee de sudare adecvate.
Din punct de vedere al managementului tehnologic al proiectării şi realizării
semifabricatelor sudate se recomandă:
- utilizarea unor oţeluri sudabile cu tenacitate ridicată;
- amplasarea îmbinărilor sudate în afara zonelor de solicitare maximă;
- evitarea intersectării cusăturilor;
- în cazul sudării unor subansambluri sau ansambluri se va alege o ordine optimă de
sudare, astfel încât deformaţiile termice şi tensiunile remanente să fie minime;- evitarea îmbinărilor între piese cu diferenţe mari de secţiune;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 20/140
Managementul fabricatiei produselor
20
- la îmbinarea a două piese cu raportul secţiunilor S2/S1 ≥ 1,25 se va recurge la
subţierea piesei cu secţiunea mai mare.
În concluzie, este importantă forma constructivă a semifabricatului, atât pentru
obţinerea acestuia în condiţii de economicitate maximă, dar şi pentru faptul că aceasta
influenţează hotărâtor asupra performanţelor tehnico – economice ale procedeelor şi
metodelor de prelucrare până la obţinerea produsului finit.
• Tehnologicitatea pieselor la prelucrarea prin aşchiere
Forma constructivă a piesei , în general, limitează posibilitatea folosirii anumitor
procedee de prelucrare din punct de vedere al productivităţii şi costului.
Din acest punct de vedere se impun anumite măsuri dintre care evidenţiem:
- forma constructivă să asigure accesibilitatea uşoar ă a sculelor aşchietoare la
suprafaţa de prelucrat;
-
normalizarea dimensiunilor alezajelor, pe cât posibil pentru a folosi sculelestandardizate (mai ieftine, decât cele speciale) sau a unui număr minim de scule speciale (spre
exemplu, broşele, scule care costă, în general mult);
- având în vedere că formele complexe, impun prelucr ări multiple de degroşare şi
finisare (eventual şi netezire), prin strunjire, frezare, găurire, rectificare, superfinisare, etc.,
forma constructivă influenţează, uneori în mod hotărâtor şi prelucrabilitatea materialului
adoptat ca semifabricat.
Prelucrabilitatea este proprietatea unui material de a putea fi prelucrat prin diverse
operaţii mecanice, până la obţinerea produsului finit, cu un consum de energie cât mai mică,în condiţii de productivitate maximă.
Prelucrabilitatea este dependentă de: proprietăţile fizice şi tehnologice ale
materialului de prelucrat şi de anumite caracteristici ale sculei aşchietoare (material,
geometrie, etc.).
Această caracteristică trebuie analizată atât în faza de proiectare cât şi de fabricare a
produsului.
În proiectare, în funcţie de rolul funcţional, se vor adopta pe cât posibil materialul
pieselor componente ale produsului cu o prelucrabilitate cât mai bună pentru toate operaţiile
ce trebuie aplicate până la obţinerea elementelor finite.
În anumite cazuri, însă, când condiţiile de funcţionare sunt speciale şi anume:
funcţionarea în medii nocive, corozive sau la temperaturi ridicate, se impune utilizarea unor
materiale cu caracteristici fizico-chimice şi mecanice speciale, în general, greu prelucrabile
prin aşchiere (de exemplu: oţelurile inoxidabile, refractare, manganoase, aliate cu titan, etc.).
La proiectarea tehnologiei de prelucrare a pieselor, trebuie să se ţină seama de
prelucrabilitatea materialelor, deoarece aceasta influenţează: consumul de manoper ă, de scule,
de energie, calitatea suprafeţelor, productivitatea.
Pentru îmbunătăţirea prelucrabilităţii materialelor, se recomandă anumite măsuri:

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 21/140
Managementul fabricatiei produselor
21
- aplicarea unor tratamente primare (detensionare) sau intermediare (recoacerea, după
ambutisare, spre exemplu);
- optimizarea regimurilor de aşchiere după criterii multiple (precizie, cost, consum
energetic, formarea aşchiilor, etc.);
Prelucrabilitatea trebuie analizată şi în funcţie de (metoda de) tipul operaţiei de
prelucrare: strunjire, frezare, găurire, etc., de natura prelucr ării: degroşare, finisare.
În general, prelucrabilitatea se apreciază folosindu-se o serie de indicatori:
- intensitatea uzurii sculei aşchietoare;
- valoarea vitezei de aşchiere corespunzătoare unei anumite durabilităţi a sculei;
- volumul specific de aşchiere îndepărtat în unitatea de timp;
- rugozitatea suprafeţei prelucrate;
- apăsarea (for ţa) specifică de aşchiere;
-
unghiul de forfecare în timpul prelucr ării;- forma aşchiei şi uşurinţa îndepărtării din zona de lucru (mai ales la prelucrarea pe
strunguri automate, la găurire adâncă, filetarea găurilor nestr ă punse, etc.).
Unghiul de forfecare pentru ca lucrul mecanic de aşchiere să fie minim se calculează
cu relaţia:
,224
ρ γ π ϕ ++= (1.4.)
în care: γ este unghiul de degajare, iar ρ este unghiul de frecare de-a lungul liniei de contact
dintre sculă şi aşchie (dependent de condiţiile de lucru pentru diverse materiale şi se
determină experimental).
Factorii ce influenţează prelucrabilitatea materialelor sunt:
• compoziţia chimică;
• procedeul de elaborare;
• materialul şi geometria sculei aşchietoare;
• regimul de aşchiere;
• natura prelucr ării;
• metode de prelucrare (aşchiere, deformare plastică, procedee neconvenţionale).
M1.U1.7. Rezumat
• Procesul tehnologic de prelucrare este parte componentă a celui de fabricaţie
şi se realizează în cadrul unui sistem tehnologic;
• Structura procesului tehnologic (operaţiile şi fazele) este dependentă de
planul de producţie şi respectiv de tipul de producţie în care se încadrează;
• În concordanţă cu planul şi tipul de producţie se adoptă semifabricatul care
influenţează în mod semnificativ performanţele procesului tehnologic.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 22/140
Managementul fabricatiei produselor
22
M1.U1.8. Test de evaluare a cunoştinţelor
1. Definiţi sistemul tehnologic de prelucrarea mecanică prin aşchiere;
2. Precizaţi diferenţa dintre procesul tehnologic de prelucrare şi cel de fabricaţie;3. Ce se înţelege prin operaţie de prelucrare mecanică prin aşchiere ?
4. Definiţi faza de prelucrare mecanică prin aşchiere;
5. Care sunt tipurile de producţie în funcţie de volumul de piese prelucrate în
construcţia de maşini?
6. Prezentaţi particularităţile tehnice şi economice ale producţiei de serie şi individuală.
7. Ce reprezintă ritmul sau tactul de fabricaţie şi ce parametri îl definesc ?
8. Precizaţi tipurile de semifabricate utilizate în construcţia de maşini.
9. Care sunt factorii care influenţează alegerea semifabricatelor?
10. Definiţi noţiunea de tehnologicitate a unui produs.
11. Precizaţi cele mai importante măsuri de management tehnologic pentru
eficientizarea tehnologicităţii semifabricatelor turnate, matriţate şi sudate.
12. Care sunt factorii care influenţează prelucrabilitatea prin aşchiere a materialelor.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 23/140
Managementul fabricatiei produselor
23
Unitatea de învăţare M1.U2. Elemente generale de proiectare a
proceselor tehnologice de prelucrare
mecanică
Cuprins
M1.U2.1. Introducere.................................................................................................... 23
M1.U2.2. Obiectivele unităţii de învăţare..................................................................... 23
M1.U2.3. Principii tehnico-economice la proiectarea proceselor tehnologice............. 24
M1.U2.4.Date iniţiale necesare proiectării proceselor tehnologice de prelucrare
mecanică ...................................................................................................... 24
M1.U2.5. Succesiunea etapelor de proiectare a proceselor tehnologice de prelucraremecanică ...................................................................................................... 26
M1.U2.6. Calculul adaosurilor de prelucrare şi al dimensiunilor intermediare............ 32
M1.U2.7. Principiile de bază ale calculului regimurilor de aşchiere........................... 37
M1.U2.8. Bazele normării tehnice................................................................................ 43
M1.U2.9. Alegerea variantei optime (economice) de proces tehnologic ..................... 46
M1.U2.10.Măsuri de management tehnologic pentru sincronizarea operaţiilor la
prelucrarea pe linii tehnologice in flux continuu ......................................... 50
M1.U2.11. Principii de management tehnologic în proiectarea succesiunii operaţiilor şi
fazelor proceselor tehnologice de prelucrare prin aşchiere.......................... 50
M1.U2.12. Rezumat...................................................................................................... 52
M1.U2.13. Test de evaluare a cunoştinţelor ................................................................. 53
M1.U2.1. Introducere
Pentru realizarea unui produs se pot utiliza mai multe variante de proces
tehnologic, dependente de mai mulţi factori: plan de producţie, productivitate,
costuri, echipamente disponibile, tipul semifabricatului, etc.
În vederea alegerii variantei optime de proces tehnologic, sunt necesare o serie de
informaţii iniţiale şi determinarea prin calcul sau adoptarea din anumite surse de
documentare a unor parametri tehnologici si constructivi., care influenţează
performanţele procesului tehnologic proiectat.
M1.U2.2. Obiectivele unităţii de învăţare
Această unitate de învăţare îşi propune ca obiectiv principal, iniţierea studenţilor în
algoritmul de proiectare a proceselor tehnologice de prelucrare prin aşchiere a
pieselor în construcţia de maşiniLa sfâr şitul parcurgerii acestei unităţi de învăţare studenţii vor fi capabili să:

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 24/140
Managementul fabricatiei produselor
24
• definească succesiunea etapelor de proiectare a tehnogiilor de prelucrare prin
aşchiere a unui reper;
• să aleagă echipamentele tehnologice pentru prelucrarea unui reper;
• să calculeze sau după caz să adopte valorile parametrilor regimului de aşchiere
şi a normelor tehnice de timp;
• să explice măsurile de management tehnologic pentru sincronizarea operaţiilor.
Durata medie de parcurgere a primei unităţi de învăţare este de 4 -6 ore.
M1.U2.3. Principii tehnico-economice la proiectarea proceselor tehnologice
La proiectarea proceselor tehnologice de prelucrare mecanică trebuie să se respecte
două principii de bază: cel tehnic şi cel economic.
Conform principiului tehnic, procesele tehnologice trebuie să asigure respectarea
tuturor cerinţelor impuse cu privire la precizia dimensională, a formei geometrice, a poziţiei
reciproce şi a calităţii suprafeţelor , deci să permită obţinerea condiţiilor tehnice prevăzute în
desenele de execuţie ale pieselor.
În conformitate cu principiul economic, execuţia pieselor trebuie să se realizeze cu
cheltuieli minime de muncă, energie, materiale, adică produsele să se obţină la un cost minim
şi cu o productivitate cât mai mare (proces tehnologic optim).
M1.U2.4. Date iniţiale necesare proiectării proceselor tehnologice de prelucrare
mecanică
La elaborarea proceselor tehnologice de prelucrare mecanică sunt necesare
următoarele date (elemente) iniţiale: proiectul de execuţie al produsului; programul de
producţie; utilajul tehnic disponibil; documentaţia tehnică-auxiliar ă (ajutătoare).
• Proiectul de execuţie al produsului constituie documentul de bază pentru proiectarea
procesului tehnologic şi realizarea produsului; acesta cuprinde următoarele elemente:
borderoul de desene; desenele de ansamblu; desenele de subansamblu; desenele de execuţie pentru piesele componente; cartea tehnică a produsului; lista pieselor de rezervă
Borderoul de desene conţine enumerarea desenelor pieselor, subansamblelor şi
ansamblelor care fac parte din proiect şi acesta serveşte la identificarea fiecăruia şi orientarea
tehnologului asupra volumului de muncă pentru proiectarea proceselor tehnologice şi modul
de organizare a fabricaţiei.
Desenele de ansamblu, cuprind toate vederile şi secţiunile necesare pentru definirea
clar ă a poziţiilor relative ale tuturor pieselor componente şi pentru poziţionarea acestora. Din
desenele de ansamblu trebuie să se identifice dimensiunile de gabarit, dimensiunile care serealizează la asamblare, caracteristicile şi condiţiile tehnice ale produsului, etc.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 25/140
Managementul fabricatiei produselor
25
Desenele de subansamble, conţin toate elementele necesare identificării pieselor
componente şi condiţiile tehnice pentru montarea subansamblului: jocurile sau strângerile
constructive, cotele de legătură cu piesele sau subansamblurile învecinate, etc. Din desenele
de subansamblu se deduce destinaţia fiecărei piese componente şi condiţiile impuse acestora
în funcţionare.
Desenele de execuţie ale pieselor, conţin toate vederile şi secţiunile necesare unei
reprezentări complete a formei constructive a piesei, cu dimensiunile şi toleranţele acestora,
rugozitatea suprafeţelor prelucrate, toleranţele geometrice, materialul piesei, caracteristicile
materialului după tratamentul termic sau termochimic (duritate, grosimea stratului tratat etc.),
indicaţii asupra prelucr ărilor care se vor executa la montare, precizia echilibr ării, etc.
Cartea tehnică cuprinde: denumirea produsului, domeniul de utilizare, caracteristici
tehnice, schemele cinematice, electrice, hidraulice sau pneumatice, schema de ungere,
descrierea construcţiei şi a modului de funcţionare, instrucţiuni de exploatare, etc.• Programul de producţie conţine nomenclatura produselor şi numărul pieselor de schimb
livrate odată cu acestea.
Procesele tehnologice de prelucrare mecanică depind într-o măsur ă hotărâtoare de
programul de producţie şi seria de fabricaţie . Pentru fabricaţia de serie mare şi de masă,
procesul tehnologic se realizează pe maşini-unelte de mare productivitate, semiautomate sau
automate. În acest caz procesul tehnologic se proiectează amănunţit (în detaliu) pe operaţii şi
faze, întocmindu-se manual sau asistate de calculator plane de operaţii. În condiţiile
producţiei individuale sau de serie mică, procesul tehnologic de prelucrare mecanică serealizează pe maşini-unelte universale (sau de tip M.U.C.N.) şi se detaliază numai pe operaţii
(faze) prezentate într-o fişă tehnologică, în ordinea normală (logică) de execuţie.
• Utilajul tehnic disponibil
Procesele tehnologice se pot întocmi în două situaţii diferite: în cazul realizării
acestora în societăţi economice de producţie nou înfiinţate; în cazul unor societăţi economice
de producţie existente de un anumit timp.
În primul caz, procesele tehnologice, procedeele de prelucrare şi de asamblare
constituie baza întregului proiect al societăţii şi determină utilajele necesare, suprafeţele de
producţie, mijloacele de transport uzinal şi interoperaţii necesarul de resurse umane etc.
Utilajele tehnice se aleg în acest caz din condiţia execuţiei variantei celei mai economice a
pieselor pentru planul de producţie impus sau de perspectivă.
În a doua situaţie, procesele tehnologice se întocmesc astfel încât piesele să se poată
realiza pe utilajele existente (eventual pe unele posibile a fi cumpărate sau proiectate),
ţinându-se seama şi de încărcarea diferitelor maşini-unelte cu prelucrarea altor piese. Totodată
se va avea în vedere posibilitatea introducerii unor procese tehnologice perfecţionate,
(performante), prin modernizarea, echiparea cu dispozitive şi scule eficiente sau

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 26/140
Managementul fabricatiei produselor
26
automatizarea utilajului existent şi chiar, aşa cum s-a mai precizat anterior posibilitatea dotării
cu unele utilaje noi.
• Documentaţia tehnică auxiliară (ajutătoare)
La proiectarea proceselor tehnologice se foloseşte o documentaţie formată din:
cataloage de maşini-unelte, STAS-uri sau norme interne pentru scule aşchietoare, scule
auxiliare (pentru fixarea sculelor aşchietoare) şi instrumente de măsurare, standarde şi
norme de tipizare pentru elemente şi subansambluri de dispozitive, normative de
regimuri de aşchiere, normative de timpi auxiliari; programe asistate de calculator
pentru automatizarea proiectării proceselor tehnologice şi a SDV-urilor.
M1.U2.5. Succesiunea etapelor de proiectare a proceselor tehnologice de
prelucrare mecanică
Proiectarea proceselor tehnologice de prelucrare mecanică trebuie să se facă în
următoarea succesiune a etapelor de lucru:1. controlul tehnologic al desenelor de execuţie;
2. stabilirea tipului producţiei şi a lotului optim de piese ce se prelucrează;
3. alegerea semifabricatului;
4. stabilirea succesiunii operaţiilor şi fazelor care compun procesul tehnologic şi a structurii
acestora;
5. alegerea maşinilor-unelte, sculelor aşchietoare, dispozitivelor şi verificatoarelor;
6. determinarea adaosurilor de prelucrare şi a dimensiunilor intermediare;
7.
calculul (sau adoptarea după caz) a regimurilor de aşchiere;8. normarea tehnică;
9. alegerea variantei economice de proces tehnologic;
10. completarea documentaţiei tehnologice.
În continuare se vor prezenta câteva date (elemente) orientative asupra modului de
rezolvare a etapelor menţionate mai sus.
Controlul tehnologic al desenelor de execu ţ ie
Înainte de a începe proiectarea procesului tehnologic, tehnologul trebuie să studieze
desenul de execuţie al piesei, condiţiile tehnice şi de funcţionare în subansamblul din care
face parte; totodată se analizează desenul de execuţie şi din punct de vedere al posibilităţilor
de aplicare a unei tehnologii raţionale de fabricaţie (tehnologicitatea construcţiei propuse). Se
analizează dacă piesa este complet definită, dacă sunt evidenţiate condiţiile tehnice ce
caracterizează complet precizia de prelucrare.
Dacă se constată că cerinţele de precizie şi rugozitate sau toleranţele geometrice sunt
mai ridicate decât este necesar în funcţionare, tehnologul poate propune constructorului
(proiectantului) modificarea acestora.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 27/140
Managementul fabricatiei produselor
27
Controlul tehnologic al desenelor de execuţie, presupune deci analizarea
concordanţei dintre forma constructivă a pieselor proiectate şi tehnologicitatea acestora în
condiţii de eficienţă economică maximă.
În cazul în care se deduce că forma pieselor proiectate conduce la cheltuieli mari în
fabricaţie, prin colaborare cu proiectantul de produs se încearcă proiectarea unor forme de
piese avantajoase şi din punct de vedere tehnologic, nu numai funcţional sau estetic.
Dacă nu este posibilă schimbarea formei constructive a pieselor, atunci trebuie căutate
soluţii de SDV-uri adecvate pentru un proces tehnologic optim.
În anumite situaţii, tehnologul trebuie să schimbe, de cele mai multe ori nu în mod
substanţial forma constructivă a piesei, pentru a putea fi prelucrată în condiţii optime (spre
exemplu, mai ales în cazul pieselor de tip carcasă, se prescriu: prevederea unor bosaje, pentru
crearea suprafeţelor de aşezare a piesei sau a unor alezaje (găuri) tehnologice.
Stabilirea tipului produc ţ iei şi calculul lotului optim de piese
Pentru stabilirea tipului producţiei, se calculează ritmul de fabricaţie (sau ritmul
liniei tehnologice) al piesei considerate, cu relaţia:
[ ] bucmin/ N
FR r
l = (2.1.)
în care, Fr este fondul anual real de timp de lucru al utilajului, în min; N - planul de producţie
anual pentru piesa considerată în bucăţi, (în care se include şi piesele ce pot fi rebutate în
timpul prelucr ării, piesele de schimb, etc.
Fondul anual real de timp de lucru al unei maşini-unelte se determină astfel:[ ]min ,k .m.F.60F nr = (2.2.)
în care, Fn este fondul nominal anual de timp de lucru al utilajului, în ore pentru un schimb de
lucru; m - numărul de schimburi de lucru; k - coeficient de utilizare a fondului nominal de
timp care ţine seama de pierderile de timp pentru repararea maşinii-unelte (k = 0,98 pentru un
schimb de lucru, k = 0,97 pentru două schimburi, k = 0,96 pentru trei schimburi).
Ritmul de fabricaţie R l calculat se compară cu norma de timp medie a
principalelor operaţii de prelucrare ale piesei.
Norma de timp medie orientativă se determină astfel: se stabileşte în mod sumar
procesul tehnologic, se aleg câteva operaţii caracteristice (reprezentative) şi se determină
normele de timp pentru aceste operaţii, fie cu ajutorul normativelor de timpi de muncă, fie
prin analogie cu normele unor piese similare prelucrate în societatea respectivă (aflate în baza
de date, în cazul existenţei unor programe de proiectare asistată de calculator a proceselor
tehnologice).
a). Dacă valoarea ritmului R l calculat, este apropiată sau mai mică decât norma de timp medieorientativă
medtlmedt NR N < , atunci prelucrarea piesei se va face după principiile
producţiei de masă.
În acest caz, la fiecare loc de muncă se repartizează o singur ă operaţie care se execută în permanenţă şi se va asigura o încărcare suficient de mare a maşinilor unelte (85 - 90%) prin

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 28/140
Managementul fabricatiei produselor
28
măsuri de sincronizare (divizarea sau concentrarea fazelor sau operaţiilor, prelucrare mai
multor repere, etc.). b). Dacă valoarea ritmului R l, este cu mult mai mare
medtl NR >> decât norma de timp
medie orientativă a operaţiilor aproximativ de peste 2 ori, prelucrarea piesei se va organiza
după principiile producţiei de serie. În acest caz datorită încărcării insuficiente a utilajelor
cu prelucrarea pieselor de o singur ă tipodimensiune, se adoptă prelucrarea pe loturi de piese
cu diferite tipodimensiuni, care se succed la anumite intervale de timp.
Pentru producţia de serie, în acest caz, este necesar să se calculeze valoarea optimă a
lotului de piese lansate în fabricaţie simultan. Ca mărime optimă a lotului se consider ă
numărul pieselor din programul de fabricaţie care asigur ă cele mai reduse cheltuieli totale de
producţie pe unitatea de produs.
Lotul optim de piese χ opt, exprimat în bucăţi se poate determina spre exemplu,
aproximativ cu relaţia:
ε
χ
.2
.
⎟⎟ ⎠
⎞⎜⎜⎝
⎛ +
= p
p
opt c
c
N B [buc] (2.3.)
în care: B p reprezintă cheltuielile corespunzătoare timpului de pregătire-încheiere consumate
cu lansarea în fabricaţie a fiecărui lot, în lei; N - numărul total de piese executate anual în
buc/an; c - costul unei piese până la intrarea în atelierul de prelucrare mecanică, în lei/buc;
(cheltuielile necesare pentru obţinerea semifabricatului); c p - costul prelucr ării mecanice
(salarii directe, plus cheltuieli indirecte, exclusiv cele de pregătire-încheiere), în lei/buc; ε -
coeficient dependent de pierderile suportate prin imobilizarea mijloacelor circulante pe
perioada de timp necesar ă prelucr ării lotului de piese.
Alegerea semifabricatului prezintă o deosebită importanţă pentru eficienţa tehnico-
economică a procesului tehnologic de prelucrare.
Proiectantul piesei stabileşte calitatea materialului şi eventual tratamentul termic care
trebuie aplicat; de asemenea poate indica metoda preferenţială de obţinere a semifabricatului,
dacă aceasta este indispensabilă pentru asigurarea calităţii piesei, spre exemplu: forjare în
locul turnării, sau în locul semifabricatului laminat. Însă, procedeul concret de obţinere asemifabricatului (turnare în forme de nisip, cochilie, etc.) este stabilit de către tehnolog.
Alegerea procedeului de obţinere a semifabricatului este determinată de următoarele
elemente:
• proprietăţile tehnologice ale materialului piesei, adică proprietăţile de turnare, sau
capacitatea de a suporta deformaţii plastice la prelucrarea prin presare, precum şi modificările
structurale pentru diferite semifabricate (dispunerea fibrelor în semifabricatele forjate,
mărimea gr ăuntelui de bază în semifabricatele turnate, etc.).
•
precizia necesară de execuţie a semifabricatului; • mărimea programului de producţie;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 29/140
Managementul fabricatiei produselor
29
• durata necesară pentru pregătirea echipamentelor tehnologice (execuţia matriţelor, a
modelelor pentru turnare, etc.);
• existenţa utilajului pentru obţinerea semifabricatului;
• consumul de metal şi cheltuielile necesare pentru execuţia semifabricatului şi prelucrarea
mecanică ulterioar ă.
În urma analizei detaliate a acestor factori se alege semifabricatul optim.
Stabilirea succesiunii opera ţ iilor, fazelor şi a structurii acestora
În etapa stabilirii succesiunii operaţiilor şi fazelor se precizează următoarele elemente:
- operaţiile şi fazele necesare pentru prelucrarea mecanică, operaţiile de
tratament termic, trasare, ajustare, control intermediar şi final, etc;
- bazele tehnologice pentru operaţiile şi fazele de prelucrare mecanică;
-
schiţele operaţiilor de prelucrare mecanică (dacă se elaborează un plan deoperaţii) sau fişa tehnologică (pentru producţia individuală).
La stabilirea succesiunii de desf ăşurare a operaţiilor şi fazelor care compun procesul
tehnologic, se ţine seama de anumite principii de bază:
a) primele operaţii ale procesului tehnologic sunt cele care creează bazele
tehnologice şi de măsurare ce vor servi ulterior la prelucrarea celorlalte suprafeţe
ale piesei;
b) prelucrările de degroşare se efectuează la începutul procesului tehnologic, iar
cele de finisare spre sfâr şitul acestuia;c) suprafeţele care au precizia dimensională şi geometrică cea mai ridicată şi
rugozitatea minimă se vor prelucra în ultimele operaţii (faze) pentru a se evita
rebutarea accidentală a acestor suprafeţe (în această categorie intr ă şi suprafeţele
filetate, mai ales exterioare);
d) se va ţine cont şi de modul de cotare din desenul de execuţie al piesei, în sensul că
se prelucrează mai întâi suprafeţele care sunt adoptate drept baze de
măsurare şi apoi suprafeţele poziţionate prin cote faţă de acestea;
e) suprafeţele pentru care se impun condiţii restrictive severe referitoare la precizia
poziţiei reciproce şi orientării, de exemplu condiţii de concentricitate, de
perpendicularitate, etc, se recomandă să se prelucreze dintr-o singur ă aşezare a
piesei, deoarece astfel se obţine în modul cel mai simplu precizia impusă de desen.
Pe baza recomandărilor de mai sus, succesiunea normală a operaţiilor de prelucrare a
unei piese este, în general, următoarea:
1. prelucrarea suprafeţelor care devin baze tehnologice şi baze de măsurare pentru
operaţiile şi fazele următoare;
2. prelucrarea de degroşare a suprafeţelor principale (funcţionale) ale piesei;
3.
prelucrarea de degroşare a suprafeţei secundare (nefuncţionale);

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 30/140
Managementul fabricatiei produselor
30
4. prelucrarea de finisare a suprafeţelor principale;
5. prelucrarea de finisarea suprafeţelor secundare;
6. tratamentul termic, în cazul în care este necesar;
7. operaţii secundare legate de tratamentul termic (detensionări, etc.);
8.
prelucr ări de rectificare şi de netezire a suprafeţelor principale, dacă se impun.
După precizarea procedeelor şi metodelor de prelucrare şi a succesiunii operaţiilor
(fazelor) se trece la proiectarea structurii operaţiilor şi fazelor.
În privinţa structurii operaţiile şi fazele pot fi proiectate pentru prelucrarea unei
singure piese pe maşina-unealtă sau a mai multor piese concomitent: în paralel (simultan),
succesiv sau combinat (paralel-succesiv).
În fig. M1.2.1. se prezintă principiul de prelucrare pentru cele trei variante prezentate
mai sus şi anume:
-
strunjirea în paralel a două semifabricate (fig. M1.2.1.b);- strunjirea succesivă a mai multor semifabricate aşezate şi fixate pe dorn (fig. M1.2.1.a);
- rectificarea paralel-succesivă a unor piese de tip inel pe maşini de rectificat plan cu
masă rotativă (fig. M1.2.1.c).
În funcţie de numărul sculelor care lucrează simultan, operaţiile sau (fazele) de
prelucrare se pot realiza în două moduri şi anume prin:
a) divizarea fazelor de prelucrare în una sau mai multe operaţii (fig. M1.2.1.a şi c);
b) concentrarea fazelor de prelucrare în cât mai puţine operaţii (fig. M1.2.1.b).
a). În primul caz suprafeţele piesei se execută cu o singur ă sculă aşchietoare sau cumai multe scule, care intr ă succesiv în lucru; cu alte cuvinte, prelucr ările diferitelor suprafeţe
ale piesei nu sunt suprapuse în timp şi deci productivitatea este relativ scăzută.
b) Al doilea caz se caracterizează prin reunirea într-o singur ă operaţie a mai multor
prelucr ări elementare, care se execută simultan cu mai multe scule sau cu o sculă combinată;
prin suprapunere în timp a prelucr ării mai multor suprafeţe, se obţine o productivitate mai
mare prin micşorarea timpului de bază.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 31/140
Managementul fabricatiei produselor
31
Fig. M1.2.1 Diverse structuri de prelucr ări mecanice pe maşini unelte
Aceste operaţii şi faze concentrate se pot executa prin:
- folosirea sculelor aşchietoare combinate (burghiu-lărgitor, lărgitor în trepte, etc.);
- prelucrarea cu garnituri (seturi) de scule (seturi de cuţite într-un singur port-cuţit;
seturi de freze, etc.);
- prelucrarea pe maşini-unelte cu mai multe posturi de lucru prin folosirea unor seturi
de scule la fiecare post;
- reunirea mai multor maşini-unelte cu mai multe scule într-o linie automată.
Alegerea maşinilor-unelte, sculelor, dispozitivelor şi verificatoarelor
Criteriile (cerinţele) de alegere a maşinilor-unelte sunt următoarele:
- să asigure realizarea condiţiilor tehnice impuse piesei de prelucrat (precizie
dimensională, calitatea suprafeţei şi abaterile geometrice);
- dimensiunile zonei de lucru ale maşinilor-unelte să corespundă cu dimensiunile de
gabarit ale piesei sau ale mai multor piese prelucrate simultan, pentru a permite aşezarea şi
fixarea lor sigur ă şi stabilă;
- productivitatea maşinilor-unelte să concorde cu programul de fabricaţie impus;
- puterea maşinilor unelte să corespundă cu cea necesar ă aşchierii, pentru a se putearealiza regimul de aşchiere optim;
- să se asigure costul minim al prelucr ării mecanice.
Din punct de vedere al dispozitivelor, dacă acestea se află în dotarea maşinilor-unelte
(menghine, lunete, capete divizoare, universal, platou, etc.), în documentaţia tehnologică se
indică numai denumirea acestora. Dacă este necesar un dispozitiv special, tehnologul indică
numai principiul construcţiei acestuia, elaborând eventual o schemă orientativă, ce se
transmite proiectantului specializat de dispozitive, care elaborează proiectul de execuţie al
dispozitivului.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 32/140
Managementul fabricatiei produselor
32
Tipul sculei aşchietoare se alege în funcţie de procedeul de prelucrare, materialul
piesei de prelucrat, precizia de prelucrare, tipul producţiei (individuală, serie, masă).
Dimensiunea sculei se determină fie pe baza calcului dimensiunilor intermediare (pentru
lărgitoare, alezoare, broşe şi alte scule cu „dimensiuni fixe”), fie după determinarea regimului
de aşchiere prin calcule de rezistenţă, în funcţie de for ţa de aşchiere (pentru cuţite de strunjit,
bare de alezat, etc.).
Alegerea verificatoarelor se face în funcţie de precizia de prelucrare impusă pe
desen, care condiţionează valoarea diviziunii instrumentului sau aparatului de măsurare, de
control (calibre)precum şi de factorii economici: costul instrumentului de măsurare sau
control, timpul necesar efectuării controlului sau măsur ării, verificării preciziei de prelucrare,
etc.
Verificatoarele se pot alege respectând condiţia ca valoarea erorii de măsurare să
fie egală cu 1/5 – 1/20 din toleranţa prescrisă la parametrul de verificat.La măsur ătorile de cote se pot folosi instrumente de măsur ă conform recomandărilor
practice din tabelul 2.1.
Corespondenţa dintre toleranţa piesei şi instrumentul de măsurare
Tabelul 2.1.
Câmp de toleranţă
al piesei T p [mm]
Instrumente de măsurare şi precizia de citire
0,5 Şubler 1/100,25 Şubler 1/20
0,1 Micrometru 1/100
0,05 Micrometru 1/100
0,01 Micrometru cu pârghie 1/500
0,005 Minimetru, ortotest, etc.
M1.U2.6. Calculul adaosurilor de prelucrare şi al dimensiunilor intermediare
Adaosul de prelucrare reprezintă stratul de material care se îndepărtează prinaşchiere de pe suprafeţele semifabricatului, în scopul obţinerii preciziei şi rugozităţii impuse
prin desen suprafeţelor prelucrate ale pieselor.
Se deosebesc următoarele noţiuni referitoare la adaosurile de prelucrare şi
dimensiunile intermediare.
Adaosul de prelucrare intermediar, reprezintă stratul de material care se
îndepărtează la fiecare operaţia (fază, trecere) de pe suprafaţa semifabricatului.
Adaosul de prelucrare total, este stratul de material îndepărtat în toate operaţiile
(fazele, trecerile) succesive de prelucrare mecanică a suprafeţelor semifabricatului considerat
pentru a se obţine suprafaţa finită a piesei.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 33/140
Managementul fabricatiei produselor
33
Atât adaosurile intermediare cât şi cele totale pot fi simetrice sau asimetrice.
Adaosurile simetrice sunt cele prevăzute la prelucrarea suprafeţelor exterioare şi
interioare de revoluţie sau la prelucrarea simultană a două suprafeţe plane paralele opuse.
Adaosurile asimetrice sunt cele care au valori diferite pentru suprafeţele opuse ce se
prelucrează în faze diferite, sau adaosurile prevăzute numai pentru prelucrarea uneia din
suprafeţele opuse ale pieselor.
Dimensiunile intermediare reprezintă valorile dimensiunilor succesive care se obţin
la operaţiile (fazele) de prelucrare prin aşchiere ale suprafeţelor considerate, după
îndepărtarea adaosurilor de prelucrare intermediare.
La ultima operaţie (fază) de prelucrare a fiecărei suprafeţe, rezultă dimensiunea finită
(finală) a suprafeţelor respective. Dimensiunile intermediare sunt dimensiuni tehnologice
care se înscriu în documentaţia de fabricaţie (planul de operaţii sau fişa tehnologică).
Determinarea valorii optime a adaosurilor de prelucrare şi calculul dimensiunilorintermediare are o deosebită importanţă tehnico-economică la proiectarea proceselor
tehnologice de prelucrare mecanică, deoarece valoarea acestora influenţează direct asupra
preciziei de prelucrare, productivităţii şi costului prelucrării.
Adaosurile de prelucrare prea mari necesită treceri, faze sau operaţii suplimentare de
prelucrare mecanică, măresc consumul de metal pentru execuţia piesei, consumul de scule
aşchietoare, de energie electrică şi prin urmare, conduc la mărirea costului final al pieselor.
Adaosurile de prelucrare prea mici nu asigur ă întotdeauna îndepărtarea prin aşchiere a
straturilor superficiale cu defecte ale semifabricatelor, pe suprafaţă pot r ămâne „pete”neprelucrate, şi ca urmare creşte numărul de piese rebutate.
Ca valoare, adaosurile de prelucrare se pot determina (calcula):
- prin metoda experimental-statistică;
- prin calcul analitic.
Metoda experimental-statistică constă în stabilirea adaosurilor de prelucrare cu
ajutorul unor standarde sau tabele normative, alcătuite pe baza experienţei în proiectare a
tehnologului sau a datelor statistice din societatea respectivă.
Dezavantajul metodei constă în faptul că adaosurile sunt determinate f ăr ă a se ţine
seama de procesul tehnologic concret de prelucrare, de modul de aşezare a semifabricatului la
diferite operaţii sau faze şi de erorile de prelucrare ale operaţiilor (fazelor) precedente. Din
această cauză, adaosurile astfel determinate sunt orientative şi în general, au valori mai mari
decât este strict necesar.
Calculul analitic al adaosurilor de prelucrare se bazează pe analiza factorilor care
determină mărimea adaosurilor şi stabilirea elementelor componente ale acestora.
La calculul analitic se porneşte de la premiza că mărimea adaosului intermediar pentru
faza (operaţia) curentă, trebuie să fie suficientă pentru a putea fi înlăturate toate erorile de

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 34/140
Managementul fabricatiei produselor
34
prelucrare apărute la faza (operaţia) precedentă de prelucrare, la care se adaugă eroarea de
aşezare la faza curentă de lucru.
Factorii (mărimile) care se iau în considerare la calculul analitic al adaosului de
prelucrare intermediar sunt următoarele:
1. Înălţimea neregularităţilor microprofilului în 10 puncte R z, rezultată la faza
precedentă, depinde de procedeul de prelucrare, de modul de formare a aşchiei (de rupere, de
curgere, etc.), regimul de aşchiere folosit, vibraţiile de înaltă frecvenţă ale maşinii-unelte sau
sculei, natura sau calitatea lichidului de aşchiere utilizat în prelucrare.
2. Adâncimea stratului superficial defect S, rezultat la faza precedentă de prelucrare
a suprafeţei. Pentru semifabricatele turnate din fontă cenuşie stratul superficial constă dintr-o
crustă perlitică dur ă.
La semifabricate forjate din oţel, stratul superficial se caracterizează printr-o zonă
decarburată şi existenţa unor oxizi de suprafaţă. În urma prelucr ării prin aşchiere în stratul superficial se formează o zonă ecruisată.
Din această cauză în faza curentă trebuie înlăturată nu neaparat întreaga adâncime a stratului
superficial ecruisat, ci numai adâncimea zonei superioare intens deformate.
3. Abaterile de la poziţia şi orientarea reciprocă corectă (impusă) a suprafeţei de
prelucrat faţă de suprafeţele de bazare ale piesei, denumite pe scurt abateri spaţiale notate cu
w. Ca exemplu de astfel de abateri se pot menţiona:
- abaterea de la coaxialitatea suprafeţei exterioare (de bazare) faţă de suprafaţa unui
alezaj;- abaterea de la coaxialitatea treptelor arborilor;
- abaterea de la perpendicularitatea suprafeţei frontale faţă de axa suprafeţei cilindrice
de bazare;
- abaterea de la paralelism a suprafeţei plane prelucrate, faţă de suprafaţa plană de
bazare la piese de tipul carcaselor, etc.
Abaterile spaţiale apar datorită erorilor de execuţie (prelucrare) şi deformării
semifabricatelor forjate, turnate, datorită deformărilor la tratamentele termice, precum şi
ca urmare a erorilor geometrice ale maşinii-unelte, pe care se execută operaţiile de
prelucrare. În calculul adaosului intermediar se iau în consideraţie întotdeauna abaterile
spaţiale de la faza precedentă (ca de altfel şi factorii R z şi S amintiţi anterior).
4. Abateri cauzate de eroarea de instalare (poziţionare, orientare) sau de
verificare a semifabricatului la prelucrarea curentă
Aceste abateri intervin în relaţia de calcul a adaosului de prelucrare prin: eroarea de
orientare şi fixare (instalare) ic la operaţia curentă, dacă prelucrarea se face prin metoda
obţinerii automate a preciziei dimensiunilor piesei (deci reglarea la dimensiune nu se facedupă fiecare piesă prelucrată), respectiv prin eroarea de verificare
cvε la operaţia curentă,
dacă prelucrarea se realizează prin metoda obţinerii individuale a preciziei dimensionale.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 35/140
Managementul fabricatiei produselor
35
În relaţiile de calcul ale adaosului, componentele acestuia ce rezultă din faza
precedentă se notează de obicei cu indicele p, iar cele care corespund fazei curente sunt notate
cu indicele c.
Valoarea adaosului de prelucrare intermediar minim, se obţine prin însumarea
mărimilor componente ci p pzp si,S,R εδ .Abaterile spaţiale w şi eroarea de orientare şi fixare
ciε reprezintă vectori, deoarece au
atât o valoare numerică, cât şi o direcţie şi un sens şi deci însumarea acestora se va face
vectorial.Astfel, la prelucrarea suprafeţelor plane, vectorii
cisi ε δ
psunt coliniari, şi deci:
cc i pi p ε+δ=ε+δ →→
(2.4.)
iar la prelucrarea suprafeţelor exterioare şi interioare de revoluţie pot avea direcţii
oarecare, de aceea însumarea se face la valoarea cea mai probabilă, prin regula r ădăcinii pătrate, conform relaţiile:
→→
ε+δci p
2i
2 p c
ε+δ= (2.5.)
Adaosul de prelucrare intermediar minim, notat 2Ac.min pentru prelucrarea prin
metoda obţinerii automate a preciziei dimensionale se calculează cu relaţiile:
• pentru adaosuri simetrice (pe diametru) la prelucrarea suprafeţelor exterioare şi
interioare de revoluţia:
( ) 2i
2 p pzpmin.c c
.2SR 2A2 ε+δ++= (2.6.)
• pentru adaosuri simetrice (la prelucrarea suprafeţelor plane opuse), înlăturate
simultan:
ci p pzpmin.c 2SR 2A2 ε+δ++= (2.7.)
• pentru adaosuri asimetrice la prelucrarea suprafeţelor plane opuse prelucrate în
faze (operaţii) diferite sau pentru adaos pe o singur ă suprafaţă plană:
ci p pzpmin.c SR A ε+δ++= (2.8.)
În cazul în care prelucrarea se face prin metoda obţinerii individuale a preciziei
dimensionale, cu verificarea poziţiei fiecărui semifabricat fixat pe maşina-unealtă, în relaţiile(2.6), (2.7) şi (2.8), se înlocuieşte eroarea de orientare şi fixare
ciε cu eroarea de verificare
cvε la operaţia curentă.
Valorile componentelor adaosului de prelucrare din relaţiile de mai sus sunt date în
literatura de specialitate pentru diverse tipuri de semifabricate şi procedee de prelucrare.
Calculul adaosurilor de prelucrare intermediare se face în ordinea inversă celui în care
se execută operaţiile sau fazele de prelucrare ale fiecărei suprafeţe, în vederea stabilirii
dimensiunilor intermediare corespunzătoare fiecărei operaţii sau faze.
Schema adaosurilor şi dimensiunilor intermediare la prelucr ările prin aşchiere prin
metoda obţinerii automate a preciziei dimensionale se prezintă în fig. (M1.2.2.).

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 36/140
Managementul fabricatiei produselor
36
Fig. M1.2.2. Schema de calcul a adaosurilor de prelucrare şi dimensiunilor intermediare La prelucrarea arborilor pe maşini unelte reglate la dimensiune (metoda obţinerii
automate a dimensiunilor în cazul în care semifabricatul are dimensiunea d p.min, prin
prelucrare se va obţine în general dimensiunea dc.min la operaţia curentă, iar la prelucrarea
semifabricatului cu dimensiunea d p.max, se obţine dimensiunea maximă dc.max.
Deci, adaosurile de prelucrare minime se calculează pentru prelucrarea arborilor
folosind relaţia (fig. M1.2.2.a.).
min.cmin. pmin.c ddA2 −= (2.9)
În mod asemănător, pentru prelucrarea alezajelor (fig. M2.4.2.b.) adaosul minim se
calculează cu relaţia:
max. pmax.cmin.c DDA2 −= (2.10)
Determinarea dimensiunilor intermediare în cazul prelucr ării suprafeţelor exterioare şi
interioare de revoluţie rezultă pe baza aceloraşi scheme din fig. M1.2.2.
Astfel, pentru suprafeţele de tip arbore:( )( )12.2
11.2 ,
TA2dd
A2dd
pmin.cmin.cmax. p
min.cmin.cmin. p
⎩⎨⎧
++=
+=
sau
( )( )4.142.13 ,
TddA2dd
cmin.cmax.c
min.cmin. pmin.c
+=−=
iar pentru suprafeţe de tip alezaj:( )( )2.16
2.15 ,
A2DD
TA2DD
min.cmax.cmax. p
pmin.cmax.cmin. p
⎩⎨⎧
−=
−−=
sau( )( )2.18
2.17
TDD
A2DD
cmax.cmin.c
min.cmax. pmax.c
−=
+=
În cazul adaosurilor asimetrice, la prelucrarea suprafeţelor plane:min.cmin.cmin. p All += (2.19)

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 37/140
Managementul fabricatiei produselor
37
pmin.cmin.cmax. p TAll ++= (2.20)
În legătur ă cu relaţiile de calcul ale adaosului de prelucrare prezentate mai sus, se fac
următoarele observaţii:
a). În primul rând pe schiţa corespunzătoare operaţiei (fazei) respective din cadrul
planului de operaţii se trece o singur ă cotă caracterizată de dimensiunea nominală şi abaterile
limită admisibile.
Având în vedere şi sensurile în care muncitorul poate rebuta iremediabil piesa, se
recomandă ca pe desenul piesei aferente operaţiilor (fazelor) respective să se treacă:- pentru arbori: ( )
c pTc.maxTmax. p drespectiv,d −−
(2.21)
- pentru alezaje: ( ) ( ) c p Tmin.c
Tmin. p Drespectiv,D ++ (2.22)
În cazul dispunerii abaterilor la dimensiunea finală sub altă formă decât cea corespunzătoare
pieselor (arbori, alezaje) unitare, se respectă acest mod şi pentru dimensiunile intermediare ale
proceselor de prelucrare impuse suprafeţelor respective.
b) O altă observaţie care se impune, este aceea că nu trebuie să se exagereze cu
precizia de calcul a dimensiunilor nominale care trebuie corelate cu ordinul de mărime al
toleranţelor corespunzătoare naturii şi tipului operaţiei (fazei). În acest sens, ordinul
zecimalelor cotei nominale trebuie să fie mai mic cu o unitate decât ordinul zecimalelor
câmpului de toleranţă impus.
Spre exemplu: dacă dc= Φ30 – 0,0120, 2Ac.min.= 0,095, iar T p= 0,062, rezultă că:
d p.min.= dc.min.+ 2Ac.min= 29,988 + 0,095 = 30,083 mm
Pe schiţa corespunzătoare operaţiei (fazei) respective se va trece cota de proiectare subforma: Φ30,08 – 0,062 şi nu Φ30,083 – 0,062.
M1.U2.7. Principiile de baz ă ale calculului regimurilor de aşchiere
Regimul de aşchiere. No ţ iuni de baz ă
Regimul de aşchiere reprezintă factorul principal care determină valoarea normei de
lucru (timp), şi deci influenţează asupra productivităţii prelucr ării. Acesta este caracterizat de
valorile optime ale următorilor parametrii: adâncimea, avansul şi viteza de aşchiere (t, s, v).
Parametrii regimului de lucru sunt determinaţi de anumite mişcări ale sculei şisemifabricatului de prelucrat.
Adâncimea de aşchiere se realizează prin deplasarea liniar ă a sculei către piesă sau
invers. Această deplasare de poziţie reciprocă a sculei şi piesei de prelucrat se efectuează la
începutul unei treceri, sau al unei curse de lucru, după cum piesa are mişcare de rotaţie sau de
translaţie.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 38/140
Managementul fabricatiei produselor
38
Fig. M1.2.3 Tipuri de mişcări ale sculei şi piesei la prelucr ările prin aşchiere
Avansul se realizează prin aşa numita mişcare de avans, care poate fi realizată (fig.
M1.2.3.) prin una sau mai multe mişcări astfel:
- prin deplasare longitudinală sau transversală a cuţitului (fig. M1.2.3.a) la strunjire;
- prin deplasarea longitudinală a piesei (fig. M1.2.3.b) la frezare;
-
prin deplasarea axială a burghiului (fig. M1.2.3.c) la burghiere;- prin deplasarea transversală a piesei (fig. M1.2.3.d) la rabotare.
Avansul se determină după procedeul de prelucrare. În cazul maşinilor unelte la care
mişcarea de avans este legată cinematic cu mişcarea principală (strunguri, maşini de frezat, de
găurit, de rabotat, etc.), mărimea avansului se determină în mm la o rotire a piesei, sau sculei,
(mm/rot), spre exemplu la strunjire, frezare, găurire, sau în (mm/cursă dublă) la rabotare şi
mortezare.
Avansurile se pot prezenta sub formele următoare:
- avans pe minut (sau viteza de avans):[ ]mm/min n.ssm = , (2.23)
s fiind după caz, mm/rot sau mm/cursă dublă, iar n – numărul de rotaţii sau de curse duble pe
minut;
- avansul pe dinte (la frezare):
[ ]mm/dinte z.n
s
z
ss m
d == , (2.24)
unde z este numărul de dinţi ai frezei.
Viteza principală de aşchiere v p este distanţa parcursă de tăişul sculei în unitatea de
timp, în direcţia mişcării principale, care poate fi de rotaţie (la strunjire, frezare, rectificareetc.) şi rectilinie (la rabotare, mortezare, etc.).

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 39/140
Managementul fabricatiei produselor
39
Viteza de aşchiere se notează cu v p şi se măsoar ă în m/sec la prelucrarea prin
rectificare şi în m/min în cazul celorlalte prelucr ări prin aşchiere.
Formulele pentru calculul vitezei se determină pe baza mişcării principale de lucru:
• când mişcarea principală este de rotaţie:
[ ]m/min 1000
n.D.v pπ= , (2.25)
sau
[ ]m/sec 60.1000
n.D.v p
π= , (2.26)
unde D este diametrul piesei sau sculei, în mm, iar n – numărul de rotaţii al piesei sau sculei
pe minut.
• când mişcarea principală este de translaţie:
[ ]m/min 1000
n.v
v1L
v
.d.c
cg
cl
p
⎟⎟ ⎠
⎞
⎜⎜⎝
⎛
+= , (2.27)
unde, L este lungimea cursei de lucru dată de mişcarea principală în mm; vcl- viteza cursei de
lucru; vcg – viteza cursei de mers în gol; nc.d.- numărul de curse duble pe minut ale
mişcării principale.
Când vcl = vcg atunci:
[ ]m/min 1000
n.L.2v .d.c
p = , (2.28)
Adâncimea de aşchiere t şi avansul s (fig. M1.2.4) determină direct secţiunea aşchiei(grosimea de aşchiere a, şi lăţimea de aşchiere, b).
Adâncimea de aşchiere t, este distanţa măsurată pe normală dintre suprafaţa iniţială
a piesei şi cea prelucrată.
Avansul s, este distanţa dintre două poziţii succesive ale sculei la o rotaţie a piesei
sau sculei la o cursă dublă a sculei sau a piesei.
Fig. M1.2.4. Parametrii regimului de aşchiere (t,s) şi
secţiunii aşchiei a,b, la strunjire
Fig. M1.2.5. Schema for ţelor de aşchiere la strunjire

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 40/140
Managementul fabricatiei produselor
40
Forţele, momentele şi puterea de aşchiere
For ţa de aşchiere poate fi descompusă după cele 3 axe ale sistemului de coordonate
rectangulare (fig. M1.2.5) astfel:
- componenta tangenţială Fz, tangentă la suprafaţa de prelucrat;
-
componenta axială Fx, sau de avans, îndreptată în direcţia avansului;
- componenta radială Fy, îndreptată înspre piesa de prelucrat.
For ţa de aşchiere rezultantă F, este dată de suma vectorială a celor trei componente:
zyx FFFF ++= , (2.29)
iar algebric se determină cu relaţia:yFxF
F2z
2y
2x st.CFFFF =++= , (2.30)
în care xF, yF, CF sunt constante de aşchiere şi depind de condiţiile concrete de lucru.
Momentul de torsiune Mt şi puterea de aşchiere Ne, se calculează astfel:
[ ]daN/m 1000.2
D.FM z
t = , (2.31)
[ ]kw 6120
v.F N pz
e = , (2.32)
unde v p este dat în m/min, Fz, în daN şi D în mm. (zzz
zFzF
z FFFyx
Fz y,x,Ccareîns.t.CF =
reprezintă în mod similar cu CF, xF, yF, coeficienţi specifici procesului de aşchiere).
Date ini ţ iale necesare calculului parametrilor regimurilor de aşchiere
Determinarea regimului de aşchiere are loc după elaborarea succesiunii tehnologice de
prelucrare când se cunosc următoarele elemente:- forma, dimensiunile, poziţia dimensional-geometrică şi rugozitatea suprafeţei piesei finite;
- forma şi dimensiunile semifabricatului;
- caracteristicile mecanice ale materialului de prelucrat;
- numărul, natura şi succesiunea operaţiilor şi a fazelor de lucru;
- adaosurile de prelucrare şi dimensiunile intermediare ale operaţiilor şi fazelor procesului
tehnologic;
- materialul şi parametrii geometrici ai sculelor;
-
tipul maşinii-unelte şi sistemul de prindere (orientare) şi fixare a semifabricatelor.Stabilirea regimului de lucru constă în determinarea valorilor parametrilor de bază, -
adâncimea, avansul şi viteza de aşchiere, în concordanţă cu condiţiile concrete, specificate
anterior.
La alegerea unui regim de aşchiere raţional (ştiinţific) se iau în considerare valorile
cele mai avantajoase ale parametrilor de lucru, în ceea ce priveşte productivitatea, costul
precizia de prelucrare şi rugozitatea suprafeţei prelucrate.
În cazul fazelor (operaţiilor) de degroşare se impune utilizarea spre maxim a puterii
maşinii-unelte (prin folosirea capacităţii de prelucrare a sculelor sau prin aşchierea cu mai
multe scule simultan).

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 41/140
Managementul fabricatiei produselor
41
Succesiunea etapelor la determinarea parametrilor regimurilor de aşchiere prin
„metoda clasică”
La proiectarea regimurilor de prelucrare se au în vedere următoarele etape de lucru:
• alegerea maşinii-unelte;
•
alegerea sculei aşchietoare;
• determinarea adâncimii, avansului şi a vitezei de aşchiere;
• determinarea turaţiei de lucru şi recalcularea vitezei de aşchiere şi a durabilităţii sculei;
• determinarea for ţelor şi puterii efective de aşchiere.
Alegerea maşinii-unelte se face în funcţie de tipul operaţiilor şi fazelor necesare,
forma, dimensiunile, gradul de precizie şi lotul de fabricaţie ale piesei ce se prelucrează.
Adoptarea definitivă a maşinii-unelte se face după stabilirea regimului de lucru, când
utilajul se va verifica, după cum se va ar ăta în continuare, la solicitările de lucru, precum şi la
gama de turaţii şi avansuri impuse de regimul adoptat sau calculat.Alegerea sculei aşchietoare se face în funcţie de modul de proiectare a procesului
tehnologic de prelucrare.
După stabilirea tipului sculei aşchietoare şi cunoscându-se natura procedeului
suprafeţei impuse de prelucrat şi faza de lucru – degroşare, semifinisare, sau finisare se alege
scula cu geometria optimă corespunzătoare.
În funcţie de natura materialului de prelucrat, şi caracteristicile fizico-mecanice, se
alege materialul sculei (oţel carbon pentru scule, oţel aliat pentru scule, oţel rapid sau din
aliaje dure, materiale metalelor şi mineralo-ceramice, diamante industriale etc.).
Determinarea parametrilor regimului de aşchiere
• Adâncimea de aşchiere are o influenţă mică asupra durabilităţii şi a vitezei de
aşchiere, care pentru strunjire se determină astfel:
[ ]m/min k .t.sT
Cv i
n
1xym
v p
vv
π= , (2.33)
în care, T este durabilitatea sculei, în minute; Cv – coeficient care depinde de caracteristicile
materialului ce se prelucrează; xv, yv – exponenţii mărimilor t şi s; k i – coeficienţi dependenţi
de condiţiile concrete de prelucrare.Exponenţii xv şi yv sunt mai mici ca unitatea, iar xv < yv.
Rezultă că adâncimea de aşchiere t are cea mai mică influenţă asupra durabilităţii, iar
viteza are cea mai mare pondere. De aici, se deduce ordinea în care se face alegerea sau
calculul parametrilor regimului de aşchiere: adâncimea, avansul, viteza (t,s,v).
Adâncimea de aşchiere se ia la valoarea maximă admisă de rezistenţa sculei
aşchietoare şi de precizia de prelucrare. În general, cum adaosurile de prelucrare sunt variabile
(mai mari sau mai mici în funcţie de tipul şi precizia semifabricatului, acestea se aleg în aşa
fel încât să se utilizeze cât mai puţine treceri prin aşchiere.• Determinarea (adoptarea) avansului

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 42/140
Managementul fabricatiei produselor
42
Avansul are influenţă mică asupra durabilităţii şi acţionează pozitiv asupra diminuării
ponderii vibraţiilor care apar în procesul de aşchiere. De aceea, la prelucr ările de degroşare se
recomandă stabilirea (adoptarea) avansului maxim admis de factorii ce-l limitează, dintre care
cei mai importanţă sunt: rezistenţa sculei, rigiditatea sistemului tehnologic, precizia
dimensional-geometrică şi calitatea suprafeţei prelucrate.
La degroşare, valoarea avansului este limitată de primii doi factori, iar la finisare de
precizia dimensional-geometrică şi calitatea suprafeţei prelucrate. Metoda determinării sau
adoptării avansului constă în următoarele:
a) în cazul prelucr ărilor de degroşare, se alege (sau se determină) avansul în funcţie de
rezistenţa sculei şi de rigiditatea sistemului tehnologic, iar valoarea adoptată se verifică din
condiţia rezistenţei mecanismului de avans al maşinii-unelte şi precizia suprafeţei prelucrate.
b) în cazul prelucr ărilor de finisare avansul se alege (sau se determină) în funcţie,
îndeosebi de calitatea suprafeţei prelucrate, verificându-se apoi în funcţie de precizie,rezistenţa sculei şi a mecanismului de avans şi rigiditatea sistemului tehnologic (dacă este
cazul).
• Determinarea vitezei de aşchiere
După alegerea (calculul) adâncimii de aşchiere şi avansului, cunoscându-se
durabilitatea sculei aşchietoare, viteza de aşchiere se calculează cu relaţia (2.33).
Viteza de aşchiere depinde în afar ă de factorii menţionaţi anterior şi de: geometria
sculei, de starea suprafeţei piesei şi de lichidul de aşchiere, (r ăcire-ungere)prin intermediul
coeficienţilor k i (relaţia 2.33).
Determinarea puterii efective şi tura ţ iei de lucru
Puterea efectivă de lucru Ne se determină cu relaţia (2.32) şi se verifică îndeplinirea
condiţiei:η< . N N mue (2.34)
unde Nmu este puterea maşinii-unelte, iar w – randamentul lanţului cinematic al mişcărilor de
aşchiere (w = 0,7 – 0,8).
Turaţia piesei se calculează cu relaţia:
[ ]rot/min D
v.1000n
π= , (2.35)
iar numărul de curse duble pe minut astfel:
[ ]duble/mincurse
v
v1L
v.1000n
g
cl
cd
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛ +
= , (2.36)
Aceste valori calculate se adoptă la valorile cele mai apropiate aflate din gama de
turaţii şi de avansuri ale maşinii unelte adoptate pentru operaţia respectivă.
Valorile t,s,v se pot adopta şi din normative de regimuri de aşchiere şi apoi se facaceleaşi verificări ca mai sus.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 43/140
Managementul fabricatiei produselor
43
M1.U2.8 Bazele normării tehnice
Norma de timp şi norma de produc ţ ie
La proiectarea proceselor tehnologice de prelucrare mecanic se urmăreşte realizarea
unor consumuri minime de timp atât pentru fiecare operaţie în parte cât şi pentru întreg
procesul tehnologic. Pentru aceasta trebuie avute în vedere analiza definiţiei şi structurii
normei de muncă
Norma de muncă se poate determina ca normă de timp sau normă de producţie.
Norma de timp Nt, reprezintă timpul necesar executării unui produs de către unul sau
mai mulţi muncitori care au calificarea corespunzătoare şi lucrează cu intensitatea normală, în
anumite condiţii tehnico-organizatorice precizate.
Norma de producţie N p, exprimă cantitatea de produse executate în unitatea de timp,
în aceleaşi condiţii ca la norma de timp.
Între norma de timp şi norma de producţie există relaţia:
p
t N
1 N = , (2.37)
În industria constructoare de maşini, ca indice de bază se foloseşte norma de timp.
Structura normei de timp
În fig. M1.2.6. este prezentată schematic conform STAS 6909-75 structura normei de
timp.
•
Timpul de pregătire T pî, este timpul în cursul căruia muncitorul, înainte de începerealucrului, creează la locul de muncă condiţiile necesare efectuării prelucr ării şi după terminarea
lucrului aduce locul de muncă în starea iniţială. Activităţile practice incluse în acest timp sunt:
primirea comenzii, studiul documentaţiei tehnologice, primirea şi predarea sculelor,
dispozitivelor şi verificatoarelor, primirea semifabricatelor, predarea pieselor finite şi a
restului de material, etc..
Acest timp se ia o singur ă dată în structura normei de timp pentru întregul lot de piese
prelucrate la operaţia respectivă.
• Timpul operativ Top, este timpul în cursul căruia muncitorul efectuează sau
supraveghează lucr ările necesare, pentru modificarea cantitativă şi calitativă a produsului.
Acesta este format din timpul de bază t b şi timpul ajutător ta.
a) Timpul de bază t b, la operaţiile şi fazele de prelucrare prin aşchiere, reprezintă timpul
consumat pentru prelucrarea efectivă pe maşina-unealtă a materialului (semifabricatului) în
vederea modificării formei, dimensiunilor şi calităţii suprafeţei acestuia.
Acest timp depinde direct de regimul de aşchiere şi se poate determina prin calcul cu
relaţia de forma:
iv
l
t a
i
b ⋅=
∑, (2.38)

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 44/140
Managementul fabricatiei produselor
44
în care li reprezintă suma lungimilor de intrare, ieşire din aşchiere, şi lungimea suprafeţei
prelucrate; va – viteza de avans, i – numărul de treceri sau prin cronometrare.
b) Timpul ajutător, ta este timpul consumat pentru efectuarea mânuirilor (mişcărilor)
necesare executării produsului, timp în care piesa, în general, nu sufer ă transformări
dimensionale.
Acest timp se consumă pentru prinderea şi desprinderea piesei de prelucrat pe maşina-
unealtă, comanda maşinii-unelte, măsur ători la luarea aşchiilor de probă, evacuarea aşchiilor
(la operaţii de burghiere, tarodare), măsur ători de control, etc.
• Timpul de deservire a locului de muncă Tdl, este timpul în decursul căruia
muncitorul asigur ă pe toată durata schimbului de lucru menţinerea în stare normală de
funcţionare a utilajului, a sculelor, precum şi organizarea, ordinea şi cur ăţenia la locul de
muncă.
Acesta are două componente: timpul de deservire tehnică, tdt şi timpul de deservireorganizatorică tdo.
a) Timpul de deservire tehnică tdt, este consumat pentru înlocuirea sculelor uzate,
reglarea maşinii unelte, ascuţirea sculelor şi reglarea acestora în vederea prelucr ării.
b) Timpul de deservire organizatorică tdo, se refer ă la: aşezarea semifabricatelor, a
sculelor, primirea şi predarea schimbului de lucru, ungerea şi cur ăţirea utilajului, etc.
Fig. M1.2.6 Structura normei tehnice de timp
• Timpul de întreruperi reglementate Tîr , este timpul în cursul căruia procesul de
muncă este întrerupt pentru odihna şi necesităţile fiziologice ale muncitorului ton şi pentru a
avea loc întreruperile condiţionate de tehnologie şi de organizarea muncii tto.
NORMA DE TIMP(Nt)
Timp de pregătireîncheiere
(T pî)
Timp operativ(Top)
Timp de deservirea locului demuncă (Tdl)
Timp deîntreruperi
reglementare
Timpde
bază (t )
Timpajută-
tor(ta)
Timp dedeserviretehnică
(tdt)
Timp dedeservire
organizatorică (tdo)
t i m p d e o d
i h n ă
ş i
n e c e s . f i z i o l o
g i c e ( t o
n )
t i m p d e î n t r e r u p e r i
c o n d i ţ i o n a t e d e t e h n o l o g i e ş i
o r g a n i z a r e a m
u n c i i ( t o )

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 45/140
Managementul fabricatiei produselor
45
a) Timpul de odihnă şi necesităţi fiziologice ton, este folosit pentru odihnă şi
satisfacerea necesităţilor fiziologice şi de igienă personală a muncitorului.
b) Timpul de întreruperi condiţionate de tehnologie şi de organizarea muncii tto,
reprezintă timpul de întrerupere a procesului de muncă ce rezultă inevitabil din prescripţiile
tehnice de folosire a utilajului, din tehnologia de prelucrare şi din activitatea muncitorilor la
locul de muncă respectiv .
Norma de timp pentru operaţia sau faza de prelucrare a unei singure piese se calculează
cu relaţia:
ondodta b
lot
pît ttttt
N
T N +++++= , (2.39)
în care Nlot este numărul de piese din lotul lansat în fabricaţie.
Pentru simplificarea calculului normei de timp, timpul de deservire tehnică se exprimă
în procente din timpul de bază, iar timpul de deservire organizatorică precum şi cel de odihnă şi necesităţi fiziologice se exprimă în procente din timpul operativ, astfel că norma de timp se
poate calcula folosind relaţia:
( )a bondo
bdt
a b
lot
pît tt
100
k k t
100
k tt
N
T N +⋅
++⋅+++= , (2.40)
în care: k dt este procentul timpului de deservire tehnică, din timpul de bază (pentru strunguri
mijlocii spre exemplu: k dt = (2 ... 5)%; k do şi k on – procentul timpului de deservire
organizatorică, respectiv de odihnă şi necesităţi fiziologice, din timpul operativ; spre
exemplu pentru strunguri: k do = 1 ... 2,5%; k on = 3 ... 5,5 %.De reţinut că la fabricaţia de masă şi de serie mare, timpul de pregătire încheiere nu se
include în norma de timp a muncitorului care efectuează operaţii de prelucrare, deoarece
reglarea maşinii-unelte , a sculelor, dispozitivelor, precum şi pregătirea locului de muncă se
fac de reglori specializaţi şi muncitori auxiliari.
Pentru stabilirea normelor de timp se folosesc în mod curent următoarele metode:
- metoda experimental-statistică când norma de timp se stabileşte experimental sau pe bază
statistică, prin analogie cu alte prelucr ări similare la piese din aceeaşi grupă (arbori, bucşi, roţi
dinţate, corpuri complexe, etc). Această metodă conduce la valori aproximative ale normelor
de timp;
- metoda analitică se bazează pe analiza procesului tehnologic pe elementele sale
componente: operaţii, faze, treceri, mânuiri, mişcări.
Metoda analitică are două variante: a) metoda analitico-experimentală, când
consumurile de timp sunt determinate pe baza măsur ătorilor directe ale timpului consumat la
locul de muncă; b) metoda analitico-teoretică, pentru care consumul de timp pe operaţii şi
faze se determină pe baza normativelor de timp existente (tabele, grafice) sau a unor metode
rapide de normare asistate de calculator.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 46/140
Managementul fabricatiei produselor
46
Principalele metode de analiză experimentală, prin măsur ători a consumurilor de timp
sunt:
- cronometrarea;
- fotografierea timpului de muncă.
Cronometrarea se face în scopul determinării timpilor care se repetă ciclic în cadrul
operaţiei sau fazei, adică a timpului de bază şi a celui ajutător. Datele obţinute servesc la
elaborarea normativelor de timp utilizate la calculul analitic al normelor de timp.
Fotografierea timpului de muncă constă în măsurarea tuturor consumurilor de timp
în decursul unui schimb de lucru, pentru determinarea timpului de deservire a locului de
muncă, a timpilor de întreruperi reglementate şi a pierderilor de timp de lucru nejustificate.
Ambele metode permit descoperirea rezervelor de productivitate, cu privire în special
la încărcarea într-un procent mai mare a utilajelor, descoperirea deficienţelor tehnico-
organizatorice legate de procesul tehnologic, etc.
M1.U2.9. Alegerea variantei optime (economice) de proces tehnologic
Procesul tehnologic de prelucrare mecanică se poate concepe în mai multe variante
tehnologice care pot fi echivalente din punct de vedere tehnic, dar care pot diferi prin numărul
de operaţii, conţinutul şi modul de organizare al acestora, etc. Alegerea celei mai economice
variante tehnologice se poate face cu ajutorul unor indici tehnico-economici care
caracterizează economicitatea şi rentabilitatea variantelor comparate.
Aceşti indici se pot împăr ţi în: indici absoluţi şi relativi.a) Indici tehnico-economici absoluţi
Principalii indici tehnico-economici absoluţi sunt:
1) Timpul de bază total pentru cele n operaţii de prelucrare:
∑=
=n
1i b b itT , (2.41)
Varianta tehnologică pentru care timpul de bază total este cel mai mic se consider ă
mai avantajoasă din punct de vedere al productivităţii prelucr ării. Acest indice economic este
simplu, însă nu permite estimarea completă a variantelor comparate.
2)
Manopera de timp totală a procesului tehnologic, se determină prin însumarea
normelor de timp Nt pentru toate operaţiile de prelucrare:
∑=
=n
1itt i
NT , (2.42)
Manopera totală este indicele principal ce caracterizează procesul tehnologic în
privinţa cheltuielilor de muncă efectivă curentă, însă nu dă posibilitatea aprecierii variantelor
tehnologice şi după cheltuielile de muncă materializată în mijloacele de producţie şi în
materialele utilizate în fabricaţie.
Compararea variantelor cu ajutorul acestui indice permite să se aleagă cel mai productiv proces tehnologic.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 47/140
Managementul fabricatiei produselor
47
3) Costul piesei, Pc este principalul indice tehnico-economic de evaluare a
economicităţii variantelor tehnologice, caracterizând procesele tehnologice după cheltuielile
totale de muncă efectivă curentă şi materializată.
Costul piesei se compune din costul materialului sau semifabricatului M, salariul
muncitorilor productivi ocupaţi direct cu executarea piesei S, şi cheltuielile generale ale
secţiei de fabricaţie R, adică:R SMPc ++= , (2.43)
În cazul prelucr ării piesei direct din material laminat, costul materialului necesar
pentru executarea unei piese este dat de relaţia:( )11 mmk c-mcM −⋅⋅= , (2.44)
în care: c este costul unui kilogram de material laminat, lei/kg; m – masa semifabricatului, kg;
c1 – costul unui kilogram de deşeu recuperat, lei/kg; k = 0,8 – coeficient de recuperare a
deşeurilor; m1 – masa piesei finite, kg.În cazul executării piesei dintr-un semifabricat forjat, matriţat sau turnat, parametrul
M se calculează cu relaţia:
sf sf sf R SMM ++= , (2.45)
în care: Msf este costul materialului iniţial pentru execuţia semifabricatului, în lei; Ssf –
salariile muncitorilor productivi din secţia de semifabricate, în lei; R sf – cheltuielile generale
de fabricaţie (regia) secţiei de semifabricate, în lei.
Salariile muncitorilor direct productivi S, se calculează cu relaţia:
∑= ⋅=
n
1iit s NS i , (2.46)
în care:it
N este norma de timp la operaţia i, ore; si – salariul orar corespunzător încadr ării
operaţiei care se execută, lei/or ă; n – numărul operaţiilor.
Cheltuielile generale de fabricaţie R ale secţiei de prelucr ări mecanice (regia de
fabricaţie) se determină propor ţional cu salariile muncitorilor direct productivi, (sau alţi
parametri) adică folosind relaţia:
S100
CR R ⋅= , (2.47)
în care: CR este procentul cheltuielilor generale de fabricaţie ale secţiei mecanice.Pentru a putea stabili economicitatea diferitelor variante tehnologice se întocmesc
grafice de variaţie a costului în funcţie de numărul pieselor care se prelucrează. În acest scop
cheltuielile care compun costul piesei, se împart în două grupe:
- cheltuieli curente (variabile) A, care se fac pentru fiecare piesă prelucrată;
- cheltuieli constante B, care se fac o singur ă dată pentru întregul lot de piese.
Cheltuielile din grupa A cuprind:
- salariile muncitorilor direct productivi;
-
costul materialului;- cheltuielile pentru consumul de energie electrică, aer comprimat, etc.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 48/140
Managementul fabricatiei produselor
48
În grupa B se includ:
- cheltuieli de investiţii pentru utilaje, dispozitive speciale, matriţe şi forme speciale;
- cheltuieli pentru reglarea maşinii-unelte pentru întregul lot de piese, etc.
În aceste condiţii, costul întregului lot format din n piese va fi dat de relaţia:
BnAPc +⋅= , (2.48)
Compararea costurilor aferente proceselor tehnologice de prelucrare se poate face
grafic ca în fig. M1.2.7, în care variaţia costului, spre exemplu pentru două variante luate înstudiu sunt reprezentate de dreptele
21 cc PşiP . Punctul de intersecţie 0 al celor două drepte
corespunde pe abscisă unui număr de piese ncr denumit program de fabricaţie critic (optim).
Pentru n p < ncr , se alege ca variantă tehnologică
economică cea de-a doua, deoarece în acest domeniu12 cc PP < .
În cazul în care n p >ncr , se utilizează prima variantă tehnologică, deoarece în acest domeniu
21 cc PP < .
Valoarea programului de fabricaţie critic se poate
determina analitic prin egalarea costurilor celor două
variante tehnologice:
2cr 21cr 1 BnABnA +⋅=+⋅ , (2.49)
de unde,
12
21cr
AA
BBn
−
−= , (2.50)
b) Indici tehnico-economici relativi
Dintre indicii tehnico-economici relativi (adimensionali) fac parte:
1) Coeficientul timpului de bază reprezintă raportul între timpul de bază t b şi norma
de timp pe operaţie, Nt:
( )1 ,
N
topop b
t
b
b <η=η , (2.51)
şi caracterizează ponderea timpului de bază în norma de timp a operaţiei; cu cât este mai mare
valoarea acestui coeficient, cu atât structura operaţiei este mai judicios elaborată.
Coeficientul timpului de bază se poate calcula şi pentru estimarea ponderii acestora în întregul
proces tehnologic:
( )1 ,T
T b.pr
t
b. b pr
<η=η , (2.52)
în care: T b este timpul de bază total, calculat cu relaţia (2.41); Tt – manopera totală a
procesului tehnologic, determinată cu relaţia (2.42).2) Coeficientul de utilizare a materialului δ, se determină cu relaţia:
Fig. M1.2.7. Dependenţa grafică dintre preţul de cost al piesei şi numărul de
piese prelucrate
7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 49/140
Managementul fabricatiei produselor
49
sf
pf
G
g=δ , (2.53)
în care: g pf este masa piesei finite, în kg; Gsf – masa semifabricatului, în kg. La fabricaţia de
masă, acest coeficient ajunge la valoarea de 0,85, la fabricaţia de serie 0,7, iar la cea
individuală 0,5 ... 0,6 (valori aproximative).
Pentru mărirea coeficientului de utilizare a materialului, trebuie să se tindă spre
apropierea formei semifabricatului de forma piesei finite, mărirea preciziei de obţinere a
semifabricatelor şi îmbunătăţirea calităţii suprafeţelor acestuia.
3) Coeficientul de încărcare a maşinilor-unelte ηu, reprezintă raportul dintre
numărul de maşini-unelte calculate Qcalc şi numărul de maşini-unelte adoptat, Qad:
l
tu
ad
calcu
R
Nsau,
Q
Qi=η=η (2.54)
Pe de altă parte, numărul de maşini unelte calculat Qcalc, se determină cu relaţia:
r
totcalc
F
TQ = , (2.55)
în care: Ttot este timpul total normat, necesar pentru prelucrarea cantităţii anuale de piese, în
ore; Fr – fondul anual real de timp de lucru al utilajului, în ore, calculat cu relaţia:k mFF nr ⋅⋅= , (2.56)
unde Fn este fondul nominal anual de timp de lucru al utilajului, în ore, pentru un schimb de
lucru; m – numărul de schimburi de lucru; k – coeficient de utilizare a fondului nominal de
timp, care ţine seama de pierderile de timp pentru repararea maşinilor unelte (k = 0,98 pentruun schimb; k = 0,97 pentru două schimburi; k = 0,96 pentru trei schimburi de lucru).
Deoarece numărul de maşini-unelte calculat Qcalc poate rezulta fracţionar, se rotunjeşte
la un număr întreg mai mare, obţinându-se astfel numărul admisibil Qadm de maşini-unelte.
Trebuie să se urmărească întotdeauna ca valoarea coeficientului de încărcare u, să fie
cât mai apropiat de unitate.
La fabricaţia de masă, coeficientul de încărcare a maşinii unelte este de aproximativ
0,85 ... 0,9, iar la fabricaţia în serie 0,6 ... 0,7.
Acest coeficient se poate folosi atât pentru evaluarea performanţelor diferitelor
operaţii, cât şi la nivelul întregului proces tehnologic.
Indicii tehnico-economici relativi enumeraţi se utilizează în completarea indicilor
absoluţi şi nu au o valoare independentă pentru aprecierea eficienţei variantelor tehnologice.
Aprecierea eficacităţii tehnico-economice a procesului tehnologic se realizează prin
compararea valorilor calculate ale indicilor tehnico-economici absoluţi şi relativi pentru
diferite variante tehnologice elaborate, fie prin compararea acestora cu indicii realizaţi în
cadrul societăţilor cu tehnologie avansată din ramura de producţie respectivă, în ţar ă sau
str ăinătate.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 50/140
Managementul fabricatiei produselor
50
M1.U2.10. M ăsuri de management tehnologic pentru sincronizarea opera ţ iilor la
prelucrarea pe linii tehnologice in flux continuu
În cazul prelucr ării pieselor pe linii tehnologice în flux continuu după ce procesul
tehnologic a fost proiectat (au fost stabilite operaţiile şi fazele într-o succesiune raţională) şi s-
a calculat timpul de lucru pe bucată la fiecare operaţie, trebuie realizate o serie de modificări
tehnologice (in proiectarea tehnologica si management),necesare în scopul sincronizării
operaţiilor, adică a asigur ării condiţiei ca normele tehnice de timp să fie cât mai apropriate de
ritmul liniei tehnologice sau multiplii acestuia.
În acest mod se asigur ă o încărcare a utilajelor uniformă şi se va evita mersul în gol
sau strangularea la vreunul din locurile de muncă.
Sincronizarea operaţiilor se poate realiza pe următoarele căi [8], [3]:
1) Regruparea fazelor sau a trecerilor în cadrul operaţiilor;
2)
Trecerea unor faze dintr-o operaţie la alta;3) Prelucrarea pieselor pe mai multe maşini-unelte de acelaşi tip, atunci când
norma pe bucată este un multiplu al ritmului liniei tehnologice, sau dacă este posibil mai
multe piese pe aceeaşi maşină.
4) Folosirea sculelor combinate pentru prelucrarea simultană a mai multor suprafeţe
dintr-o singur ă trecere/fază;
5) Reducerea timpilor auxiliari de prindere/desprindere a piesei prin utilizarea
măsurilor de mecanizare şi automatizare a echipamentelor respective, folosind sisteme
mecanice, pneumatice, hidraulice, electrice, mixte.6) Schimbarea regimurilor de aşchiere, dacă este posibil, în funcţie de condiţiile
concrete de lucru; în acest sens, adoptarea unui material pentru sculă, care permite
intensificarea regimului de lucru;
7) Schimbarea semifabricatului, pentru reducerea adaosurilor de prelucrare;
8) Automatizarea curselor de mers în gol ale maşinilor-unelte;
9) Deservirea simultană a mai multor maşini-unelte de către un singur muncitor;
10) Reglarea sculelor la dimensiune, în afara maşinii unelte ,folosind dispozitive de
prereglare;
11) Utilizarea sistemelor de control automat activ/pasiv în timpul prelucrării (se
reduce astfel timpul de inspecţie).
M1.U2.11 . Principii de management tehnologic în proiectarea succesiunii
opera ţ iilor şi fazelor proceselor tehnologice de prelucrare prin aşchiere
Cele mai importante recomandări în proiectarea proceselor tehnologice sunt următoarele [17]:
1). Se recomandă ca în limita posibilului, în timpul desf ăşur ării procesului tehnologic
bazele tehnologice (în special, baza de aşezare) să fie schimbate cât mai rar, pentru a nu
7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 51/140
Managementul fabricatiei produselor
51
influenţa erorile de prelucrare de erorile de aşezare şi pentru a se reduce timpii auxiliari care
influenţează productivitatea prelucrarii.
2). În cadrul primelor operaţii se recomandă prelucrarea suprafeţelor care joacă rolul
bazelor tehnologice şi al celor de măsurare în operaţiile ulterioare.
3). Succesiunea operaţiilor să aibă în vedere ca rigiditatea piesei să scadă descrescător
cât mai uniform pentru a nu influenţa negativ precizia de prelucrare (de exemplu: la strunjirea
arborilor în trepte se începe prelucrarea de la treapta mare spre cea mică şi nu invers).
4). La începutul prelucrarii se acţionează asupra acelor suprafeţe care ar putea prezenta
defecte ascunse (exemplu: la piesele turnate) pentru ca fabricaţia să fie oprită de la începutul
procesului cu influenţă favorabila asupra productivităţii.
5). Este recomandat ca prelucrarea suprafeţelor să presupună şi faze /operaţii de
degroşare şi de finisare (uneori chiar de semifinisare) pentru că degroşarea înlăturând stratul
mai dur de la suprafaţă, asigur ă protejarea sculei ,care asigur ă precizia impusă la finisare(exemplu: decojirea barelor laminate, spargerea stratului dur la semifabricatele turnate, forjate
sau semifabricate).
6). Suprafeţele cu precizie ridicată se vor prelucra spre sfâr şitul procesului tehnologic
(în special, filete) pentru a nu se deteriora în timpul transportului interoperaţional.
7). Pentru operaţiile/fazele cu precizie mare şi cu pericol de apariţie a rebutului din
cauze obiective sau subiective, se recomandă control dimensional intermediar obligatoriu
pentru a nu se continua prelucrarea cu suprafaţa respectivă rebutată.
8). Dacă la prelucr ările de degroşare apar tensiuni interne importante, cu consecinţeasupra preciziei de prelucrare se recomandă să se prevadă operaţii de detensionare naturală
sau artificială (spre exemplu, recoaceri de recristalizare după ambutisare, etc.) pentru
eliminarea sau diminuarea acestor tensiuni.
9). În cazul prelucr ării suprafeţelor de revoluţie, mai întâi trebuie asigurată realizarea
diametrului şi apoi a lungimii acestuia.
10). Succesiunea operaţiilor şi fazelor să asigure, pe cât posibil, curse auxiliare
minime ale sculelor.
11). La maşinile - unelte care sunt prevăzute cu mai multe axe principale, sau lucrează
cu multiscule (spre exemplu: maşini – unelte agregat de găurit, frezat, strunjit, strunguri
automate monoax sau multiax) să se dispună acestea astfel încât să se asigure o încărcare cât
mai uniformă , pentru a nu influenţa negativ precizia de prelucrare (mai ales datorită
deformaţiilor elastice), dar şi uzura diverselor elemente ale sistemului tehnologic.
12). Pentru cazul prelucr ării pieselor cu rigiditate mică (arbori de lungime mare şi
diametru mic), se recomandă în funcţie de dimensiuni ca să se utilizeze reazeme suplimentare
(linete fixe sau mobile, spre exemplu); pentru scule cu rigiditate mică, în mod asemănător, se
prevăd astfel de elemente (bucşe de ghidare, cepi de ghidare, reazeme suplimentare, etc.).

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 52/140
Managementul fabricatiei produselor
52
13). Pentru reducerea lungimii curselor şi creşterea productivităţii în cazul
prelucrarii pieselor în trepte, se prelucrează suprafeţele începând cu diametrul cel mai mic (în
general, la capătul arborelui).
14). Prelucrarea suprafeţelor frontale cu condiţii deosebite de perpendicularitate se
recomandă să se facă cu avansuri transversale.
15). Burghierea găurilor sub φ 15 mm ,trebuie f ăcută după o centruire prealabilă cu
burghiu de centruire (scurt şi rigid cu 2χ = 900 unghi la vârf); nu este permisă utilizarea ca
gaur ă de centruire urma vârfului lăsată de burghiul de la prelucrarea precedentă.
16). Burghierea găurilor adânci se efectuează cu diametre ale burghielor variind ca
diametru cu 0,05 ... 0,12 mm, pentru protejarea acestora la rupere; adâncimea primei burghieri
să fie între (3 ÷ 49D; a doua între (2 ÷ 2,5)D; iar a treia (1 ÷ 2); D – diametrul găurii, pentru a
se asigura o bună r ăcire – ungere şi eliminare uşoar ă a aşchiilor.
17). Găurile în trepte se prelucrează începând cu cea mare, asigurându-se o productivitate mai buna şi protecţia sculelor de diametru mai mic respectiv creşterea
durabilităţii acestora şi o r ăcire – ungere mai bună a sculelor.
!8). Pentru diminuarea efectelor vibraţiilor asupra preciziei de prelucrare la folosirea
sculelor profilate, este bine să se lucreze cu faţa de degajare în jos.
19). Succesiunea fazelor în cadrul operaţiilor cu multiscule să se facă în aşa fel încât
să permită evacuarea uşoar ă a aşchiilor, pentru a evita ruperea sculelor şi înr ăutăţirea calităţii
suprafeţei prin frecare.
M1.U2.12. Rezumat
• În proiectarea proceselor tehnologice se au în vedere două principii: principiul
tehnic şi cel economic.
• Sistemul tehnologic în care se desf ăşoar ă procesul de prelucrare se adoptă în
primul rând în funcţie de planul de producţie;
• Proiectarea procesului tehnologic presupune în esenţă:
- stabilizarea succesiunii optime a operaţiilor şi fazelor;
- stabilirea parametrilor optimi ai regimului de aşchiere pentru diversele
condiţii concrete de prelucrare;
- determinarea normelor tehnice de timp pe operaţii şi proces tehnologic,
respectiv sincronizarea operaţiilor.
M1.U2.13. Test de evaluare a cunoştinţelor

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 53/140
Managementul fabricatiei produselor
53
1. Precizaţi cerinţele impuse de principiul tehnic şi cel economic în proiectarea
proceselor tehnologice de prelucrare numerică;
2. Care sunt datele iniţiale necesare proiectării proceselor tehnologice de proiectare
mecanică ?
3.Pprezentaţi succesiunea etapelor în proiectarea produselor tehnologice;
4. Care sunt principiile de bază care se impun la stabilirea succesiunii de desf ăşurare
a operaţiilor şi fazelor din structura procesului tehnologic ?
5. Definiţi noţiunile : adaos de prelucrare şi dimensiune intermediară;
6. Care sunt parametrii ce influenţează mărimea adaosului de prelucrare ?
7. Care sunt parametrii regimului de aşchiere ?
8 Precizaţi succesiunea etapelor la determinarea parametrilor regimului de aşchiere;
9. Ce înseamnă normă de timp şi normă de producţie ?
10. Precizaţi structura normei tehnice de timp cu exemplificări concrete pecomponente dintr-un proces tehnologic de prelucrare mecanică;
11. Enumeraţi principalii indici tehnico-economici absoluţi şi relativi pentru alegerea
variantei optime de proces tehnologic de prelucrare.
12. Ce presupune sincronizarea operaţiilor şi precizaţi principalele măsuri de
management tehnologic pentru optimizarea acestei activităţi.
Temă de control
Pentru un reper personalizat rezolvaţi următoarele elemente din algoritmul de proiectare a proceselor tehnologice de prelucrare prin aşchiere:
• stabilirea semifabricatului personalizat în anumite condiţii concrete impuse de
tutore;
• calculul / adoptarea adaosului de prelucrare pentru o suprafaţă indicată de pe
reperul personalizat;
• calculul / adoptarea parametrilor regimului de aşchiere pentru procedeele de
prelucrare indicate de tutore;
• calculul unei norme tehnice de timp, pentru prelucrarea unei suprafe ţe din
reperul personalizat.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 54/140
Managementul fabricatiei produselor
54
Unitatea de învăţare M1.U3. Precizia de prelucrare (dimensional -
geometrică)
Cuprins
M1.U3.1. Introducere ........................................................................................................ 54
M1.U3.2. Obiectivele unităţii de învăţare......................................................................... 54
M1.U3.3. Noţiunea de precizie de prelucrare ................................................................... 55
M1.U3.4. Categorii de erori care influenţează precizia de prelucrare .............................. 55
M1.U3.5. Factorii care influenţează asupra preciziei dimensional-geometrice a pieselor
prelucrate prin aşchiere..................................................................................... 56
M1.U3.6. Măsuri de management tehnologic pentru creşterea preciziei de prelucrare.... 58
M1.U3.7.Calitatea suprafeţei prelucrate şi recomandări de management tehnologic pentru
îmbunătăţirea acesteia....................................................................................... 63
M1.U3.8. Rezumat ............................................................................................................ 69
M1.U3.9. Test de evaluare a cunoştinţelor ....................................................................... 70
M1.U3.1. Introducere
Calitatea produselor este indisolubil legată de precizia dimensional-geometrică şi
de rugozitatea suprafeţei prelucrate şi invers. Asigurarea unei calităţi superioare a
produselor cu cheltuieli minime de execuţie, într-un timp scurt, constituie esenţaactivităţii inginerului tehnolog. Calitatea produselor se realizează atât în procesul
tehnologic de prelucrare sau execuţie al pieselor componente cât şi la asamblarea
acestora.
Procesul tehnologic de prelucrare este un proces deosebit de complex, cu o
mulţime de factori cu acţiuni diferite ca valori şi sens, pe care inginerul tehnolog
trebuie să le cunoască, să le prognozeze şi să le corecteze la nevoie, pentru a
asigura obţinerea în final a produsului cu toate cerinţele impuse de proiectant.
M1.U3.2. Obiectivele unităţii de învăţare
Această unitate de învăţare îşi propune ca obiectiv principal, sintetizarea şi
descrierea principalilor factori care influenţează rugozitatea suprafeţelor prelucrate
prin aşchiere în vederea identificării şi optimizării măsurilor de management,
pentru obţinerea calităţii impuse prin documentaţia tehnologică.
La sfâr şitul parcurgerii acestei unităţi de învăţare studenţii vor fi capabili să:
• identifice şi să descrie pentru procesele de prelucrare prin aşchiere factorii care
influenţează calitatea suprafeţei;
• să explice măsurile de management tehnologic pentru a se obţine rugozitatea
7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 55/140
Managementul fabricatiei produselor
55
prescrisă, prin proiectarea procesului tehnologic în condiţii de eficienţă
economică.
Durata medie de parcurgere a primei unităţi de învăţare este de 1 - 2 ore.
M1.U3.3. Noţiunea de precizie de prelucrare
Prin precizia de prelucrare se înţelege gradul de apropriere a dimensiunilor,
formei, orientării şi poziţiei reciproce a suprafeţelor prelucrate faţă de valorile
nominale, prescrise în desenul de execuţie.
Cunoscând faptul că în practica de producţie nu există posibilităţi tehnologice pentru
realizarea identică a caracteristicilor de calitate, a unui lot de piese, încă din faza de
proiectare, se prescriu anumite limite (câmpuri de toleranţă) în care să se încadreze
dimensiunile suprafeţelor.
În funcţie de etapele care se analizează, precizia se refer ă fie la faza de proiectare şi se
numeşte precizie funcţională, sau la faza de execuţie practică şi se numeşte precizie
tehnologică [3], [16].
Precizia funcţională presupune cunoaşterea precisă a câmpului de toleranţă, pentru
fiecare suprafaţă prelucrată, astfel încât aceasta să-şi îndeplinească rolul funcţional. În faza
aceasta, de proiectare, când fie în baza practicii, fie a funcţionării prototipurilor se stabileşte
câmpul de toleranţă, trebuie combătută tendinţa de a prescrie precizii mai ridicate decât suntnecesare.
Precizia tehnologică se refer ă la cunoaşterea în detaliu a procedeelor şi metodelor de
prelucrare, cu ajutorul cărora să se obţină precizia funcţională, precum şi la cunoaşterea
metodelor şi aparatelor de măsurare şi control cu care să se verifice performanţele tehnice de
precizie ale suprafeţelor prelucrate.
M1.U3.4. Categorii de erori care influenţează precizia de prelucrare
În timpul procesului de lucru, sistemul tehnologic MDPS influenţează asupra precizieide prelucrare prin anumiţi factori care produc variaţii ale dimensiunilor, formei, orientării şi
poziţiei reciproce ale suprafeţelor care determină altfel spus erori de prelucrare, dimensionale
şi geometrice.
Din punct de vedere statistic, dacă se ţine seama de frecvenţa de apariţie, de modul de
variaţie a mărimii şi a sensului de acţionare, erorile se împart în.
- erori sistematice care pot fi: constante; legice (variază după o anumită lege);
- erori întâmplătoare (aleatoare).

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 56/140
Managementul fabricatiei produselor
56
Erorile sistematice constante se caracterizează prin frecvenţa regulată, mărime şi
sens de acţionare constante. Apar în timpul prelucr ării mecanice ca urmare a inexactităţii de
execuţie a elementelor sistemului tehnologic şi ca urmare a gradului de uzură a acestora.
Erorile sistematice legice sunt cu acţiune periodică sau continuă asupra preciziei de
prelucrare. Apar ca urmare a uzurii sculei aşchietoare şi au acţiune progresivă şi continuă,
sau ca urmare a deformaţiilor termice ale elementelor sistemului tehnologic, factor care
influenţează periodic, la începutul procesului de prelucrare până în momentul de stabilizare
termică când acestea produc practic o eroare aproximativ constantă.
Erorile sistematice constante şi legice pot fi analizate în faza de proiectare a procesului
tehnologic şi se pot lua măsuri pentru limitarea efectului acestora asupra preciziei de
prelucrare.
Erorile întâmplătoare apar datorită acţiunii unor factori, de cele mai multe ori f ăr ă
legătur ă între ei, cu acţiune întâmplătoare, cu mărimi şi sensuri variabile.Apar, spre exemplu, ca urmare a comportării imprevizibile a unor elemente din
structura sistemului tehnologic, cum ar fi erori de instalare a semifabricatelor pe maşina-
unealtă; neomogenitatea materialului semifabricatului, erorile întâmplătoare de
măsurare, erorile de execuţie şi reglare ale sculei (luând în consideraţie schimbarea
acesteia), etc.
Este de la sine înţeles că pentru diminuarea sau evitarea rebutului trebuie ca suma
erorilor ce apar în procesul de prelucrare să fie mai mică decât toleranţa impusă pe
desenul piesă la suprafaţa respectivă.Din această cauză este bine să se cunoască dacă în timpul fabricaţiei apar sau nu şi cu
ce pondere erori sistematice şi întâmplătoare în vederea ţinerii acestora sub control.
M1.U3.5. Factorii care influenţează asupra preciziei dimensional-geometrice a
pieselor prelucrate prin aşchiere
Considera ţ ii generale
Factorii care influenţează precizia de prelucrare sunt dependenţi de structura
constructivă a sistemului tehnologic, dar şi de modul de comandă (conducere) şi exploatare a
acestuia în timp.
În acest sens evidenţiem mai întâi principalii factori de influenţă reprezentativi fiecărui
element component al sistemului tehnologic [17], [3], [14], [15].
Influenţa maşinii unelte:
În stare statică principalii factori de influenţă sunt:
- imprecizia lanţurilor cinematice;
- imprecizia geometrică a maşinii-unelte;
- uzura maşinii –unelte (cuple cinematice, ghidaje, pene de reglare, etc.);
-
precizia de aşezare a maşinii – unelte pe fundaţie;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 57/140
Managementul fabricatiei produselor
57
- deformaţiile elementelor componente datorită redistribuirii tensiunilor interne;
- influenţe termice ale mediului înconjur ător;
În stare de funcţionare (dinamică), principalii factori de influenţă sunt:
deformaţiile elastice în funcţie de rigiditatea maşinii – unelte, a for ţelor şi
momentelor de aşchiere;
deformaţiile termice în timpul funcţionării, determinate de cantitatea de căldur ă
dezvoltată în procesul de aşchiere;
vibraţiile produse în procesul de aşchiere, respectiv determinate de neechilibrarea
anumitor elemente componente sau ale piesei de prelucrat;
reglaje necorespunzătoare ale diverselor elemente componente sau parametrii de
lucru.
Influenţa dispozitivelor de prindere a semifabricatelor şi a sculelor
aşchietoare se manifestă prin următorii factori de influenţă: pentru dispozitiv:
- scheme de orientare, poziţionare şi fixare greşite a semifabricatelor adoptate în
faza de proiectare a procesului tehnologic;
- scheme de bazare necorespunzătoare a dispozitivului pe maşina unealta;
- uzura elementelor de reazem ale dispozitivului;
- deformaţiile elastice ale elementelor componente în timpul prelucr ării;
- vibraţiile din procesul de prelucrare.
pentru sculele aşchietoare:- proiectare şi execuţie cu erori;
- ascuţire necorespunzătoare;
- erori de bazare şi fixare în dispozitivul auxiliar (mandrin, supor ţi, etc.);
- deformaţii elastice în timpul prelucr ării;
- deformaţii termice în timpul prelucr ării;
- uzura sculei;
- vibraţiile determinate de geometrie şi parametrii regimului de aşchiere.
Influenţa verificatoarelor se materializează prin următoarii factori de influenţă:
- abaterile de execuţie (precizia de măsurare);
- uzura elementelor componente;
- influenţa temperaturii mediului ambiant, inclusiv a operatorului (ex. la controlul cu
calibre);
- for ţele variabile în timpul inspecţiei calităţii;
- erori de citire.
Influenţa semifabricatelor se caracterizează prin următorii factori:
- erori de bazare şi fixare la instalarea pe dispozitivul de prindere şi pe maşina –
unealtă;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 58/140
Managementul fabricatiei produselor
58
- deformaţiile elastice şi plastice la fixare;
- deformaţiile elastice în timpul prelucr ării în funcţie de rigiditatea semifabricatului;
- deformaţiile termice în timpul şi după prelucrare;
- imprecizia geometrică (adaosuri neuniforme);
-
neomogenitatea structurală a materialului;
- deformaţiile datorate redistribuirii tensiunilor interne apărute la operaţia
precedentă (turnare, matriţare, sudare, aşchiere, tratament termic intermediar, etc.).
Alţi factori de influenţă de natură subiectivă sunt:
- proiectarea greşită a procesului tehnologic:
• traseu tehnologic greşit;
• maşini – unelte şi SDV-uri necorespunzătoare;
• semifabricat necorespunzător;
•
regimuri de aşchiere necorespunzătoare; • tratament termic neadecvat.
- calificare scăzută a operatorului în concordanţă cu cerinţele impuse de precizia
piesei;
- neatenţia şi lipsa de profesionalism a operatorilor umani.
În concluzie, toate aceste influenţe pot fi reduse ca pondere asupra preciziei de
prelucrare prin măsuri de management al procesului atât în faza de proiectare, dar şi de
desf ăşurare a tehnologiei de obţinere a produsului finit în concordanţă cu cerinţele de precizie
impuse prin desenul de execuţie.Aceste măsuri de management tehnologic (cele mai importante) rezultă cu uşurinţă
analizând fiecare din factorii enumeraţi care afectează precizia de prelucrare într-o măsur ă
mai mare sau mai mică şi pe care le prezentăm în continuare la fiecare factor analizat şi din
punct de vedere teoretic şi experimental.
M1.U3.6. Măsuri de management tehnologic pentru creşterea preciziei de
prelucrare
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor datorate deforma ţ iilor elastice ale maşinii – unelte asupra preciziei de prelucrare
În cadrul exploatării unei maşini – unelte cu o rigiditate dată prin proiectare, în
vederea asigur ării unei influenţe cât mai mici asupra preciziei de prelucrare se impun
următoarele măsuri [17], [14], [15]:
– reglarea jocurilor funcţionale din lagăre şi ghidaje la valori minime;
– prelucrarea pieselor cu lungimi minime în consolă ale organelor mobile ale maşinii -
unelte (pinolele, traversele, etc.);
– corectarea reglării dimensiunii iniţiale cu un coeficient de calcul obţinut în condiţiile
determinării deformaţiei elastice dinamice, respectând condiţia:
7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 59/140
Managementul fabricatiei produselor
59
pmur din T K Y ⋅≤ ⋅ , (3.1)
unde Ydim – deformaţia elastică dinamică;
din
y x
Fy
din
din y
din R
st C
R
F Y
FyFy ⋅== ⋅ λ
, (3.2)
în care λ, CFy, xFy, yFy – coeficienţi ce depind de condiţiile concrete de lucru; R dim – rigiditatea
dinamică a maşinii-unelte, t, s – parametrii regimului de lucru (adâncime, avans).
Impunându-se o anumită valoare pentru Ydin, se poate adopta cuplul parametrilor t şi s,
care să respecte îndeplinirea relaţiei (3.1).
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor datorate deforma ţ iilor termice ale maşinilor –unelte asupra preciziei de prelucrare
Măsurile tehnologice pot fi luate atât în faza de proiectare cât şi în cea de exploatare a
maşinii-unelte utilizate în fabricaţie [14], [15], [17].
În faza de proiectare trebuie avute în vedere următoarele recomandări:- Forma şi dimensiunile cutiei de viteze să asigure condiţii pentru o încălzire
uniformă;
- Jocurile funcţionale din sistemele de lăgăruire să aibă posibilităţi de reglare în timp
pentru compensarea diverselor erori (termice, uzur ă, etc.);
- Angrenajele să se proiecteze în conformitate cu criteriul funcţionării line de
precizie, pentru a micşora cantitatea de căldur ă ce poate apărea prin frecare la jocuri între
dinţi neuniforme sau prea mari;
- Instalaţia de ungere şi răcire să asigure nivelul şi presiunea de ulei necesar ă pentrudistribuţia acestuia în toate zonele de ungere;
- Motorul de acţionare să fie plasat în afara batiului pentru distribuţia căldurii în
mediul înconjur ător, iar numărul ,materialul şi forma curelelor de transmisie a mişcării să nu
dea naştere la cantităţi mari de căldur ă prin frecare.
- Pentru maşini –unelte de precizie ridicată se prevăd dispozitive şi elemente de
compensare speciale (arbori, rulmenţi speciali, etc.).
În exploatarea maşinilor-unelte se impun următoarele măsuri:
- Înainte de începerea prelucr ării, se pornesc maşinile unelte în gol până la stabilirearegimului termic, moment în care se realizează şi reglarea sculei la cotă ţinându-se cont de
deformaţiile termice .
- Pentru maşinile-unelte de precizie, (maşini unelte în coordonate, de rectificat
planetar) se impune funcţionarea în camere termostate, cu temperatur ă constantă de 200C, iar
batiurile să fie aşezate pe izolatori termici. (variaţiile de temperatur ă ale batiului de 6-80,
conduc la deformaţii ale acestuia de câteva ori mai mari decât cele admisibile prin standarde.
- Deformaţiile termice în planul vertical sunt, în general, mai mari decât cele în plan
orizontal; influenţa acestora însă este mult mai mică (asemănător si la deformaţiile plastice).
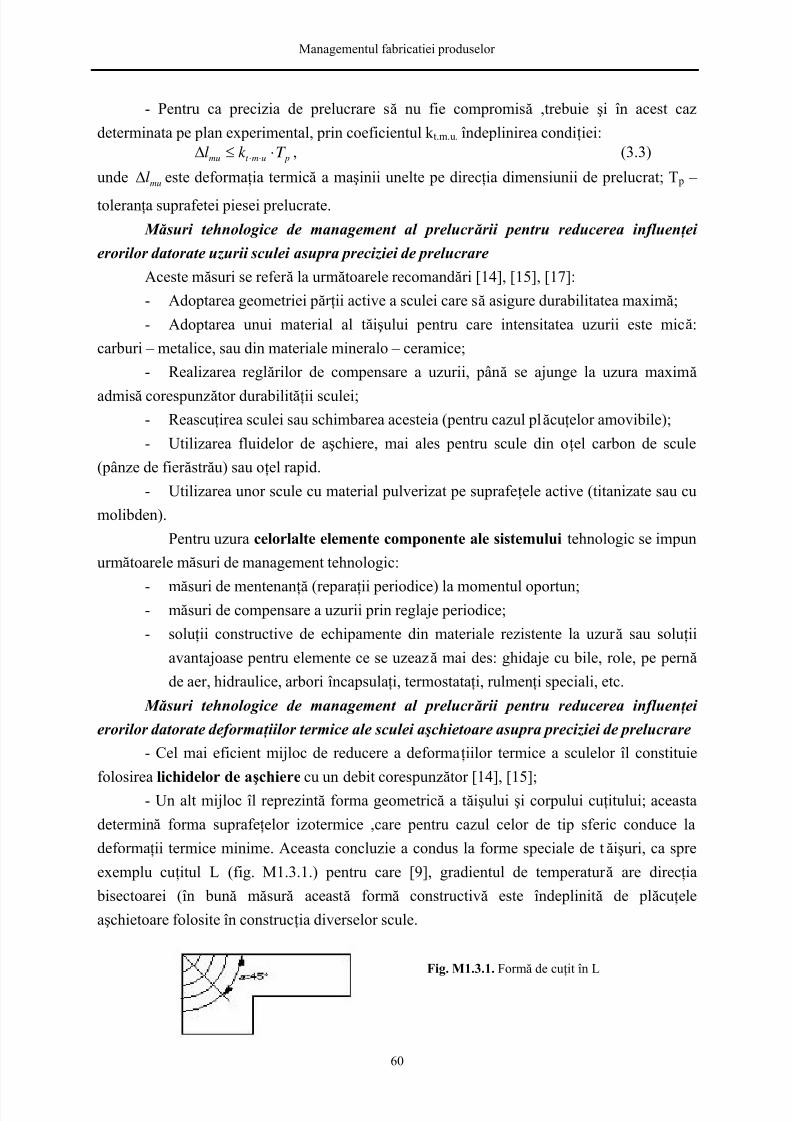
7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 60/140
Managementul fabricatiei produselor
60
- Pentru ca precizia de prelucrare să nu fie compromisă ,trebuie şi în acest caz
determinata pe plan experimental, prin coeficientul k t.m.u. îndeplinirea condiţiei:
pumt mu T k l ⋅≤∆ ⋅⋅ , (3.3)
unde mul∆ este deformaţia termică a maşinii unelte pe direcţia dimensiunii de prelucrat; T p –
toleranţa suprafetei piesei prelucrate.
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor datorate uzurii sculei asupra preciziei de prelucrare
Aceste măsuri se refer ă la următoarele recomandări [14], [15], [17]:
- Adoptarea geometriei păr ţii active a sculei care să asigure durabilitatea maximă;
- Adoptarea unui material al tăişului pentru care intensitatea uzurii este mică:
carburi – metalice, sau din materiale mineralo – ceramice;
- Realizarea reglărilor de compensare a uzurii, până se ajunge la uzura maximă
admisă corespunzător durabilităţii sculei;- Reascuţirea sculei sau schimbarea acesteia (pentru cazul plăcuţelor amovibile);
- Utilizarea fluidelor de aşchiere, mai ales pentru scule din oţel carbon de scule
(pânze de fier ăstr ău) sau oţel rapid.
- Utilizarea unor scule cu material pulverizat pe suprafeţele active (titanizate sau cu
molibden).
Pentru uzura celorlalte elemente componente ale sistemului tehnologic se impun
următoarele măsuri de management tehnologic:
-
măsuri de mentenanţă (reparaţii periodice) la momentul oportun;- măsuri de compensare a uzurii prin reglaje periodice;
- soluţii constructive de echipamente din materiale rezistente la uzur ă sau soluţii
avantajoase pentru elemente ce se uzează mai des: ghidaje cu bile, role, pe pernă
de aer, hidraulice, arbori încapsulaţi, termostataţi, rulmenţi speciali, etc.
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor datorate deforma ţ iilor termice ale sculei aşchietoare asupra preciziei de prelucrare
- Cel mai eficient mijloc de reducere a deformaţiilor termice a sculelor îl constituie
folosirea lichidelor de aşchiere cu un debit corespunzător [14], [15];
- Un alt mijloc îl reprezintă forma geometrică a tăişului şi corpului cuţitului; aceasta
determină forma suprafeţelor izotermice ,care pentru cazul celor de tip sferic conduce la
deformaţii termice minime. Aceasta concluzie a condus la forme speciale de tăişuri, ca spre
exemplu cuţitul L (fig. M1.3.1.) pentru care [9], gradientul de temperatur ă are direcţia
bisectoarei (în bună măsur ă această formă constructivă este îndeplinită de plăcuţele
aşchietoare folosite în construcţia diverselor scule.
Fig. M1.3.1. Formă de cuţit în L

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 61/140
Managementul fabricatiei produselor
61
Pe acest considerent sunt construite plăcuţele aşchietoare ,pentru care unghiurile
geometrice se obţin prin modul de aşezare în suportul portsculă.
- De asemenea, prin aşezarea cuţitului spre exemplu, înclinat cu un unghi β,
deformaţia se micşorează cu valoarea cos β.
Pentru a deduce şi alte măsuri tehnologice, trebuie avut în vedere că factorii care
influenţează deformaţia termică a sculei aşchietoare sunt următorii:
1) regimul de aşchiere;
2) geometria păr ţii aşchietoare;
3) secţiunea corpului cuţitului;
4) calităţile materialului sculei;
5) dimensiunile plăcuţelor utilizate şi natura materialului acestora;
6) modul de fixare a plăcuţei pe corpul sculei (lipire sau mecanic);
7)
lungimea în consolă a sculei;8) modul de r ăcire în timpul prelucr ării (pulverizat, sau continuu cu jet);
9) calitatea materialului piesei ce se prelucrează;
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor datorate deforma ţ iilor elastice ale semifabricatului asupra preciziei de prelucrare
1) În cazul prelucr ării unor semifabricate cu rigiditate scăzută, creşterea acesteia în
timpul prelucr ării se poate face prin utilizarea unor reazeme suplimentare:
- lunete fixe şi mobile pentru strunguri, maşini de rectificat;
- reazeme cu autoaşezare de tip prismă (fig. M1.3.2.);
Fig. M1.3.2. Schema principial-constructivă a unui sistem de autoaşezare a pieselor în timpul prelucr ării
- reglarea la cotă în funcţie de mărimea deformaţiilor elastice, în mod asemănător ca la
rigiditatea maşinii – unelte, adoptându-se cuplul de valori ale parametrilor t şi s., care să
asigure deformaţii elastice minime.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 62/140
Managementul fabricatiei produselor
62
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor datorate tensiunilor interne ale semifabricatului asupra preciziei de prelucrare
Cele mai importante măsuri sunt următoarele [14], [15]:
- La elaborarea semifabricatelor turnate să se asigure o viteză uniformă de r ăcire a
metalului (prin forme ale semifabricatului f ăr ă variaţii bruşte de secţiune);
- La semifabricatele sudate să se aleagă o succesiune raţională a sudurii diverselor
elemente (de obicei, experimental) pentru a obţine deformaţii minime.
- De asemenea, elementele componente să fie preîncălzite înainte de sudare;
- Tratamente termice de detensionare (naturale sau speciale) după sudare sau
interoperaţii de prelucrare, sau înainte de prelucrare;
- Pentru semifabricatele laminate, îndreptarea să se facă la cald, când tensiunile
remanente sunt mai mici decât după îndreptare la rece.
- La prelucr ările mecanice se impun: regimuri de aşchiere de finisare în final, sauchiar treceri în gol (la rectificare);
• finisarea să se facă cu scule neuzate, cu unghiuri α mari şi raze la vârf
moderate, pentru a nu produce vibraţii;
• r ăcirea cu diferite fluide de aşchiere;
• cea mai sigur ă metodă este detensionarea artificială (încălzire, menţinere,
r ăcire); de asemenea, detensionarea se poate face şi prin vibrarea
semifabricatelor sau ciocănirea cu scule pneumatice în zonele cu acumulări
de tensiuni interne (mai ales pentru semifabricatele mari şi grele cum sunt batiurile, corpurile complexe, etc.).
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor datorate deforma ţ iilor termice ale piesei asupra preciziei de prelucrare
Cele mai importante măsuri sunt următoarele [3], [9], [14]:
- R ăcirea continuă cu debit mare de lichid de aşchiere;
- În cazurile mai importante se impune corecţia cotei de reglare la dimensiune, cu ±
mărimea deformaţiei termice;
- Separarea prelucr ărilor de degroşare şi finisare în operaţii distincte, mai ales când
se lucrează pe loturi de piese;
- Deformaţiile termice ale dispozitivelor de prindere a semifabricatelor şi sculelor
sunt în general mai mici şi pot fi neglijate din punct de vedere al influenţei asupra
preciziei de prelucrare.
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor datorate deforma ţ iilor elastice ale dispozitivului de prindere a sculei asupra
preciziei de prindere a sculei asupra preciziei de prelucrare
În acest sens se impun [14], [15]:

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 63/140
Managementul fabricatiei produselor
63
1) Compensarea deformaţiilor elastice prin corectarea dimensiunii de reglaj a
sistemului tehnologic .
2) Utilizarea unor reazeme suplimentare a sculei sau a dispozitivului auxiliar: bucşi de
conducere, de ghidare, cep de ghidare, etc.
3) Lucrul cu lungimi minime în consolă pentru sculă şi dispozitiv auxiliar;
4) Utilizarea unor scule şi dispozitive cu momente de iner ţie cât mai mari f ăr ă a depăşi
anumite limite ale consumului de materiale.
5) Adoptarea cuplului de valori ale parametrilor t şi s astfel încât să se asigure
deformaţii elastice minime ale sistemului sculă (asemănător ca la semifabricat, sau maşina-
unealtă, dispozitivul de prindere a piesei).
M ăsuri tehnologice de management al prelucr ării pentru reducerea influen ţ ei
erorilor determinate de vibra ţ iile din sistemul tehnologic asupra preciziei de prelucrare
Măsurile pentru reducerea influenţei vibraţiilor sunt următoarele [3], [9], [16], [17]:- mărirea rigidităţii sistemului tehnologic (la nivel de dispozitiv de prindere a piesei
şi sculei);
- reducerea intensităţii for ţelor excitatoare externe;
- izolarea maşinii-unelte faţă de celelalte prin fundaţii adecvate sau prin utilizarea
reazemelor amortizoare de vibraţii;
- la nivelul sculei de prelucrare: unghiuri de atac mari (χ=75-900), unghiuri de
degajare γ pozitive (γ+) prevăzute cu faţete mici negative pentru mărirea rezistenţei
mecanice; unghiuri de aşezare α cât mai mici, raze la vârf cât mai mici, sculeneuzate, lungimi în consolă mici, poziţionarea la centru piesei cât mai precisă,
utilizarea cuţitelor îndoite la rabotare; scule cu formă de gât de lebădă, priderea
cuţitelor cu faţa de degajare în jos, folosirea dispozitivelor de prindere a sculei cu
hidroplast care este amortizor de vibraţii.
- La nivelul regimului de aşchiere:
• utilizarea de viteze de aşchiere mici sau foarte mari îndepărtate de zona
vitezelor critice;
• utilizarea adâncimilor de aşchiere t, relativ mici şi avansuri s, relativ mari,
care dau naştere la aşchii scurte şi groase;
• utilizarea amortizoarelor speciale de vibraţii.
M1.U3.7. Calitatea suprafeţei prelucrate şi recomandări de management
tehnologic pentru îmbunătăţirea acesteia
Factorii care influen ţ eaz ă calitatea suprafe ţ ei piesei prelucrate
Asupra calităţii suprafeţei prelucrate (rugozităţii) influenţează mai mulţi factori dintre
care cei mai importanţi sunt [3]:
-
geometria păr ţii aşchietoare a sculei;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 64/140
Managementul fabricatiei produselor
64
- calitatea suprafeţei muchiei aşchietoare a sculei;
- valorile parametrilor regimului de aşchiere (v, t, s);
- caracteristicile mecanice şi structurale ale materialului piesei de prelucrat;
- rigiditatea sistemului tehnologic MDPS;
-
lichidul de aşchiere (de r ăcire, ungere, etc.).
Influen ţ a geometriei păr ţ ii aşchietoare a sculei
Dintre parametrii geometrici ai păr ţii aşchietoare a sculei, influenţa cea mai însemnată
asupra valorii rugozităţii suprafeţei prelucrate prin aşchiere o are raza de la vârful muchiei
aşchietoare a sculei. Astfel, în urma strunjirii cu un cuţit a cărui rază la vârf este r = 0, forma
suprafeţei prelucrate în secţiune longitudinală arată ca în figura M1.3.3.
Fig. M1.3.3. Forma teoretică a microprofilului suprafeţelor prelucrate prin strunjire cu un cuţit f ăr ă rază
la vârf
Înălţimea microasperităţilor în acest caz este funcţie de valoarea avansului s şi aunghiurilor χ şi χ1.
Din figura M1.3.1 se deduce uşor că:
;gcotH NB
;gcotHAN 1
χ=
χ=
( )( )5.3
.4.3
Dacă se adună expresiile (3.4) şi (3.5) se obţine:
( ) ( )
,
sinsin
sinHgcotgcotHs NBAN
1
11
χ⋅χ
χ+χ=χ+χ==+ (3.6)
de unde rezultă că înălţimea microneregularităţilor este egală cu:
( )χ+χ
χ⋅χ⋅=
1
1
sin
sinsinsH (3.7)
Dacă strunjirea se face cu un cuţit cu o rază r la vârf, profilul microregularităţilor arată
ca în figura M1.3.4.
Înălţimea microregularităţilor H este egală cu:
ONr ONOBH −=−= (3.8)
Din triunghiul OAN rezultă:

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 65/140
Managementul fabricatiei produselor
65
2
sr 4
2
sr ANOAON
222222 −
=⎟⎟ ⎠
⎞⎜⎜⎝
⎛ −=−= (3.9)
Din combinarea relaţiilor (3.8) şi (3.9), rezultă că parametrul H se determină cu
ajutorul expresiei:
2
sr 4r H
22 −−= (3.10)
Fig. M1.3.4. Forma teoretică a microprofilului suprafeţelor prelucrate prin strunjire cu un cuţit cu raza la vârf
r ≠0.
Se deduce din relaţia (3.10) că, valoarea parametrului H scade cu creşterea razei r,
dacă se menţine constant avansul s, sau cu micşorarea avansului la aceeaşi rază r a vârfului
muchiei aşchietoare.
În mod asemănător se pot deduce relaţii de calcul ale parametrului H şi în cazul altor
procedee de prelucrare: frezare, alezare, rectificare, etc.
Influen ţ a calit ăţ ii muchiei aşchietoare asupra rugozit ăţ ii suprafe ţ ei
Calitatea muchiei aşchietoare a sculei se reflectă în mod direct asupra rugozităţii
suprafeţei prelucrate a piesei. Toate microregularităţile muchiei aşchietoare se copiază
întocmai pe suprafaţa prelucrată. Acest lucru se observă mai ales la prelucrarea cu cuţite late a
suprafeţelor cilindrice cu avans longitudinal, la prelucrarea cu cuţite profilate a suprafeţelor de
revoluţie cu avans transversal, la prelucrarea alezajelor cu alezoare sau cu broşe. De
asemenea, şi uzura muchiilor aşchietoare ale sculelor se reflectă în mod nefavorabil asupra
calităţii suprafeţei prelucrate. De aceea, în momentul în care muchiile aşchietoare ale sculelor
încep să se uzeze substanţial se recomandă reascuţirea, iar pentru îmbunătăţirea calităţii se
impune lepuirea acestora, lucru care duce şi la mărirea durabilităţii.
Influen ţ a regimului de aşchiere (v, t, s) asupra rugozit ăţ ii suprafe ţ ei
Calitatea suprafeţei prelucrate se înr ăutăţeşte atunci când prelucrarea se face cu viteze
de aşchiere care favorizează formarea depunerilor pe tăiş. La prelucrarea cu astfel de viteze de
aşchiere (cuprinse între 15-20 m/min) înălţimea microasperităţilor atinge valorile maxime(fig. M1.3.5) Cu creşterea vitezei de aşchiere (menţinându-se ceilalţi parametri ai regimului

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 66/140
Managementul fabricatiei produselor
66
de aşchiere constataţi) calitatea suprafeţei se îmbunătăţeşte, ajungând la o valoare constantă
după o creştere a vitezei de aşchiere la valori cuprinse între 100 – 150 m/min. Prelucrarea prin
strunjire cu astfel de viteze de aşchiere, în plus înlătur ă şi pericolul apariţiei vibraţiilor, care
contribuie într-o măsur ă foarte mare la înr ăutăţirea calităţii suprafeţei prelucrate.
Fig. M1.3.5. Variaţia calităţii suprafeţei funcţie de viteza de aşchiere
Calitatea suprafeţei prelucrate se înr ăutăţeşte şi în următoarele condiţii de prelucrare:
la burghierea cu viteze de aşchiere cuprinse între 15 – 25 m/min şi la teşirea cu viteze de
aşchiere cuprinse între 20 –35 m/min. O calitate bună a suprafeţei se obţine la alezarea cualezorul cu viteze de aşchiere între 4-5 m/min.
Pe baza datelor obţinute experimental s-a constatat că adâncimea de aşchiere
influenţează foarte puţin asupra calităţii suprafeţei prelucrate.
S-a dovedit, de asemenea experimental că prelucrarea cu adâncimi de aşchiere mai
mici decât avansul influenţează în mod negativ asupra calităţii suprafeţei prelucrate.
La prelucrarea prin rectificare, cea mai mare influenţă asupra calităţii suprafeţei o au:
granulaţia discului abraziv (cu cât granulaţia este mai fină cu atât calitatea suprafeţei
prelucrate va fi mai bună); viteza de aşchiere a discului abraziv (cu cât viteza de aşchiere estemai mare, cu atât calitatea suprafeţei prelucrate este mai ridicată); viteza periferică a piesei ce
se prelucrează (cu cât viteza periferică a piesei este mai mică, cu atât calitatea suprafeţei
prelucrate este mai bună); adâncimea de aşchiere(cu cât adâncimea de aşchiere este mai mică,
cu atât calitatea suprafeţei prelucrate este mai ridicată); trecerile f ăr ă avans transversal (după
ultimul avans transversal, 2-3 treceri în gol ridică calitatea suprafeţei prelucrate).
Între precizia dimensională şi rugozitatea suprafeţei care se prelucrează există o
interdependenţă de care trebuie să ţină seama atât inginerul proiectant de produs cât şi
inginerul tehnolog.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 67/140
Managementul fabricatiei produselor
67
Inginerul proiectant indică pe desenul piesei toleranţa dimensiunii şi rugozitatea
suprafeţei. Valoarea rugozităţii este indicată în standarde în funcţie de treapta de toleranţă,
respectiv de valoarea toleranţei dimensiunii suprafeţei care se prelucrează.
Inginerul tehnolog, funcţie de toleranţa dimensiunii şi rugozitatea suprafeţei impuse pe
desenul de execuţie, trebuie să stabilească procedeul de prelucrare şi regimul de aşchiere
corespunzător.
Un parametru al regimului de aşchiere care influenţează într-o măsur ă mare asupra
rugozităţii preciziei dimensiunii suprafeţei care se prelucrează este viteza de aşchiere. Spre
exemplificare, relaţia vitezei de aşchiere, care poate asigura obţinerea rugozităţii şi toleranţei
impuse este:
vys
x
v K R s
Cv
vv
= (3.11)
în care Cv reprezintă un coeficient a cărui valoare este funcţie de condiţiile de aşchiere; K v –un coeficient a cărei valoare variază o dată cu modificarea vitezei de aşchiere; xv şi yv –
exponenţi egali cu 1,19 respectiv 1,15.
Valorile coeficienţilor K v şi Cv funcţie de diametrul suprafeţei care se prelucrează
Tabelul 3.1
v,
m/min
ø,
mm
K v Cv ø,
mm
K v Cv ø,
mm
K v Cv ø,
mm
K v C
v
ø,
mm
K v Cv
30 1 1 1 1 1
60 1,8
6
1,7
8
1,7
4
1,8
7
1,7
6
95 2,5
7
2,5
3
2,4
3
2,5
7
2,5
4
150 3,5
3
3,7
2
3,4
5
3,6 3,7
5
240
30
-
1 ,
1 9 · 1 0 5
55
4,8
8
2 ,
0 3 · 1 0 5
75
5,2
7
2 ,
3 4 · 1 0 5
90
4,8
5
2
5 · 1 0 5
10
0
4,3
3
2 ,
8 3 · 1 0 5
În tabelul 3.1 sunt date valorile coeficienţilor respectivi funcţie de diametrul suprafeţei
care se prelucrează prin strunjirea unui arbore din OL 60 cu un cuţit cu plăcuţe T15K6, cu α =
100, γ = 20, χ = 450, χ1= 50, r = 1 mm şi regimul de aşchiere t = 0,3 mm, s = 0,18 mm/rot.
Influen ţ a lichidelor de aşchiere asupra rugozit ăţ ii suprafe ţ ei prelucrate
La prelucrarea prin aşchiere a metalelor, lichidul de aşchiere absoarbe căldura degajată
în zona de lucru împiedicând în acelaşi timp formarea depunerilor pe tăişul sculei şi ajutând la

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 68/140
Managementul fabricatiei produselor
68
ridicarea calităţii suprafeţei prelucrate, unge suprafeţele aflate în contact micşorând astfel
coeficientul de frecare exterioar ă, lucru care conduce la mărirea durabilităţii muchiilor
aşchietoare şi ajută la procesul de degajare a aşchiilor din zona de lucru.
De asemenea, substanţele absorbante din lichidul de aşchiere pătrund prin
microfisurile formate în zona de deformaţie şi desprindere a metalului uşurând curgerea
plastică a acestuia sub formă de aşchii. Totodată, aceste lichide formează un film foarte fin pe
faţa de degajare şi aşezare a sculei şi împiedică astfel producerea unei frecări uscate între
aşchie şi faţa de degajare a sculei precum şi între faţa de aşezare a acestuia şi suprafaţa piesei
ce se prelucrează.
Calitatea suprafeţei se poate îmbunătăţi foarte mult, folosind lichide de aşchiere care
au în componenţa lor ulei mineral, compuşi activi sulfuroşi, soluţii de să pun, săruri alcaline
etc.
Influen ţ a rigidit ăţ ii sistemului tehnologic elastic MDPS asupra rugozit ăţ ii
suprafe ţ ei prelucrate
În afar ă de factorii enumeraţi mai sus, o influenţă însemnată asupra calităţii suprafeţei
prelucrate o are rigiditatea sistemului tehnologic elastic maşină-unealtă-dispozitiv-piesă-
sculă. Cu micşorarea rigidităţii sistemului tehnologic, se înr ăutăţeşte calitatea suprafeţei
prelucrate, din cauza apariţiei vibraţiilor în timpul aşchierii. La aceeaşi rigiditate a maşinii-
unelte, calitatea suprafeţei depinde mult şi de rigiditatea piesei (de dimensiunile, precum şi de
modul de fixare a acesteia pe maşina-unealtă).Între rugozitatea suprafeţei prelucrate şi precizia dimensională există o dependenţă,
condiţionată de factori enumeraţi şi analizaţi în cadrul acestui capitol. Pentru orientare în
tabelul 3.2 este prezentată corespondenţa dintre precizia dimensională şi rugozitatea suprafeţei
obţinute prin diferite procedee de prelucrare.
Tabelul 3.2
Precizia dimensională şi rugozitatea suprafeţelor obţinute
prin diferite procedee şi metode de prelucrare
FELUL PRELUCR ĂRII
Treapt
a de
preciz
ie ISO
Rugozitatea
după STAS
5730/2 (R a)
Clasa de
rugozitate a
suprafeţei
după GOST
Prelucrarea de degroşare cu cuţite 7-10 12,5-100 4-1
Prelucrarea de degroşare cu freze cilindrice şi
frontale
7-8 6,3-25 5-3
Prelucrare de semifinisare cu cuţite şi freze 6-7 3,2-12,5 6-4
Prelucrare de finisare cu cuţite şi freze frontale 5-6 0,8-1,6 8-7
Broşarea interioar ă şi exterioar ă 5-6 1,6-3,2 7-6

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 69/140
Managementul fabricatiei produselor
69
Burghiere 7-8 6,3-12,5 5-4
Alezare 5-6 0,8-3,2 8-6
Rectificare de îndreptare 6-5 1,6-3,2 7-6
Rectificare de degroşare 6 1,6-6,3 7-5
Rectificare de semifinisare 5 0,8-1,6 8-7
Rectificare de finisare 5-4 0,2-0,8 10-8
Rodare 4 0,05-0,8 12-8
Polizare cu bandă abrazivă sau polizare cu disc cu
pâslă şi pastă
4 0,05-0,8 12-8
Honuire fină 5 0,2-0,05 10-12
Honuire foarte fină 4-5 0,025-0,012 13-14
Superfinisare fină - 0,1-0,05 11-12
Superfinisare foarte fină - 0,025-0,012 13-14
Pe lângă factorii dependenţi de structura constructivă a sistemului tehnologic care
influenţează precizia de prelucrare, asupra acesteia un rol foarte important îl au o serie de
factori de natur ă subiectivă, dintre care evidenţiem:
- proiectarea greşită a procesului tehnologic (traseu tehnologic greşit, maşini-unelte
şi SDV-uri neperformante, semifabricat necorespunzător, regimuri de aşchiere
neoptimizate, tratament termic lipsă sau neadecvat, etc.);- calificare scăzută a operatorului în raport cu cerinţele impuse de precizia piesei;
- neatenţia şi lipsa de profesionalism a operatorilor ce deservesc sistemul
tehnologic.
În concluzie, toate aceste influenţe pot fi reduse ca pondere asupra preciziei de
prelucrare prin măsuri de management tehnologic şi organizatoric adoptate, atât în faza de
proiectare a proceselor tehnologice, dar şi în cea de desf ăşurare a acestora.
Aceste măsuri de management rezultă cu uşurinţă, analizând în faza de asimilare şi
integrare a procesului tehnologic fiecare factor de influenţă (obiectiv şi subiectiv) şi adoptareaunor măsuri tehnice, organizatorice şi economice, care să eficientizeze la amxim desf ăşurarea
acestuia.
M1.U3.8. Rezumat
• În proiectarea proceselor tehnologice pentru asigurarea obţinerii rugozităţii
impuse suprafeţelor prelucrate trebuie analizaţi două categorii de parametrii:
- parametrii constructivi ai elementelor sistemului tehnologic utilizat:geometria sculei aşchietoare, respectiv rugozitatea echipamentelor;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 70/140
Managementul fabricatiei produselor
70
- parametrii tehnologici: regimul de aşchiere; condiţiile de aşchiere (cu sau
f ăr ă lichid de lucru);
• Măsurile de management tehnologic vizează pe de o parte optimizarea acestor
parametrii, dar şi identificarea condiţiilor de obţinere a unei cantităţi ridicate a
suprafeţelor în funcţie de gradul de prelucrabilitate al materialului de prelucrare.
M1.U3.9. Test de evaluare a cunoştinţelor
1. Ce se înţelege prin precizie de prelucrare dimensională ?
2. Definiţi noţiunea de calitatea (rugozitatea) suprafeţei;
3. Ce reprezintă precizia funcţională şi cea tehnologică ?
4. Câte categorii de factori care influenţează precizia de prelucrare apar şi acţionează în
timpul desf ăşur ării procesului de lucru ?
5. Care sunt factorii care influenţează rugozitatea suprafeţei prelucrate prin aşchiere ?
6. Care dintre parametrii regimului de aşchire are cea mai mare şi respectiv cea mai
mică influenţă asupra rugozităţii obţinute în procesul de prelucrare prin aşchiere ?
7. Precizaţi principalele măsuri de management tehnologic pentru creşterea preciziei de
prelucrare cu privire la: maşina-unealtă, semifabricat, sculă.
8. Sintetizaţi şi ierarhizaţi factorii care influenţează cel ami mult precizia de prelucrare
corelată cu rugozitatea suprafeţei şi ce mărimi de management tehnologic se impun pentru optimizarea proceselor de prelucrare.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 71/140
Managementul fabricatiei produselor
71
Modulul 2. Procedee de prelucrare a suprafeţelor metalice înconstrucţia de maşini
Cuprins
Introducere ........................................................................................................................ 71
Obiectivele modulului (Competenţe)................................................................................ 71
M2.U1. Procedee de îndepărtare a adaosului de prelucrare în procesul de aşchiere a pieselor utilizate în construcţia de maşini ........................................................... 72
M2.U2. Prelucrarea suprafeţelor cilindrice şi conice exterioare....................................... 78
M2.U3. Prelucrarea suprafeţelor cilindrice şi conice interioare ....................................... 98
M2.U4. Tehnologia proceselor de prelucrare mecanică prin aşchiere pe maşini-unelte cu
conducere (comandă) numerică ........................................................................ 119
M2.U5. Aspecte privind eficienţa economică a prelucr ărilor mecanice prin aşchiere ... 133
Introducere
Procesele tehnologice de prelucrare prin aşchiere presupun îndepărtarea adaosului
suplimentar prevăzut pe semifabricat în raport cu piesa finită ,prin diverse
procedee şi metode de lucru, în funcţie de performanţele tehnice şi economice ale
acestora.
Prezentul modul ,sintetizează teoretic şi practic aplicativ, informaţiile de bază
necesare unui inginer cu specializare tehnică şi economică, referitoare la
proiectarea şi managementul procedeelor, metodelor sau prin sinteza acestora a
tehnologiilor de prelucrare a suprafeţelor de revoluţie cilindrice şi conice
exterioare şi interioare reprezentative ,pentru generalizarea posibilităţilortehnologice de obţinere prin aşchiere şi a altor tipuri de suprafeţe: plane şi
profilate, atât pe maşini-unelte universale, cât şi cu conducere numerică.
Totodată ,modulul prezintă o analiză sintetică a aspectelor privind condiţiile de
eficienţă economică a prelucr ărilor mecanice prin aşchiere.
Obiectivele modulului (Competenţe)
La sfâr şitul parcurgerii acestui modul studenţii vor fi capabili să:
• rezume posibilităţile de îndepărtare a adaosului de prelucrare prin diverse procedee şi metode de aşchiere;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 72/140
Managementul fabricatiei produselor
72
• explice cinematica procedeelor şi metodelor de prelucrare a suprafeţelor de
revoluţie cilindrice şi conice exterioare şi interioare;
• rezume performanţele tehnice şi economice ale diverselor procedee şi metode
de prelucrare prin aşchiere;
• sintetizeze măsurile de management tehnologic pentru reducerea costurilor prelucr ărilor prin aşchiere a diverselor suprafeţe.
Unitatea de învăţare M2.U1. Procedee de îndepărtare a adaosului
de prelucrare în procesul de aşchiere
a pieselor utilizate în construcţia de
maşini
Cuprins
M2.U1.1. Introducere.................................................................................................... 72
M2.U1.2. Obiectivele unităţii de învăţare..................................................................... 72
M2.U1.3. Noţiuni de bază............................................................................................. 73
M2.U1.4. Materiale pentru scule .................................................................................. 74
M2.U1.5. Rezumat........................................................................................................ 77
M2.U1.6. Test de evaluare a cunoştinţelor ................................................................... 77
M2.U1.1. Introducere
Performanţele tehnice şi economice ale procedeelor de prelucrare prin aşchiere
sunt influenţate atât de modul de prelucrabilitate al materialului de prelucrat, dar şi
de natura şi caracteristicile materialului din care se realizează scula aşchietoare.
De asemenea, asupra acestor performanţe, o influenţă importantă o are şi
procedeul şi metoda de îndepărtare a adaosului de material de pe suprafaţa de
prelucrat.
M2.U1.2. Obiectivele unităţii de învăţare
Această unitate de învăţare îşi propune ca obiectiv principal, sintetizarea
informaţiilor privind posibilităţile de generare a suprafeţelor prelucrate prin
aşchiere pe diverse maşini-unelte şi prezentarea proprietăţilor şi caracteristicilor
materialelor utilizate ca tăişuri ale sculelor aşchietoare, în vederea adoptării celui
mai eficient material, în funcţie de condiţiile concrete de lucru.
La sfâr şitul parcurgerii acestei unităţi de învăţare studenţii vor fi capabili să:
• identifice şi să descrie din punct de vedere cinematic diversele posibilităţi de

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 73/140
Managementul fabricatiei produselor
73
realizare a mişcării principale şi secundare de către elementele sistemului
tehnologic pentru îndepărtarea adaosului de prelucrare;
• definească şi să rezume principalele caracteristici şi proprietăţi ale materialelor
utilizate ca scule aşchietoare, în vederea eficientizării proceselor de prelucrare
prin aşchiere.
Durata medie de parcurgere a primei unităţi de învăţare este de 1-2 ore.
M2.U1.3. Noţiuni de bază
Din multitudinea procedeelor de realizare a pieselor, prelucr ările prin aşchiere au
că pătat cea mai largă r ăspândire în practică.
Generarea suprafeţelor prelucrate prin aşchiere pe maşini-unelte se bazează pe
obţinerea unei mişcări relative dintre sculă şi piesă, realizată prin acţiunea unor for ţe
exterioare (obţinute de la motoare electrice) suficient de mari pentru a învinge rezisten ţa la
deformare plastică a materialului prelucrat.
În procesul de aşchiere sunt necesare două mişcări diferite:
- mişcarea principală de aşchiere, care determină desprinderea (prelevarea)
aşchiei;
- mişcarea de avans (secundar ă), care determină aducerea unor noi straturi de
material în faţa tăişului sculei.În funcţie de direcţia avansului în raport cu piesa de prelucrat se deosebesc:
- avansuri longitudinale;
- avansuri transversale
- avansuri circulare;
- avansuri tangenţiale.
De asemenea, se întâlnesc: - avansuri continue şi intermitente.
În funcţie de forma geometrică a piesei executate şi cinematica aşchierii, procedeele
clasice de îndepărtare a adaosului de prelucrare, în vederea obţinerii piesei finite, pot fi:- prin strunjire (fig. M2.4.1.a); prin găurire (fig. M2.4.1.b); prin frezare (fig.
M2.4.1.c); prin rabotare (fig. M2.4.1.d); prin broşare (fig. M2.4.1.e); prin rectificare (fig.
M2.4.1.f).
După cum rezultă din fig. M2.4.1, cinematica corespunzătoare procedeului de aşchiere
este formată din mişcarea principală de rotaţie a semifabricatului 1 (fig. M2.4.1.a) sau a sculei
(fig. M2.4.1.b,c şi f), iar în cazul rabotării (fig. M2.4.1.d) şi broşării (fig. M2.4.1.e), scula 2
capătă o mişcare principală rectilinie alternativă, respectiv rectilinie continuă.
Mişcările de avans, executate fie de către sculă sau semifabricat, asigur ă întreţinerea procesului de aşchiere printr-o poziţionare repetată a elementului generator al suprafeţei piesei

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 74/140
Managementul fabricatiei produselor
74
şi constau, în general, din deplasări rectilinii sau curbilinii după o singur ă sau mai multe
direcţii executate succesiv sau simultan.
Fig. M2.4.1. Scheme de aşchiere
a – strunjire; b – găurire; c – frezare; d – rabotare; e – broşare; f – rectificare.sl- avans longitudinal; st – avansul transversal; sv- avans vertical; n – turaţia; vaş- viteza de aşchiere
M2.U1.4. Materiale pentru scule
Proprietăţile ce se cer materialelor din care se execută sculele aşchietoare sunt
următoarele:
- duritatea mare, mai ridicată decât a materialului de prelucrat;
- rezistenţa mare la uzur ă;
- stabilitate la temperaturi ridicate, aceasta însemnând capacitatea de a-ţi menţine
proprietăţile de aşchiere şi la temperaturi înalte;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 75/140
Managementul fabricatiei produselor
75
- tenacitate ridicată, în special în cazul sculelor supuse la sarcini variabile şi cu
şocuri;
- rezistenţă suficient de mare la încovoiere, compresiune şi r ăsucire.
Materialele care satisfac, în general par ţial aceste proprietăţi sunt [3]:
a)
oţelurile carbon de scule;
b) oţelurile aliate pentru scule;
c) carburile metalice;
d) materiale mineralo-ceramice;
e) diamantul sintetic;
f) alte materiale extradure.
a) Oţelurile carbon pentru scule (OSC7 ... 13) conţin între 0,6 şi 1,4% carbon. Prin
călire se obţin durităţi HRC = 62 ... 65 şi o rezistenţă mare la uzur ă. De asemenea, au o
tenacitate relativ bună şi o rezistenţă la rupere de σr = 160 kgf/mm2.Cu creşterea conţinutului de carbon, creşte şi duritatea, dar în acelaşi timp scade
tenacitatea oţelului. Aceste oţeluri au o stabilitate termică redusă până la 2000... 2500
(temperatura până la care îşi păstrează duritatea). Din această cauză se utilizează pentru viteze
de aşchiere mici: 2 ... 3 m/min. Sculele executate din aceste oţeluri sunt: burghie de diametre
mici, filiere, pânze de fer ăstr ău, etc.
b) Oţeluri aliate pentru scule, conţin ca elemente de aliere: W, Cr, Va, Mo. După
conţinutul de elemente de aliere aceste oţeluri se împart în oţeluri slab aliate (procent maxim
al elementului de aliere 6%) şi bogat aliate (rapide, procent maxim 10 – 12%).Rezistenţa la rupere variază între 160 ... 200 kgf/mm2 şi au o tenacitate mare. După
călire duritatea ajunge la 63 ... 65 HRC şi îşi păstrează duritatea până la 300 – 3500C, oţelurile
slab aliate, iar cele rapide până la 6000C.
Ca urmare a acestui fapt, vitezele de aşchiere variază de la 8 – 12 m/min (pentru
oţeluri slab aliate) şi respectiv 20 ... 40 m/min (pentru cele bogat aliate).
Din grupa celor bogat aliate fac parte oţelurile Rp3 cu 18% W folosite pentru: cuţite
profilate, freze profilate, tarozi, scule pentru danturare; Rp4 cu 9% W şi 2 ÷2,6%V, este mai
ieftin şi din acesta se realizează burghie, lărgitoare, freze cu dinţi frezaţi.
c) Carburile metalice, numite şi aliaje dure sau materiale metalo-ceramice se obţin
prin sinterizarea la temperaturi de 15000... 15500 a unor pulberi din carburi metalice de
wolfram, titan, tantal, etc., cu pulbere de cobalt, care joacă rol de liant.
Aceste materiale posedă o duritate foarte mare, 80 ... 90 HRC şi au stabilitate termică
bună până la temperaturi de 925 ... 10400C, ce le permite prelucrarea cu viteze de aşchiere de
3 ... 5 ori mai mari ca ale oţelurilor rapide.
Au însă o rezistenţă mecanică şi o tenacitate mult mai mică ca a oţelurilor rapide, din
care cauză nu se pot folosi la prelucrarea cu sarcini variabile mari, vibraţii şi mai ales şocuri.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 76/140
Managementul fabricatiei produselor
76
Prin adoptarea recomandărilor I.S.O. în ţara noastr ă s-au prevăzut trei grupe principale
de utilizare a acestor plăcuţe:
- grupa P (0,1 ... 50), pentru prelucrarea oţelurilor;
- grupa M (10 ... 40), pentru materiale feroase cu aşchiile lungi şi pentru neferoase;
-
grupa K (0,1 ... 40), pentru prelucrarea fontelor, materialelor neferoase şi
nemetalice.
Amestecurile de carburi metalice sunt realizate după diferite reţete, purtând denumirea
după firma producătoare:
- Widia, Walter, Krupp (Germania);
- Diadur (Cehoslovacia);
- Durexit (Ungaria);
- Fagersta, Coromant (Suedia);
-
Carboloy (SUA).d) Materiale mineralo-ceramice
Din cauza elementelor de aliere scumpe, carburile metalice tind să fie înlocuite cu
materiale noi, care să înlăture acest dezavantaj. Elementul constructiv de bază al materialelor
mineralo-ceramice, obţinute tot prin sinterizare (încălzire până la o anumită temperatur ă şi
presare în matriţe) este oxidul de aluminiu (Al2O3), combinat cu alţi oxizi alcalino-pământoşi
şi cu o cantitate mică de oxid de crom.
Duritatea acestor minerale este de 80 ... 90 HRC, iar stabilitatea termică se menţine
până la 11000
C, putându-se obţine viteze de aşchiere foarte mari (200 ... 600 m/min) şi chiar până la 2000 m/min. Au în schimb o rezistenţă relativ mică la tracţiune şi o tenacitate, de
asemenea scăzută.
Plăcuţele din materiale mineralo-ceramice se utilizează la finisarea şi semifinisarea
pieselor din oţel (datorită fragilităţii nu se utilizează la prelucr ări cu şocuri) şi la prelucrarea
tuturor aliajelor uşoare, unde for ţele de aşchiere sunt relativ mici.
Prinderea (fixarea) plăcuţelor pe corpul sculei se face pe cale mecanică.
e) Diamantul are duritatea cea mai mare şi rezistă până la temperaturi de 1600 ...
18000C. Este folosit la realizarea tăişului sculelor aşchietoare atât sub formă de monocristal,
cât şi sub formă de pulbere înglobată într-o masă de liant (corpuri abrazive).
Este foarte rezistent la uzur ă, în schimb este deosebit de fragil.
Din această cauză, diamantul se foloseşte mai frecvent la prelucrarea neferoaselor,
pentru piese care necesită suprafeţe cu rugozităţi mici (sub R a = 0,4 µm), şi cu o precizie
dimensională foarte ridicată.
g) Materialele extradure cuprind pe lângă diamant şi altele cum sunt: nitrur ă cubică
de bor (NCB) sub formă de mono sau policristale, care au duritate apropiată de a diamantului,
dar o stabilitate termică superioar ă acestuia.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 77/140
Managementul fabricatiei produselor
77
Trebuie remarcat că, spre deosebire de diamant, NCB nu are tendinţa de a reacţiona
chimic cu fierul (diamantul are tendinţe de a grafitiza la temperaturi de 7000 – 8000 şi a
reacţiona chimic cu fierul).
Acest material este folosit în special pentru realizarea sculelor abrazive utilizate la
prelucr ările prin rectificare.
M2.U1.5. Rezumat
• Pentru îndepărtarea adaosului de prelucrare sunt necesare două mişcări: una
principală şi alta secundar ă (definite astfel în funcţie de mărimea vitezei cu care
se realizează),la care se adauga cea corespunzatoare adancimii de aschiere;
• În funcţie de procedeul şi metoda de prelucrare adoptată: cele două mişcări pot fi
realizate fie de sculă, fie de piesa de prelucrat şi scula aşchietoare;• Performanţele tehnice şi economice ale proceselor de prelucrare sunt influenţate
hotărâtor de materialul sculei aşchietoare, care a determinat importante schimbări
în structura maşinilor-unelte existente pe piaţă.
M2.U1.6. Test de evaluare a cunoştinţelor
1. Câte tipuri de mişcări sunt necesare în procesul de aşchiere şi care este rolul
fiecăreia ?2. Care elemente din structura sistemului tehnologic de prelucrare poate executa
mişcarea principală de aşchiere ?
3. Care elemente din structura sistemului tehnologic de prelucrare poate executa
mişcarea secundară de avans ?
4. Precizaţi principalele proprietăţi ale materialelor utilizate pentru executarea
sculelor aşchietoare;
5. Din ce materiale se pot executa sculele aşchietoare ?
6.
Ce factori au determinat apariţia unor noi materiale pentru scule aşchietoare ?

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 78/140
Managementul fabricatiei produselor
78
Unitatea de învăţare M2.U2. Prelucrarea suprafeţelor cilindrice şi
conice exterioare
Cuprins
M2.U2.1. Introducere.................................................................................................... 78
M2.U2.2. Obiectivele unităţii de învăţare..................................................................... 78
M2.U2.3. Strunjirea suprafeţelor de revoluţie exterioare ............................................. 79
M2.U2.4. Rectificarea suprafeţelor cilindrice exterioare.............................................. 87
M2.U2.5. Rectificarea suprafeţelor conice exterioare .................................................. 91
M2.U2.6. Procedee de netezire a suprafeţelor cilindrice exterioare ............................. 92
M2.U2.7. Rezumat........................................................................................................ 97
M2.U2.8 Test de evaluare a cunoştinţelor .................................................................... 97
M2.U2.1. Introducere
Suprafeţele cilindrice exterioare, ca cele mai des întâlnite la piesele din structura
construcţiilor de maşini, se prelucrează cel mai frecvent, în funcţie de condiţiile
tehnico-economice, prin: strunjire, frezare, rectificare. În cazul în care se impun
condiţii de precizie dimensional-geometrică foarte strânse, ultima prelucrare a
acestor suprafeţe este unul din următoarele procedee: strunjire de netezire,
vibronetezire (superfinisare), lustruire şi rulare prin deformare plastică,superficială, toate fiind procedee de netezire a suprafeţelor.
Suprafeţele conice exterioare se prelucrează prin strunjire, frezare şi
rectificare şi cu aceleaşi procedee pentru netezire ca şi cele cilindrice.
M2.U2.2. Obiectivele unităţii de învăţare
Această unitate de învăţare îşi propune ca obiectiv principal, prezentarea
elementelor de bază practice necesare proiectării succesiunii operaţiilor şi fazelor
(de degroşare, finisare şi netezire) necesare pentru prelucrarea prin aşchiere a
suprafeţelor de revoluţie cilindrice şi conice exterioare.
La sfâr şitul parcurgerii acestei unităţi de învăţare, studenţii vor fi capabili să:
• descrie şi să explice schemele tehnologice posibile a fi utilizate pentru
prelucrarea suprafeţelor de revoluţie cilindrice şi conice exterioare prin strujire
şi rectificare;
• definească elementele de bază ale procedeelor de netezire a suprafeţelor de
revoluţie exterioare;
• rezume performanţele de precizie dimensional-geometrice ale procedeelor de
prelucrare prin strunjire, rectificare şi de netezire.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 79/140
Managementul fabricatiei produselor
79
Durata medie de parcurgere a primei unităţi de învăţare este de 2 - 3 ore.
M2.U2.3. Strunjirea suprafeţelor de revoluţie exterioare
Strunjirea suprafe ţ elor cilindrice exterioare [3] se realizează pe diverse tipuri de
strunguri: strunguri normale (universale), strunguri revolver, strunguri semiautomate
multicuţite, strunguri hidraulice de copiat, strunguri automate, strunguri carusel.
Alegerea tipului de strung pentru prelucrarea diverselor piese cu mai multe suprafeţe
cilindrice exterioare depinde de: seria de fabricaţie, forma şi dimensiunile piesei, numărul
de operaţii (faze) impus de configuraţia piesei, productivitatea maşinii-unelte, costul
prelucrării, etc.În cele mai dese cazuri strunjirea suprafeţelor cilindrice exterioare se realizează din
două faze:
a). strunjirea de degroşare cu precizia de prelucrare dimensională cuprinsă în
domeniul treptelor de toleranţă IT12 ... IT13, iar calitatea suprafeţei R a= 25 ÷ 12,5 µm;
b). strunjirea de finisare, cu precizia de prelucrare dimensională cuprinsă între IT10
... IT11, iar rugozitatea R a= 12,5 µm;
La strunjirea de degroşare se îndepărtează cea mai mare parte a adaosului de
prelucrare, urmărindu-se să se obţină în urma prelucr ării forme şi dimensiuni ale suprafeţelor
cât mai apropiate de cele ale piesei finite. Din punct de vedere al regimului de aşchiere folosit,
acesta se caracterizează prin valori mari ale adâncimii şi avansului de aşchiere, iar viteza mică
şi drept urmare rezultă for ţe şi puteri de aşchiere mari, care solicită puternic sistemul
tehnologic MDPS şi este necesar ca parametrii regimului de aşchiere să fie verificaţi şi din
acest punct de vedere (rigiditate, putere admisibilă).
Strunjirea de finisare are în principal, rolul de a se obţine o anumită precizie
dimensională şi de calitate a suprafeţelor necesar ă pentru o eventuală operaţie ulterioar ă sau
dacă este ultima operaţie, să asigure dimensiunile şi precizia impusă piesei finite. Regimul de
aşchiere se caracterizează prin adâncimi şi avansuri mici de lucru, iar viteza de aşchiere estemare; solicitarea sistemului tehnologic este redusă, din care cauză nu se mai verifică din punct
de vedere al rigidităţii şi puterii admisibile.
În unele cazuri şi anume când adaosurile de prelucrare sunt prea mari şi nu pot fi
îndepărtate în întregime prin strunjirea de degroşare, între degroşare şi finisare se introduce o
strunjire intermediar ă denumită de semifinisare.
În general, în cazul producţiei de serie şi de masă, strunjirea de degroşare se execută
pe maşini-unelte separate cu putere mai mare, deoarece datorită solicitărilor puternice ale
sistemului tehnologic acesta îşi pierde precizia de execuţie şi nu mai poate asigura condiţiiletehnice mai ridicate impuse prelucr ării de finisare.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 80/140
Managementul fabricatiei produselor
80
Din punct de vedere al dispozitivelor de orientare şi fixare a piesei (în vederea
prelucr ării), la prelucrarea suprafeţelor cilindrice exterioare pe strunguri se utilizează
următoarele metode de aşezare a pieselor: aşezare între vârfuri, în mandrine de diferite
tipuri, pe dorn sau folosind dispozitive speciale.
a). Prelucrarea pieselor fixate între vârfuri se face, în special atunci când piesele au
lungimea l mult mai mare decât diametrul d (l > 6d).
În acest caz bazele tehnologice sunt găurile de centruire, acestea fiind utilizate şi
pentru rectificare (dacă este cazul) , eventual sunt folosite, de asemenea, la controlul piesei
prelucrate şi la recondiţionarea acestora. Datorită rolului important pe care îl au găurile de
centruire, la executarea acestora se impune respectarea următoarelor condiţii mai importante:
1) – conicitatea găurii să coincidă cu cea a vârfului de centrare, pentru a obţine o
suprafaţă de contact mare, altfel apare o uzur ă rapidă atât a vârfului cât şi a găurii, aşa cum se
prezintă în fig. M2.5.1 (a şi b), iar fixarea devine instabilă.2) – cele două găuri de centrare să prezinte o abatere de la coaxialitate cât mai mică
posibil, deoarece dezaxarea acestora (fig. M2.5.2), face ca piesa să se reazeme pe o por ţiune
limitată din suprafaţa găurii de centruire, determinând pe de o parte uzura rapidă a găurilor şi
a vârfurilor, şi instabilitatea fixării, iar pe de altă parte adaosul de prelucrare îndepărtat de pe
suprafaţa piesei devine neuniform pe lungime cu consecinţe negative asupra preciziei de
prelucrare dimensională macro şi micro geometrică.
Fig. M2.5.1. Găuri de centruire cu conicitate diferită de a vârfurilor de fixare
Fig. M2.5.2. Găuri de centruire cu abateri geometrice de la coaxialitate
3) – găurile de centruire trebuie executate pe cât posibil pe axa geometrică a
semifabricatelor pentru ca adaosul îndepărtat prin prelucrare să fie cât mai uniform, evitând
în acest fel variaţia mare a valorii for ţei de aşchiere, care ar putea conduce la apariţia

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 81/140
Managementul fabricatiei produselor
81
abaterilor geometrice de formă ale suprafeţei prelucrate (abaterea de la circularitate,
cilindricitate).
La prelucrarea pieselor între vârfuri, mişcarea de rotaţie (deci momentul de torsiune)
se transmite de la arborele principal al strungului la piesă cu ajutorul unei „inimi” şi flanşe de
antrenare (fig. M2.5.3). Flanşa 1 se înşurubează pe capătul arborelui principal şi este prevăzut
cu bolţul de antrenare 2.
4) – găurile de centruire trebuie să aibă lungimi egale mai ales atunci când se
prelucrează arbori în trepte pentru care se impun la lungimea l abateri strânse (fig. M2.5.4).
Pentru mărirea rigidităţii pieselor prelucrate la aşezarea între vârfuri, atunci când l >
12d şi pentru diminuarea deformaţiilor elastice, se folosesc lunete fixe sau mobile.
Fig. M2.5.3. Schema de transmitere a momentului de rotaţie la piesă prin intermediul „inimii” de
antrenare
Luneta fixă se aşează pe ghidajele batiuluimaşinii unelte (spre exemplu, strungului) aproximativ
la jumătatea lungimii piesei, contribuind astfel la
mărirea rigidităţii piesei de aproximativ 8 ... 10 ori.
Pentru a permite prelucrarea piesei cu turaţii (viteze)
mari, se folosesc lunete prevăzute cu role sau rulmenţi
care vin în contact cu suprafaţa piesei.
Înainte de aşezarea semifabricatului în lunetă, pe suprafaţa acestuia se prelucrează cu
precizie ridicată de obicei un fus (o suprafaţă), pentru rezemarea precisă a piesei în lunetă, sau
uneori pe semifabricat se montează o bucşă specială care fixează poziţia semifabricatului faţă
de axa de rotaţie.
Luneta mobilă se fixează de obicei, pe căruciorul (suportul port-sculă) maşinii
unelte şi se deplasează împreună cu acesta în urma cuţitului, mai ales la strunjirea arborilor
„zvelţi” (cu lungime l mare şi diametru d mic).
b) Prelucrarea pieselor fixate în mandrină
Fig. M2.5.4. Schema unui arbore întrepte cu abateri strânse la lungimeatre telor

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 82/140
Managementul fabricatiei produselor
82
În practica prelucr ării prin aşchiere se întâlnesc următoarele tipuri de mandrine:
universale cu trei bacuri, platouri cu patru bacuri, mandrine cu două bacuri, mandrine
cu bucşă elastică, mandrine pneumatice, hidraulice şi electromagnetice.
În astfel de dispozitive se prelucrează, în general piese cu lungimea relativ mică
<(5...6)d, din bar ă laminată, semifabricate matriţate, forjate liber sau turnate. Semifabricatul
aşezat şi fixat cu un capăt în mandrină, are celălalt capăt liber, astfel că se pot prelucra în
acest caz suprafaţa frontală, cea exterioar ă şi interioar ă de revoluţie.
1) Universalul cu trei bacuri realizează autocentrarea piesei de prelucrat, prin
deplasarea radială simultană a bacurilor; dezavantajul principal al acestora îl reprezintă faptul
că îşi pierd relativ repede precizia de centrare de la aproximativ 0,1 mm la universalele noi
până la 0,15 ... 0,4 mm pentru cele cu un grad mai mare de uzur ă.
Pentru păstrarea unui timp cât mai îndelungat a preciziei de centrare se recomandă să
nu se fixeze, pe cât posibil, piese cu suprafeţe exterioare brute, cu defecte mari din turnare sauforjare sau cu abateri geometrice de la cilindricitate de valoare ridicată.
2) Platourile cu patru bacuri se folosesc pentru prinderea pieselor cu suprafeţe de
revoluţie cu diametre mari, precum şi a pieselor cu formă asimetrică. Cele patru bacuri sunt
acţionate radial independent unul faţă de altul şi deoarece platoul nu realizează autocentrarea
piesei, este necesar ca înainte de începerea prelucr ării să se centreze piesa pe platou cu
ajutorul comparatorului. În acest caz se obţine o precizie de centrare de 0,05 ... 0,1 mm. Prin
înlăturarea bacurilor se pot fixa pe platou semifabricate asimetrice cu ajutorul unor bride sau
colţare ce se fixează în canalele platoului.3) Mandrinele cu două bacuri sunt prevăzute cu un şurub cu filet dreapta, respectiv
stânga la cele două capete, prin acţionarea căruia cele două bacuri se deplasează radial,
permiţând astfel fixarea pieselor mici, cu formă neregulată (armături, piese turnate, forjate,
etc.) între cele două f ălci care au o formă corespunzătoare cu a piesei de prelucrat.
4) Mandrinele cu bucşe elastice sunt utilizate în cele mai dese cazuri pentru strângerea
semifabricatelor de tip bar ă laminată la prelucrarea acestora pe strungurile revolver şi
strungurile automate mono sau multiax.
În aceste cazuri, fixarea piesei în vederea prelucr ării se realizează prin deformaţia
elastică a f ălcilor bucşei obţinute la tragerea (fig. M2.5.5.a), respectiv împingerea bucşei
(fig. M2.5.5.b) cu ajutorul unui sistem de acţionare în interiorul unei suprafeţe
corespunzătoare a piesei. Fixarea pieselor în bucşe elastice prezintă mai multe avantaje,
dintre care: nu deteriorează suprafaţa de fixare a piesei, asigur ă o precizie de centrare până la
0,03 ... 0,05 mm. Pentru obţinerea unei strângeri sigure a piesei şi pentru mărirea duratei de
funcţionare a bucşei elastice, este necesar ca suprafaţa de fixare să prezinte un câmp de
toleranţă anterior obţinut în treapta de precizie de cel mult IT12, altfel abaterile dimensionale
mai mari pot conduce la avarierea sistemului de strângere.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 83/140
Managementul fabricatiei produselor
83
Fig. M2.5.5. Fixarea pieselor în bucşi elastice
c) Prelucrarea pieselor fixate pe dorn
Acest mod de fixare a pieselor (vezi fig. M1.3.1) în vederea prelucr ării se foloseşte în
cazul pieselor prevăzute cu alezaj central în următoarele cazuri:
- când se impun condiţii de precizie geometrică (abatere de la concentricitate) ridicată
a suprafeţelor exterioare prelucrate faţă de suprafaţa alezajului;- la prelucrarea pieselor cu alezajul neprelucrat, pentru care trebuie să se obţină o
grosime uniformă a pereţilor la strunjirea exterioar ă;
- la prelucrarea unor suprafeţe exterioare cilindrice excentrice faţă de alezajul central.
Dornul pe care se aşează piesa poate fi fixat pe maşina-unealtă în mai multe moduri:
între vârfuri, în universal şi vârful pă puşii mobile sau numai în universal (modul de fixare este
dependent, în principal de lungimea pieselor prelucrate). Dornurile pot fi rigide sau
extensibile.
Scheme de strunjire a suprafe ţ elor cilindrice exterioare
a) Scheme de strunjire la prelucrarea pe strunguri universale
Pentru prelucrarea arborilor netezi, strunjirea de degroşare sau de finisare nu ridică
probleme deosebite; se recomandă ca pe cât posibil adaosul de prelucrare să fie îndepărtat
dintr-o singur ă trecere pentru creşterea productivităţii prelucr ării, dar numai dacă sistemul
tehnologic are o rigiditate care să nu conducă la apariţia unor deformaţii elastice mari ce
afectează nefavorabil precizia de prelucrare.
În cazul prelucr ării arborilor în trepte, folosind semifabricate de tip bară laminată,
strunjirea de degroşare se poate executa după mai multe scheme de prelucrare prezentate în fig.
M2.5.6. La strunjirea după schema corespunzătoare fig. M2.5.6.a, pentru obţinerea fiecăreiadintre treptele A,B,C, prelucrarea se face începându-se prelucrarea de la capătul piesei din
dreapta pentru fiecare treaptă, din una sau mai multe treceri. În acest caz, solicitarea maşinii-
unelte este mai mică, iar timpul de prelucrare mare.În cazul prelucr ării după schema din fig.
M2.5.6.b, fiecare treaptă se strunjeşte separat; treapta A din cauza adaosului de prelucrare
mare, se obţine în exemplul prezentat din două sau trei treceri, iar treapta B şi C dintr-o
singur ă trecere sau două.
Dacă în schemele din fig. M2.5.6.a şi M2.5.6.b se foloseşte o viteză de aşchiere
constantă (v=n.s=const), atunci schema din fig. M2.5.6.b este mai avantajoasă din punct devedere al productivităţii, deoarece lungimea de prelucrare este mai mică. Din punct de vedere

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 84/140
Managementul fabricatiei produselor
84
al preciziei dimansional-geometrice însă, schema din fig. M2.5.6.b este mai dezavantajoasă,
deoarece micşorează de la început rigiditatea piesei, prelucrarea începând cu treapta de
diametrul cel mai mic.
Schema de prelucrare prezentată în fig. M2.5.6.c reprezintă o combinaţie a primelor
două scheme, îmbinând avantajele acestora.
Fig. M2.5.6. Scheme de strunjire pe strung universal a arborilor în trepte din bar ă laminată
La strunjirea de degroşare a arborilor în trepte, matriţaţi,
la care adaosul de prelucrare este mic şi uniform se foloseşte
schema de prelucrare prezentată în fig. M2.5.7 (ordinea fiind
dependentă de condiţiile de productivitate, cost şi precizie
impuse). La strunjirea de finisare ordinea de prelucrare a
suprafeţelor depinde de bazele tehnologice, precum şi de
modul de cotare a lungimii treptelor.
În cazul strunjirii arborilor cu diferenţe mari între diametrele treptelor se va urmărialegerea unui traseu tehnologic de prelucrare care să micşoreze cât mai puţin
rigiditatea arborelui; soluţia recomandată este începerea prelucr ării în ordinea descrescătoare
a diametrului treptelor, urmărind totodată şi micşorarea timpului de bază şi auxiliar.
Strunjirea suprafe ţ elor conice exterioare
Prelucrarea suprafeţelor conice exterioare prin strunjire se poate realiza pe următoarele
tipuri de strunguri: universale, revolver şi de tip carusel.
Strunjirea suprafe ţ elor conice exterioare pe strunguri universale
În acest caz, se folosesc următoarele metode (posibilităţi) de lucru (dependente de
parametrii dimensionali ai suprafeţei conice, de posibilităţile tehnologice de reglare şi de
echipare a maşinii-unelte cu elemente auxiliare):
a) – prin deplasarea transversală a pă puşii mobile;
b) – prin rotirea saniei port-cuţit;
c) – prin folosirea riglelor de copiat;
d) – prelucrarea cu cuţite late.
Fig. M2.5.7 Semifabricatmatriţat

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 85/140
Managementul fabricatiei produselor
85
a) Prin deplasarea transversală a păpuşii mobile, se prelucrează suprafeţele conice
exterioare de lungime mare şi cu conicitate (sau unghi de valoare) mică (α < 100), deoarece
deplasarea transversală a pă puşii mobile a strungului este limitată din punct de vedere
constructiv şi peste această valoare fixarea piesei ar deveni instabilă în timpul prelucr ării.
Fig. M2.5.8 Schema de prelucrare a suprafeţelor conice exterioare prin strunjire
folosind deplasarea transversală a pă puşii mobile
Schema strunjirii suprafeţelor conice exterioare de revoluţie prin deplasarea pă puşii
mobile se prezintă în fig. M2.5.8. În acest caz, pă puşa mobilă se deplasează (într-un sens sau
altul) perpendicular pe direcţia vârfurilor strungului cu distanţa h, care se reglează (folosind
un comparator fixat pe batiu) şi datorită acestei deplasări, semifabricatul formează un unghi α, permiţând astfel ca prin mişcarea de avans longitudinal sl să se obţină o suprafaţă conică.
Deplasarea h a vârfului pă puşii mobile este egală cu:,sinLh α⋅= (5.1)
unde α reprezintă unghiul generatoarei conului cu axa piesei de prelucrat.
Se observă din fig. M2.5.5 că:
l2
dDtg
⋅−
=α (5.2)
unde D, d reprezintă diametre nominale ale suprafeţei conice.
Din combinarea relaţiilor (5.1) şi (5.2) rezultă:
α⋅⋅=α−
⋅= cosC2
Lcos
l2
dDLh (5.3)
în care mărimea α=−
= tg2l
dDC se numeşte conicitatea suprafeţei prelucrate.
Dezavantajul acestei metode constă în faptul că datorită contactului neuniform şi
incomplet dintre vârfuri şi suprafeţele găurilor de centruire ale piesei se produce o uzur ă
rapidă a vârfurilor. Pentru evitarea sau diminuarea acestei uzuri neuniforme se recomandă
utilizarea unor vârfuri cu suprafaţă sferică. De asemenea, datorită variaţiei dimensionale a

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 86/140
Managementul fabricatiei produselor
86
lungimii găurilor de centruire pentru un lot de piese, se obţine un câmp de variaţie a
conicităţii suprafeţelor strunjite.
b) Prin rotirea saniei port-cuţit a căruciorului strungului se prelucrează prin
strunjire suprafeţe conice exterioare (dar şi interioare) de lungime mică (fig. M2.5.9), (valoare
limitată în acest caz de cursa saniei port-cuţit) şi cu unghiuri de înclinare, în general mari.
Unghiul de înclinare α se obţine prin rotirea
manuală a saniei portcuţit 1, în jurul axului 3, cu
ajutorul plăcii rotative 2 (prevăzut cu o scală
circular ă gradată), pe care se află sania port-
sculă.
Relaţia de calcul a unghiului α (prescris pe
desenul piesei) este următoarea:
2Carctg
l2dDarctg =⎟ ⎠ ⎞⎜
⎝ ⎛ −=α (5.4)
Avansul saniei port-cuţit, s este în acest caz manual obţinut prin rotirea manivelei M,
de aceea această metodă de prelucrare are o productivitate redusă şi se recomandă utilizarea în
cazul producţiei de serie mică şi individuală. Calitatea suprafeţei este scăzută, datorită avansului manual.
Prin mărirea vitezei de aşchiere se îmbunătăţeşte rugozitatea într-o anumită măsur ă.
c) Strunjirea suprafeţelor conice exterioare cu ajutorul riglei de copiat se
foloseşte la prelucrarea unor piese cu conicitate mică şi lungime mare.
Schema strunjirii suprafeţelor de revoluţie conice exterioare prin copiere cu riglă de
copiat se prezintă în fig. M2.5.10. Rigla de copiat 1 se fixează la înclinaţia necesar ă obţinerii
unghiului α pe placa 2 ataşată pe batiul strungului. Pe riglă se deplasează o patină 3,
solidarizată printr-un braţ cu sania transversală a strungului, de la care s-a decuplat şi s-a
demontat şurubul conducător. În acest fel, la deplasarea longitudinală cu avans automat, sl a
căruciorului împreună cu cuţitul 4, acesta este obligat de mişcarea patinei 3 pe rigla de copiat,
să se deplaseze simultan şi în direcţie transversală, obţinându-se astfel prin combinarea celor
două mişcări sl şi st suprafaţa conică a piesei ce se prelucrează.
d). Strunjirea cu cuţite late (fig. M2.5.11), se utilizează pentru lungimi mici ale
conului (până la 25 mm), deoarece la lungimi mai mari apar vibraţii, care influenţează negativ
procesul de prelucrare.
În acest caz generatoarea suprafeţei conice este materializată de profilul sculei, al cărui
unghi de atac principal χ este egal cu unghiul α şi se prelucrează cu avans transversal str .
Fig. M2.5.9 Schema strunjirii suprafeţelorconice prin rotirea saniei port cuţit

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 87/140
Managementul fabricatiei produselor
87
Metoda se foloseşte în special, la prelucrarea pe strunguri universale şi pe strunguri
automate.
M2.U2.4. Rectificarea suprafeţelor cilindrice exterioare
Pentru obţinerea unei precizii dimensional-geometrice ridicate, în cele mai dese cazuri
rectificarea este utilizată frecvent ca prelucrare finală. În cazul pieselor supuse la tratament
termic de călire şi revenire, rectificarea suprafeţelor cilindrice şi conice exterioare este
procedeul cel mai indicat şi economic (uneori singurul) pentru obţinerea condiţiilor tehnice de
precizie dimensional-geometrică prescrise în documentaţia tehnologică.
Pentru semifabricatele turnate sau matriţate cu precizie dimensional-geometrică bună
şi adaosuri minime de prelucrare, rectificarea se poate realiza f ăr ă o prealabilă prelucrare prin
strunjire şi uneori chiar în stare netratate termic, ca operaţie finală.
Rectificarea suprafeţelor cilindrice exterioare, se poate realiza pe următoarele tipuri
de maşini-unelte: maşini de rectificat rotund, maşini de rectificat universal şi pe maşini de
rectificat f ăr ă vârfuri. Pe primele două tipuri de maşini unelte, piesa se fixează de obicei între
vârfuri în vederea prelucr ării.
Rectificarea între vârfuri
Ca metode de rectificare între vârfuri se deosebesc [16], [3], [11], [12]:
a) Rectificarea cu avans longitudinal din mai multe treceri, (fig. M2.5.12) se
caracterizează prin faptul că piesa fixată între vârfuri efectuează mişcarea de rotaţie şimişcarea de avans longitudinal alternativ.
Mişcarea de avans transversal se execută de către sculă (discul de rectificat) la sfâr şitul
fiecărei curse sau a unei curse duble. La unele tipuri de maşini-unelte de rectificat, mişcarea
de avans longitudinal este executată de către pă puşa (suportul) port-sculă. Pentru
îmbunătăţirea preciziei geometrice de formă şi a calităţii suprafeţei, după îndepărtarea
adaosului de prelucrare impus, se fac şi treceri suplimentare f ăr ă avans transversal la sfâr şitul
prelucr ării (treceri de netezire), care se continuă până când nu mai apar scântei (aşchii şi
particule abrazive din structura sculei).
Fig. M2.5.11 Schema strunjirii suprafeţelorconice folosind cuţite cu muchia lată
Fig. M2.5.10 Schema strunjiriiconice cu ajutorul riglei de copiat

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 88/140
Managementul fabricatiei produselor
88
Fig.M2.5.12 Schema de rectificare a suprafeţelor cilindrice exterioare cu avans longitudinal din mai multe treceri
Rectificarea se poate efectua în două operaţii (faze): degroşare şi finisare, depinzând
de numărul de maşini-unelte pe care se realizează prelucrarea. Dacă se impune o precizie
ridicată suprafeţei prelucrate, de obicei, rectificarea de finisare se realizează pe o maşină-
unealtă separată faţă de cea pe care se execută degroşarea (ca şi în cazul strunjirii). b) Rectificarea cu avans longitudinal dintr-o singură trecere (fig. M2.5.13) se
foloseşte ca operaţie de rectificare de degroşare, întregul adaos de prelucrare, cuprins în
general, între 0,1...0,4 mm se îndepărtează dintr-o singur ă trecere, cu reglarea discului de
rectificat la dimensiunea necesar ă. Datorită uzurii intense a sculei pe muchia din stânga,
aceasta se profilează la începutul prelucr ării cu un unghi de aproximativ 20, pe o lungime de 6
... 12 mm, mărind astfel suprafaţa de contact a acestuia cu cea a piesei de prelucrat diminuând
totodată viteza şi intensitatea procesului de uzur ă al sculei abrazive.
Pentru îmbunătăţirea preciziei de prelucrare a suprafeţei piesei, se recomandă şi se
obişnuieşte în practică să se facă şi în acest caz treceri de finisare cu adâncimi mici de
aşchiere sau chiar în gol.
În cazul rectificării arborilor în trepte, pentru obţinerea unei precizii dimensional-
geometrice cât mai constante de-alungul suprafeţei de prelucrat, rectificarea se începe (fig.
M2.5.14) dinspre treapta cu diametrul mare, mai întâi cu avans transversal str până la
diametrul piesei reglat iniţial şi apoi se continuă prelucrarea prin cuplarea avansului
longitudinal sl automat al piesei.
Fig. M2.5.14 Schema de rectificare a suprafeţelorcilindrice exterioare în trepte cu avans
longitudinal dintr-o singur ă trecere
Fig. M2.5.13 Schema de rectificare a suprafeţelorcilindrice exterioare drepte cu avans longitudinal
dintr-o singur ă trecere

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 89/140
Managementul fabricatiei produselor
89
c) Rectificarea cu avans de pătrundere (fig. M2.5.15) se foloseşte de obicei, la
rectificarea suprafeţelor de lungime mică l, a arborilor în trepte în producţia de serie, discul
abraziv cu lăţimea ceva mai mare decât l realizând şi avansul transversal de pătrundere str .
În cazul acestei metode de prelucrare, maşinile-unelte de rectificat sunt prevăzute cu
mai multe pă puşi port-sculă, pe arborele principal, putându-se fixa diferite discuri abrazive,
care prelucrează simultan diverse trepte ale piesei (mărind astfel productivitatea prelucr ării).
Fig. M2.5.15 Schema de rectificare a arborilor în trepte cu avans transversal
Pentru prelucrarea prin rectificare între vârfuri a pieselor cu lungime mare şi mai puţin
rigide, pentru diminuarea deformaţiilor elastice ale piesei în timpul prelucr ării, este necesar ă
strunjirea acesteia pe mai multe lunete.
Astfel, pentru l/d > 5, se recomandă folosirea unei lunete, iar pentru l/d = 10 ... 15,
sunt necesare două lunete.
Rectificarea f ăr ă vârfuri
Specific acestei metode de prelucrare este faptul că piesa p (fig. M2.5.16) se introduce
liber (manual sau automat), f ăr ă fixare (de aici şi denumirea metodei) între două discuri
abrazive 1 şi 2, care se rotesc în acelaşi sens şi dintre care unul, cel cu diametrul mai mare (1)
este denumit discul de rectificat dr (de aşchiere), iar celălalt (2), cu diametrul mai mic, se
numeşte disc conducător, dc, având rolul de a asigura mişcarea de rotaţie a piesei, aşezată pe
rigla de ghidare (sprijin) 3 şi mişcarea de avans longitudinal, în anumite cazuri de prelucrare.
Discul conducător, spre deosebire de cel de rectificat este executat din particule
abrazive legate între ele cu un liant special, ales în aşa fel încât să asigure un coeficient defrecare mare faţă de piesă, necesar imprimării mişcării de rotaţie şi avans ale acesteia.
Fig. M2.5.16 Schema de rectificare a suprafeţelor de revoluţie exterioare f ăr ă vârfuri

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 90/140
Managementul fabricatiei produselor
90
După cum se poate observa din fig. M2.5.16, rigla de ghidare se aşează în aşa fel încât
axa piesei de prelucrat să se afle deasupra liniei care uneşte centrele celor două discuri cu o
valoare h, care se recomandă să se calculeze cu relaţia:
510
dh += (5.5)
unde d este diametrul piesei de prelucrat.
În cazul în care această mărime nu se respectă este posibil să apar ă erori de formă ale
suprafeţei prelucrate (abaterea de la circularitate denumită poligonalitate), atunci când h este
mai mic decât valoarea rezultată din relaţia (5.5), sau procesul de prelucrare devine instabil
(datorită vibraţiilor) când h este mai mare decât cel calculat şi drept urmare, apar abateri
geometrice însemnate: de la circularitate, bătaie radială, etc.
Din punct de vedere al valorilor recomandate în literatura de specialitate pentru
vitezele periferice ale celor două discuri precizăm: discul conducător are o viteză de 0,4 ... 0,5m/s, în timp ce discul de rectificat are viteza de 30 ... 35 m/s, valoarea caracteristică
rectificării obişnuite.
Rectificarea f ăr ă vârfuri se poate realiza prin următoarele posibilităţi de lucru:
a) Rectificarea cu avans longitudinal, a cărei schemă se prezintă în fig. M2.5.17 se
caracterizează prin faptul că discul conducător este aşezat înclinat cu unghiul α faţă de cel de
rectificat, şi drept urmare piesei de prelucrat i se imprimă o mişcare de avans longitudinal
printre cele două discuri, asigurându-se astfel rectificarea pe întreaga lungime a acesteia.
Se recomandă valorile α = 5 ... 60 pentru degroşare şi α = 0,5 ... 10 pentru finisare
(avansul longitudinal se micşorează cu scăderea unghiului α).
Pe baza schemei prezentată în fig. M2.5.17, viteza periferică (tangenţială) a discului
conducător vdc se descompune în două componente:,cosvv dc p α⋅= (5.6)
unde v p este viteza periferică a piesei (imprimată, în principal de discul conducător) şi:,sinvv dca α⋅= (5.7)
în care va este viteza de avans longitudinal a piesei.
În realitate, datorită şi influenţei mişcării discului de
rectificat, viteza periferică a piesei este ceva mai mare decât
cea corespunzătoare relaţiei (5.7) şi anume:( ) ,cosv1v dc p α⋅ε+= (5.8)
în care ε = 0,04 ... 0,07.
Pe de altă parte, datorită alunecării piesei printre discuri,
viteza de avans longitudinal a piesei este mai mică decât cea
calculată cu relaţia (5.6) şi anume:
,sinvv dca α⋅⋅η= (5.9)în care η este coeficientul de alunecare cu valori cuprinse între 0,9 ... 0,98.
Fig. M2.5.17 Schema de rectificare f ăr ă
vârfuri, cu avans longitudinal

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 91/140
Managementul fabricatiei produselor
91
Rectificarea f ăr ă vârfuri cu avans longitudinal se foloseşte, de obicei pentru
prelucrarea pieselor cilindrice netede cu diverse lungimi şi diametre.
b) Rectificarea cu avans longitudinal până la opritor a cărei schemă de prelucrare
se prezintă în fig. M2.5.18, se foloseşte în cazul în care piesele prezintă la un capăt un guler
sau o treaptă cu diametru mai mare decât al suprafeţei de prelucrat.
Şi în acest caz se folosesc două discuri: discul de
rectificat 1 şi cel conducător 2, care însă este înclinat
cu un unghi α mic, de aproximativ 0,50, faţă de axa
primului, astfel că valoarea avansului longitudinal al
piesei sl, este mult mai mică decât la rectificarea
obişnuită f ăr ă vârfuri cu avans longitudinal.
La început piesa se rectifică cu avans longitudinal sl
imprimat de discul conducător, iar în momentul încare aceasta a atins opritorul O, discul conducător 2 seretrage în direcţia
r t s , pentru a face posibilă
evacuarea piesei prelucrate.
c) Rectificarea cu avans transversal (fig. M2.5.19) se caracterizează prin faptul că
discul conducător 2 efectuează o mişcare de avans transversal
r t s continuă în direcţie perpendicular ă pe axa longitudinală a
piesei de prelucrat.
În cazul acestei metode de prelucrare axele celor două discuri pot fi paralele sau, uneori, axa discului conducător
înclinată cu 0,50 ... 10, pentru ca în acest fel să se creeze o
for ţă axială, care să apese piesa pe suprafaţa opritorului O,
asigurând astfel fixarea acesteia în poziţie axială.
În momentul în care dimensiunea piesei a fost obţinută
(prin reglarea iniţială a cursei discului de antrenare) discul
conducător se retrage, piesa este evacuată şi se
introduce (manual sau automat) în vederea prelucr ăriio nouă piesă.
Această metodă de prelucrare prin rectificare se
foloseşte mai ales la piesele cilindrice cu guler (sau
treaptă), pentru cele cu suprafeţe conice sau profilate).
M2.U2.5. Rectificarea suprafeţelor conice exterioare
Prelucrarea prin rectificare a suprafeţelor conice exterioare se poate realiza astfel:
1.- pe maşini-unelte de rectificat rotund exterior între vârfuri, pentru piese lungi cu
suprafeţe de conicitate mică;
Fig.M2.5.18 Schema de rectificare f ăr ă vârfuricu avans longitudinal a arborilor în trepte
Fig.M2.5.19 Schema de rectificare f ăr ă vârfuri a arborilor în trepte, cu avans
7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 92/140
Managementul fabricatiei produselor
92
2.- pe maşini-unelte de rectificat universal, pentru piese scurte sau lungi cu suprafeţe
de conicitate mare;
3.- pe maşini-unelte de rectificat f ăr ă centre (vârfuri), pentru piese cu suprafeţe conice
de lungimi mici.
Rectificarea se realizează în primele două cazuri prin rotirea mesei port-piesă sau a
pă puşii port- sculă, mişcarea de avans fiind longitudinală şi realizată automat.
În cazul 3., mişcarea de avans a discului de pătrundere este transversală, principiul de
prelucrare fiind asemănător ca la rectificarea suprafeţelor cilindrice.
M2.U2.6. Procedee de netezire a suprafeţelor cilindrice exterioare
Pentru ridicarea performanţelor de precizie dimensională şi în special a celor privind
rugozitatea suprafeţei piesei se folosesc în practica de producţie diferite procedee de netezire
în funcţie de tipul piesei, materialul acesteia şi condiţiile tehnice impuse prin documentaţiatehnologică. Astfel se folosesc ca procedee de netezire: strunjirea de netezire, lepuirea
(rodarea), superfinisarea (supranetezirea, vibronetezirea) şi lustruirea.
Strunjirea de netezire
Acest procedeu de prelucrare se mai numeşte şi strunjire fină şi se foloseşte ca prelucrare
finală mai ales pentru piese din metale şi aliaje neferoase (aliaje de aluminiu, bronz, alamă)
unde rectificarea nu se aplică (datorită îmbâcsirii discului cu aşchii) şi par ţial pentru piese din
fontă şi oţel, înlocuind operaţia de rectificare, mai ales pentru piese netratate termic.
Strunjirea de netezire se efectuează folosind cuţite cu vârf de diamant (artificial şi mai puţin cel natural) sau cu plăcuţe din carburi metalice, obţinându-se o precizie dimensională
în trepte IT5 – IT6, iar rugozitatea R a= 0,8 ... 0,2 µm.
Pentru obţinerea acestor performanţe de precizie, în cazul strunjirii de netezire se
folosesc viteze de aşchiere mari (100 ... 3000 m/min), avansuri mici (0,01 ... 0,15 mm/rot)
şi adâncimi mici de aşchiere (0,05 ... 0,3 mm). În cazul utilizării cuţitelor armate cu plăcuţe
din carburi metalice vitezele de aşchiere recomandate sunt de 120 ... 300 m/min, iar pentru
cuţite cu vârf de diamant, de 2000 ... 3000 m/min (utilizate în special, la prelucrarea
neferoaselor, pentru că nu suportă for ţe mari de aşchiere şi din cauza fragilităţii ridicate se pot
sparge foarte uşor [16], [3]).
Strungurile pe care se realizează strunjirea de netezire sunt de construcţie specială şi se
caracterizează prin: posibilitatea obţinerii unor turaţii ale arborelui principal în gama 1000 ...
12000 rot/min; rigiditate ridicată (pentru asigurarea stabilităţii la vibraţii şi implicit a unor
deformaţii elastice mici ale sistemului tehnologic), jocuri reduse în lagărele arborelui
principal.
De obicei, strunjirea de netezire (executată obligatoriu numai după strunjirea de
finisare) se realizează din două faze la aceeaşi prindere a piesei: în prima fază se îndepărtează
75% din adaosul de prelucrare impus, iar în faza a doua (finală) restul de 25%.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 93/140
Managementul fabricatiei produselor
93
Lepuirea (rodarea)
Acest procedeu de prelucrare se foloseşte pentru netezirea finală a suprafeţelor care în
prealabil au fost rectificate. Prelucrarea se efectuează cu ajutorul unei pulberi sau paste
abrazive fine fixate pe scula de rodat sau interpuse liber între sculă şi suprafaţa piesei de
prelucrat.
Prin deplasarea relativă a sculei de rodat în raport cu suprafaţa piesei, în prezenţa
pulberii sau pastei abrazive se îndepărtează o cantitate mică de material, îmbunătăţind în
special calitatea şi mai puţin precizia dimensional-geometrică a piesei.
Materialul sculei de rodat şi abrazivul necesar aşchierii se aleg în funcţie de metoda de
lepuire, aceasta putând fi [16], [3], [11], [12]:
a) - lepuire cu abrazivi liberi cu duritate mică cum sunt: var de Viena, oxid de crom,
care nu pătrund în timpul procesului de aşchiere nici în suprafaţa sculei şi nici în a piesei.
Scula de rodat, în acest caz este executată din material cu duritate ridicată (oţel călit), iarabrazivul sub formă de granule se află în suspensie într-un lichid de aşchiere format dintr-un
amestec de ulei mineral cu benzină sau petrol;
b) – lepuire cu abrazivi pătrunşi (fixaţi) în prealabil în suprafaţa activă a sculei de
lepuit şi pot fi: pulbere de diamant, carbură de siliciu, electrocorindon, carburi de bor.
Materialul sculei de rodat în acest caz este unul cu duritate scăzută: cupru, aluminiu, aliaje
moi (bronz) care pot îngloba şi reţine cu uşurinţă granulele abrazive.
c) – lepuire cu paste abrazive cu diferite compoziţii: granule de oxid de crom cu liant
de tip acid oleic sau stearic, care exercită pe lângă o acţiune mecanică asupra suprafeţei de prelucrat şi una chimică ce constă în oxidarea suprafeţei şi formarea unei pelicule. Această
peliculă de oxid se îndepărtează de către scula de lepuit prin mişcarea relativă în raport cu
piesa.
Pentru obţinerea unei vâscozităţi optime a pastei abrazive, se adaugă în conţinutul
acesteia petrol (pentru scule din fontă), sau ulei mineral (pentru scule din oţel).
Lepuirea (rodarea) se poate realiza fie manual, fie mecanic.
În primul caz, scula de rodat suprafeţe cilindrice exterioare este de forma celei
prezentate în fig. M2.5.20, fiind compusă dintr-o bucşă cilindrică 1, în interiorul căreia se află
un inel elastic (inel retezat) 2, care se poate deforma şi regla la diametrul necesar al piesei cu
ajutorul şuruburilor 3 (în număr de trei). Piesa de
rodat, în cele mai dese cazuri este fixată în
universalul maşinii-unelte (strung) şi execută
mişcarea de rotaţie, iar scula de lepuit (rodat) se
deplasează manual cu ajutorul mânerului 4 de-a
lungul suprafeţei cilindrice exterioare a piesei.
Lepuirea mecanică se realizează pe maşini
speciale de lepuit, dintre careFig. M2.5.20 Sculă de lepuit manual

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 94/140
Managementul fabricatiei produselor
94
schema uneia de tip vertical se prezintă în fig. M2.5.21.
După cum se poate observa, maşina de lepuit este alcătuită din două discuri 1 şi 2,
executate din fontă care sunt rodate pe suprafeţele frontale active, şi se rotesc în sensuri
opuse, cu turaţii diferite. Între cele două discuri de rodat se află un platou-suport 3, în care
sunt executate nişte locaşuri, unde se introduc piesele cilindrice sau cu suprafeţe plan paralele
supuse rodării; platoul-suport primeşte mişcarea de rotaţie de la discul 2 prin intermediul
bolţului 4, dispus cu axa excentrică faţă de a discurilor 1 şi 2. Locaşurile în care se introduc
piesele (după ce în prealabil discul superior 1 a
fost deplasat în lateral) sunt dispuse înclinat cu
un unghi α faţă de direcţia radială a platoului
suport, (fig.M2.5.21.a) pentru ca în timpul
prelucr ării piesele în afar ă de mişcarea de
rostogolire în jurul propriilor axe să şi alunecefaţă de discul de rodat, (fig. M2.5.21.b)
îmbunătăţind procesul de prelucrare a aşchiilor,
mai ales că discul 1 exercită şi o anumită
apăsare asupra suprafeţei de prelucrat.
Valoarea unghiului α influenţează performanţele (condiţiile) tehnice ale suprafeţei ce
se prelucrează: prin mărire se înr ăutăţeşte rugozitatea f ăr ă însă a fi influenţată precizia
dimensională.Se recomandă următoarele valori: pentru rodarea prealabilă (iniţială) α = 150, iar pentru
cea finală α ≤ 60.
Prin rodare se asigur ă o rugozitate finală de R a= 0,05 ... 0,012 µm (dacă înainte de
lepuire s-a obţinut deja o rugozitate R a= 1,6 ... 0,4 µm) şi o precizie dimensională
corespunzătoare treptei de toleranţă IT5.
Superfinisarea (vibronetezirea)
Superfinisarea reprezintă un procedeu de prelucrare fină a suprafeţelor de revoluţie
exterioare, putându-se aplica şi pentru suprafeţe interioare, plane sau profilate. Se realizează
cu ajutorul unor capete de superfinisat (fig. M2.5.22) în care se fixează bare abrazive (2-6
buc), care sunt apăsate (cu 1-3 daN/cm2) pe suprafaţa piesei în timp ce aceasta execută o
mişcare de rotaţie, iar capul de superfinisat o mişcare rectilinie alternativă şi una de avans
longitudinal sl.
Barele abrazive sunt de formă prismatică şi executate din granule din oxizi de
aluminiu (pentru prelucrarea pieselor din oţel cu duritate ridicată) şi din carbură de siliciu
(pentru prelucrarea pieselor din oţeluri moi şi tenace, fontă şi metale neferoase).
Fig.M2.5.21 Schema principală a maşinii de lepuire

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 95/140
Managementul fabricatiei produselor
95
Superfinisarea se realizează în prezenţa unui lubrifiant format din 80-90% petrol şi 10-
20% ulei mineral.
Fig. M2.5.22 Schema de netezire a suprafeţelor exterioare prin superfinisare
Procesul de aşchiere decurge în felul următor: la începutul prelucr ării granulele
abrazive ale barelor se găsesc în contact numai cu vârfurile microneregularităţilor suprafeţei piesei (fig. M2.5.23.a) ceea ce face ca presiunea specifică de contact să fie ridicată şi pelicula
de ulei str ă punsă uşor, iar aşchierea este foarte intensă.
Pe măsur ă ce procesul de prelucrare se desf ăşoar ă, granulele abrazive se uzează rapid,
se desprind din liant şi apar granule noi cu muchii aşchietoare ascuţite [3], [6], [9].
O dată cu creşterea suprafeţei de contact dintre bara
abrazivă şi piesă, scade presiunea specifică de contact,
granulele abrazive nu mai str ă pung uşor pelicula de
lubrifiant, for ţa de aşchiere scade, granulele nu mai suntsf ărâmate şi scoase cu uşurinţă din liant şi încep să se
uzeze (fig. M2.5.23.b). Datorită acestui fapt se
îndepărtează aşchii tot mai subţiri şi la un moment dat
acestea prin oxidare se depun în porii barei abrazive,
formând o suprafaţă lucioasă. Proprietăţile aşchietoare
ale barei abrazive se reduc tot mai mult, suprafaţa de
contact creşte până când presiunea specifică devine atât
de mică, încât vârfurile granulelor abrazive nu mai pot
str ă punge filmul de lubrifiant şi procesul de aşchiere se
întrerupe automat (fig. M2.5.23.c), între bar ă şi
suprafaţa piesei având loc o frecare lichidă (după
aproximativ 40 ÷ 60 s).
După prelucrarea unei piese bara abrazivă nu se reascute, deoarece microasperităţile
str ă pung din nou filmul de lubrifiant, presiunea specifică fiind foarte mare, suprafaţa lucioasă
este zgâriată şi se scot în relief noi granule şi muchii aşchietoare şi procesul de aşchiere se
repetă ca mai sus.
Fig. M2.5.23 Schema evoluţiei întimp a procesului de superfinisare

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 96/140
Managementul fabricatiei produselor
96
Având în vedere faptul că spaţiul dintre granule este foarte mic, lungimea aşchiei
detaşate trebuie să fie mică pentru ca să poată fi cuprinsă în spaţiul respectiv (asemănător ca
la broşare). De aceea, trebuie ca lungimea cursei de aşchiere a granulei să fie cât mai mică
posibil şi anume de 1,5 – 6 mm, iar frecvenţa mişcării alternative de 500 – 1500 (sau chiar
3000 curse duble pe minut; frecvenţa mai mare se utilizează la degroşare când se urmăreşte
mărirea volumului de material îndepărtat, iar frecvenţa mică pentru finisare).
Viteza periferică a piesei este cuprinsă între 12 – 15 m/min pentru prelucrarea de
degroşare şi de 30 m/min pentru finisare.
Barele abrazive pot avea lăţimea maximă de 30 mm, pentru a permite peliculei de
lubrifiant să poată pătrunde uşor şi să se evite o frecare uscată, care ar conduce la o uzur ă
rapidă a granulelor abrazive.
Rugozitatea suprafeţei piesei prelucrate poate ajunge în anumite condiţii de prelucrare
la R a= 0,012 µm (valoare dependentă de rugozitatea iniţială, granulaţia barei, amplitudinea,frecvenţa mişcării vibratorii, presiunea de contact, viteza periferică a piesei).
Pentru acest procedeu de prelucrare în general, nu se lasă adaos special de prelucrare;
în urma aşchierii diametrul piesei r ămâne în limitele toleranţei anterior obţinute, dar se
îmbunătăţeşte numai microgeometria suprafeţei. Deoarece capul de superfinisat are o fixare
elastică, nu se diminuează substanţial abaterile geometrice de formă ale suprafeţei prelucrate.
Lustruirea
Este un procedeu de netezire a suprafeţei pieselor îmbunătăţind rugozitatea f ăr ă a fiinfluenţată favorabil precizia geometrică de formă.
Pentru lustruirea suprafeţelor cilindrice exterioare se utilizează benzi abrazive, schema
de lucru a procedeului fiind prezentată în fig. M2.5.24. Piesa 1 execută o mişcare de rotaţie,
iar banda abrazivă 5, care înf ăşoar ă rola de
antrenare 2 şi rola de ghidare 3, execută o
mişcare de deplasare în sensul săgeţii.
Întinderea benzii abrazive se realizează cu
ajutorul rolei 4, iar apăsarea pe piesă se obţine
prin deplasarea mecanicului în direcţie radială.
Comparativ cu superfinisarea,
(vibronetezirea) lustruirea are avantajul că
banda abrazivă flexibilă permite ridicarea
calităţii suprafeţelor şi pentru piese care
prezintă zone de racordare între diversele
trepte.
Dezavantajul principal constă în faptul că banda abrazivă nu poate fi refolosită după ce
s-a uzat.
Fig.M2.5.24 Schema principială a procedeului de lustruire cu bandă abrazivă

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 97/140
Managementul fabricatiei produselor
97
M2.U2.7. Rezumat • Pentru prelucrarea suprafeţelor de revoluţie cilindrice şi conice exterioare, în
funcţie de performanţele tehnice de precizie dimensională şi geometrică, se pot
folosi procedee de degroşare şi respectiv de finisare;
• Principalul procedeu de prelucrare de degroşare a suprafeţelor de revoluţie
cilindrice şi conice exterioare este cel puţin strunjire, iar pentru finisare de
înaltă precizie este rectificare;
• Pentru îmbunătăţirea, în special a rugozităţii suprafeţei prelucrate se folosesc,
după caz procedeele de netezire a suprafeţelor: strunjirea fină, superfinisarea,
lepuirea, lustruirea.
M2.U2.8. Test de evaluare a cunoştinţelor
1. Care sunt procedeele de prelucrare de degroşare şi finisare a suprafeţele
cilindrice şi conice exterioare ?
2. Precizaţi schemele de prelucrare pe strung a arborilor în trepte folosind ca
semifabricat bara laminată;
3. Ce echipamente tehnologice se pot utiliza pe strung pentru fixarea
semifabricatului ?4. Ce sunt lunetele şi pentru ce se utilizează pe maşinile unelte ?
5. Precizaţi metodele de strunjire a suprafeţelor conice pe strunguri universale şi
în ce cazuri se aplică fiecare ?
6. Care sunt metodele de rectificare a suprafeţelor cilindrice şi conice exterioare ?
7. Cum se realizează avansul longitudinal al piesei de prelucrat la rectificarea f ără
vârfuri ?
8. Care sunt procedeele de netezire a suprafeţelor cilindrice şi conice ?
9. Precizaţi diferenţa dintre rectificare şi superfinisare;
10.
Câte tipuri de abrazivi se pot folosi în cazul lepuirii ?

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 98/140
Managementul fabricatiei produselor
98
Unitatea de învăţare M2.U3. Prelucrarea suprafeţelor cilindrice şi
conice interioare
Cuprins
M2.U3.1. Introducere.................................................................................................... 98
M2.U3.2. Obiectivele unităţii de învăţare..................................................................... 98
M2.U3.3. Burghierea alezajelor.................................................................................... 99
M2.U3.4. Lărgirea alezajelor cilindrice...................................................................... 101
M2.U3.5. Adâncirea (lamarea) alezajelor cilindrice şi conice.................................... 102
M2.U3.6. Alezarea alezajelor cilindrice şi conice ...................................................... 103
M2.U3.7. Strunjirea suprafeţelor cilindrice şi conice interioare................................. 105
M2.U3.8. Rectificarea suprafeţelor cilindrice şi conice interioare ............................. 109
M2.U3.9. Broşarea suprafeţelor interioare ................................................................. 111
M2.U3.10. Procedee de netezire a suprafeţelor cilindrice interioare.......................... 113
M2.U3.11. Rezumat.................................................................................................... 117
M2.U3.12. Test de evaluare a cunoştinţelor ............................................................... 117
M2.U3.1. Introducere
Tehnologia de prelucrare a acestor tipuri de suprafeţe întâlnite frecvent în
construcţia de maşini, depinde în primul rând de condiţiile tehnice impuse prin
documentaţia tehnică: precizia dimensională, macro şi microgeometrică a
suprafeţei de prelucrat.În general, prelucrarea suprafeţelor interioare de orice profil este mai
dificilă decât prelucrarea suprafeţelor exterioare datorită următoarelor cauze:
suprafeţele interioare sunt mai greu accesibile sculei, rigiditatea sistemului sculei
este mai redusă, evacuarea mai dificilă a aşchiilor din zona de prelucrare,
dificultăţi în aducerea lichidului de aşchiere pe suprafaţa instantanee de generare.
Aceste dezavantaje sunt cu atât mai mari, cu cât dimensiunile suprafeţei de
prelucrat sunt: diametrul de valoare mică, iar lungimea alezajului mare.
Din punct de vedere al raportului dintre lungimea L şi diametrul alezajuluiD, se întâlnesc: alezaje scurte (când L/D < 0,5), alezaje normale (0,5 < L/D < 3),
alezaje lungi (3 < L/D < 10) şi alezaje adânci (L/D > 10).
Procedeele de prelucrare a suprafeţelor cilindrice interioare sunt:
burghierea, adâncirea (lărgirea), alezarea, strunjirea interioară, broşarea,
rectificarea, honuirea, lepuirea, etc., iar pentru cele conice interioare:
adâncirea, alezarea, strunjirea interioară, rectificarea; alegerea unuia sau
altuia dintre aceste procedee depinde şi de seria de fabricaţie.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 99/140
Managementul fabricatiei produselor
99
M2.U3.2. Obiectivele unităţii de învăţareAceastă unitate de învăţare îşi propune ca obiectiv principal, prezentarea
elementelor de bază practice necesare proiectării succesiunii operaţiilor şi fazelor
(de degroşare, finisare şi netezire), necesare pentru prelucrarea prin aşchiere a
suprafeţelor de revoluţie cilindrice şi conice interioare.
La sfâr şitul parcurgerii acestei unităţi de învăţare, studenţii vor fi capabili să:
• descrie şi să explice schemele tehnologice posibile a fi utilizate pentru
prelucrarea suprafeţelor de revoluţie cilindrice şi conice interioare prin:
burghiere, lărgire, adâncire, alezare, strunjire, broşare, rectificare, honuire,
lepuire;
• rezume performanţele de precizie dimensional-geometrice ale procedeelor de
prelucrare prin aşchiere a suprafeţelor de revoluţie cilindrice şi conice
interioare.
Durata medie de parcurgere a primei unităţi de învăţare este de 2 - 3 ore.
M2.U3.3. Burghierea alezajelor
Burghierea se utilizează atât la prelucrarea din plin a alezajelor, dar şi în cazul lărgiriiacestora (scula fiind în acest caz un burghiu cu diametrul mai mare cu o anumită valoare decât
diametrul primului burghiu).
Prelucrarea din plin a metalelor cu burghiu elicoidal din oţel rapid sau armat cu
plăcuţe din carburi metalice se utilizează, aproximativ până la ø 80 mm, dar în cele mai dese
cazuri doar până la ø40 – ø50 mm [16], [3], [11].
Datorită for ţelor axiale mari de aşchiere la prelucrarea găurilor cu diametre peste ø35
– 40 mm se recomandă ca prelucrarea să se facă folosind două burghie, asigurându-se atât o
productivitate mărită, dar şi utilizarea raţională a capacităţii maşinii unelte de găurit.În acest caz relaţia de legătur ă între diametrele celor două burghie este:
D1 = (0,5 ... 0,6) D2, (6.1.)
unde D1 este diametrul primului burghiu, iar D2 – diametrul celui de-al doilea burghiu egal cu
diametrul final al alezajului de prelucrat.
Construcţia burghielor este standardizată până la ø 80 mm; peste această valoare a
alezajului de prelucrat se impune utilizarea unor burghie de construcţie specială.
Precizia dimensională a alezajelor prelucrate cu burghiul corespunde treptelor de
toleranţă IT12 (în cazul în care nu se utilizează bucşe de conducere) şi IT11 (când se folosesc
bucşi de conducere). Rugozitatea suprafeţei prelucrate este cuprinsă între R a = 12,5 ... 25 µm.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 100/140
Managementul fabricatiei produselor
100
Din punct de vedere al preciziei macrogeometrice, aceasta este în general scăzută,
abaterea cea mai des întâlnită este înclinarea (abaterea de la rectilinitate) axei alezajului (mai
ales în cazul alezajelor de lungimi mari). Cauzele care conduc la apariţia acestei abateri sunt:
lungimile diferite ale celor două tăişuri (determinate de modul de ascuţire sau de uzura
inegală a tăişurilor), bătaia radială a burghiului sau a arborelui maşinii-unelte, deformaţiile
elastice ale burghiului în timpul prelucr ării, abaterea de la perpendicularitatea axei burghiului
faţă de suprafaţa piesei ce se prelucrează.
Pentru diminuarea acestei abateri geometrice se recomandă următoarele măsuri:
a) folosirea unor regimuri de aşchiere optime (pentru obţinerea unor deformaţii
elastice mici);
b) ascuţirea precisă a celor două tăişuri;
c) utilizarea unor găuri de centruire (la un diametru mai mic) executate preliminar
burghierii în operaţia curentă;d) ghidarea burghiului cu ajutorul bucşelor de conducere;
e) utilizarea burghierii cu piesa în mişcare de rotaţie pentru realizarea autocentrării
sculei.
Burghierea se poate realiza, în general: pe maşina de găurit (fig. M2.6.1.a) (de masă,
cu coloană, radiale, în coordonate), pe strunguri universale (fig. M2.6.1.b) sau MUCN în
cazul producţiei de serie mică şi unicate; pe maşini-unelte agregat, sau strunguri automate,
în cazul producţiei de serie mare şi masă.
În practica prelucr ării prin burghiere se pot aplica mai multe metode de lucru şi anume:
1) Burghierea după trasaj, (fig. M2.6.2) care se caracterizează prin faptul că înainte de
burghiere se punctează poziţia găurilor cu ajutorul unui punctator în locurile trasate (precizia
de trasaj este în limitele de 0,2 ... 0,3 mm).
Fig. M2. 6.2. Schema de burghiere după trasaj Fig. M2.6.3. Schema de burghiere a pieselor în stare asamblată
Fig. M2.6.1. Scheme de prelucrare a găurilor prin burghiere

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 101/140
Managementul fabricatiei produselor
101
2) Burghierea simultană a pieselor asamblate se utilizează pentru evitarea
necoincidenţei axelor gurilor din piesele care se asamblează reciproc. În piesa 1 (fig. M2.6.3)
găurile se execută după trasaj (sau cu dispozitiv), apoi se asamblează împreună cu piesa 2 şi
se prelucrează alezajul în aceasta cu ghidarea burghiului în alezajul din piesa 1.
3) Burghierea cu ajutorul dispozitivelor speciale, caz în care piesa ocupă o poziţie
bine determinată de bazele de aşezare adoptate, burghiul este ghidat într-o bucşă de ghidare
(fixe sau schimbabile) obţinându-se în acest caz o precizie ridicată de poziţie şi de formă a
găurilor prelucrate.
Bucşele fixe 1 (fig. M2.6.4.a) cu diametru mic se folosesc pentru ghidarea burghielor
cu diametre între 4 ... 8 mm.
Cele cu diametre mai mari se folosesc pentru ghidarea bucşelor schimbabile 2 (fig.
M2.6.4.b) putându-se astfel executa mai multe prelucr ări succesive ale găurii: burghiere,
lărgire, alezare.
Fig. M2.6.4. Forme constructive ale bucşelor de
conducere
Schimbarea bucşei 2 se face prin
demontarea şurubului 3, rotirea bucşei şiextragerea acesteia din bucşa fixă 1.
În cazul prelucr ării găurilor dispuse pe suprafeţe profilate, se folosesc fie bucşe de
ghidare cu suprafaţă de capăt oblică, pentru a
preveni alunecarea vârfului burghiului pe suprafaţa
piesei la începutul prelucr ării (fig. M2.6.5.a), fie se
recomandă schimbarea formei piesei (fig. M2.6.5.b)
prin prelucrarea cu un adâncitor pentru lamare
(lamator) o suprafaţă plană normală faţă de axa
găurii.
M2.U3.4. Lărgirea alezajelor cilindrice
Acest procedeu de prelucrare are drept scop mărirea diametrului unei găuri obţinute
prin burghiere sau a uneia brute obţinute prin turnare, forjare sau matriţare (fig. M2.6.6) de la
un diametru iniţial D0 la unul final D pe întreaga lungime L.
Fig. M2. 6.5. Posibilităţi de prelucrare agăurilor pe suprafeţe profilate

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 102/140
Managementul fabricatiei produselor
102
Se utilizează în acest scop lărgitoare elicoidale cu 3-4 dinţi sau burghie (în primul caz
se obţine o precizie mai bună şi o productivitate ridicată) ghidate în bucşi de ghidare [16],
[11], [3].
Lărgirea poate fi de degroşare şi de finisare; cea de degroşare se aplică în general, la
găuri brute, asigurând o treaptă de toleranţă
dimensională IT12 şi rugozitatea R a = 12,5 µm, iar
cea de finisare se foloseşte după lărgirea de
degroşare sau după burghiere şi asigur ă o treaptă de
toleranţă IT11 şi R a = 12,5 – 6,3 µm.
Lărgirea se execută pe aceleaşi tipuri de maşini-
unelte ca şi burghierea, cu deosebirea că se
recomandă să se evite prelucrarea pe strung normal,
deoarece apar dificultăţi de centrare riguroasă alărgitorului pe axa găurii.
M2.U3.5. Adâncirea (lamarea) alezajelor cilindrice şi conice
Adâncirea alezajelor cilindrice
Adâncirea este procedeul de prelucrare prin care se obţine o mărire a diametrului unei
găuri (alezaj), dar nu pe întreaga lungime L ci pe o por ţiune limitată H (fig. M2.6.7),
suprafeţele obţinute fiind utilizate ca locaşuri pentru capul şuruburilor sau ca degajări pentru
montarea unor şaibe, inele elastice, garnituri, etc.
Fig. M2.6.7. Schema adâncirii (lamării) alezajelor cilindrice
Sculele utilizate pentru adâncire sunt adâncitoarele cilindrice cu 2,4 sau 6 dinţi,
prevăzute în general, cu cepi de ghidare (fig. M2.6.7), ficşi sau demontabili şi care au rolul de
ghidare a sculei în alezajul iniţial, obţinându-se astfel creşterea preciziei geometrice de
concentricitate între cele două trepte ale alezajelor piesei.
Cepii de ghidare demontabili (executaţi de regulă, din oţeluri de cementare călite la 56
... 60 HRC sau oţeluri nitrurate, pentru a micşora uzura acestora la rotirea în alezaj) prezintă
avantajul că prin schimbare poate fi adaptat la diametrul găurii iniţiale (în cele mai dese cazuri
variabile) şi totodată prin demontare permite ascuţirea cu uşurinţă a sculei.
Adâncirea alezajelor conice
Adâncirea conică (sau teşirea, zencuirea) are drept scop executarea unei găuri conice(teşitur ă) la extremitatea unui alezaj cilindric cu care este coaxial (fig. M2.6.8).
Fig. M2.6.6. Schema lărgirii alezajelorcilindrice

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 103/140
Managementul fabricatiei produselor
103
Fig. M2.6.8. Schema adâncirii alezajelor conice
Această prelucrare este necesar ă în practică, de exemplu, pentru obţinerea unor
locaşuri corespunzătoare capetelor unor şuruburi sau nituri, unor supape de la motoarele cu
ardere internă, etc.
Sculele folosite sunt adâncitoare conice cu unghiul la vârf de 600, 900 şi 1200, cu
coadă cilindrică sau conică, prevăzute sau nu cu cep de ghidare (fix sau demontabil).
Pentru diametre D peste 50 mm adâncitoarele sunt prevăzute cu alezaj, aceasta în
vederea economisirii oţelului rapid din care se execută scula. În cazul găurilor de diametre Dmici, până la 8 ... 10 mm, se recomandă ca teşirea găurilor să se facă utilizând burghie
elicoidale normale, scurtate în urma uzurii şi reascuţite la unghiul corespunzător.
M2.U3.6. Alezarea alezajelor cilindrice şi conice
Alezarea reprezintă un procedeu de prelucrare finală a găurilor în vederea
îmbunătăţirii pretenţiilor de precizie geometrică de formă şi de orientare a suprafeţei
prelucrate, a preciziei dimensionale şi a rugozităţii. Se realizează, în cele mai dese cazuri după
lărgire, iar uneori chiar după burghiere (în acest caz precizia de prelucrare este mult mai mică
deoarece lărgirea cu lărgitorul realizează o uniformizare a adaosului de prelucrare pe întreaga
suprafaţă).
Alezoarele se deosebesc de adâncitoare şi lărgitoare prin faptul că au un număr
mai mare de dinţi şi prelucrează cu adâncimi mici de aşchiere. Pentru evitarea apariţiei
vibraţiilor în timpul prelucr ării se recomandă realizarea dinţilor alezorului cu pas variabil
(asigur ă o intrare şi o ieşire mai lină din aşchiere).
Prin alezare cu alezor cilindric sau conic (fig. M2.6.9.a şi b) se poate obţine o precizie
dimensională corespunzătoare treptelor IT7 – IT8 şi o rugozitate R a = 3,2 ... 0,8 µm. În
anumite condiţii de prelucrare şi anume dacă prelucrarea anterioar ă şi alezarea se fac dintr-osingur ă aşezare şi fixare a piesei pe maşina-unealtă, iar prelucrarea se realizează folosind 2 - 3
alezoare succesive, ultimul având tăişuri lepuite, iar bătaia radială a dinţilor sculei (fixată între
vârfuri) nu depăşeşte 0,01 mm, se poate obţine o precizie dimensională în treapta IT6 şi
rugozitatea Ra=0,4µm.
Fig. M2.6.9. Schema de alezare cilindrică şi conică

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 104/140
Managementul fabricatiei produselor
104
Alezarea cu alezorul se poate face fie manual (mai rar) sau mecanic; cea manuală se
utilizează numai în producţia individuală pentru calibrarea găurilor cu diametre mici (maxim
25 – 30 mm); alezarea mecanică se foloseşte în producţia de serie sau de unicate, pentru găuri
al căror diametre şi toleranţe corespund cu cele standardizate.
Prin alezare nu se corectează abaterea de la
rectilinitate şi de poziţie a axei găurii, deoarece în
timpul aşchierii alezorul este centrat şi condus mai mult
sau mai puţin precis de alezajul care se prelucrează,
executat anterior printr-un anumit procedeu (de aici
importanţa care trebuie dată asigur ării unor condiţii de
precizie impuse în prelucr ările anterioare alezării).
Pentru a permite autocentrarea, adică orientarea
alezorului după suprafaţa ce se prelucrează, acesta nu sefixează rigid în arborele maşinii unelte (de găurit, de
alezat şi frezat-orizontale, strunguri automate, maşini
agregat), ci este antrenat în dese cazuri prin intermediul
unei mandrine oscilante, care asigur ă o legătur ă
elastică între sculă şi arborele principal (fig. M2.6.10).
Astfel, după cum se poate observa din fig. M2.6.10, în locaşul conic al bucşei 2 se fixează
coada alezorului, iar por ţiunea conică 3 a mandrinei se fixează rigid în alezajul conic al
arborelui principal al maşinii-unelte.Mişcarea de rotaţie de la arborele principal se transmite bucşei 2 şi implicit alezorului
prin intermediul ştiftului 1, montat cu joc în alezajul corespunzător. Datorită acestui fapt scula
are posibilitatea să se deplaseze radial faţă de arborele principal al maşinii-unelte,
compensând astfel abaterea de la coaxialitate dintre axa găurii şi axa alezorului. Cepul 4, (din
oţel călit) fixat în coada conică 3 a mandrinei are rolul de a prelua for ţa axială ce apare în
timpul prelucr ării.
În cazul unei fixări rigide a alezorului în arborele principal al maşinii-unelte, acesta
îşi poate modifica atât direcţia cât şi poziţia relativă faţă de axa găurii executată anterior, şi în
acest caz există posibilitatea apariţiei unei abateri de formă a alezajului de la circularitate şi
cilindricitate (între 5 – 80 µm).
Acest mod de fixare rigidă a alezorului se recomandă a fi folosit numai în cazul
prelucr ării piesei din aceeaşi aşezare şi poziţie prin lărgire şi alezare. În acest caz, la
prelucrarea pe maşini unelte de alezat sau de găurit, alezoarele sunt ghidate în bucşi de
conducere şi sunt montate pe bare port-sculă rigide (alezoare cu alezaj) sprijinite f ăr ă joc în
bucşele de ghidare (face excepţie alezorul de finisare, care în majoritatea cazurilor este
neghidat şi antrenat cu un port-alezor oscilant).
Fig. M2.6.10 Soluţia constructivă a uneimandrine oscilante pentru fixarea
alezoarelor

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 105/140
Managementul fabricatiei produselor
105
Pentru obţinerea unei precizii ridicate se recomandă următoarele valori ale adaosului
de prelucrare: 0,25 ... 0,5 mm pe diametru la alezarea de degroşare şi 0,05 ... 0,15 mm pe
diametru la alezarea de finisare (recomandări pentru diametre ale alezorului cuprinse între 5 ...
80 mm).
Viteza de aşchiere la alezare este, în general mică: astfel pentru oţel cu2/90 mmdaN
r ≤σ , viteza maximă admisă este de 12 m/min pentru obţinerea unei
rugozităţi
R a = 1,6 µm şi minimă 6m/min pentru R a = 0,8 µm.
Alezoarele (de mână sau de maşină) sunt executate în două moduri: fixe (nereglabile)
sau reglabile la diametru.
Cele de maşină, cu coadă cilindrică sau conică dintr-o bucată se folosesc pentru
diametre ale găurii până la 30 mm; peste această dimensiune (până la 80 mm) se folosesc
alezoare de maşină cu alezaj în scopul economisirii materialului acestuia (oţel rapid). Pentru
alezarea diametrelor mari (40 ÷ 100 mm) se recomandă utilizarea unor alezoare
reglabile cu dinţi demontabili (din oţel rapid sau carburi metalice) care au următoarele
avantaje:
- posibilitatea prelucr ării unei game dimensionale mai mari de alezaje cu aceeaşi
sculă;
- posibilitatea compensării diametrului alezorului la dimensiunea dorită, în urma
uzurii şi reascuţirii acestuia.
Domeniul de reglare al dimensiunii alezorului este în general, cuprins între 0,16 ... 3mm.
Alezoarele se execută cu dinţi drepţi sau elicoidali; varianta a doua se recomandă
pentru alezarea suprafeţelor discontinue în vederea evitării apariţiei vibraţiilor.
M2.U3.7. Strunjirea suprafeţelor cilindrice şi conice interioare
Strunjirea suprafeţelor cilindrice şi conice interioare se foloseşte atât pentru
degroşarea sau finisarea găurilor brute obţinute prin turnare, forjare, matriţare, cât şi pentru
alezajele prelucrate prin burghiere (eventual lărgire).
Strunjirea interioar ă a suprafeţelor cilindrice se realizează pe următoarele tipuri de
maşini-unelte: strunguri normale, revolver, carusel, maşini de alezat şi frezat orizontale,
maşini de găurit în coordonate, folosindu-se două scheme de lucru (fig. M2.6.11):
• cu rotirea piesei, iar avansul longitudinal realizat de sculă (fig. M2.6.11.a) – schemă
specifică prelucr ării pe strunguri;
• cu rotirea sculei, iar avansul longitudinal executat fie de piesă, fie de sculă (fig.
M2.6.11.b) – schemă specifică prelucr ării pe maşini unelte de alezat şi frezat
orizontale şi pe maşini unelte de găurit în coordonate.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 106/140
Managementul fabricatiei produselor
106
Fig. M2.6.11 Scheme de prelucrare a alezajelor prin strunjire
Prin strunjire interioar ă se obţine în mod economic o precizie dimensională între IT10 –
IT11.
a) Strunjirea interioară pe strung normal se utilizează pentru prelucrarea pieselor
de revoluţie (fixarea acestora se face, de obicei în universal), dar şi pentru piese asimetrice
(fixarea se face în acest caz pe platou şi strângere cu bride).
În acest caz strunjirea se execută fie cu cuţitul fixat direct în sania portcuţit (pentru
găuri de D< 70 mm, L < 150 mm şi L/D < 5) sau cu bare de strunjit fixate în sania portcuţit
(pentru găuri cu D > 70 mm; L > 150 mm şi L/D > 5).
Prin strunjire interioar ă se asigur ă o mai bună coaxialitate a suprafeţei găurii cu cea
exterioar ă, acesta fiind avantajul principal faţă de alezarea cu alezor.
b) Strunjirea interioară pe strung revolver, se utilizează de obicei, în producţia de
serie, pentru piese care necesită prelucr ări cu mai multe scule, atât pentru suprafeţele
interioare cât şi cele exterioare.
Semifabricatul (fig. M2.6.12) este fixat în acest caz în universal sau într-o mandrină cu
bucşă elastică, iar scula în bare portcuţit scurte, care lucrează în consolă sau lungi, care pentru
rigidizare se ghidează într-o bucşă, fixată în partea din faţă a arborelui principal.
Fig. M2.6.12 Schema de prelucrare a alezajelor pe strung revolver
Strunjirea se poate face cu cuţitul aşezat fie perpendicular pe axa barei sau cu un unghi
α < 900, (pentru intrare mai uşoar ă în aşchiere şi reglaj mai fin a adâncimii de aşchiere); de
asemenea, se poate folosi pentru creşterea productivităţii, prelucrarea cu mai multe scule prin
divizarea adâncimii de aşchiere.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 107/140
Managementul fabricatiei produselor
107
c) Strunjirea interioară pe strung carusel, se utilizează la prelucrarea pieselor cu
dimensiuni mari de gabarit: carcase, piese de revoluţie sau asimetrice cu greutate mare.
Piesele de tip corpuri de revoluţie se aşează în acest caz pe platou în următoarele
moduri:
-
după o suprafaţă exterioar ă şi una frontală;
- după o suprafaţă interioar ă şi una frontală,
iar prinderea (fixarea) se face cu ajutorul unor bacuri cu strângere simultană.
În cazul prelucr ării pieselor care nu sunt de revoluţie, acestea se fixează pe platou
folosind bride şi şuruburi cu acţionare independentă.
Sculele (cuţitele) pot fi fixate în două moduri: fie în portcuţite montate pe cărucioarele
verticale sau fixate în bare portcuţit (fig. M2.6.13), când diametrul găurii strunjite nu permite
căruciorului vertical să pătrundă în interiorul alezajului, sau când anumite proeminenţe ale
piesei nu pot să asigure ca scula să îndepărteze adaosul de prelucrare impus.
Fig. M2.6.13 Schema de prelucrare a alezajelor pe strung carusel
În vederea creşterii productivităţii, de obicei strunjirea suprafeţelor cilindrice cu
diametre interioare mari (1000 ... 1200 mm) sau în trepte se recomandă să se facă cu două
scule care acţionează simultan.
Precizia dimensională obţinută la strunjirea interioar ă pe strunguri carusel corespunde
treptelor IT9 ... IT11.
În legătur ă cu strunjirea interioară a suprafeţelor conice, trebuie precizat că aceasta
se realizează pe strunguri normale cu ajutorul riglei de copiat, cu cuţite late sau prin rotireasaniei portcuţit; în cazul prelucr ării pe strunguri revolver se foloseşte strunjirea prin copiere
după şablon sau pentru găuri conice precise, prelucrarea din mai multe faze, cu un complet de
scule fixate în capul revolver (strunjire de degroşare a găurii cilindrice, strunjire cilindrică de
finisare, lărgire cu lărgitor conic, alezare cu alezor conic la dimensiunea finală).
d) Strunjirea interioară pe maşini unelte de alezat şi frezat orizontale
Pe astfel de maşini-unelte se prelucrează, în cele mai dese cazuri, alezajele unor piese
turnate de dimensiuni mari şi de formă complexă, care nu pot fi fixate, de obicei şi rotite pe
maşini-unelte din grupa strungurilor. Din această categorie de piese fac parte: carcase, batiuri, blocuri motoare, etc.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 108/140
Managementul fabricatiei produselor
108
Schema de prelucrare a acestor tipuri de piese pe maşini unelte de alezat şi frezat
orizontale se prezintă în fig. M2.6.14.
Mişcarea principală de rotaţie este realizată fie de sculă (ns) iar cea de avans
longitudinal (sl) este efectuată fie de către arborele principal (fig. M2.6.14.a), fie de masa pe
care este fixată piesa (fig. M2.6.14.b).
Cuţitul pentru strunjire interioar ă se fixează, de obicei într-unul din următoarele trei
moduri (funcţie de dimensiunile alezajului de prelucrat): a) – în portcuţit pe platoul maşinii-
unelte; b – într-un dorn portcuţit dispus în consolă; c) – într-o bar ă portcuţit rigidizată
suplimentar prin rezemare la unul sau la ambele capete.
Fig. M2.6.14 Scheme de prelucrare a alezajelor prin strunjire pe maşini de alezat şi frezat orizontale
Prelucrarea interioar ă în variantele a) şi b) se utilizează pentru alezaje scurte, avansul
longitudinal fiind realizat de masa maşinii-unelte împreună cu piesa (fig. M2.6.14.b), iar în
cazul alezajelor lungi se foloseşte varianta c).În cazul în care bara portcuţit este ghidată la ambele capete, mişcarea de rotaţie de la
arborele principal se primeşte prin intermediul unui cuplaj elastic, necesar pentru a elimina (a
diminua)influenţa necoaxialităţii arborelui principal şi barei de alezat asupra preciziei de
prelucrare.
Prelucrarea alezajelor pe maşini de alezat şi frezat orizontale se poate face în trei
moduri: a) – după trasaj; b) – prin metoda coordonatelor; c) – prin aşezarea şi fixarea piesei în
dispozitiv special.
Prelucrarea după trasaj se foloseşte pentru producţia individuală şi de serie mică, caz
în care precizia de centrare a arborelui principal în raport cu axa alezajului de prelucrat este de
ordinul zecimilor de mm.
La metoda de prelucrare după coordonate, poziţia axei găurilor se stabileşte prin
deplasarea mesei maşinii-unelte împreună cu piesa şi a arborelui principal pe direcţii
perpendiculare între ele, măsurarea acestor deplasări realizându-se cu ajutorul unor calibre de
lungime şi limitatoare cu comparator sau cu rigle cu vernier existente în dotarea maşinii
unelte.
În acest caz, este necesar ă o recoltare a poziţiei axelor găurilor în raport cu axele unui
sistem de coordonate ce coincide cu bazele tehnologice ale piesei sau sunt legate prindimensiuni precise faţă de aceste baze.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 109/140
Managementul fabricatiei produselor
109
M2.U3.8. Rectificarea suprafeţelor cilindrice şi conice interioare
Rectificarea suprafeţelor cilindrice şi conice interioare asigur ă o precizie dimensională
corespunzătoare treptelor IT7÷ IT6 şi o rugozitate R a = 1,6 ... 0,8 µm.
Rectificarea interioar ă a suprafe ţ elor cilindrice
Se deosebesc următoarele metode de prelucrare prin rectificare a suprafeţelor cilindrice
interioare [16], [3]:
a) rectificare cu avans circular executat de piesă, fixată în mandrina maşinii-unelte;
b) rectificare cu avans circular executat de sculă pe maşini de rectificat interior
planetare;
c) rectificare interioar ă pe maşini de rectificat f ăr ă vârfuri.
a). Rectificarea cu avans circular
executat de piesă este dintre cele trei metode
prezentate mai sus cea mai des întâlnită. În acestcaz (fig. M2.6.15), piesa de prelucrat 1 se fixează
în universalul maşinii-unelte şi efectuează
mişcarea de rotaţie n p, iar scula abrazivă 2,
execută mişcarea principală de aşchiere (mişcarea
de rotaţie în jurul axei sale ns) şi mişcări rectilinii alternative de avans longitudinal sl şi
transversal st periodic, după fiecare cursă simplă sau dublă longitudinală a sculei. Sensurile derotaţie ale piesei şi sculei sunt opuse, iar diametrul sculei abrazive dsc se adoptă, de obicei la
valoarea 0,7 ... 0,9 din diametrul D:
dsc = (0,7 – 0,9) D (6.2)
Datorită rigidităţii mici a arborelui portsculă abrazivă dispus în consolă, în special
pentru rectificarea găurilor de diametru mic şi lungime mare, se recomandă adoptarea unor
valori mai mici ale avansului transversal şi longitudinal, în raport cu cele folosite pentru
rectificarea exterioar ă. De asemenea, pentru diametre mici ale găurilor de prelucrat, gama de
turaţii a maşinii-unelte nu permite întotdeauna obţinerea vitezei optime de aşchiere
corespunzătoare rectificării clasice (30 ... 35) m/s.
Datorită acestor particularităţi rectificarea interioar ă este mai puţin productivă, mai
ales în cazul diametrelor mici de prelucrat.
b) Rectificarea pe maşini de rectificat interior planetare se utilizează pentru
prelucrarea găurilor de dimensiuni mari, executate în corpuri complexe, care nu pot fi
antrenate în mişcare de rotaţie (sau dacă există posibilitatea rotirii ar conduce la dezechilibre
în mişcare cu influenţă imediată asupra stabilităţii procesului de aşchiere şi implicit asupra
preciziei de prelucrare). Schema de prelucrare în acest caz se prezintă în fig. M2.6.16, unde se
Fig. M2.6.15 Schema rectificării interioare cuavansul circular al piesei şi longitudinal al sculei

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 110/140
Managementul fabricatiei produselor
110
observă că piesa este fixată pe masa maşinii-unelte, iar arborele portsculă abrazivă execută
următoarele mişcări:
Fig. M2.6.16 Schema rectificării interioare cu avans planetar al sculeiI – mişcarea principală de aşchiere (rotaţie în jurul axei sale ns); II – mişcarea planetar ă de
avans circular pe circumferinţa suprafeţei interioare a piesei n pl; III – mişcări rectilinii
alternative de avans longitudinal în lungul axei găurii sl; IV – mişcarea de avans transversal st.
Această metodă de prelucrare se caracterizează prin productivitate mică; pentru
creşterea productivităţii se recomandă folosirea altor procedee de prelucrare: alezarea fină cu
cuţit (pentru piese netratate termic) sau honuirea (pentru piese tratate termic).
d). Rectificarea pe maşini de rectificat interior f ără vârfuri se realizează după
schema prezentată în fig. M2.6.17. Piesa de rectificat la interior 1, este ghidată şi sprijinit pe
trei role, (după ce în prealabil a fost rectificată şi suprafaţa exterioar ă) denumite astfel: rola 2
cu diametrul cel mai mare are rolul de antrenare a piesei în mişcare de rotaţie şi se numeşte
rolă conducătoare; rola de apăsare 3 apasă piesa de prelucrat pe rola 2 şi pe rola de
susţinere (sprijin) 4.
Scula de rectificat execută mişcarea
principală de aşchiere (rotaţie în jurul axei
sale ns), mişcarea de avans longitudinal
alternativ sl şi mişcarea de avans de
pătrundere, str .
După terminarea prelucr ării, rola de
apăsare 3 se retrage spre stânga, permiţând
eliberarea piesei şi introducerea automată sau
manuală a următoarei piese.
Metoda de prelucrare prezentată mai
sus se recomandă a fi utilizată pentru rectificarea interioar ă a pieselor cu pereţi subţiri în
producţia de serie; pentru prelucrarea în bune condiţii, se impun abateri foarte mici ale
Fig. M2.6.17 Schema rectificării interioare f ăr ă vârfuri

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 111/140
Managementul fabricatiei produselor
111
concentricităţii suprafeţei cilindrice exterioare faţă de suprafaţa alezajului de prelucrat (din
această cauză se recomandă în prealabil rectificarea suprafeţei exterioare a piesei).
În cazul rectificării interioare, regimul de aşchiere se caracterizează prin următoarele
valori recomandate:
a) viteza periferică a piesei se adoptă între 50 ... 150 m/min pentru alezaje cu
diametrul de 20 ... 300 mm;
b) avansul longitudinal al sculei abrazive se adoptă în fracţiuni din lăţimea B a
acesteia şi anume:
- pentru rectificarea de degroşare sl = (0,6 ... 0,8)B, mm;
- pentru rectificarea de finisare sl = (0,2 ... 0,3) B, mm;
c) avansul transversal st pe cursă dublă se adoptă la valorile:
- pentru rectificarea de degroşare st = 0,0025 ... 0,005 mm;
- pentru rectificarea de finisare st = 0,0015 ... 0,0025 mm;
Rectificarea interioar ă a suprafe ţ elor conice
Suprafeţele conice interioare se pot rectifica fie pe maşini-unelte de rectificat
universale, fie pe maşini-unelte de rectificat interior.
În primul caz, rectificarea conică interioar ă se realizează cu ajutorul unei pă puşi
auxiliare portsculă abrazivă care se montează special pe maşină, rotindu-se cu unghiul
corespunzător conicităţii piesei de prelucrat. Avansul longitudinal este efectuat de masa
maşinii-unelte, iar cel transversal de către pă puşa portsculă.La prelucrarea pe maşini de rectificat interior, obţinerea conicităţii dorite se realizează
prin rotirea pă puşii portpiesă.
Mişcarea rectilinie-alternativă de avans longitudinal este executată de masa maşinii-
unelte, iar mişcarea de avans transversal se realizează prin deplasarea pă puşii portsculă
abrazivă.
M2.U3.9. Broşarea suprafeţelor interioare
Procedeul de prelucrare prin broşare a suprafeţelor interioare cilindrice sau profilate se
utilizează pentru suprafeţe netratate termic. Adaosul de prelucrare se îndepărtează dintr-o
singur ă trecere a broşei trasă sau împinsă în lungul suprafeţei de prelucrat [16], [3], [17].
Se pot broşa alezaje cu dimensiuni cuprinse între 3 ... 300 mm, însă folosirea broşelor
este în general, economică până la dimensiuni de aproximativ 80 mm. Broşele cu dimensiuni
mai mici de 3 mm au o rigiditate mică, iar cele cu dimensiuni peste 300 mm, sunt grele,
necesitând for ţe mari de acţionare şi un consum ridicat de material scump.
Prin broşare se obţine o precizie dimensională corespunzătoare treptei IT7, iar
rugozitatea suprafeţei R a = 1,6 ... 0,4 µm.
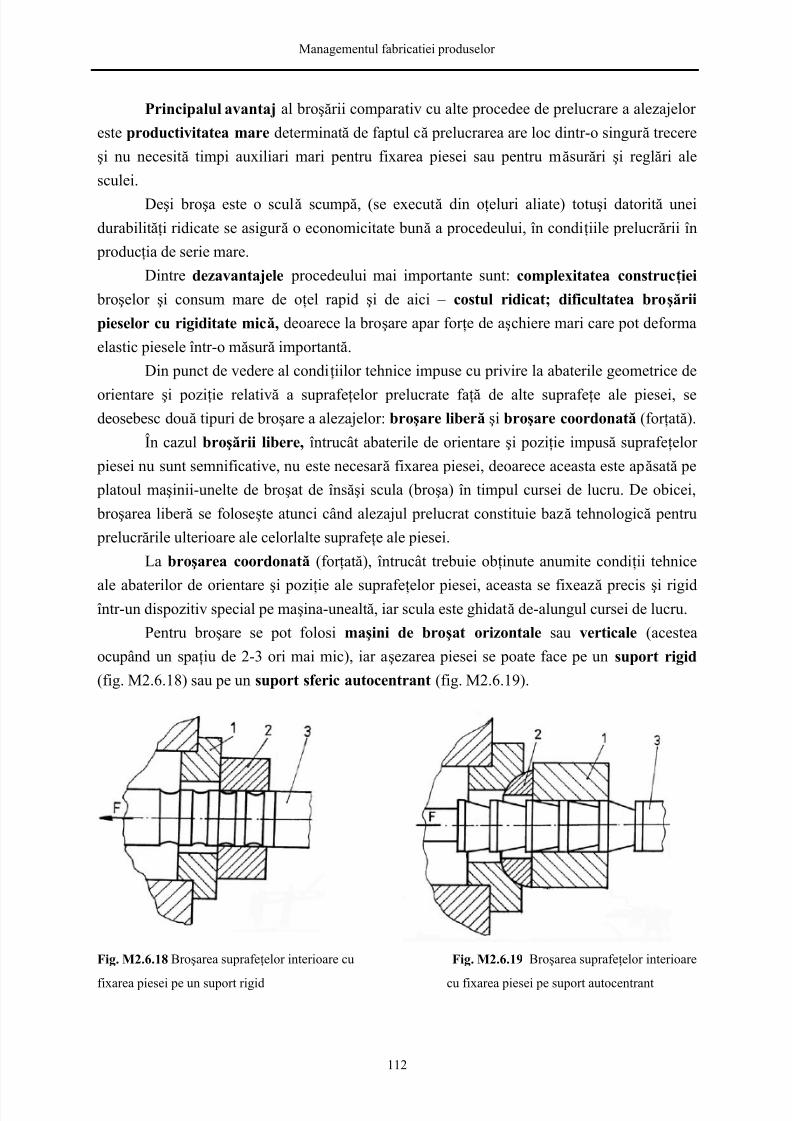
7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 112/140
Managementul fabricatiei produselor
112
Principalul avantaj al broşării comparativ cu alte procedee de prelucrare a alezajelor
este productivitatea mare determinată de faptul că prelucrarea are loc dintr-o singur ă trecere
şi nu necesită timpi auxiliari mari pentru fixarea piesei sau pentru măsur ări şi reglări ale
sculei.
Deşi broşa este o sculă scumpă, (se execută din oţeluri aliate) totuşi datorită unei
durabilităţi ridicate se asigur ă o economicitate bună a procedeului, în condiţiile prelucr ării în
producţia de serie mare.
Dintre dezavantajele procedeului mai importante sunt: complexitatea construcţiei
broşelor şi consum mare de oţel rapid şi de aici – costul ridicat; dificultatea broşării
pieselor cu rigiditate mică, deoarece la broşare apar for ţe de aşchiere mari care pot deforma
elastic piesele într-o măsur ă importantă.
Din punct de vedere al condiţiilor tehnice impuse cu privire la abaterile geometrice de
orientare şi poziţie relativă a suprafeţelor prelucrate faţă de alte suprafeţe ale piesei, sedeosebesc două tipuri de broşare a alezajelor: broşare liberă şi broşare coordonată (for ţată).
În cazul broşării libere, întrucât abaterile de orientare şi poziţie impusă suprafeţelor
piesei nu sunt semnificative, nu este necesar ă fixarea piesei, deoarece aceasta este apăsată pe
platoul maşinii-unelte de broşat de însăşi scula (broşa) în timpul cursei de lucru. De obicei,
broşarea liber ă se foloseşte atunci când alezajul prelucrat constituie bază tehnologică pentru
prelucr ările ulterioare ale celorlalte suprafeţe ale piesei.
La broşarea coordonată (for ţată), întrucât trebuie obţinute anumite condiţii tehnice
ale abaterilor de orientare şi poziţie ale suprafeţelor piesei, aceasta se fixează precis şi rigidîntr-un dispozitiv special pe maşina-unealtă, iar scula este ghidată de-alungul cursei de lucru.
Pentru broşare se pot folosi maşini de broşat orizontale sau verticale (acestea
ocupând un spaţiu de 2-3 ori mai mic), iar aşezarea piesei se poate face pe un suport rigid
(fig. M2.6.18) sau pe un suport sferic autocentrant (fig. M2.6.19).
Fig. M2.6.18 Broşarea suprafeţelor interioare cu
fixarea piesei pe un suport rigid
Fig. M2.6.19 Broşarea suprafeţelor interioare
cu fixarea piesei pe suport autocentrant

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 113/140
Managementul fabricatiei produselor
113
Primul mod de aşezare a piesei (fig. M2.6.18) se foloseşte când suprafaţa frontală de
aşezare a piesei este prelucrată, în prealabil din aceeaşi aşezare cu cea iniţială a alezajului,
asigurându-se astfel o bună precizie geometrică de la perpendicularitate dintre suprafaţa
frontală şi axa găurii ce urmează a fi broşată.
În cazul în care această abatere este mare (mai ales la semifabricate) se foloseşte
pentru aşezarea piesei un suport sferic autocentrant (fig. M2.6.19).
Din punct de vedere al sculelor utilizate pentru broşarea găurilor acestea pot fi: broşe
normale acţionate prin tragere şi broşe-poanson acţionate prin împingere (acestea din urmă
sunt mult mai scurte: 150 ... 300 mm).
Pentru broşele normale, lungimea maximă recomandată este 1000 ... 1500 mm; peste
această lungime rezultată din proiectare se prevăd seturi de broşe, fiecare îndepărtând un
anumit adaos de prelucrare.
În procesul de broşare se folosesc următoarele tipuri de lichide de aşchiere: pentru piese din oţel se utilizează petrol sulfonat, emulsie sau ulei vegetal, iar pentru prelucrarea
pieselor din fontă sau bronz – broşarea se face f ăr ă r ăcire sau folosind uleiuri industriale
mixte. Prin utilizarea lichidelor de aşchiere se micşorează for ţa de aşchiere cu 20 – 30% faţă
de broşarea uscată cu consecinţe favorabile asupra preciziei de prelucrare.
Regimul de aşchiere se caracterizează prin următorii doi parametrii: avansul pe dinte
sd şi viteza de aşchiere v.
Pentru avansul pe dinte, se recomandă pentru broşe rotunde valori între 0,02 ... 0,05
mm. Viteza de aşchiere se stabileşte, în principal în funcţie de precizia dimensională şi
rugozitatea suprafeţei prelucrate şi apoi de caracteristicile fizico-mecanice ale materialului
piesei şi sculei.
Informativ, valorile optime recomandate pentru viteza de aşchiere la broşare sunt
cuprinse între 2 ... 4 m/min.
M2.U3.10. Procedee de netezire a suprafeţelor cilindrice interioare
Aceste procedee au drept scop fie creşterea preciziei dimensionale şi
macrogeometrice, fie îmbunătăţirea calităţii suprafeţelor prelucrate. Netezirea suprafeţelor
cilindrice interioare se poate realiza prin următoarele procedee: strunjire interioară de
netezire, honuire, lepuire, superfinisare, etc. [16], [11], [3].
6.8.1. Strunjirea interioar ă de netezire
Acest procedeu asigur ă realizarea unei precizii dimensionale corespunzătoare treptelor
IT6 ... IT7 şi rugozitatea suprafeţei R a= 0,8 ... 0,1 µm.
Prelucrarea se realizează pe strunguri speciale sau pe maşini de alezat verticale sau
orizontale, caracterizate printr-o precizie deosebit de ridicat din punct de vedere al bătăii
radiale a lagărelor arborelui principal (maxim 0,005 mm), echilibrarea perfectă a acestuia şi a

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 114/140
Managementul fabricatiei produselor
114
dispozitivului cu piesa de prelucrat. Se utilizează drept scule cuţite cu plăcuţe din carburi
metalice sau cuţite prevăzute cu tăişuri din diamant.
Procesul de strunjire interioar ă de netezire se caracterizează prin înlăturarea unor
adaosuri de prelucrare foarte mici (0,05 ... 0,2 mm)la viteze de aşchiere mari (300 ... 1500
m/min pentru aliaje neferoase şi 100 ... 250 m/min pentru fontă şi avansuri mici: 0,01 ... 0,1
mm/rot.
Strunjirea interioar ă de netezire se realizează dintr-o singur ă fixare a piesei în două
faze; în prima se îndepărtează aproximativ 75% din adaosul total, iar în faza finală aşchierea
se face cu adâncime mult mai mică pentru a diminua deformaţiile elastice şi termice ale
elementelor sistemului tehnologic în vederea creşterii preciziei de prelucrare.
Câteva dintre exemplele practice de utilizare a strunjirii de netezire a suprafeţelor
cilindrice interioare sunt: prelucrarea alezajelor bielei diverselor motoare cu ardere internă, a
unor locaşuri pentru lagăre, etc.
Honuirea alezajelor cilindrice
Netezirea alezajelor prin honuire se realizează pentru suprafeţele tratate termic pe
maşini de honuit cu o sculă de construcţie specială denumită hon, schema principială a
procedeului fiind prezentată în fig. M2.6.20 [16], [3].
Honul este prevăzut cu un număr de 3 ... 12 bare abrazive cu granulaţie fină, din
electrocorindon (pentru piese din oţel) şi carbur ă de siliciu (pentru piese din fontă), montate
elastic pe un arbore şi având posibilitatea de a putea fi apăsate simultan pe pereţii alezajului(prin intermediul unor arcuri).
Fig. M2.6.20. Schema principială a procedeului de honuire
După cum se poate observa din fig. M2.6.20, capul de honuit execută o mişcare
continuă de rotaţie ns într-un singur sens şi o mişcare de avans sl rectilinie – alternativă, piesa
fiind fixă.
Legătura capului de honuit cu arborele principal se face prin intermediul unui
cuplaj articulat permiţând astfel autocentrarea honului după alezajul de prelucrat.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 115/140
Managementul fabricatiei produselor
115
Din această cauză, prin honuire se îmbunătăţeşte numai calitatea suprafeţei; precizia
dimensională r ămâne practic constantă şi se micşorează abaterile geometrice de formă de la
circularitate şi cilindricitate (oralitatea şi conicitatea), f ăr ă să se corecteze abaterea de poziţie
a axei găurii.
Anterior honuirii alezajul se prelucrează prin alezare, strunjire de finisare sau
rectificare, în funcţie de condiţiile tehnice impuse piesei.
În procesul de honuire, traiectoriile granulelor abrazive dau naştere pe suprafaţa găurii
la o reţea fină de canale elicoidale, care după desf ăşurarea în plan formează un unghi 2 α (fig.
M2.6.20) favorabil menţinerii un timp cât mai îndelungat a uleiului între aceste rizuri, pentru
micşorarea uzurii dintre alezaj şi arbore în deplasarea lor relativă.
Unghiul α se calculează cu relaţia:
rot
ar
v
vtg ⋅
=α , (6.3)
în care vr.a este viteza mişcării rectilinii alternative, iar vrot – viteza mişcării de rotaţie a
honului.
Valoarea unghiului α influenţează mărimea rugozităţii suprafeţei şi productivităţii
prelucr ării. Astfel, pentru valori mici ale lui α se îmbunătăţeşte calitatea suprafeţei, însă se
micşorează productivitatea, iar pentru valori mari ale lui α are loc o intensificare a
autoascuţirii barelor abrazive, productivitatea creşte, însă se înr ăutăţeşte calitatea suprafeţei.
Ca şi strunjirea de netezire, honuirea se execută în două faze: pentru prima fază
(degroşare) se recomandă să se ia tg α = 0,35 ... 0,6,) iar pentru honuirea finală (finisare) tg α = 0,15 ... 0,25). Granulaţia barelor abrazive se recomandă să fie între M16 ... M4, pentru
prima fază şi M28 ... M7 pentru faza finală.
Din punct de vedere al regimului de aşchiere, mai întâi se stabileşte şi se adoptă viteza
de rotaţie (60 ... 75 m/min pentru piese din fontă şi bronz şi 20 ... 35 m/min pentru piese din
oţel călit), apoi se adoptă viteza mişcării rectilinii alternative pentru a obţine unghiul α dorit,
aceasta fiind dependentă şi de lungimea cursei de lucru (tabelul 6.1.).
Tabelul 6.1.
Valorile recomandate pentru viteza mişcării rectilinii alternative vr.a în
funcţie de lungimea cursei honului
Lungimea cursei, mm 10 ... 50 50 ... 150 Peste 150
Viteza vr.a [m/min] 5 ... 10 12 ... 16 18 ... 22
La viteze rectilinii alternative mai mari decât cele recomandate cresc for ţele de iner ţie
ale sistemului sculei cu influenţe nefavorabile asupra preciziei de prelucrare.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 116/140
Managementul fabricatiei produselor
116
Lungimea cursei de lucru Lc a honului se determină pe baza schemei, prezentată în fig.
M2.6.21:ll2LL dc −⋅+= , (6.4)
unde ld este lungimea de depăşire (necesar ă pentru
evitarea micşor ării diametrului alezajului la capete,
care se ia aproximativ ;3
1l⋅ lungimea barelor
abrazive l se adoptă în funcţie de lungimea găurii L:
l = (0,5 … 0,75) . L (6.5)
Presiunea de apăsare a barelor abrazive pe
pereţii alezajului se recomandă a fi de 1 … 4
daN/cm2 la prima fază de honuire şi 0,5 … 2
daN/cm2
la honuirea finală.Honuirea se execută în prezenţa unor lichide de aşchiere: pentru fontă – un amestec de
90% petrol şi 10% ulei industrial; pentru oţel – un amestec de 50% petrol şi 50% ulei
industrial.
Prin honuire (aplicabilă la prelucrarea finală a cămăşilor de cilindri ale motoarelor
autovehiculelor) se obţine o precizie dimensională în trepte IT6 ... IT7 şi o rugozitate R a= 0,4
... 0,01 µm.
Lepuirea suprafe ţ elor interioare de revolu ţ ie
Acest procedeu se realizează cu ajutorul unor pulberi abrazive libere, de granulaţie
foarte mică, aflate în suspensie într-un lichid de ungere sau conţinute în paste abrazive şi
interpuse între suprafaţa de prelucrat şi scula de lepuit aflate în mişcare relativă [16], [3].
Schema unui cap de lepuire extensibil se prezintă în fig. M2.6.22, unde 1 reprezintă un
dorn, 2 – arcuri care realizează extinderea segmentelor de lucru 3, executate din fontă sau
cupru şi respectiv, apăsarea pe peretele alezajului.
Fig. M2.6.22 Schema unui cap de lepuire a suprafeţelor interioare de revoluţie
Fig. M2.6.21 Schema de calcul acursei de lucru a honului

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 117/140
Managementul fabricatiei produselor
117
Capul de lepuire se fixează în arborele principal al maşinii de lepuit de la care
primeşte o mişcare de rotaţie într-un sens şi altul şi o mişcare rectilinie – alternativă în lungul
axei alezajului, piesa fiind fixă.
Prin lepuire se obţine o precizie dimensională în treapta IT6, o rugozitate R a= 0,1 ...
0,01 µm, dar nu se corectează abaterile geometrice (ovalitatea şi conicitatea) care trebuie
obţinute la valorile necesare în prelucr ările anterioare ale procesului tehnologic proiectat.
M2.U3.11. Rezumat • Pentru prelucrarea suprafeţelor de revoluţie cilindrice şi conice interioare, în
funcţie de performanţele tehnice de precizie dimensională şi geometrică, impuse
prin documentaţie, se pot folosi procedee de degroşare şi respectiv de finisare;
• Procedeele de prelucrare de degroşare a suprafeţelor de revoluţie cilindrice şi
conice interioare sunt: burghierea, lărgirea, strunjirea, iar pentru finisare:
alezarea, strunjirea, broşarea (numai pentru suprafeţe cilindrice) şi rectificare.
• Pentru îmbunătăţirea, în special a rugozităţii suprafeţei prelucrate se utilizează,
după caz următoarele procedeele de netezire: strunjirea, honuirea, lepuirea.
M2.U3.12. Test de evaluare a cunoştinţelor
1. Care sunt procedeele de prelucrare de degroşare şi finisare a suprafeţelor
cilindrice interioare ?
2. Diferenţa dintre prelucrarea de lărgire şi adâncire a unui alezaj;
3. Precizaţi tipurile de maşini-unelte pe care se pot prelucra alezajele;
4. Care sunt metodele de rectificare a suprafeţelor cilindrice şi domeniile de
utilizare a acestora ?
5.
Precizaţi diferenţe dintre elementele sistemului tehnologic de prelucrare larectificarea f ără vârfuri a arborilor şi alezajelor;
6. Care sunt procedeele de netezire a suprafeţelor cilindrice interioare ?
7. la prelucrarea alezajelor, care procedee de netezire este cel mai des utilizat ?
8. În ce caz se recomandă prelucrarea alezajelor prin broşare ?
9. Alezajele conice pot fi prelucrate cu burghiul ?
10. Ce lichide de aşchiere se utilizează la honuire ?

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 118/140
Managementul fabricatiei produselor
118
Temă de control
Pentru reperul personalizat prezentat la prima temă de control (M1.U2.8),
rezolvaţi următoarele sarcini de lucru:
• stabilirea succesiunilor posibile ale operaţiilor şi fazelor de prelucrare prin
aşchiere a reperului personalizat;• stabilirea variantei tehnologice optime de prelucrare, în funcţie de tipul
semifabricatului adoptat şi planul de producţie impus orientativ;
• stabilirea echipamentelor tehnologice posibile a fi utilizate în cadrul procesului
de prelucrare.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 119/140
Managementul fabricatiei produselor
119
Unitatea de învăţare M2.U4. Tehnologia proceselor de prelucrare
mecanică prin aşchiere pe maşini-
unelte cu conducere (comandă)
numerică
Cuprins
M2.U4.1. Introducere.................................................................................................. 119
M2.U4.2. Obiectivele unităţii de învăţare................................................................... 119
M2.U4.3. Noţiuni generale. Programarea manuală şi programarea asistată a maşinilor
unelte.......................................................................................................... 120
M2.U4.4. Programarea manuală a MUCN ................................................................. 121
M2.U4.5. Programarea asistată a MUCN ................................................................... 130
M2.U4.6. Rezumat...................................................................................................... 131
M2.U4.7. Test de evaluare a cunoştinţelor ................................................................. 131
M2.U4.1. Introducere
Conducerea numerică a proceselor tehnologice de prelucrare a diverselor
suprafeţe reprezintă o concepţie nouă, modernă, actuală utilizată, în special în
cazul producţiei de serie mică, pentru eficientizarea prelucr ării pieselor din cadrulunor familii de piese, având la bază principiile tehnologiei de grup.
Acest mod de prelucrare include comanda, reglarea, conducerea şi controlul
proceselor prin intermediul unor programe de lucru conduse numeric prin
calculator.
M2.U4.2. Obiectivele unităţii de învăţareAceastă unitate de învăţare îşi propune ca obiectiv principal, prezentarea
elementelor de bază teoretice şi practice pentru proiectarea proceselor de
prelucrare prin aşchiere pe MUCN
La sfâr şitul parcurgerii acestei unităţi de învăţare, studenţii vor fi capabili să:
• explice tipurile de comenzi numerice existente la diverse maşini-unelte,
sistemele de coordonate, codurile şi adresele utilizate în programarea manuală
a MUCN;
• descrie un program-piesă pentru prelucrarea unui reper simplu pe sistemele
tehnologice cu conducere numerică.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 120/140
Managementul fabricatiei produselor
120
Durata medie de parcurgere a primei unităţi de învăţare este de 2 - 4 ore.
M2.U4.3. Noţiuni generale. Programarea manuală şi programarea asistată a
maşinilor unelteRealizarea prin aşchiere a oricărei piese nu poate fi efectuată f ăr ă întocmirea unei
documentaţii tehnologice (fişă tehnologică, plan de operaţii, etc.) indiferent de gradul de
complexitate al acesteia, documentaţie ce are la bază desenul de execuţie al piesei.
În cadrul documentaţiei sunt stabilite, într-o anumită ordine, informaţii privind
succesiunea operaţiilor şi fazelor, sculele aşchietoare, parametrii regimului de aşchiere,
operaţiile de reglare a maşinii-unelte, informaţii privind fixarea piesei, ş.a.
Pentru realizarea ciclului de lucru, informaţiile cu privire la modul de desf ăşurare a
acestuia sunt codificate pe diferite portprograme ale maşinii-unelte, a căror totalitate formează
„programul” maşinii-unelte.
Acest program poate fi transmis maşinii-unelte într-o mare diversitate de moduri,
cuprinse între realizarea acestuia complet manual (la maşinile-unelte universale) sau automat,
variante facilitate de gradul de automatizare al echipamentelor tehnologice.
Din categoria maşinilor-unelte automatizate fac parte şi cele cu conducere sau cucomandă numerică, caracterizate prin faptul că în acest caz codificarea informaţiilor, ce
alcătuiesc programul de lucru, se realizează pe portprograme de tipul benzii perforate, benzii
magnetice sau calculator.
Proiectarea procesului tehnologic de prelucrare prin aşchiere pe astfel de maşini-unelte
prezintă câteva particularităţi specifice în raport cu elaborarea tehnologiei de prelucrare pe
maşini-unelte tradiţionale (clasice).
Astfel, pentru realizarea prelucr ării pe maşini-unelte cu conducere numerică (MUCN)este necesar [1], [7], [2], [3]:
- să se întocmească programul numeric de lucru al maşinii-unelte;
- să se înregistreze programul de lucru în mod codificat pe purtătorul de program;
- comanda (conducere) automată a diverselor mecanisme ale maşinii-unelte este
realizată în urma prelucr ării electronice a datelor de pe portprogram.
În cazul trecerii la prelucrarea unui alt tip de piesă pe astfel de maşini-unelte, ciclul de
prelucrare poate fi modificat relativ uşor şi în scurt timp prin schimbarea şi alcătuirea altui

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 121/140
Managementul fabricatiei produselor
121
portprogram; această caracteristică recomandă folosirea MUCN îndeosebi în producţia de
serie mică şi pentru prelucrarea pieselor de formă complexă.
Programarea numerică a acestor maşini-unelte se poate realiza în două moduri:
- programare numerică manuală;
- programare numerică asistată.
În cazul programării numerice manuale, datele din fişa tehnologică sau planul de
operaţii întocmit în prealabil, se transpun în mod codificat (după un anumit limbaj de
programare: APT, EXAPT, IFAPT, etc.) într-un tabel program-piesă care conţine: numărul
de ordine N al secvenţelor (fazelor) cu datele concrete ale unei faze de lucru, coordonatele X,
Y, Z etc. ale deplasării săniilor în concordanţă cu dimensiunile piesei de prelucrat, valorile
parametrilor regimului de aşchiere: viteza de avans, turaţia, numărul sculei, precum, şi o serie
de funcţii preparatorii şi auxiliare G şi M prin care se precizează diferite comenzi pe care
trebuie să le execute sculele sau piesa.
Literele şi simbolurile folosite la întocmirea tabelului program-piesă formează aşa
numitul limbaj-maşină, tabel elaborat manual sau automat de către un inginer tehnolog
programator, specializat în elaborarea proceselor tehnologice pe MUCN.
Conţinutul tabelului program-piesă se codifică apoi cu ajutorul unor echipamente
speciale pe diversele tipuri de portprograme (bandă perforată, bandă magnetică, calculator)
după un anumit cod denumit cod-maşină, programul astfel obţinut fiind programul-maşină,
ce se introduce în echipamentul de conducere numerică (ECN), care comandă efectuarea
programului de lucru.
Programarea numerică asistată se realizează cu ajutorul calculatorului: datele din
documentaţia tehnologică servesc prin utilizarea unui limbaj-calculator, la întocmirea unei
fişe program-piesă, pe baza căreia se alcătuieşte programul pentru calculator într-un cod
specific denumit codul-calculatorului cu ajutorul căruia se elaborează programul-maşină.
M2.U4.4. Programarea manuală a MUCN
Tipuri de comenzi numerice
Pe purtătorul de program sunt înregistrate într-un anumit cod o serie de informaţii cu
privire la comenzile numerice necesare în succesiunea în care trebuie să se execute fazele
(secvenţele) de lucru ale operaţiilor şi mişcărilor auxiliare ale sculelor, respectiv piesei de
prelucrat.
Se întâlnesc trei tipuri de comenzi numerice:
a) – comenzi de poziţionare sau punct cu punct;

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 122/140
Managementul fabricatiei produselor
122
b) – comenzi de prelucrare liniar ă;
c) – comenzi de conturare (de prelucrare pe contur).
Comenzile de poziţionare se efectuează asupra lanţurilor cinematice auxiliare pentru
efectuarea deplasărilor sculei sau saniei maşinii cu avans rapid, iar comenzile de prelucrare
liniar ă sau pe contur se realizează asupra lanţurilor cinematice principale pentru efectuarea
deplasărilor cu avans de lucru.
Comenzile de poziţionare sau punct cu punct sunt exemplificate în fig. M2.7.1;
scula aşchietoare, pornind din punctul A, trebuie să ajungă printr-o deplasare rapidă în
punctul B (unde are loc prelucrarea), definit de coordonatele, spre exemplu: X + 2000;
Y + 3000; Comanda de poziţionare în acest caz este de tipul:
99 3000 2000 F Y X ++
Deplasarea sculei din punctul A în B se poate efectua
pe unul din traseele AC1B, AC2B sau ADB, în funcţie de
tipul aparaturii de comandă al maşinii-unelte, desigur
traseul preferabil fiind cel pentru care timpul auxiliar
corespunzător deplasării este cel mai mic.
Mişcarea de deplasare rapidă (de poziţionare) este
comandată în acest exemplu prin adresa F99, viteza acestei
deplasări fiind dependentă de caracteristicile
cinematice şi constructive ale maşinii-unelte.
Comanda de prelucrare liniară se aplică lanţurilor cinematice de avans, care
realizează deplasarea sculei de-a lungul unei traiectorii liniare, cu avans de lucru.
Pentru exemplificare, prelucrarea prin frezare a laturii AB a piesei din fig. M2.7.2, se
programează prin comanda:
S350, F32 1500Y 1500X ++
unde X şi Y sunt coordonatele punctului B
(în cuante de deplasare de valoare 0,01 mm)
faţă de „O”, F32 reprezintă codificarea
vitezei de avans, spre exemplu w = 40
mm/min, iar S350 – codificarea turaţiei
frezei, nas= 350 rot/min.
Pentru prelucrarea laturii BC se
programează realizarea acestuia princomanda sub forma:
Fig. M2.7.1 Schema de lucru peMUCN de poziţionare punct cu punct
Fig. M2.7.2. Schema de lucru pe MUCN paraxiale

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 123/140
Managementul fabricatiei produselor
123
S350; F32 4500Y 3500X 01 ++G
în care: X + 3500, Y + 4500 sunt coordonatele punctului C, (în cuante de deplasare) iar viteza
de avans (adresa F) şi turaţia (adresa S) r ămân aceleaşi. Viteza de avans w trebuie realizată
prin compunerea vitezelor wx şi wy de pe cele două axe de coordonate, astfel încât:222 w y x
x
yww şi
w
wtg +==α (7.1)
Echipamentul de conducere numerică conţine un interpolator (un calculator) liniar, care în
funcţie de unghiul α, determină şi comandă realizarea vitezelor wx şi wy. Pentru aceasta se
foloseşte adresa G01 care reprezintă interpolare liniar ă faţă de sistemul de coordonate.
Comanda de prelucrare de conturare se foloseşte
pentru prelucrarea contururilor curbe (fig. M2.7.3). În
acest caz, pentru fiecare punct al conturului, unghiul α
pe care îl face direcţia vitezei de avans cu axa X
variază în funcţie de traiectorie şi din acest motiv,
echipamentul de conducere numerică conţine un
interpolator pentru interpolare circular ă.
Programarea comenzilor de prelucrare pe contur se
face cu adresa G02 pentru rotirea sculei în sens orar,
respectiv cu adresa G03 – pentru rotirea sculei în sens
antiorar.
Sisteme de coordonate pe MUCN
Pentru indicarea valorilor coordonatelor X,Y, Z, etc. în tabelul program piesă şi deci şi
pe portprogram, este necesar să se stabilească sistemul de axe în raport cu care să fie definite
coordonatele de poziţie ale suprafeţelor de prelucrat.
Sistemul de coordonate ISO, adoptat prin STAS 8902-71
precizează că axa Z este axa arborelui principal al maşinii-
unelte; axele X, Y şi Z sunt orientate conform regulii
mâinii drepte (fig. M2.7.4) iar originea sistemului de
coordonate este arbitrar ă.
Fig. M2.7.4. Stabilirea sistemului decoordonate pe MUCN după regula mâinii
drepte
Fig. M2.7.3. Schema de lucru peMUCN de conturare

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 124/140
Managementul fabricatiei produselor
124
Se pot lua în considerare două sisteme de coordonate: unul al maşinii-unelte, X, Y, Z,
etc., în care are loc deplasarea sculei şi cel de al doilea sistem, X’, Y’, Z’, etc. solidar cu
piesa, referitor la deplasările acesteia după fixare pe masa maşinii-unelte.
Mişcările de rotaţie se notează cu A, B, C pentru sculă şi respectiv A’, B’ şi C’ pentru
piesă, fiind mişcări în jurul axelor X,Y,Z respectiv X’,Y’,Z’.
Originile sistemelor de coordonate alese arbitrar se numesc zero maşină (OM),
respectiv zero piesă (OP (fig. M2.7.5).
Originea maşinii-unelte OM, este un
punct bine determinat prin poziţionarea
iniţială a traductoarelor de deplasare şi de
rotaţie aferente MUCN.
Originea piesei OP, este aleasă
convenabil pe desenul de execuţie al piesei
şi faţă de aceasta se re cotează suprafeţele
acesteia. Poziţia relativă a celor două puncte
la fixarea piesei pe masa maşinii-unelte
trebuie determinată prin cotele relative XR
şi YR ce sunt introduse în programul
maşinii-unelte.
Coduri şi adrese pentru programare
După cum s-a ar ătat anterior, informaţiile necesare realizării ciclului de lucru sunt
memorate (codificate) pe portprogramele amintite, utilizându-se diferite coduri de
programare. Alegerea acestora este determinată, de eficienţa economică şi de fiabilitatea în
exploatarea acestora.
Spre exemplu, pentru portprogramul de tip bandă perforată se utilizează în mod
frecvent codul ISO şi PC-8B.Simbolizarea anumitor comenzi care trebuie executate prin intermediul lanţurilor
cinematice ale maşinii-unelte cu conducere (comandă) numerică se realizează prin litere şi
cifre care reprezintă adrese, acestea fiind clasificate în trei grupe:
- Adrese geometrice, prin care se indică axele de coordonate pe care se realizează
diferitele deplasări (X,Y,Z) şi semnul acestora (+,-).
- Adrese tehnologice, prin care se simbolizează comenzile pentru obţinerea anumitor
valori ale parametrilor regimului de aşchiere sau anumite scule.
Fig. M2.7.5. Originea sistemului de coordonate pentru maşină (OM) şi piesă (OP) pe MUCN
7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 125/140
Managementul fabricatiei produselor
125
Adresele tehnologice sunt simbolizate prin literele F pentru viteza de avans, S pentru
turaţie şi T pentru scula aşchietoare.
- Adrese preparatorii şi auxiliare ( G şi M) sunt corespunzătoare unor comenzi
auxiliare (sens de rotaţie al arborelui principal, tipul interpolării, citire program, oprire
maşină-unealtă, etc.).
Orice adresă este urmată de un număr de cifre, ansamblul format din liter ă şi cifre,
reprezentând codificat comanda care trebuie efectuată.
În cazul adreselor geometrice, cifrele indică valoarea coordonatei în cuante de
deplasare (zecimi, sutimi, miimi de mm) iar semnul „+” sau „–” din faţa literei indicând
sensul de deplasare al sculei sau mesei maşinii-unelte.
În privinţa adreselor tehnologice F, S şi T, cifrele care urmează după simbolul adresei
reprezintă valoarea directă sau codificată a datelor tehnologice.
Pentru adresa F, codificarea vitezei de avans se poate realiza în 5 moduri: -
codificare directă; - codificare simbolică; - codificare în progresie aritmetică; - codificare în
progresie geometrică; - codificare în timp reciproc, dependente de tipul şi firma care produce
MUCN.
Codificarea directă constă în transcrierea după litera F a numărului care reprezintă
valoarea vitezei de avans, în mm/min ; de exemplu: w = 155 mm/min, se codifică F155.
Codificarea simbolică se obţine prin utilizarea unei cifre sau a două cifre, care
codifică vitezele de avans în ordinea lor crescătoare;
De exemplu:
w = 19 mm/min _________ cod F1
w = 23,5 mm/min _________ cod F2
w = 30 mm/min _________ cod F3
Codificarea în progresie aritmetică, constă din formarea primei cifre a codului prin
însumarea la cifra 3 a numărului de cifre care formează partea întreagă a mărimii codificate,după care se trec primele două, trei sau patru cifre ale mărimii codificate.
De exemplu: w = 13,55 mm/min se poate codifica: F513 sau F5135.
Codificarea în progresie geometrică, constă în folosirea a două cifre care
simbolizează un număr din seria geometrică R20, cu raţia φ20 = 1,12, serie ce se foloseşte
pentru gamele de turaţii şi avansuri ale maşinilor-unelte (exemplu F30, F31 ş.a.).
Codificarea în timp reciproc se realizează prin determinarea unei cifre de cod format
din 4 cifre între 0001 şi 9999 rezultând ca inversul timpului (în minute) necesar efectuării

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 126/140
Managementul fabricatiei produselor
126
instrucţiunilor dintr-un bloc de adrese (corespunzător unei secvenţe). Cifra se obţine ca
raportul dintre viteza de avans w şi spaţiul l programat (cursa de lucru) în mm:
Cifra de cod =l
w
Adresele S, sunt folosite pentru programarea turaţiilor arborelui principal prin unele
din următoarele trei metode: directă, simbolică şi în progresie geometrică.
Adresele T, urmate de un grup de două sau trei cifre, se folosesc pentru programarea
sculelor necesare ciclului de lucru. Semnificaţia acestor adrese se refer ă la:
- selectarea unei anumite scule codificate dintr-un magazin de scule; se specifică atunci când
este cazul existenţei unei corecţii de sculă;
- rotirea capului revolver portsculă, în vederea aducerii sculei necesare în ciclul de lucru;
- semnalizarea necesităţii de a schimba o sculă la maşinile-unelte f ăr ă magazin de scule.Exemple de adrese: T05 şi T15 (scula selecţionată din locaşul 5 al unui cap revolver
este adusă în poziţia de lucru prin rotirea într-un sens (cifra 0) sau altul (cifra 1) a capului
revolver;
T23: selecţionarea saculei numărul doi (cifra 2), căreia i se aplică corecţia din registrul
de corecţii numărul trei (cifra 3).
Adresele preparatorii şi auxiliare G şi M sunt însoţite de un număr format din două
cifre care au semnificaţii convenţionale, determinate conform standardului ISO R – 1056 din1969. De exemplu, G00 simbolizează poziţionarea punct cu punct, G01 – interpolare liniar ă;
M00 – oprire programată, M02 – sfâr şit de program; M06 – schimbarea sculei.
Adresa N indică numărul fazei (secvenţei) de lucru, valoarea numărului de fază
(secvenţă) alegându-se într-un mod oarecare între 1 şi 999 (ex. N016).
Adresele H sunt folosite în locul adreselor N în faza în care scula trebuie schimbată
manual. La citirea adresei H, maşina unealtă se opreşte şi se aprinde o lampă de semnalizare,
care indică necesitatea schimbării sculei.
Exemplu: H001 ... T45 N002 ... N003 ...H004 ... T15
Exemplu de programare a comenzilor numerice de pozi ţ ionare
Comenzile numerice de poziţionare sunt specifice în general, maşinilor de găurit, la
maşinile alezat şi frezat sau la cele de rectificat interior în coordonate. Pe aceste maşini-unelte
este necesar ă poziţionarea axei sculei faţă de centrul alezajului, după axele de coordonate X şiY.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 127/140
Managementul fabricatiei produselor
127
În acest scop, se alege
un sistem de coordonate al
piesei cu originea în OP (fig.
M2.7.6), care se află în sistemul
de coordonate al maşinii-unelte
cu originea OM. Punctul OP,
denumit şi punctul de zero al
piesei, se alege arbitrar pe piesă
după criterii tehnologice şi
economice.
Punctul de referinţă R al maşinii-unelte, defineşte originea de unde sania portsculă îşi
începe ciclul de lucru.
ECN pot fi cu zero fix sau deplasabil, după cum a fost stabilită originea piesei drept
punct de referinţă. În primul caz, schimbarea de origine se face prin măsurarea directă a
valorii distanţei dintre OM şi OP, ţinându-se cont şi de sensul acesteia.
Această valoare se introduce de către operator manual în ECN folosind, spre exemplu
comutatoare decadice.
La maşinile-unelte (în special de găurit şi frezat) cu ECN cu zero deplasabil,
deplasarea faţă de origine se face prin decalajul acesteia, prin afişare şi se stabileşte la
executarea piesei de probă, fiind determinată prin aducerea centrului sculei în punctul dorit,
apoi introdusă manual prin panoul de comandă al operatorului.
Programarea se poate face în coordonate absolute (raportate întotdeauna la OM) sau
relative (raportate la un punct oarecare precedent considerat ca punct de origine).
Pentru programarea în coordonate absolute se foloseşte adresa G90, iar pentru ceaabsolută G91.
În exploatarea MUCN care utilizează ECN de poziţionare prelucrarea se face după
axele X şi Y, iar comanda deplasării sculei pe axa Z se face secvenţial (prin limitatoare de
cursă) sau numeric.
Pentru un exemplu concret de prelucrare, tabelul program-piesă reprezentat în fig.
M2.7.8, a fost întocmit pentru prelucrarea găurilor apar ţinând piesei din fig. M2.7.7,
considerându-se cunoscute următoarele elemente:
Fig. M2.7.6. Schema sistemelor de coordonate la prelucrarea pe MUCN de poziţionare

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 128/140
Managementul fabricatiei produselor
128
Fig. M2.7.7. Schiţa piesei şi poziţionarea acesteia pe o MUCN de prelucrare a găurilor:
a) poziţionarea în sistemul de referinţă al maşinii-unelte; b) schema ciclului de
prelucrare al găurilor
- ECN de poziţionare cu comandă numerică pe axele X, Y;
-
comanda deplasărilor pe axa Z: secvenţială;- schimbarea sculei: manual;
- programarea în coordonate absolute;
- tehnologia de prelucrare a găurilor se realizează în următoarea succesiune:
1. – executarea găurilor de centruire cu Ø3, în poziţiile A,B,C,D,E;
2. – găurire cu burghiul Ø8, în poziţiile A,B,C,E (în vederea filetării), precum şi în
poziţia D (găurire iniţială);
3. – filetare cu tarodul M10 în poziţiile A,B,C,E;
4. – găurire Ø25 în poziţia D.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 129/140
Managementul fabricatiei produselor
129
Agenţieconomici
Banda nr. 70 - 01 TABEL PROGRAM-PIESĂ
Data:
Piesa: Placă Maşina-unealtă Cod: PC8-B Programator: N G X Y M Poz. naş w
H001
N002 N003 N004 N005
G81 X + 02000
X + 11000
X + 06000X + 02000
Y + 08000
Y + 04000Y + 06000Y + 04000
M51
M06
A
BCDE
2000 200 Burghiu Ø3
H006 N007 N008 N009 N010
X + 02000X + 11000
X + 06000X + 02000
Y + 08000
Y + 04000Y + 06000Y + 04000
M52
M06
ABCDE
Burghiu Ø8
H011 N012 N013 N014
N015
G84
G81
X + 02000X + 11000
X + 02000
X + 06000
Y + 08000
Y + 04000
Y + 06000
M53
M06
M54
ABCE
D
60
400
105
70
Tarod M10
Burghiu Ø22 N016H017
N018H019
N020
G84
G80 X + 000 Y + 12000
M06M55M06M56M00
DDDDS
800 120
60
Alezare de degroşareØ24Alezare de finisareØ25Revenire în S. Stop
program
Fig. M2.7.8. Tabelul program-piesă pentru prelucrarea unei piese pe o MUCN de poziţionare punct cu punct
În primul bloc de informaţii H001 s-au programat coordonatele centrului găurii (X +02000, Y + 08000) şi ciclul de găurire G81 (apropiere rapidă a-b, mişcare de avans b-c,
retragere rapidă c-a). Celelalte comenzi G84 şi G85 se refer ă la ciclurile de lucru pentru
filetare, respectiv alezare. Aceste cicluri sunt realizate şi reglate cu ajutorul unor opritori aflaţi
pe un tambur cu canale longitudinale, care acţionând o serie de microîntrerupătoare asigur ă
executarea fazelor corespunzătoare ciclului de prelucrare. Selectarea canalelor pe care se află
opritorii se face cu ajutorul adreselor M51 ...M55.
Schimbarea sculei este programată prin adresa M06.
În conformitate cu această adresă, scula a cărei mişcare de rotaţie este oprită, se
retrage în punctul de schimbare S(X=0; Y=120).
Prin citirea următorului bloc (H006), care conţine adresa H, se semnalizează optic
necesitatea schimbării sculei. După aceasta se schimbă turaţia arborelui principal şi viteza de
avans. Mai departe, prin acţionarea manuală de la panoul de comandă al operatorului, se
comandă continuarea avansului de lucru, prin efectuarea conţinutului blocului cu adresa H şi
ale următoarelor blocuri având adresa N.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 130/140
Managementul fabricatiei produselor
130
Ultimul bloc de informaţii N020 conţine adresele: G80 (anularea ciclului precedent
G84), coordonatele punctului S (retragerea sculei) şi M00 (oprirea programului).
M2.U4.5. Programarea asistată a MUCN
În cazul prelucr ării prin aşchiere a unor piese de formă complexă (carcase, matriţe,
etc.), programarea manuală a MUCN devine ineficientă, deoarece solicită din partea
specialistului programator multiple calcule laborioase şi îndelungate pentru determinarea
traiectoriilor geometrice şi directoare ale sculei, existând totodată şi posibilitatea destul de
frecventă a apariţiei unor greşeli de calcul.
Din această cauză, apelându-se la programarea asistată, calculatorului îi sunt
încredinţate spre rezolvare pe lângă problemele de calcul a diverselor traiectorii şi alte sarcini
concrete ale tehnologiei de prelucrare: determinarea turaţiei de lucru naş în funcţie de viteza deaşchiere, diametrul sculei, caracteristicile mecanice ale materialului de prelucrat şi al sculei,
etc.
Legătura între tehnologul programator şi calculator se face prin intermediul unui
limbaj de programare specializat (APT, ADAPT, EXAPT, IFAPT, etc.) pe baza căruia şi
având la dispoziţie datele geometrice (desenul de execuţie al piesei) datele tehnologice, datele
privind caracteristicile tehnice ale MUCN şi pe baza unui cod şi limbaj tehnologic
convenţional, elaborează planul de operaţii [7], [3], [1]. Cu ajutorul acestui plan şi a unuimanual de programare specific calculatorului, se elaborează FIŞA PROGRAM-PIESĂ.
Această fişă conţine o succesiune de instrucţiuni cu privire la geometria piesei, traiectoria
sculei, condiţiile de deplasare, condiţiile tehnologice. Eventualele erori de programare din fişă
sunt eliminate printr-un control riguros, după care conţinutul acesteia se transpune pe un
suport portprogram (spre exemplu banda perforată acesta constituind „PROGRAMUL DE
CALCULATOR”.
După verificarea acestuia, se trece la rularea „Programului de calculator”, aceastaînsemnând prelucrarea automată a datelor cu ajutorul procesorului şi portprocesorului.
PROCESORUL reprezintă un program de traducere a instrucţiunilor scrise în
limbajul de programare (APT, EXAPT, etc.) în limbajul calculatorului (Ex. TURBO
PASCAL, etc) şi de determinare, prin calcul, a succesiunii punctelor traiectoriei sculei.
Funcţiile procesorului se refer ă la primirea, memorarea, prelucrarea, transmiterea şi
tipărirea (afişarea) rezultatelor.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 131/140
Managementul fabricatiei produselor
131
POSTPROCESORUL este, ca şi procesorul, un compilator, care preia rezultatele
prelucr ării datelor de către procesor, precum şi datele tehnologice şi le traduce în limbajul şi
codul maşinii-unelte (ex. ISO sau PC-8B).
Obiectivele pe care le îndeplineşte şi rezolvă portprocesorul sunt aproximativ aceleaşi
cu cele pe care le prelucrează tehnologul-programator expert în programarea manuală a
MUCN, adică: verificarea limitelor curselor săniilor MUCN, controlul vitezelor de aşchiere şi
de avans, controlul dinamicii acceler ării şi frânării organelor de lucru, interpretarea
comenzilor auxiliare referitoare la lichidul de aşchiere, sensul de rotaţie a arborelui principal,
schimbarea sculelor, etc.
O dată cu elaborarea de către calculator a PROGRAMULUI MAŞINĂ, se tipăreşte la
imprimantă şi o Fişă Program-Piesă, care se confruntă cu fişa originală pentru depistarea
erorilor datorate calculatorului. În paralel, se face şi controlul, spre exemplu al benzii
perforate sau magnetice pe maşini speciale.
În final, banda perforată sau magnetică se introduce în ECN şi se trece la prelucrarea
piesei, nu înainte de a face o ultimă verificare a portprogramului prin punerea în funcţiune la
mersul în gol al maşinii-unelte şi derularea comenzilor corespunzătoare ciclului de prelucrare
al piesei.
M2.U4.6. Rezumat • Pentru prelucrarea unei piese pe MUCN, după caz, programul de lucru poate fi
obţinut prin: programare manuală sau asistată;
• În vederea proiectării unui proces de prelucrare pe astfel de echipamente sunt
necesare însuşirea tipurilor de comenzi numerice, a codurilor şi adreselor de
programare pentru toate activitatile care intervin în dinamica procesului de
prelucrare;
• În proiectarea procesului de prelucrare limbajul de programare al maşinii are
rolul esenţial, acesta particularizând şi diferenţiind diversele tipuri de MUCN
existente pe piaţa producătorilor de maşini-unelte.
M2.U4.7. Test de evaluare a cunoştinţelor
1. Ce reprezintă „programul” unei maşini-unelte şi câte tipuri cunoaşteţi ?
2.
Ce fel de portprograme sunt specifice MUCN ?3. Cum se poate realiza programarea MUCN ?

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 132/140
Managementul fabricatiei produselor
132
4. Precizaţi următoarele noţiuni: tabel-program-piesă, limbaj-maşină, cod-maşină,
program-maşină;
5. Câte tipuri de comenzi numerice se întâlnesc în construcţia MUCN ?
6. Precizaţi tipurile de adrese folosite în programarea manuală a MUCN şi
simbolurile acestora;
7. Prin ce difer ă programarea asistată a MUCN faţă de cea manuală ?
8. Precizaţi denumirea unor limbaje de programare asistată a MUCN;
9. Ce reprezintă un procesor ?
10. Definiţi rolul postprocesorului în programare asistată a MUCN.
11.Precizaţi factorii care influenţează alegerea maşinii-unelte în procesele de
prelucrare din punct de vedere al eficienţei economice.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 133/140
Managementul fabricatiei produselor
133
Unitatea de învăţare M2.U5. Aspecte privind eficienţa economică
a prelucrărilor mecanice prin
aşchiere
Cuprins
M2.U5.1. Introducere.................................................................................................. 133
M2.U5.2. Obiectivele unităţii de învăţare................................................................... 133
M2.U5.3. Analiza factorilor care influenţează costul prelucr ării ............................... 134
M2.U5.4. Măsuri de management tehnologic pentru reducerea costului proceselor
tehnologice de prelucrare........................................................................... 136
M2.U5.5. Rezumat...................................................................................................... 140M2.U5.6. Test de evaluare a cunoştinţelor ................................................................. 140
M2.U5.1. Introducere
În analiza eficienţei economice a prelucr ărilor mecanice prin aşchiere, o
pondere importantă o are timpul de lucru şi costul materialului îndepărtat, mai ales
atunci când acesta este de calitate şi se obţine cu costuri ridicate. Pe de altă parte,
prelucr ările mecanice prin aşchiere sunt indispensabile în unele situaţii şi în special
la obţinerea pieselor de formă complexă cu o precizie dimensional-geometrică
ridicată. Chiar dacă în ultimul timp s-au dezvoltat tehnologii moderne de obţinere
în condiţii de eficienţă ridicată a pieselor de formă complexă, cum este „rapid
prototyping”, acestea au domenii limitate de aplicare mai ales din punct de vedere
al preciziei dimensionale, care de multe ori impune şi prelucr ări mecanice
suplimentare.
În unitatea de învăţare M1.U3., au fost prezentaţi principalii parametrii ai
proceselor tehnologice care au relevantă asupra eficienţei prelucr ării prin diverse
variante de lucru.
Din această cauză în analiza economicităţii prelucr ărilor mecanice prin
aşchiere, trebuie avuţi în vedere şi influenţa altor elemente (factori) cum sunt
costurile în legătur ă cu: sculele de lucru, dispozitivele, verificatoarele, cu
manipularea semifabricatelor în atelier şi pe maşinile-unelte, cu reglarea maşinilor-
unelte, cu controlul sau măsurarea, etc.
M2.U5.2. Obiectivele unităţii de învăţareAceastă unitate de învăţare îşi propune ca obiectiv principal, prezentarea
elementelor de bază pentru stabilirea eficienţei economice a proceselor de

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 134/140
Managementul fabricatiei produselor
134
prelucrare prin aşchiere, prin prisma factorilor principali care influenţează costul
prelucr ării.
La sfâr şitul parcurgerii acestei unităţi de învăţare, studenţii vor fi capabili să:
• identifice factorii care influenţează esenţial asupra costului prelucr ării prin
aşchiere a suprafeţelor;
• analizeze raportul dintre timpii tehnologici şi categoriile de costuri aferente
prelucr ării;
• explice modalităţile de eficientizare a prelucr ării prin prisma costului şi
productivităţii aferente proceselor tehnologice;
• identifice şi să descrie măsurile de management tehnologic pentru reducerea
costului de prelucrare.
Durata medie de parcurgere a primei unităţi de învăţare este de 1 - 2 ore.
M2.U5.3. Analiza factorilor care influenţează costul prelucrării
Aşa cum se poate observa din fig. M2.8.1., timpul pentru prelucrarea propriu-zisă reprezintă
un procent foarte mic din timpul total de atelier. Din această cauză în evaluarea eficienţei
economice la prelucr ările de mare productivitate, timpul de bază de maşină are o mai mică influenţă în raport cu timpii din afara procesului de aşchiere.
Fig. M2.8.1. Ponderea timpilor aferenţi diverselor faze ale proceselor tehnologice de prelucrare mecanică prinaşchiere
Este logic că pentru micşorarea costului prelucr ării, toţi parametrii care îl influenţează
trebuie aleşi sau specificaţi în aşa fel încât să conducă atât la diminuarea costurilor cât şi la
micşorarea timpilor de prelucrare, de maşină şi de atelier.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 135/140
Managementul fabricatiei produselor
135
Diverse metode şi concepţii de analiză au fost dezvoltate pentru minimizarea
costurilor mai ales odată cu dezvoltarea şi realizarea unor software-uri specializate.
Oricum, pentru ca rezultatele calculelor de eficienţă economică să fie de încredere
(credibile), este esenţial ca datele de intrare în program să fie exacte şi reactualizate
permanent.
În cele de mai jos se prezintă pentru exemplificare una din cele mai simple metode de
analiză a costurilor pentru prelucr ările prin strunjire a suprafeţelor, cu posibilităţi de
generalizare şi pentru alte procedee de lucru [3].
Astfel, la prelucrarea prin strunjire a suprafeţelor, costul total pe piesă se poate
determina cu relaţia:,CCCCC 4321 +++= (8.1)
în care C1 reprezintă costurile neproductive (independente de timpul de aşchiere) cum sunt
cele în legătur ă cu: munca fizică, regia, costul necesar pentru reglarea, fixarea sculeloraşchietoare, pregătirea dispozitivelor, verificatoarelor şi maşinii-unelte pentru lucru,
apropierea şi retragerea sculelor, verificatoarelor, etc.;
C2 – costul prelucr ării propriu-zise (muncă fizică, regie, costurile de producţie în
timpul aşchierii);
C3 – costurile schimbării sculelor: munca fizică, regie, costul timpului de maşină şi al
schimbării sculei;
C4 – costul sculelor aşchietoare.
Pentru o analiză relevantă trebuie să se realizeze pentru diverse cazuri şi condiţiiconcrete de prelucrare grafice de variaţie de tipul celor prezentate în fig. M2.8.2.
După cum se poate observa din fig.
M2.8.2, mici variaţii ale vitezei de aşchiere pot
avea uneori efecte semnificative în costul total
sau timpul de maşină. De asemenea, în afar ă de
costul C1, celelalte componente, variază
semnificativ cu viteza de lucru.
Spre exemplu, cu creşterea vitezei de
aşchiere, timpul de bază pentru o anumită piesă
(deci şi costul aferent) descreşte.
În acelaşi timp, se cunoaşte că
durabilitatea sculelor aşchietoare, în general
descreşte cu viteza de aşchiere. Drept urmare,
costul sculei creşte, ca şi costurile în legătur ă cu
schimbarea sculei mai des.
Fig. M2.8.2. Variaţia diver şilor timpi tehnologici şi categorii de costuri ai pieselor prelucrate în funcţie de viteza de aşchiere

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 136/140
Managementul fabricatiei produselor
136
Este recomandat ca fiecare din aceste costuri să fie descrise (pe baza prelucr ării datelor
concrete obţinute din procesul de aşchiere) prin formule (funcţii) matematice dependente de
viteza de aşchiere, spre exemplu şi apoi să se obţină funcţia compusă exprimată prin relaţia
(8.1).
Prin diferenţierea relaţiei (8.1), adică efectuând:
,0dv
dC= (8.2)
se obţine viteza optimă de aşchiere pentru obţinerea costului minim pe piesă (fig. M2.8.2).
În mod similar, se procedează şi cu timpul total de obţinere a piesei finite, rezultat prin
însumarea diver şilor timpi aferenţi fazelor procesului tehnologic (prinderea şi desprinderea
piesei pe maşina-unealtă, prelucrarea propriu-zisă, schimbarea sculei, etc.
Prin diferenţierea relaţiei timpului total al piesei, adică efectuând:
,0dv
dT= (8.3)
se obţine valoarea optimă a vitezei pentru un timp minim de maşină sau de atelier.
Aşa cum se poate observa din fig. M2.8.2, se ob ţine astfel un domeniu al eficienţei
maxime a prelucrării, determinat de intervalul cuprins între cele două viteze optime obţinute
din relaţiile (8.2) şi (8.3).
De la caz la caz se poate lucra cu viteza care favorizează mai mult sau mai puţin costul
sau productivitatea prelucr ării.
Desigur că analiza eficienţei economice se poate face şi în funcţie de alţi parametrii de
performanţă: profit, consumuri energetice, calitatea produsului, etc.
M2.U5.4. Măsuri de management tehnologic pentru reducerea costului
proceselor tehnologice de prelucrare
Orice produs executat în cadrul unui proces de fabricaţie trebuie să îndeplinească toate
condiţiile de calitate şi performanţă impuse de către proiectant.
Datorită evoluţiei continue a progresului ştiinţei şi tehnicii, produselor li se impun
condiţii de calitate tot mai pretenţioase exprimate prin următoarele cerinţe [8]:
-
parametrii funcţionali şi de exploatare superiori;- siguranţa ridicată în exploatare;
- design cât mai plăcut şi în concordanţă cu cerinţele la zi ale beneficiarului;
- preţ de cost cât mai mic pentru ca eficienţa economică a societăţii comerciale sau
agentului economic să fie cât mai mare.
Criteriul de bază al aprecierii eficienţei economice este preţul de cost al produsului,
care este dependent de performanţele tehnice şi economice ale proceselor tehnologice de
fabricaţie proiectate de inginerul tehnolog.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 137/140
Managementul fabricatiei produselor
137
Măsurile de management tehnologic pentru reducerea costului de fabricaţie al
produselor se deduc analizând relaţia preţului de cost C al acestora exprimată sintetic sub
următoarea formă:
∑ ∑= =
+⎥⎦
⎤
⎢⎣
⎡
⎟ ⎠
⎞
⎜⎝
⎛ +++++++=
k
i
n
i pf iiiii
C zV S D Mu M C i
1 1
21 ,100
1 α α
(8.4)
în care: M reprezintă cheltuieli cu semifabricatele şi materialele necesare pentru realizarea
produsului, după scăderea costului deşeurilor recuperabile;
Mu – cheltuieli cu amortizarea, întreţinerea şi exploatarea utilajelor tehnologice,
raportate la unitatea de produs;
D – cheltuieli cu amortizarea şi exploatatea dispozitivelor utilizate pentru fixarea
pieselor pe maşinile-unelte aferente structurii procesului tehnologic, raportate la unitatea de
produs;
S – cheltuieli cu amortizarea şi exploatarea sculelor, raportate la unitatea de produs;V – cheltuieli cu amortizarea şi exploatarea verificatoarelor, raportate la unitatea de
produs;
α1 – cotă procentuală din salariu pentru cheltuieli sociale;
α2 - cotă procentuală din salariu pentru cheltuieli cu regia agentului economic;
k – numărul de tipuri de semifabricate consumate pentru realizarea produsului;
n – numărul de operaţii necesare pentru fabricaţia produsului;
z – cheltuieli legate de manopera procesului de fabricaţie;
C pf – cheltuieli f ăcute cu pregătirea fabricaţiei pentru realizarea produsului.Astfel, pentru reducerea cheltuielilor necesare cu materiale consumate în vederea
realizării produsului se analizează relaţia de calcul a acestora sub forma:
( )∑=
−+⋅=k
i
d M d M n iiiiiK K GK G M
1
, (8.5)
în care: Gn reprezintă greutatea netă a fiecărui reper din componenţa produsului;
K M – preţul de cost al unui kg de material;
Gg – greutatea deşeurilor;
K d – preţul de cost al unui kg deşeu aferent fiecărui material.
Pentru reducerea cheltuielilor pentru materiale se impun următoarele măsuri de
management tehnologic:
- reducerea greutăţii produselor în procesul de proiectare constructivă;
- utilizarea unor materiale cu performanţe şi caracteristici superioare, dar cu costuri
mici;
- utilizarea de semifabricate cu forme şi dimensiuni cât mai apropriate de ale
pieselor finite, pentru ca greutatea deşeurilor să fie cât mai mică;
- executarea pieselor din semifabricate care să permită utilizarea deşeurilor pentru
realizarea altor piese (exemplu: găurirea barelor cu burghie tubulare).

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 138/140
Managementul fabricatiei produselor
138
Pentru reducerea greutăţii pieselor se poate apela la înlocuirea metalului cu
materiale plastice (f ăr ă a afecta performanţele în funcţionare) sau utilizarea unor metale mai
uşoare şi mai ieftine (spre exemplu oţelul, cu fontă sau duraluminiu).
De asemenea, pentru acelaşi tip de material general, spre exemplu oţel, în vederea
realizării unor caracteristici superioare se pot aplica operaţii de tratament speciale
(cementare, cromare, ecruisare prin deformare plastică etc.).
O altă măsur ă, o reprezintă, spre exemplu înlocuirea prelucrării prin aşchiere a unor
piese cu deformarea plastică ce asigur ă îmbunătăţirea proprietăţilor fizico-mecanice, şi se
elimină pierderea de material prin aşchii; în mod asemănător, se poate folosi deformarea
plastică prin explozie, debitarea cu laser, jet de apă în locul celei prin aşchiere cu pinze de
debitare, sau discuri abrazive.
Utilizarea unor semifabricate cu forme şi dimensiuni apropriate de ale piesei finite
conduce la economii de material, dar şi la reducerea considerabilă a cheltuielilor cu manopera pentru prelucr ările mecanice sau neconvenţionale.
Spre exemplu, un arbore cotit matriţat în matriţe închise faţă de unul forjat este de 2,5
ori mai uşor, şi corespunzător se reduce şi timpul de prelucrare.
De asemenea, matriţarea oţelului în stare lichidă conduce la creşterea coeficientului de
utilizare a materialului.
Economii mari de metal se obţin şi prin înlocuirea semifabricatelor turnate cu cele
matriţate la rece, sau sudate, sau matriţate şi par ţial sudate (pentru forme deosebit de
complexe). Se reduce consumul de metal în medie cu 75 ÷ 80%, volumul de muncă pentru prelucrare cu 70%, iar preţul de cost tehnologic cu aproximativ 60 ÷ 65%.
o Cheltuielile pentru amortizarea, întreţinerea şi exploatarea utilajelor,
dispozitivelor şi verificatoarelor au o pondere mare în structura preţului de cost al unui
produs.
Pentru reducerea acestor cheltuieli se impune utilizarea unor echipamente de mare
productivitate, cu grad ridicat de flexibilitate (de tip modular, realizate din elemente
normalizate) care pot fi uşor adaptate pentru realizarea unei game de piese cu forme şi
dimensiuni variabile, respectiv să aibă un grad optim de automatizare, care să permită
reducerea activităţilor manuale şi asigurarea unei calităţi totale ale produselor fabricate.
o Cheltuielile cu amortizarea şi exploatarea sculelor au o pondere, în mai multe
cazuri mai mare asupra costului prelucr ării decât cele cu dispozitivele şi verificatoarele, mai
ales atunci când piesele care se prelucrează sunt realizate din metale sau materiale greu
prelucrabile, necesitând un consum mare de scule (exemplu: oţeluri inoxidabile, manganoase,
materiale ceramice, compozite, etc.).
Pentru reducerea consumului de scule se impun următoarele măsuri de management
tehnologic:

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 139/140
Managementul fabricatiei produselor
139
• ascuţirea centralizată a sculelor aşchietoare cu echipamente specializate;
• lepuirea muchiilor aşchietoare după ascuţire, sau ascuţirea de finisare, cu
discuri cu praf de diamant cu o granulaţie fină pentru a asigura o rugozitate
mică a suprafeţelor active (R a = 0,2...0,1) µm.
•
prelucrare cu lichide de aşchiere în stare pulverizată sau utilizarea bisulfurii de
molibden pentru ungerea în scopul reducerii uzurii;
• utilizarea unor scule acoperite din fabricatie cu straturi protectoare rezistente
la uzur ă;
• exploatarea sculelor cu regimuri recomandate de firma producătoare,
determinate în urma cercetărilor experimentale;
• utilizarea unor scule cu un grad ridicat de universalitate (spre exemplu: plăcuţe
aşchietoare de tip M).
o
Cheltuielile cu plata salariului pot fi reduse în mod raţional prin următoarelemăsuri mai importante:
• micşorarea timpului de lucru pentru realizarea produsului, prin introducerea
unor măsuri de creştere a productivităţii prelucr ării;
• mărirea raţională a numărului de utilaje (maşini unelte) deservite de un
muncitor;
• reducerea numărului de operaţii necesare realizării produsului;
• simplificarea activităţii operatorului în deservirea utilajului, prin adoptarea
unor echipamente automatizate pentru reducerea activităţii manuale;o Cheltuielile cu activităţile pentru pregătirea fabricaţiei se refer ă, în special la:
- cheltuielile cu proiectarea proceselor tehnologice de prelucrare (manuală sau mai
nou asistată de calculator) şi a echipamentelor tehnologice speciale;
În acest sens pentru reducerea ponderii acestora în preţul de cost se impun următoarele
recomandări:
- în producţia de serie:
• utilizarea unor tehnologii tipizate;
• folosirea unor SDV-uri cu grad ridicat de flexibilitate şi universitate, cu
structur ă modular ă;
• prelucrarea şi asamblarea pe linii „elastice”, flexibile:
- în producţia de serie mică şi individuală:
• utilizarea tehnologiei de grup, folosind utilaje universale şi par ţial specializate
de înaltă productivitate dotate cu SDV-uri de grup;
• folosirea MUCN-urilor speciale sau centrele de prelucrare de tip CN, CNC.

7/24/2019 15_Managementul Fabricarii Produselor
http://slidepdf.com/reader/full/15managementul-fabricarii-produselor 140/140
Managementul fabricatiei produselor
M2.U4.6. Rezumat • Pentru prelucrarea unui produs prin aşchiere se pot proiecta mai multe variante
de proces tehnologic;
• Alegerea variantei tehnologice optime se poate face atât prin prisma costului de
prelucrare, precum şi al productivităţii;
• Din punct de vedere al costului, alegerea variantei economice se face prin analiza
factorilor care influenţează costurile pentru prelucrarea propriu-zisă,respectiv
pentru deservirea tehnică şi organizatorică a locului de muncă, dependente la
rândul lor de structura sistemului tehnologic şi de valorile parametrilor
tehnologici de lucru;
• De la caz la caz, analiza costului poate fi f ăcută şi prin prisma altor parametri de
performanţă: procentul de profit al firmei, cheltuielile cu regia, consumuri
energetice, etc.
M2.U4.7. Test de evaluare a cunoştinţelor
1. Precizaţi factorii care influenţează costul prelucr ării prin aşchiere a unei piese;
2. Care timp din structura normei tehnice de timp are cea mai semnificativă influenţă
asupra costului prelucr ării ?
3. Ce înseamnă domeniu de eficienţă maximă a prelucr ării ?





























