Embed Size (px)
Citation preview

Process Industry and Energy Savings 1
Process Industry and Energy SavingsSuccess through cooperation in the business chain
November 2010

2 Process Industry and Energy Savings
© 2010
Copyright and disclaimerAll text, illustrations, etc. are the copyright of NAP.
No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, or be adapted in full or in part, without the prior permission of the publisher, or in so far as permitted under applicable copyright law. Although this publication is the result of the best efforts of the publishers and authors, neither the publisher nor the authors guarantee the accuracy or completeness of the information contained herein. Thus, neither the publisher nor the authors will accept any responsibility for any damage whatsoever resulting from actions or decisions based on the information herein. Users of this publication are strongly advised not to use this information in isolation, but also to rely on their professional expertise and experience and to verify any information they intend to use.
NAPP.O. Box 10583860 BB Nijkerkthe NetherlandsTel. +31 – 33 – 247 34 60Fax +31 – 33 – 246 04 70 E-mail [email protected]
ISBN/EAN: 978-90-812162-8-9

Process Industry and Energy Savings 3
Preface
NAP is excited to present the final report of the Special Interest Group Energy (SIG-E), which has been put together over a period of two years based on the experience and input of 16 companies on the key question on how the process industry can significantly reduce its energy consumption – but more importantly significantly reduce its carbon foot print.Allow me to share some personal perspective and experience in this area having been closely involved in projects and initiatives to reduce CO2 emissions.
Until some years ago, energy reduction projects in the process industry were implemented based on a financial business case. In general our industry has been quite effective making progress in terms of energy efficiency. Our focus was traditionally inside our plant fences for these types of projects. We reached a point that basically no major steps were left any more. The game changer was the notion that we together are consuming 1.4 planets and dramatic change is needed – also in the energy area.
Energy efficiency improvement today is not just a traditional business case game any longer, but projects are brought forward because it is the right thing to do: conserve energy and use green energy where possible. Only as a last resort should we fall back on fossil fuels. Regulatory and legislative pressures help to achieve certain goals, but at the end of the day the mind-set and culture to conserve the earth’s resources should be with all our employees in the process industry. Only then will we drive creativity, innovation, collaboration and will re-invent the way we work in our industry. Only then will we think beyond the borders of our own facilities and companies and really look for opportunities and possibilities to move towards a zero CO2 foot print process industry. We should do this for our existing facilities, for new facilities we will build and we certainly need to look at shutting down facilities which no longer meet the environmental standards of today. In new facilities we consciously need to make decisions not only based on short term financial return, but also look at environmental aspects of the facility which will be ours for typically the next 20 – 30 years.

4 Process Industry and Energy Savings
The report which is in front of you gives an excellent overview of what has been achieved in recent history, where barriers and road blocks exist, but more importantly where the opportunities are to be found. The report also includes a number of suggestions on how the process industry chain in the Netherlands can take a stronger stance on driving energy conservation and reducing the CO2 foot print of our industry. I hope that reading this report will give you the encouragement and drive to become actively involved in reducing the CO2 foot print of the process industry. I also hope that this report will be the starting point of next steps which we can take together like implementing energy innovations in our facilities and actively cooperate to prove that also in this case the process industry chain is stronger than its individual parts.
The input and dedication of project manager Edward Pfeiffer (KEMA) has allowed SIG-E to book results within the set period. For this NAP is much appreciative of KEMA.
Hans van Haarst, MSc November 2010Chairman

Process Industry and Energy Savings 5
Contents
The NAP Special Interest Group Energy............................................................................................ 6
Summary ................................................................................................................................................................. 7
1. Introduction, background information ...................................................................................... 11
2. Transition in the process industry, the context ...................................................................... 17
3. Energy consumption in the Dutch process industry ........................................................... 21
4. Energy and the demand side tender / pull ............................................................................... 25
5. Interviews about doing more with energy............................................................................... 31 5.1 Motives ................................................................................................................................................. 31 5.2 Project cycle ....................................................................................................................................... 32 5.3 Tender types ...................................................................................................................................... 33 5.4 How can NAP contribute in the energy domain? .................................................. 33
6. Energy and the supply side tender /push .................................................................................. 35
7. Conclusions and recommendations ............................................................................................... 43 7.1 Context, cause and necessity ................................................................................................ 43 7.2 Approach to energy consumption outlined .............................................................. 43 7.3 Action in the process industry Demand side .......................................................... 45 7.4 Action in the chain Demand/supply interaction ......................... 45 7.5 Suppliers’ actions Supply side .............................................................. 47 7.6 Interaction with the environment .................................................................................... 48
ANNEX 1 .................................................................................................................................................................. 51ANNEX 2 .................................................................................................................................................................. 52ANNEX 3 .................................................................................................................................................................. 53Also published by NAP .................................................................................................................................. 56

6 Process Industry and Energy Savings
The NAP Special Interest Group Energy
The report of the Special Interest Group Energy (SIG-E) is about finding a way to allow the process industry to operate in a more energy-friendly manner. A journey of an expedition team consisting of representatives of 16 companies actively involved in the value chain. One of the recurring themes was how companies (the links of that chain) can deal with each other differently in using energy-related capabilities more efficiently. Innovations are available and the tool box is brimming with best practices and best available technologies. Nevertheless, daily practice confirms that this does not guarantee the prompt acceptance of solutions and products which supply companies offer to end users. Any market introduction remains restricted to a niche while intensive application is a long time coming.
The SIG-E report provides an insight into the working method and the discoveries of the past two years. The report discusses the changing horizon; reduced energy consumption is no longer only a matter of an environmental measure imposed by the government or cost reduction. Energy consumption should be reduced drastically for a company to have a future perspective, to make sustainable entrepreneurship possible and to protect and increase shareholders’ value. Now more than ever energy is becoming an integral part of enterprising within the process industry.
The key to breakthroughs in the energy domain is that of companies joining hands within the chain at an early stage of the development process and the correct distribution of risks across the chain. Companies should give ever more priority to ‘energy’.
To all companies and the SIG-E members, we say thank you for your input in the past two years. Thanks to your help and dedication we are able to offer this result.
Edward Pfeiffer Robert ClaasenProject Manager NAP SIG-E On behalf of NAP’s board of directors

Process Industry and Energy Savings 7
Summary
Over a period of two years the NAP’s Special Interest Group Energy (SIG-E) has dedicated itself to studying the way in which the process industry and its supply chain has been dealing with energy as a theme. In the past it was strongly believed that many opportunities were left unused and that different forms of cooperation inside the chain should contribute to accelerated improvement of energy efficiency in the process industry. Sixteen companies that are actively involved in the entire value chain have scrutinised their daily situation wondering how to operate more successfully. With approximately one quarter of total energy consumption the Dutch process industry is a major player in reaching national energy and climate objectives by 2020. The objective (improve energy efficiency by 2% annually) is as ambitious as that ‘business as usual’ is insufficient. A drastic change in how matters are approached is thus essential. The question is: how to proceed?
By analysing energy projects, in-depth interviews with decision makers in the industry, through literature searches and by organising lectures inside and outside the sector, SIG-E has been able to develop a true picture of the mechanisms concerning energy-related investments. Two major points of interest have been energy-oriented tendering (demand side) and the market introduction of innovations (supply side).
The main problem of “how to do more in the energy domain” is this:– The process industry is insufficiently familiar with the capabilities of the
supply chain. – The supply chain is insufficiently aware of the questions that exist in the
process industry.
Therefore, the links in the value chain understand each other poorly. The answer to this problem is compound and consists of more interaction between the process industry and the supply chain (machine constructors, engineering firms and consultancies, education and research).As for the process industry:– Make improved energy efficiency an integral part of corporate strategy. – Wherever possible opt for functional tendering, which should challenge
suppliers. – Make sure investment decisions are based on life cycle costing.

8 Process Industry and Energy Savings
As for interaction between the process industry and the supply chain:– Make sure the supply chain is involved at an early stage in the project
development cycle.– Make sure risks are suitably distributed across the chain, including smart
financing.
As for the supply chain:– Provide insight into the pros and cons of an energy-related measure. – Map risks and uncertainties. – Sufficiently supervise the right level at market launching.
Implementing energy measures in the process industry should increasingly become a coproduction of companies that are actively involved in the value chain. This is the only way to help innovations travel fast towards the market and have breakthroughs in pushing back the energy consumption level in the process industry. The message to the value chain is this: venture coproduction, give creativity a serious chance and push out frontiers. A more sustainable society will be the result; companies that are involved in and around the process industry will be able to improve their competitiveness.

Process Industry and Energy Savings 9

10 Process Industry and Energy Savings

Process Industry and Energy Savings 11
1. Introduction, background information
Energy is vital to the process industry. It is indispensable and exists throughout the industry. Energy is the engine converting raw materials into a wide range of semi-manufactures and end products. The process industry cannot operate without energy. Society is dominated by the process industry (see figure 1). It allows our society to function at today’s high speed and prosperous level.
Figure 1: The process industry serves modern society with countless products
Drastically reduced energy consumption is requiredUntil recently we strongly believed that fossil sources of energy were unfailing and that we were allowed to continue to use them unpunished. We know better now. Increasing scarcity is expected to be followed by soaring prices. Also, our environment is becoming overburdened. We dealt with acidification in the 1980s, damage to the ozone layer in the 90s, and today the greenhouse effect is our main concern. Preventing far-reaching global warming will strain us to the limit. The citizen will expect our government to come up with a consistent and ambitious climate and energy policy, see text frame “Dutch energy and climate objectives”. We will expect the manufacturing industry to invest best efforts to turn ambitious objectives into actions. Managing CO2 emissions is one of the main spearheads at this moment. CO2 is inextricably bound up with use of fossil fuels for generating electricity, producing process steam, shipping goods and for heating or cooling purposes. All of these forms of energy matter to the process industry. Society will need to make less use of fossil energy carriers. Bearing size in mind, the process industry will have a major share in this. In absolute terms this will soon mean pushing energy consumption down by half. Already in 1998 the council for Housing, Spatial Planning and the Environment (VROM) referred to this matter, see text frame “Transition into a low-carbon energy household”.

12 Process Industry and Energy Savings
Picking the low hanging fruit The process industry is a large-scale consumer of energy which means it has a crucial role in reducing energy consumption in the Netherlands. It should not come as a surprise that government and industry have been joining hands on energy since the very first long-term agreement (MJA) back in 1989. By means of subsidy programmes and fiscal measures, the government has
Dutch energy and climate objectives, including EU frame:EU energy and climate package dated 23 January 2008: Europe- 30% CO2 emission reduction in 2020 compared to 1990 Ambition- 20% CO2 emission reduction in 2020 compared to 1990 Promise - 20% more energy efficiency in 2020 compared to 2005- 20% share of renewable energy in energy consumption in 2020.
Netherlands coalition agreement dated 7 February 2007: Netherlands- 30% CO2 emission reduction in 2020 compared to 1990- 20% sustainable energy in 2020- Average energy saving speed 2% annually from 2011 to 2020.
Consequence for the industry has been laid down in the Sustainability Agreement of 1 November 2007 and the Industry Sector Agreement of 1 July 2008. Result: Long-term Agreement (in Dutch also referred to as MJA) 3 Industry and for ETS enterprises the MEE agreements (2 October 2009). Key elements of the agreements:- Observe the CO2 emission reduction commitment, only valid for ETS
enterprises- Prepare and carry out Energy Efficiency Plan (EEP) prior to 1 January 2010 - Measures with payback period up to 6 years or IRR up to 15% must be
carried out- Improved chain efficiency is part of the agreements- Develop route map for 50% improved energy efficiency in 2030 compared
to 2005.
Transition into a low-carbon energy household, 2 recommendations: - To remain in control of the climate change caused by human beings, discharge level
of greenhouse gasses should be pushed down by half worldwide at the end of the 21st century. To the industrialised countries this means an 80% reduction. This great
challenge can only be realised provided society is sufficiently aware of the problem and is seriously supporting policy.
- The intended reduction not only requires further and accelerated development and use of options to save on energy and material. Also, fossil fuels will need to be used as
such pushing down their CO2 emission level. (VROM council, 1998)

Process Industry and Energy Savings 13
successfully encouraged industry to take measures. From 1989 to 2000 energy efficiency has improved by 22%. So far it is the low hanging fruit that has been picked. However, for the period 2000-2020 the energy consumption level must be reduced by another 30% to meet the agreement that exists between government and market. Reaching this objective will be a tremendous challenge and will involve drastic measures across the industry. Should the industry proceed at its current level, objectives will most certainly not be reached. The challenge is of a different nature and requires creative and unconventional solutions. A transition in thinking and action is required. NAP’s participants are perfectly aware of this which is why in the summer of 2008 the very first ideas for the Special Interest Group Energy (SIG-E) came into existence.
NAP accepting the challenge Under the management of NAP’s board of directors the first thoughts were committed to paper during discussions between KEMA, ABB and AkzoNobel. Aiming higher in terms of energy by using the options which the value chain is offering ... that was the motto, see text frame “Value chain of the process industry”.
Value chain of the process industry The value chain consists of all companies making a modern and competitive process industry possible, including the process industry itself. NAP represents this value chain. The links are academies and universities, machine constructors and the supply industry, engineers and consultancies (also referred to as the vertical industrial column). On the opposite side is the production chain (also called the horizontal industrial column). Here the chain consists of companies starting with raw materials and ending with the final user of products from the process industry.
Discussions with the NAP’s directors and participants confirmed that developing a new impulse in order to push down the energy consumption level in the industry would not be an easy task. For years energy as a theme had been on the discussion table of the companies involved, what could a study group possibly add? NAP, however, was aware of the urgency to find new ways of attacking this sometimes recalcitrant theme in the process industry. Eventually, knowing for sure that the unique composition of the NAP-related companies would lead to new approaches was the key factor in NAP’s decision to proceed. Sixteen companies involved in different sectors (education, research, machine construction, engineering and consultancy services) including the process industry itself took up the challenge.

14 Process Industry and Energy Savings
SIG-E, NAP takes off The first step was to prepare a programme of activities. This was done in autumn 2008. The idea was to have themes that should lead to practical recommendations feasible in the short term. On 15 January 2009 NAP agreed the following themes:– Explore the limits of an energy-efficient process industry context (2)– Energy-tuned invitation to tender demand side (3)– Speed up innovation and intensify market introduction supply side (4)
On 3 March 2009 SIG-E had its first meeting. For each theme a study group was created and a coordinator was assigned. For SIG-E as a whole a project manager was appointed who would be managing SIG-E working closely together with NAP’s management and the principal from NAP’s board of directors. Activities were completed and the report was ready after seven meetings.
Defining the work The risk of getting started with ‘energy in the process industry’ as a theme is that the field of action can soon become too general and no longer controllable. Which is why SIG-E’s work was defined with the main aspects being the following:– Focus on here and now, no long-term approach – Aim at practical results, applicable in the process industry – Must dovetail with the daily practice of SIG-E’s participants– Must be feasible in terms of time effort – Avoid repeated work – Results should be available before year-end 2010.
Energy consumption can be reduced in many ways:– Develop products that should ensure energy savings – Improve energy efficiency in the production chain (chain efficiency)– Produce energy more efficiently, upgrade production processes – Use renewable sources of energy (e.g. wind, sun and biomass).
SIG-E focused primarily on more efficient production of energy as NAP already has long experience in this field. Examples include improvement of the existing processes, introducing new technologies and processes, and integrating processes (co-siting), see also figure 2.

Process Industry and Energy Savings 15
Figure 2: Field of interest for SIG-E, scope 1, the production process [AkzoNobel, 2010]
SIG-E’s objectiveLearning to better understand trade mechanisms that lead to the stagnated reduction of energy consumption, inside and between companies operating within the value chain of the process industry. This understanding is followed by recommendations that ensure progress, new opportunities and working methods in terms of reduced energy consumption.

16 Process Industry and Energy Savings

Process Industry and Energy Savings 17
2. Transition in the process industry, the context
The Dutch process industry is used to saving on energy. The 1973 oil crisis emphasised that fossil sources of energy are anything but free and also that they were not always sufficiently available. In 1989 the process industry was introduced to Long-term Agreements (in Dutch referred to as MJAs) in which government and industry join hands to improve energy efficiency. Two motives were pivotal: saving costs and legislation.
Positive image and sustainability becoming more important In recent years a third motive was added which might well develop a key role: sustainability. Companies are realising that a “license to operate” goes beyond a governmental permit and is increasingly determined by public opinion on how companies should operate and which products should be considered socially responsible. Today countless examples confirm the effect on the value and even the continued existence of companies. A good example is the Shell Brent Spar affair back in 1991 and more recently the BP oil disaster in the Gulf of Mexico. Other examples include the now discontinued import of palm sugar for the production of sustainable electricity in the Netherlands and the recent commotion concerning the working conditions in the supply industry of famous textile and electronics brands. A positive image, based on sustainable and transparent entrepreneurship, is the third motive, see figure 3.
Figure 3: The three main motives for energy savings in the industry
The three Ps (people, planet, profit) today are crucial to companies’ strategies. A case in point is the development of sustainability criteria companies voluntarily measure up to. Shareholder value is increasingly determined by a company’s sustainability score. To companies like Shell, Unilever, Philips, AkzoNobel and
1. Cost Savings
2. Meet legislation
3. Positive image

18 Process Industry and Energy Savings
DSM doing well on the Down Jones Sustainability Index (DJSI) is a matter of life and death. It is the only way to gain shareholders’ long-term trust and make continued profitability possible.
Where does the Dutch industry stand today?According to research conducted by PDC, see figure 4, energy consumption in Dutch industry is 59% higher than would have been the case if only best practice techniques were used. Internationally the Dutch industry is doing well. But … is this enough?
Figure 4: Aggregated energy benchmark, achievement with regard to best practice
To reach the best practice level, energy consumption must drop by 37%. In actual practice it means that many organisations need to be reconstructed in line with the latest insights. This cannot be done in 10 years. According to the PDC’s investigation (2009) into realistic energy saving options the following should be feasible: – 10% energy savings through < 5 year payback projects– 12% energy saving through < 6 year payback projects– 16% energy savings through < 15 year payback project.
A justified conclusion seems to be the following: savings considered to be realistically feasible are insufficient for ensuring 2% energy savings annually until 2020. New best practices are needed, innovation is required and frontiers are to be extended. Should new technologies that are now being developed be successfully introduced > 50% savings might well be possible [ECN, PDC]. In short, the transition required should be beyond what is considered possible based on autonomous developments.

Process Industry and Energy Savings 19
Barriers frustrating improvements Theoretically a lot can be done; however daily practice confirms that energy-related measures cannot necessarily be introduced at length. Barriers can present themselves at these levels [PDC]:– Finance, funds are nonexistent or external financing is impossible – Corporate policy and priority, energy is not a key activity – Technical complexity, interaction with process and energy infrastructure – Non-implementable within an existing installation or involving additional
costs – Uncertain technical and economic feasibility, operational safety.
Besides technical difficulties the main reason not to launch an energy-related measure concerns the balance between the (supposed) risk and the expected benefit in terms of dovetailing with the motives of energy projects. Solutions for removing these barriers must be addressed by:– Highlighting risks and correctly distributing these over the value chain– Clarifying end users’ advantages.
SIG-E has tried to eliminate these barriers. To this purpose companies in the supply chain must interact differently to what is now usually the case.

20 Process Industry and Energy Savings
Process Industry and Energy Savings 21
3. Energy consumption in the Dutch process industry
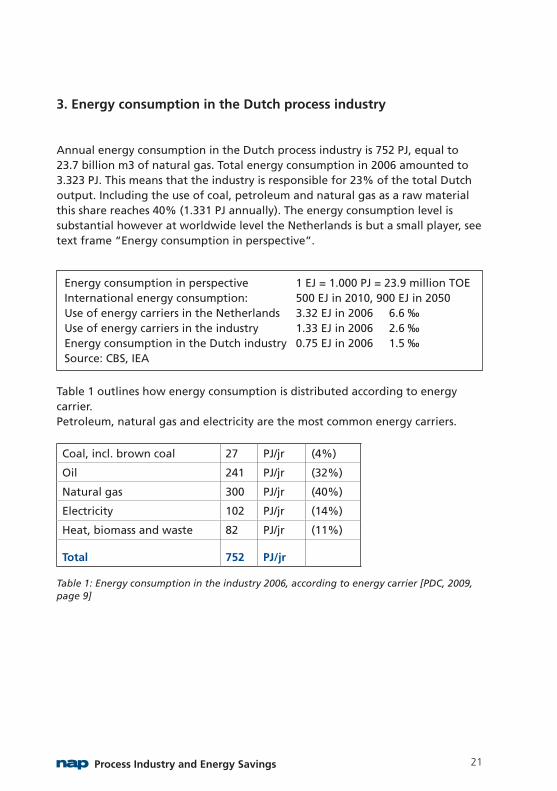
Annual energy consumption in the Dutch process industry is 752 PJ, equal to 23.7 billion m3 of natural gas. Total energy consumption in 2006 amounted to 3.323 PJ. This means that the industry is responsible for 23% of the total Dutch output. Including the use of coal, petroleum and natural gas as a raw material this share reaches 40% (1.331 PJ annually). The energy consumption level is substantial however at worldwide level the Netherlands is but a small player, see text frame “Energy consumption in perspective”.
Energy consumption in perspective 1 EJ = 1.000 PJ = 23.9 million TOEInternational energy consumption: 500 EJ in 2010, 900 EJ in 2050Use of energy carriers in the Netherlands 3.32 EJ in 2006 6.6 ‰Use of energy carriers in the industry 1.33 EJ in 2006 2.6 ‰Energy consumption in the Dutch industry 0.75 EJ in 2006 1.5 ‰Source: CBS, IEA
Table 1 outlines how energy consumption is distributed according to energy carrier.Petroleum, natural gas and electricity are the most common energy carriers.
Coal, incl. brown coal 27 PJ/jr (4%)
Oil 241 PJ/jr (32%)
Natural gas 300 PJ/jr (40%)
Electricity 102 PJ/jr (14%)
Heat, biomass and waste 82 PJ/jr (11%)
Total 752 PJ/jr Table 1: Energy consumption in the industry 2006, according to energy carrier [PDC, 2009, page 9]

22 Process Industry and Energy Savings
Figure 5 outlines how energy consumption is distributed in the industry according to sectors. Within industry chemicals, the metal working industry, refining and (luxury) foods are the main energy consumers (638 PJ annually; share 86%). Breakthroughs in reducing energy consumption are required in these sectors in particular.
Figure 5: Energy consumption in the industry 2006, according to sectors [PDC, 2009, page 9]
Rubber and synthetics, 10 PJ/jr, 1% Textile and leather, 5 PJ/jr, 1% Miscellaneous, 25 PJ/jr, 3% Chemicals, 239 PJ/jr, 33% Metals, 157 PJ/jr, 21% Refinement, 154 PJ/jr, 20% Food, 88 PJ/jr, 12% Wood, paper and board, 41 PJ/jr, 5% Building materials, 34 PJ/jr, 4%
Chemicals
Metals
Refinement
Food

Process Industry and Energy Savings 23

24 Process Industry and Energy Savings

Process Industry and Energy Savings 25
4. Energy and the demand side tender / pull
Energy and the demand side here focuses primarily on the process industry. The question is this: how does the process industry feel about the possible introduction of energy saving measures. How is this translated at the organisation and how can the process industry operate without losing serious chances of improvement?
The theory is the following: if energy as a theme is given prominent attention while outsourcing products, systems, installations and services, energy measures will follow almost automatically. Recommendations on how to tender in an energy-tuned manner are desired.
SIG-E investigated the tendering of four cases in which energy-related aspects had a key role. Three cases were implemented successfully. They involved:– Using low-grade heat intercooler (Tata Steel)
Successful– Maximised use of gas pressure energy from blast furnaces (Tata Steel)
Unsuccessful – Apply mechanical vapour recompression (AkzoNobel)
Successful– Heat recovery from hot drain (AkzoNobel)
Successful
During investigation the cases were tested according to three criteria which determined whether the successful adoption of the measure is indeed possible, see figure 6.
Figure 6: Categories of factors that interfere with the successful adoption of measures
Characteristics of an innovation
Environmental impact
Successful adoption
Characteristics of the company

26 Process Industry and Energy Savings
Studying the cases the following question was posed: what are the success factors that determine the introduction of energy saving measures? The main influence factors are the following:– Conviction of financial benefit Innovation– Dovetailing with current behaviour and approach Company – Availability of sufficient budget Company – Dovetail with existing knowledge Company
The corporate culture determines the innovation level The influence factor which determines the final decision is the current behaviour and approach of persons/departments at the organisation. In general this is a risk avoiding behaviour. If an organisation does not clearly need to innovate, innovation will be out of the question. The invitation for tender is the upshot of sometimes sizeable industrial operations that precede this. It is the final station of action (see figure 7).
Figure 7: Life cycle project, tender follows go / no-go
This figure confirms that the company’s strategy, developed and propagated by the directors, is the basis of the behavioural change. In order to be successful an energy saving programme should be launched at the highest level of the organisation. The objective must be ambitious and realistic at the same time. The role and responsibility of each layer within the organisation must be crystal-clear. Mechanisms need to be included; parties involved must be judged

Process Industry and Energy Savings 27
by success. This helps ensure the necessary priority and continuity. At an early stage of the life cycle project space should be created for innovation which is tested against the most objective criteria without prejudice. It is the only way to allow the process industry to be on “The Right Things” and only then will tender lead to mind-broadening solutions that can be applied at large by the end user, being the process industry itself.
Energy-tuned tendering Goods and services can be tendered in many ways. In doing so it is crucial to find out the extent to which the buyer is willing to take responsibility for the final result. Being significantly responsible means being able to interfere at large with goods and services. It also means taking more risks. As long as goods/services concern the key processes within the process industry, problems will not exist. Things are different when it comes to energy-related matters. This is not considered a key activity of the process industry as a result of which the industry operates more cautiously taking fewer risks. Figure 8 represents the responsibility level which the process industry can take and the appropriate tender.
Figure 8: Contract types, responsibility and costs
The Build, Operate and Transfer (BOT) contract form is suitable in case the process industry wants to take as little responsibility as possible. In this case the supplier will carry the responsibility which will involve relatively high costs. One good example is the construction of a CHP plant to be run by the supplier or alternatively an electricity company. The process industry only pays for the product: electricity and steam. Maximum responsibility is involved if only services are purchased (e.g. maintenance). The systems are the property of the process industry and the external costs are minimised. The fixed costs however are high and most risks are with the process industry itself.
Energy-adapted tendering is possible with BOT, turnkey and EPCM contract types, whereby the EMPT method is the most obvious one, see text frame “Economically most profitable tender.”

28 Process Industry and Energy Savings
Functional tendering is preferable to tenders based only on technical specifications. This leads to better solutions, however it does require more attention when defining the right criteria and quality check. High-value project management, see figure 7, is required to realise a project in “The Right Way”. Alliance also provides the perfect opportunity to introduce more complicated energy-related innovations in the process industry, see text frame Infrastructure Industry.
Economically most profitable tender (EMPT):– Ensures optimal value / price ratio – In addition to the tender price other criteria are also included to determine
the winning tender– The EMPT value of each criterion is eventually presented in € – The total EMPT value of a tender is presented with a fictive tender price – The offer with the lowest tender price will be granted the assignment.
Tender tuned to innovation and quality, in the Infrastructure Industry
Pim van Schaijk at Reef Infra, previously employed at the Directorate-General for Public Works and Water Management (Rijkswaterstaat) has experience with tendering complicated infrastructural projects. What can we learn from this in terms of “energy-adapted tendering”?
The call for tenders is the foundation of a project and nothing is harder than describing what it is that you need in the tender documents. When providing a detailed description of the work including all related instructions, price is the only thing that matters, newcomers are excluded and the supply parties are given a hard time confirming their added value in the form of smart solutions for example. Today functional projects are preferred, which means freedom of design and in general better solutions. The quality of the solution becomes an increasingly important criterion; price only does not mean universal happiness. The way in which project risks are divided over the parties involved and how they are controlled is also becoming an increasingly important aspect during calls for tenders. Sustainability is also becoming increasingly relevant. In 2010 government is expected to base 80% of its purchases on sustainability criteria.

Process Industry and Energy Savings 29
Figure 9: Renovating Hollandse Brug (Dutch Bridge), an alliance project of RWS with mar-ket parties
The functional call for tender involves the quality check of the work involved, which is not easy to determine in advance. Innovation can be encouraged by steering towards project alliances. Transparent tender processes andalliances are thus essential. The conclusion is this: quality and innovation are pivotal when tenders are involved. During the tender process attention should be paid to the dominant culture in the links of the chain. Parties will have to become used to different types of tenders. Risk management is more than ever an integral part of the tender project; each link will have to take its responsibility otherwise progress will be out of the question.

30 Process Industry and Energy Savings

Process Industry and Energy Savings 31
5. Interviews about doing more with energy
In the summer of 2010 in-depth interviews were held at four companies by members of SIG-E to better understand companies’ operations with regard to energy in the value chain of the process industry. Interviews were held with:- Bas Kikkert, Strategy Advisor CO2, Shell- André Veneman, Corporate Director Sustainability, AkzoNobel- Robert Claasen, Director Corporate Manufacturing, DSM- Sjaak Remmerswaal, Managing Director and Johan van der Kamp, Chief
Design Engineer, Bronswerk Heat Transfer
Companies were asked about how energy as a theme is connected to their motives, the project cycle (figure 7) and the tender approach. Also, careful attention was dedicated to the role which NAP can have in steering matters in the right direction.
5.1 Motives
During the interviews most parties confirmed that “the process industry will only introduce energy-efficient techniques provided it can save on energy costs”. Here are some of the reactions:– “Energy costs can sometimes reach 60% of total costs. Cost savings are thus
important in saving energy.”– “Convenience, loyalty and price are the main factors on which our clients
make a choice. To buyers energy efficiency is the most important factor.”– To produce certain raw materials a lot of energy is required. Rising energy
costs means it is worth buying elsewhere or finding alternatives instead. In other words, consider the entire product life cycle.”
– “In most cases the process industry will not yet be steered by better energy output of products. It is primarily about the cost/benefit of provided solutions.”
– ”Sustainability must be converted into a “selling point” that ensures reduced energy costs. Sustainable high-quality products usually means they are efficient, economical, flexible, cheaper and reliable.”
Bas Kikkert André Veneman Robert Claasen Sjaak Remmerswaal (left) and Johan van der Kamp

32 Process Industry and Energy Savings
– “You must not judge the purchaser by price only, neither the plant operator by output, other aspects also matter to allow energy to have a more prominent role in the process industry”.
5.2 Project cycle
During the interviews parties confirmed that “energy measures only stand a chance provided they are included in the initial phase of the project development (concept, feasibility). Here are some of the reactions:– “Five years ago a programme was launched that involved short-term
and long-term objectives. The programme was partly a success because the company’s top management decided to carry out the investment programme.”
– “It is our ambition to reduce greenhouse gas emissions by 25% in 2015. Serious measures are thus required. Switching lights off and driving efficient lease cars will not suffice. It is about making choices that concern complicated energy processes.”
– “Our target is a 20% reduction in 2020 compared to 2008. It is an ambitious target which is being endorsed by the company’s top management. Simple energy measures won’t get us anywhere, what we need are complex process improvements.”
– ”When it comes to innovative operation small companies are more courageous than the large multinational process industry. They are often the launch customer despite the fact that they are less able to carry the risks.”
– ”A modest shift is witnessed whereby suppliers are involved at an earlier stage than used to be the case when developing low-energy solutions. This also requires a different contract form. BOT could be the right solution.”
– ”Customers involving suppliers at an early stage of project development say they are better off. You need to talk to each other before having a FEED.”
– ”Contractors and engineering firms must be open-minded and invest efforts in creating space in the project development cycle to appreciate suppliers for providing optimal solutions.”
– ”Energy measures that lead to a breakthrough come about in a R&D environment rather than the project cycle and through tenders. To give R&D a chance good cooperation and having an open relationship in the value chain is required.”
Reactions referred to under 5.1 and 5.2 seem to be inconsistent. On the one hand the cost /benefit determines the execution of measures. On the other hand ambitious objectives have been formulated which require drastic and probably less profitable energy measures. A suitable financial consideration framework based on a long-term vision makes this consistent.

Process Industry and Energy Savings 33
5.3 Tender types
During the interviews parties confirmed that “Suppliers’ freedom to consider energy-efficient measures is often too limited,” although things have been changing lately. Here are some of the reactions:– “We would like suppliers to come up with solutions instead of equipment.
A joint offer of energy suppliers and machine constructors is also a unique thing.”
– “Total Costs of Ownership is basically included in the research, essentially because usually some data are not available. This is particularly a difficult issue with new technologies.”
– “Energy production is not a part of our key process. Integrated contract types could help out because then we would not have to invest in advance and because suppliers probably know more about energy production than we do.”
– “The Total Cost of Ownership approach is starting to become increasingly significant, which is encouraging the use of innovative and low-energy products.”
– “Sometimes the process industry suffers a limited budget, which usually interferes with the possibility to offer low-energy solutions.”
– “Use functional specifications for tenders; it is your guarantee for having the most optimal energy solutions”.
5.4 How can NAP contribute in the energy domain?
The answer to this question was the following:– “NAP is a knowledge platform in which companies are willing to share their
vision and knowledge (to a certain level) to ensure having a value chain in which the links are perfectly tuned. NAP is characterised by very different companies. Large companies are able to help small ones. New ideas provided by small companies can be picked up by large ones. This certainly applies to energy, a basic facility that matters to all companies.”
– ”NAP is perfectly capable of addressing latent problems in the process industry and initiating the approach to these problems. This is possible within NAP but also with the authorities or other organisations. This energy project is a good example.”
– ”NAP is a meeting platform for the value chain that can contribute to the development of this chain by recognising trends. NAP exists by the grace of participants who are willing to provide and share information.”

34 Process Industry and Energy Savings

Process Industry and Energy Savings 35
6. Energy and the supply side tender /push
Energy and the supply side focuses primarily on companies providing services, knowledge, products or systems to the process industry, in other words the supply chain. The question is how does the supply chain draw the process industry’s attention to energy measures? How can this be done more effectively to leave no alternative unused?
Action is tuned to sales. As long as the process industry’s famous ready-to-use products are involved which typify the process industry, it is a simple action. The purchase department makes sure the existing pumps are replaced. It is up to the supply companies to confirm that the pump meets the requirements against a competitive price (investment or cost over life time). This approach is inadequate for successfully facing the energy challenge in the years to come. It requires more high-quality interaction between supply and demand at an early stage of the project/purchase cycle, see text frame below. In other words: innovation.
In the field of innovation parties involved are facing the following obstacles:– Uncertainty about possible cost reduction and the financial benefit in the end – Uncertainty about duration and the costs which the innovation project
involves – The operational risks of innovation – Uncertainty about how innovation should best be integrated in the existing
situation– Mutual unfamiliarity with possibilities and preconditions.
The only way to overcome these obstacles is for the party developing an innovation to contact launching customers at an early stage. The customer’s need is thus made clear also in terms of the conditions under which an innovation is introduced to the market. Suppliers usually do not know whom to turn to in the process industry. It is certainly not the purchasing department.
The key element of how to do more in the energy domain:– The process industry is insufficiently familiar with the possibilities of the
supply chain– The supply chain is insufficiently aware of the process industry’s
uncertainties. → NAP will be able to bridge and facilitate interaction between the
chain’s links.
36 Process Industry and Energy Savings
It is better to have the process industry facilitate matters using an innovation manager for instance. During interaction between the process industry and the supply chain, three levels of innovation are distinguished each requiring a different approach:– Upgrade existing systems – Improve existing processes– Introduce new product or process.
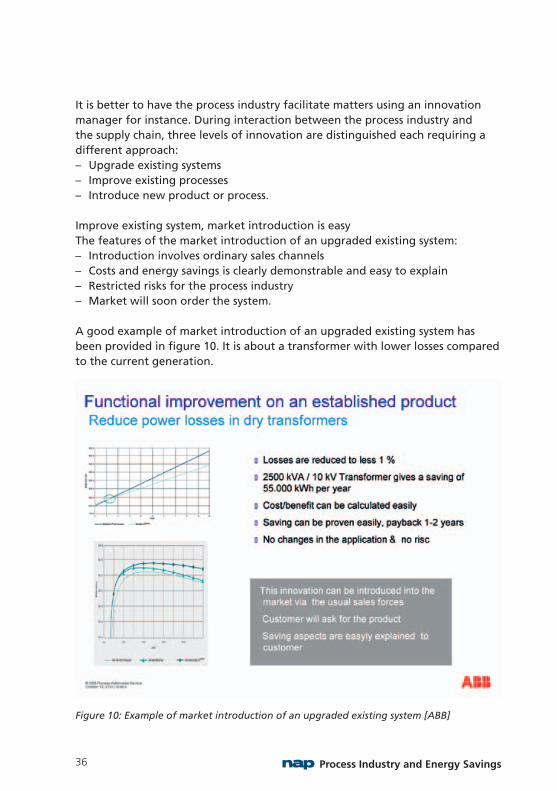
Improve existing system, market introduction is easy The features of the market introduction of an upgraded existing system:– Introduction involves ordinary sales channels – Costs and energy savings is clearly demonstrable and easy to explain – Restricted risks for the process industry – Market will soon order the system.
A good example of market introduction of an upgraded existing system has been provided in figure 10. It is about a transformer with lower losses compared to the current generation.
Figure 10: Example of market introduction of an upgraded existing system [ABB]

Process Industry and Energy Savings 37
Improve an existing process, market introduction requires more attentionA more ambitious plan to save more on energy consumption is to improve existing processes. The features of the market introduction of an improved existing process are the following:– Introduction requires specialist technical support – Experience gained with launching customers makes the basis for further
introduction – Economic advantage is not known in advance – The period in which result can be booked is not always clear – Application is considered tricky because it interferes with the key process– Market will not be inclined to request process innovations.
A good example of the market introduction of an improved existing process is shown in figure 11. It is about optimising the production management of a cement kiln which should push down fuel consumption and push up production at the same time. The potential profit is greater compared to acquisition of systems, and so is the uncertainty as to whether profit can be realised. This innovation style is demanding on both sides. Both the process industry and the supplier need to be transparent, willing to share information as well as the application’s risks.
Figure 11: Example of the market introduction of an improved existing process [ABB]

38 Process Industry and Energy Savings
Introducing a new system/process, innovation means working together The most drastic innovation is the introduction of brand-new systems or processes. This makes serious breakthroughs possible, however it remains to be seen whether this is possible with a reasonable amount of time and at acceptable costs. It expects the process industry to be willing to think differently. It expects suppliers to develop the system/process as such to make it more accessible in an industrial environment. Correct risk allocation is a condition for making market introduction possible. Again, just like the case with improved existing processes, a launch customer is crucial for market acceptance. Sponsors (authorities, sector-related companies whether or not through the trade association, companies at different locations) can help make application with the launching customer more acceptable. The features of the market introduction of a new system or process are the following:- Market is unfamiliar with the innovation (unknown, unloved)- Advantages are recognised qualitatively, quantitatively they are uncertain- Market acceptance is a long-lasting project - Introduction requires specialist technical support - The innovation is often considered to have a high risk profile.
One good example of the market introduction of a new system is shown in figure 12. Air-cooled condensers are common in the process industry and so widely used that product improvement seems to be largely overlooked. Or is it? Bronswerk Heat Transfer took up the challenge of redesigning the fans used in condensers. Once they had developed the innovative concept in house, pilot projects in industry showed the concept would work in practice. It is already clear that the energy consumption and noise emission are reduced while the condensers also cool much more effectively.
Figure 12: Example of market introduction of a new system [Bronswerk Heat Transfer]

Process Industry and Energy Savings 39
Product innovation, the other dimension for reduced energy consumption An entirely different dimension of innovation is the product development in the process industry that ensures lower energy consumption in the use phase. This helps improve chain efficiency. This new production requires new processes; usually new construction is involved which means the perfect opportunity to reduce energy consumption in the production phase by applying best practices in the field of systems and processes. Figure 13 is AkzoNobel’s example. It concerns the Foul Release Coating which is applied to ships. In addition to superb anti-fouling features applying this coasting makes the ship’s skin less resistant ensuring fuel saving that can reach 9%. Figure 14 is DSM’s example. It concerns the additive Brewers Clarex ™ which can shorten the beer brewing process and reduce water consumption. Consequently, energy consumption can be reduced by some 8%. DSM is thus improving its chain efficiency, the brewers the energy efficiency of the brewing process.
Figure 13: Foul Release Coating AkzoNobel, energy saving paint

40 Process Industry and Energy Savings
Figure 14: Brewers Clarex ™, additive that leads to less energy consumption in the brewing process [DSM]
Innovation and legislation Energy-related measures have an economic reason in the first place. Sustainable production is also becoming increasingly important. And last but not least, it is the government that is promoting these measures, partly to stimulate parties, but increasingly often also because it is compelled to do so. Prior to granting an environmental permit, the competent authority verifies whether Best Available Technology (BAT) is involved, see text frame “Terminology for energy-related measures”. BATNEC or BATNEEC (BAT Not Entailing Excessive Cost) emphasises that economic aspects also matter. This is how the bar is put higher and higher as a result of which today’s best practice will be common property 20 years from now. This is taking too long if the objective is to be realised on time. Promoting innovation will thus remain necessary.
Terminology for energy-related measuresBest practices: proven techniques and working methods within a company or sector that can be applied at a large scale. BAT: the best practice for the industry, as laid down by the EU in BREFs. On granting the permits the competent authority may demand that BAT be applied.BREF: best available technology reference document. Document describing what the EU considers to be BAT for each sector (periodical review).

Process Industry and Energy Savings 41

42 Process Industry and Energy Savings
Process Industry and Energy Savings 43
7. Conclusions and recommendations
The conclusions of NAP SIG-E have been placed in a broader perspective. Recommendations are included.
7.1 Context, cause and necessity
The reduction of energy consumption threatens to stagnate while need rises The process industry is a large-scale user of energy in the Netherlands, a country always seeking to reduce its “Carbon Footprint” and thus reduce use of fossil sources of energy. So far it has been successful. Stagnation, however, is lurking because the ripe fruit has been picked and authorities have accentuated objectives. A different approach is required to ensure substantial reduction of energy consumption. NAP SIG-E studied the way in which the value chain of the process industry can make this possible.
Energy no longer a side issue Today the way in which energy infrastructure in the process industry is carried out and run can make the difference between profit and loss and between being considered a company taking sustainability seriously and one that does not. Energy is no longer a side issue and deserves serious attention. The organisation of companies actively involved in the chain must be tuned accordingly. An energy vision and strategy is required for each company in the chain. Energy is no longer an issue of the day. New balance must be found in the process industry doing justice to the increased significance of energy.
7.2 Approach to energy consumption outlined
Energy efficiency combined with use of sustainable energy is the creedTrias Energetica is pivotal in each initiative towards a better energy infrastructure in the process industry. Reduced energy consumption is what matters most. The resulting need for energy is then met as much as possible with sustainable energy (sun, wind, water, geothermal energy and bio-energy). The need for sustainable energy can be met by realising internal capacity or alternatively by purchasing sustainable energy. The remaining need for energy is met with the most optimal forms of fossil generation (e.g. cogeneration). This involves a “no regret” approach; investments in fossil generation may not frustrate transition to sustainable energy alternatives. Trias Energetica is pivotal regardless of a system’s life: new construction, in operation or renovation.

44 Process Industry and Energy Savings
Work inside out First use the process industry’s options applying the “cradle to cradle” principle. Residual flows are sources of energy. If a residual current can no loner be used as a raw material (reuse), make it a fuel. Aim at closing cycles of raw materials, energy flows and streams of water. Use the location’s possibilities (co-siting), such as exchange of streams of water with the surrounding companies, solar energy systems on the roofs, use residual heat through water pumps and wind turbines at windy locations. The circle will expand provided the local possibilities are used. Examples include the acquisition of (sustainable) energy or participation in energy projects in the direct vicinity of production locations; but also by providing residual heat flows to third parties such as houses, market gardeners and companies. During implementation find the right partners to divide risks optimally, so that each can do whatever he does best to ensure project feasibility.
Bear time in mind An energy measure that used to be impossible does not mean it is still out of reach today. Time makes many changes possible. The technical output of an energy measure can be improved; the price/achievement ratio can become more reliable. The (financial) basic principles can change, and so can need. In studying options this should be taken into serious consideration. Also, measures exist that lead to faster depreciation of investments given the expected developments; advanced investments can be useful. Apply a “no regret” policy. Measures that will make the implementation of visible developments in the long term impossible must not be introduced.
Energy approach has many faces, go for maximum effectOf old emphasis in the process industry has been on energy efficiency. Make sure less energy is used for the very same functions. Cogeneration, energy-efficient equipment, reduced loss of heat through insulation and more efficient use of heat and residual currents are fields in which success has been achieved. Consequently, energy consumption has dropped considerably in the past 20 years (approx. 30%). Now that the easy options have been taken and focus shifting strongly towards sustainability, other forms are appearing on the boards. The process industry should be perfectly familiar with its portfolio of possibilities and establish priorities by recognising the measures that ensure maximum effect against minimal costs. These measures can also be found outside the process industry. In fact, applying measures in the raw-material-to-end-user chain can have major impact (chain efficiency). An integral approach is therefore preferred.

Process Industry and Energy Savings 45
7.3 Action in the process industry Demand side
Energy needs priority The process industry should consider energy to be a core business in terms of priority and attention and act accordingly. A proactive and enterprising approach to this raw material is required to remain in control of energy costs, improve the sustainable character of the process industry and increase its competitive strength. Energy should be an integral part of corporate strategy. The way in which the process industry intends to deal with energy must be communicated internally and externally. A crystal-clear framework legitimises working on energy and will ensure the highly necessary continuity and involvement. Also, a crystal-clear framework will challenge the supply chain to make a contribution. The energy strategy is required to keep the driving wheel turning which is making energy a daily and integral part of acting in the process industry. Reduced carbon footprint, preservation, shareholder value, socially responsible enterprising and managing energy costs (risks, swings) are very good reasons to prepare an explicit energy strategy.
Action in the energy domain must be tested Recommendations, intentions and plans will only make sense if implementation is steered, tested and judged. Daily practice demonstrates that this is the case when energy is involved. Which is why it is important to test companies’ operational initiatives, investments and implementation at a sufficiently high level. Matters should be steered if necessary, infrastructure to do so should exist. It is the only way to use each opportunity to reduce and preserve energy consumption to the fullest. The (internal and external) transparency of this project is essential in terms of support, acceptance and persistence.
Allow life cycle costing to lead the way Investing in high-quality and low-energy techniques is more expensive than investing in conventional solutions. The added value involves lower energy costs, lower operational costs, more reliability and flexibility. The life cycle costing approach to feasibility and the tender phase will allow this added value to show to advantage.
7.4 Action in the chain Demand/supply interaction
Know the possibilities and how to introduce these successfully The process industry should have access to an adapted tool box. This box should contain not only descriptions of energy measures (what, best techniques available) but also descriptions of implementation methods (how). The Best

46 Process Industry and Energy Savings
Available Technology (BAT) within a certain field of the process industry should be clear. Tools must be used to make themselves useful. The process industry must be organised as such, at every level of the organisation, to encourage and appreciate active use of the energy tools, while interacting optimally with the supply companies by being transparent about what BAT is taken to mean and be willing to continuously adjust BAT to the innovations that are developed within the supply chain.
Innovation in the process industry also means energy innovation Innovations are increasingly often developments that have impact at different levels. An innovation can mean having a better product, using fewer raw materials but at the same time reducing (indirect) energy consumption. The process industry needs to broaden its view to include energy in product and process innovation. An innovation in energy can have the same or greater value than a process or product innovation.
Innovations need an implementation platform In general the process industry is a conservative industry. Innovations offered through the supply chain do not easily reach the market because of the supposed additional risks on the one hand and being a priori insufficiently familiar with the added value and/or effect on reduced energy consumption on the other hand. The process industry’s attitude in this conflicts with a healthy innovation culture. The supply chain’s attitude too leaves much to be desired because the process industry’s language is not always observed. To change matters a platform is required where innovations can be tested under practical conditions without this involving unacceptable risks for the process industry. The platform can be organised (innovation office/manager/budget) within the individual companies (process industry) or alternatively at industry level. This platform and related rules will challenge the supply chain to be on its best behaviour.
Involve supply chain at an early stage of the project cycleTo use energy saving and cost saving options to the fullest it is important to involve the supply chain at an early stage of the project cycle. Especially where sizeable and complex projects are involved, interaction at concept and/or feasibility stage of a project will ensure added value.
Control risks across the chain One of the main reasons for the process industry to avoid less common and/or sizeable energy measures is the expected high risks most of which end up with the process industry. Developing projects is not so much about explaining

Process Industry and Energy Savings 47
techniques or the cost/benefit in a narrow sense but rather about spotlighting risks together and thinking about how these risks can be divided over all the parties involved. If risks are still considered too high, involving another party like an electricity company or an energy service company (ESCO) would be something worth considering. Further distribution of risks will thus be possible, and the electricity company will have different thoughts about those risks compared to the process industry. After all, energy is its key activity. Authorities will be able to have a more active role in managing risks, not so much based on direct financial support, but for instance by means of a ‘revolving fund’ or suitable fiscal policy. If the worst comes to the worst the authorities, using a mandate or any other form of pressure, can create a situation in which the risk must be considered a fait accompli. In a sense this is already the case with permit granting and the BREF/BAT testing.
Functional tender Functional project tendering is challenging the supply chain to come up with the best solutions and allows frontiers to be pushed out. More attention must be dedicated to the assessment criteria and quality management. This tender approach will show energy aspects to advantage, the more so if options are explored at the market at an early stage of the project cycle.
Smart financing The process industry is subject to the strictest profitability requirements. Energy-related projects are predominantly capital-intensive involving payback periods that are much longer than the process industry is hoping for. Two possible approaches exist. A specific financial framework can be developed which to a certain level can be defended as the economy of “stand alone” energy products is more solid than that of the process industry projects whereby nature and scope are uncertain factors. An alternative is to use external financers using different criteria. Examples include electricity companies, ESCOs, funding based on fiscal measures and so on.
7.5 Suppliers’ actions Supply side
As for the supply chain in the process industry, introducing less obvious or complex energy measures means investing in the relationship with the client/user:- Know their goals, be familiar with the ambitions and vision of the process industry- Provide solutions, not products- Get to know the investment assessment framework and act accordingly - Make sure to be involved at the initial stage of project development - Make risks transparent and minimise users’ risks.

48 Process Industry and Energy Savings
7.6 Interaction with the environment
Show society what you have to offer Show the authorities the possibilities and what it takes to be successful. The process industry is a large-scale user of energy, which is why its social responsibility requires a proactive attitude. Measures in the process industry thus have major impact, the more so if such can be realised with lower social costs. Proactive positioning will increase support of the Dutch process industry making counter funding possible. Think about preparing a suitable programme with the authorities. Low energy consumption, a healthy process industry, a flourishing and innovative supply chain, proper (knowledge) economy and new export opportunities go hand in hand in this.
The 10 building blocks for more successful energy in the process industry
1. The energy strategy and roadmap should be an integral part of corporate strategy
2. Use Trias Energetica, first energy savings, then sustainable energy, and efficient fossil
3. Work inside out, seize opportunities that exist at the company before buying energy
4. Make sure to have a tailored energy tool box (measures and methods) and manpower
5. Use a challenging innovation platform that makes accelerated implementation possible
6. Do not hesitate to use chain expertise7. Spotlight cost/benefit, the implementation project and the uncertainties 8. Use functional specifications in a tender with energy being a criterion 9. Allow life cycle costing to be decisive when analysing solutions 10. Make sure risks are distributed suitably across the chain, including smart
funding.

Process Industry and Energy Savings 49

50 Process Industry and Energy Savings

Process Industry and Energy Savings 51
ANNEX 1
Terms and abbreviations
BAT Best Available TechnologyBOT Build Own TransferBREF BAT REFerence documentDSJI Dow Jones Sustainability IndexEEP Energy Efficiency PlanEMVI Economisch Meest Voordelige Inschrijving (economically most profitable
tender/quote) EPCM Engineering Procurement Construction ManufacturingESCO Energy Service CompanyETS Emission Trading SchemeFEED Front End Engineering & DesignMJA Meerjarenafspraak (long term agreement) MEE Meerjarenafspraak Energie-efficiëntie ETS ondernemingen (MJA energy
efficiency of ETS companies)

52 Process Industry and Energy Savings
ANNEX 2
Further reading
Mogelijkheden tot energiebesparing in de Nederlandse energie-intensieve industriePDC, 25 februari 2009, Dr. H. Vleeming et all, i.o.v. Platform Ketenefficiency, AgentschapNL
Centraal Bureau voor de Statistiek, statline databank, http://statline.cbs.nl/
S. Spoelstra, De Nederlandse en industriële energiehuishouding van 2000 tot en met 2006, ECN rapport E--08-065, 21 oktober 2008.
De ketenwijzer, een handleiding voor het opzetten van samenwerkingsprojecten in de keten, SenterNovem, programma MJA-facilitering
Meerjarenafspraak Energie-efficiëntie ETS- ondernemingen (MEE), Den Haag, 2 oktober 2009
Transitie naar een koolstofarme energiehuishouding, advies t.b.v. de Uitvoeringsnota Klimaatbeleid, VROM-raad, Den Haag, 1998
Your choice for projects, twice as cost effective, twice as fast, NAP, Nijkerk, 2002
Alliance Roadmap. Project alliances in the process industry, NAP, Nijkerk 2007

Process Industry and Energy Savings 53
ANNEX 3
SIG-E’s working method
Structure
Sixteen companies are members of SIG-E. Three of these supplied two members each. Companies were divided as follows over the links in the value chain:– Process industry 3 companies– Supply industry, machine construction 4 companies – Engineering firms and consultancies 5 companies – Research institutes and education 4 companies
Company Member SIG-E
Martin BorsjeRobert Claasen
Lothar Schuh
Sjaak RemmerswaalJohan van der Kamp
Frans de Jong
Auke de Leeuw
Frank Dikmans
Ton Jansen
Erik van Weerdhuizen
Arij van BerkelArt de Boo
Loes Jansen
Jeroen den Breems
Peter Alderliesten
Kees Tromp
Edward Pfeiffer

54 Process Industry and Energy Savings
Project manager Edward Pfeiffer, KEMA
Project assistant Jules Smeets, KEMA
Energy tuned tender coordinator Erik van Weerdehuizen, Movares
Market introduction and innovation coordinator
Frans de Jong, HAN
Future exploration coordinator Arij van Berkel, TNO
Meetings SIG-E had seven meetings in 2009 and 2010. A report was prepared of these meetings. Meetings were held at a different location each time to fully understand what it means to be targeting a low-energy process industry. Guest speakers were invited to share their views and experiences in the field of energy with the SIG-E members. Halfway through SIG-E’s term a special meeting was held with the executives of companies that are involved in SIG-E. The first results were communicated and discussions were held about how SIG-E should be continued in the second year. The companies involved became even more committed and with it the actual implementation of SIG-E’s results in practice.
Meeting DateLocation and guest company
Kick off 3 March 2009 Oud London in Zeist
2nd meeting 3 June 2009 DSM in Delft
3rd meeting 2 September 2009 HAN in Arnhem
Meeting with senior executives 1 December 2009 KEMA in Arnhem
5th meeting 2 March 2010 Bronswerk in Nijkerk
6th meeting 3 June 2010 Movares in Utrecht
7th meeting 1 September 2010 AkzoNobel in Arnhem
Ad hoc meetings were held which were organised by those responsible for coordinating the study groups. Four interviews were held by members of SIG-E to better understand companies’ energy-related activities. The interviews are confidential. The report only uses anonymous quotations.

Process Industry and Energy Savings 55
Lectures
Ten special lectures were given in 2009 and 2010.
Energy and water regime at the DSM business location in DelftAns Ligtenbarg and Martin Borsje, DSM, 3 June 2009
Energy and preservation, strategic positioning of fields of expertise Tinus Hammink and Frans de Jong, HAN, 2 September 2009
Tender innovations, case Hollandse Brug (Dutch Bridge)Pim van Schaijk, Reef Infra, 2 September 2009
Innovation and market introduction, learning from the pastKees Tromp, Essent Westland Energie, 2 September 2009
Smart grids, smarter energy consumption Peter van de Berg ABB and Edward Pfeiffer KEMA, 1 December 2009
Energy to a higher plan, experiences at ShellBas Kikkert Shell, 1 December 2009
Experience with innovation and market introduction, case Whizz Wheel ®Sjaak Remmerswaal and Johan van der Kamp, Bronswerk Heat Transfer, 2 March 2010
BAT, BREF, MEE and MJA, an introduction to the government policy on the energy industry Edward Pfeiffer, KEMA, 2 March 2010
Innovative entrepreneurship as an engineering firm Herman Sibbel and Erik van Weerdhuizen, Movares, 3 June 2010
Experiences with the energy efficiency approach Elco de Rooij, AkzoNobel, 1 September 2010

56 Process Industry and Energy Savings
Also published by NAP:
De kracht van de keten (2010) NAPTrends 2009 NAPTrends 2008
Front-End Loading Strategy (2008) Alliance Roadmap (2007)
Knowledge Management in the Process Industry (2007)
Kennisnetwerken (2007)
2x2, Your choice for pro-jects, twice as cost effective,
twice as fast (2002)
Publications by NAP may be ordered at www.napnetwerk.nl.





























