Embed Size (px)
Citation preview
Estudiantes:Miguel Ángel Merchán G.Jhoan Esteban Oliveros M.
Directores:
Ing. Nelson Arzola
Ing. Edwin Cárdenas
Bogotá D.C., Junio de 2009
Departamento de Ingeniería Mecánica y MecatrónicaLínea de Investigación, Innovación y Desarrollo Tecnológico
XXIV MUESTRA DE MÁQUINAS Y PROTOTIPOSEnsayo de laboratorio para prueba de uniones
soldadas

FUNDAMENTACIÓN
• En la fabricación decualquier productosoldado es necesarioutilizar procedimientosde control paradeterminar la calidadde la soldadura.
• Para atender lasdiferentes exigenciasen el control de calidadse han desarrolladodistintos tipos deensayos.
FUNDAMENTACIÓN
• En principio pueden clasificarse en tres
grandes tipos:
• Control Visual
• Ensayos No Destructivos
• Ensayos Destructivos

• Examen Visual
• Consiste en examinar lasoldadura directamente o con laayuda de una lupa realizando unexamen cuidadoso del cordón enbúsqueda de defectossuperficiales como:
• Grietas
• Faltas de penetración
• Faltas de fusión
• Desbordamiento de metal fundido
FUNDAMENTACIÓN
• Ensayos No Destructivos
• Permiten controlar la calidad de las estructuras soldadassin destruirlas ni alterar su capacidad de servicio, sonpreferibles sobre los ensayos destructivos en piezas degran tamaño y costo elevado.
• Entre los ensayos no destructivos se tienen:
• Inspección mediante partículas magnéticas
• Inspección mediante tintas penetrantes
• Corrientes Inducidas
• Inspección Radiográfica
• Control por Ultrasonido
FUNDAMENTACIÓN
• Ensayos Destructivos
• En los ensayos destructivos se usan pequeñas muestrasde la estructura soldada (probetas), que se someten acargas crecientes o constantes repetitivas hastaprovocar falla.
• Entre los ensayos mas frecuentes esta:
• Tracción
• Cortadura
• Resiliencia
• Uniformidad de Soldadura
FUNDAMENTACIÓN
FUNDAMENTACIÓN
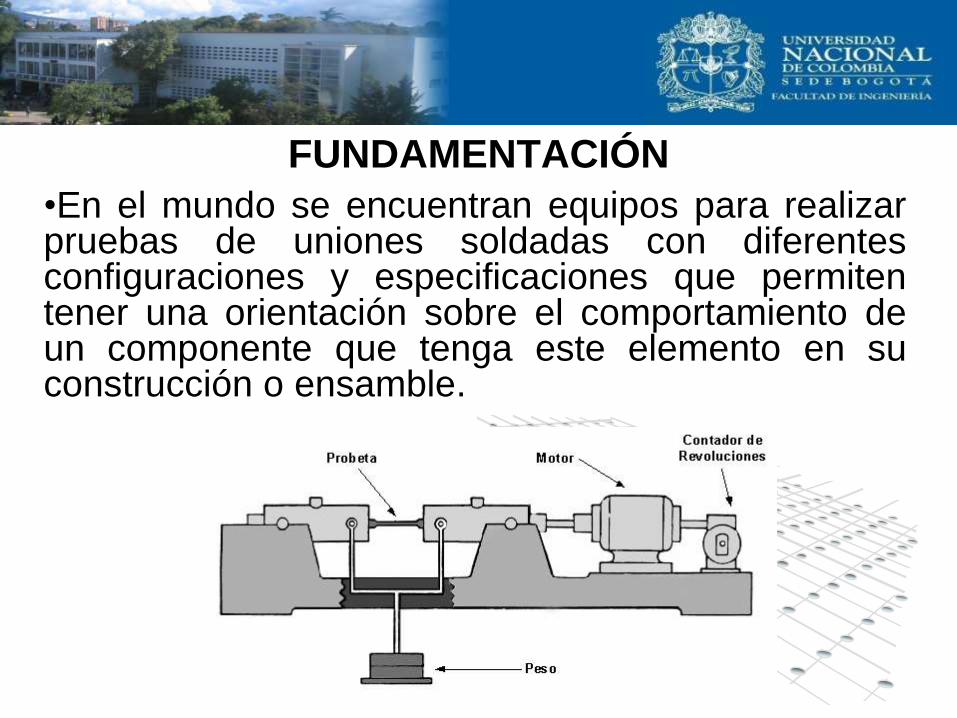
•En el mundo se encuentran equipos para realizarpruebas de uniones soldadas con diferentesconfiguraciones y especificaciones que permitentener una orientación sobre el comportamiento deun componente que tenga este elemento en suconstrucción o ensamble.
El Cliente• La Universidad Nacional de Colombia,
bajo la orientación de la sección dediseño es la responsable del desarrollodel proyecto para lo cual ha destinadorecursos económicos, personalcalificado e infraestructura.
• El uso de los elementos concebidos eneste proyecto y desarrollos de tipotecnológico serán usados con finesacadémicos e investigativos enIngeniería.
PLANTEAMIENTO DEL PROBLEMA
Dada la necesidad por parte de la Universidadde tener entre sus equipos uno donde setenga la posibilidad de realizar el ensayo afatiga de uniones soldadas, y partiendo delhecho que se tiene en proceso deconstrucción una maquina que realiza este tipode ensayos, tenemos el siguienteplanteamiento:
PLANTEAMIENTO DEL PROBLEMA
• Se necesita un protocolo de ensayo parallevar a cabo las pruebas de diferentesconfiguraciones de uniones soldadas.
• Se deben diseñar y construir los dispositivosde sujeción para llevar a cabo el ensayo en losdiferentes tipos de probetas.
• Se debe verificar el diseño de las probetasque serán sometidas a ensayo, modificarlo (deser necesario) y construirlas.
REQUERIMIENTOS DEL CLIENTE
El equipo tiene la capacidad de realizar el ensayo en 5 tipos o configuraciones de probetas, luego el cliente
requiere:
•Facilidad de montaje.
•Seguridad del usuario.
•Repetitividad del ensayo.
•Durabilidad de los dispositivos de fijación.
•Confiabilidad de los resultados.
•Cumplimiento de normatividad.
•Uniformidad de las probetas.
•Costos razonables.
•Material de probetas: Acero estructural A-36.
•Electrodo para soldadura E6013
ANÁLISIS DE LA COMPETENCIA
• Normatividad
• UNE – ISO 14324:2004 Soldadura por resistenciapor puntos. Ensayos destructivos de soldaduras.Método para el ensayo de fatiga sobreconstrucciones soldadas por puntos.
• UNE 7118:1958 Clases y ejecución de los ensayosde fatiga de los materiales metálicos.
• UNE – ISO 9664:1996. Adhesivos. Métodos deensayo para la resistencia a fatiga por esfuerzo decizalla de adhesivos estructurales.
• Maquinaria y dispositivos.
Este ensayo no tiene mucha competencia comotampoco productos similares, la mayoría deensayos de fatiga son por revolución (viga rotatoria)y se realizan en máquinas universales MTS; pararealizar este ensayo se aplicarán cargas cíclicas alas probetas en dirección axial, éste tipo dedisposición para el ensayo de fatiga no es común yen el comercio no se encontraron máquinas queaplicaran este tipo de carga con los finesmencionados.
ANÁLISIS DE LA COMPETENCIA
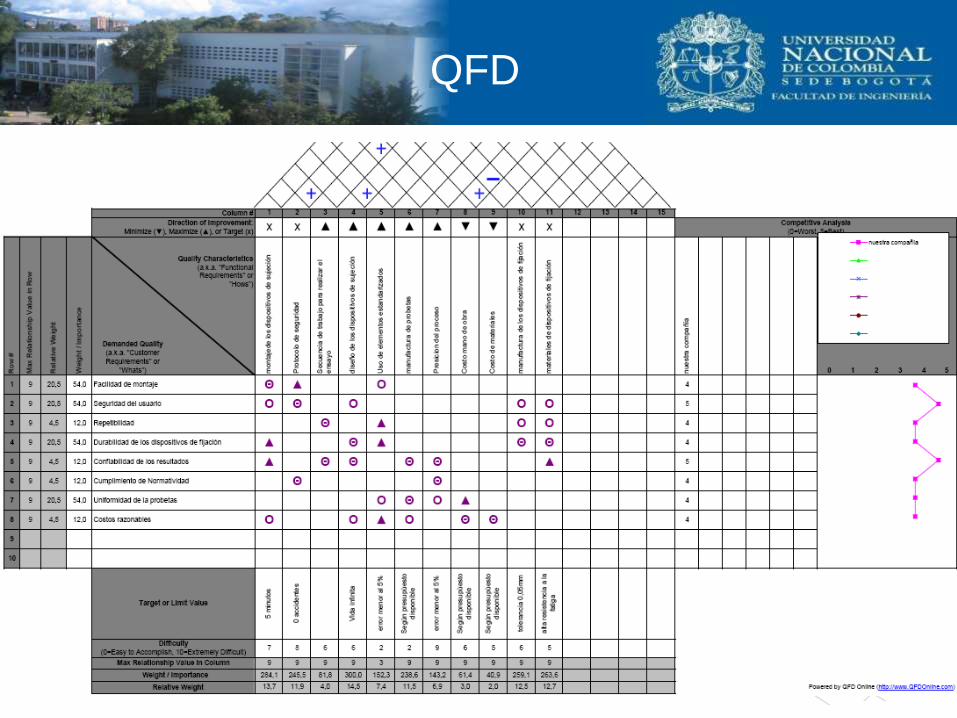
QFD
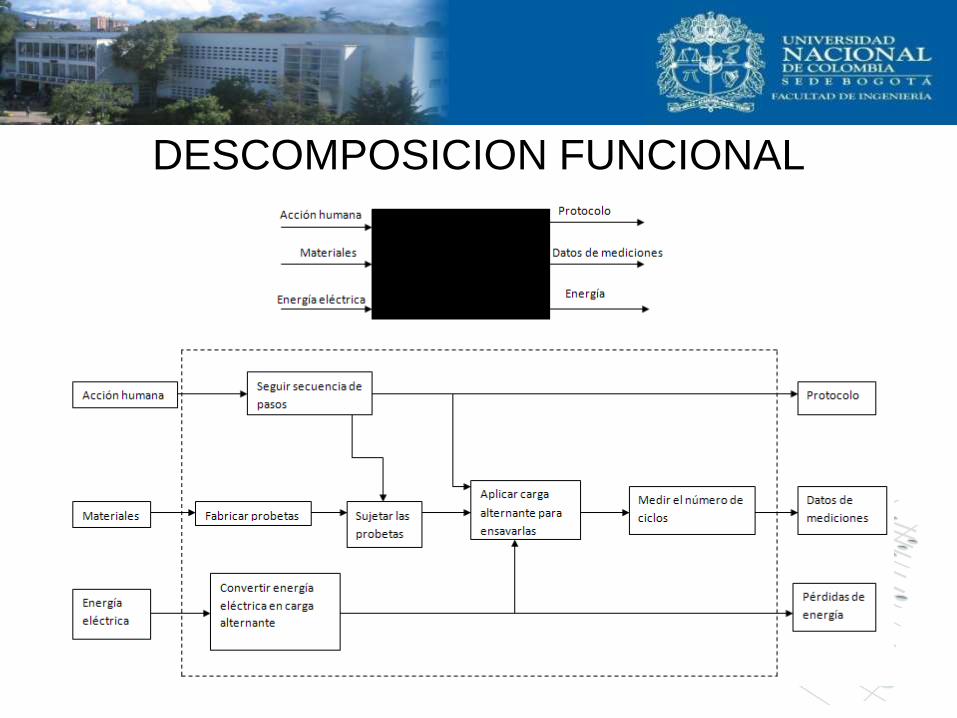
DESCOMPOSICION FUNCIONAL

Combinación de conceptos
Generación de conceptos
La presentación de los conceptos no incluye
bocetos puesto que es muy difícil
diferenciar en un dibujo un proceso de
fundición y uno de maquinado. Los
métodos de sujeción son claramente
diferenciables eliminando con ello la
necesidad de presentarlos en dibujos.
Generación de conceptos
• CONCEPTO 1:
Seguir la secuencia de pasos tomados de
un ensayo similar, fabricar las probetas
por el proceso de fundición y soldadura,
sujetarlas soldándolas a las bancadas de
la máquina y accionar una carga
alternante sobre ellas, medir el número de
ciclos hasta ruptura con un contador
manual.
Generación de conceptos
• CONCEPTO 2:
A partir del estudio del manual de
funcionamiento de la máquina, seguir los
pasos indicados en el protocolo; fabricar las
probetas por metalurgia de polvos y
soldadura, sujetarlas por medio de
elementos mecánicos a las bancadas de la
máquina y accionar una carga alternante
sobre ellas, medir el número de ciclos hasta
ruptura con un contador electrónico.
Generación de conceptos
• CONCEPTO 3:
Conociendo el manual de funcionamiento de la
máquina y la guía de un ensayo similar se crea
el protocolo el cual se debe seguir para realizar
el ensayo, las probetas se fabrican por
mecanizado y soldadura, se sujetan a la
bancada de la máquina por medio de elementos
mecánicos, se acciona una carga alternante
sobre estas y se mide el número de ciclos hasta
ruptura con un contador electrónico.
Generación de conceptos
• CONCEPTO 4:
A partir del estudio del manual de
funcionamiento de la máquina, seguir los
pasos indicados en el protocolo; fabricar las
probetas por forjado y soldadura,
sujetándolas por medio de elementos
mecánicos a las bancadas de la máquina; se
acciona una carga alternante sobre las
probetas y se mide el número de ciclos hasta
ruptura con un contador manual.
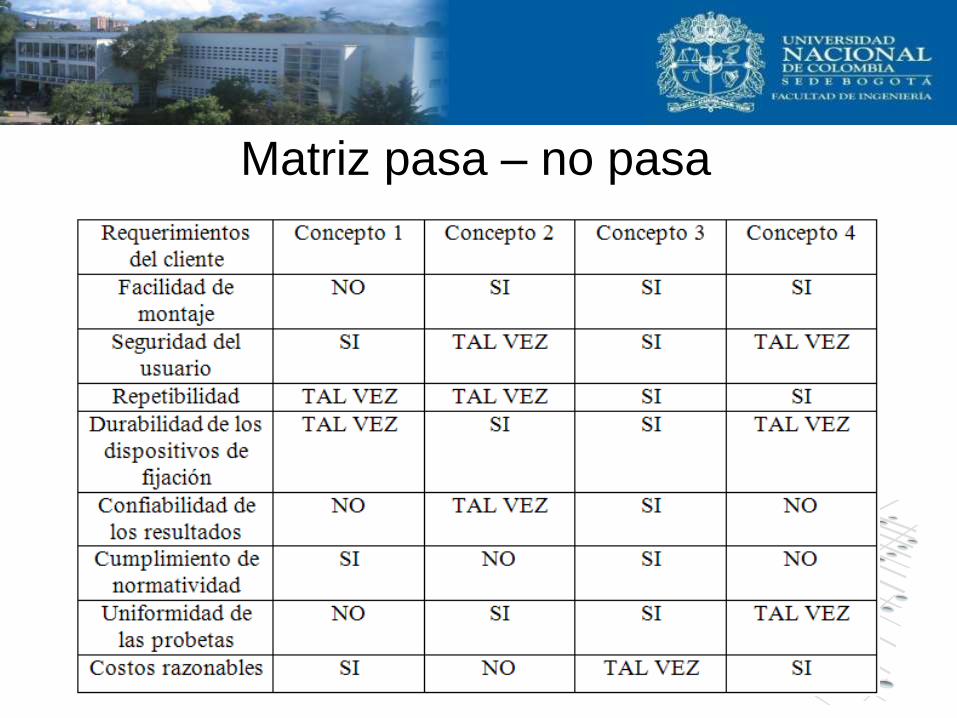
Matriz pasa – no pasa
• Al revisar la matriz pasa – no pasa, se puede
observar que el concepto que mejor satisface los
requerimientos del cliente es el número 3, adicional
a esto los laboratorios de la Universidad cuentan
con la maquinaria necesaria para llevar a cabo los
procesos de mecanizado previstos para la
manufactura de las probetas y los dispositivos de
sujeción, es por estas razones por las cuales se
desarrollará el concepto número 3.
PRESENTACIÓN DE LA ALTERNATIVA DE
DISEÑO DOMINANTE Y JUSTIFICACIÓN
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO
• Selección de materiales:
Las probetas se fabricarán en acero estructural A-36
debido a requerimientos del cliente.
Los elementos de sujeción se fabricarán en acero
1045 por su resistencia última a ténsión; acero
inoxidable 304 (sólo para la celda de carga) por
requerimientos de resistencia en el diseño y acero
estructural A-36 en los elementos de mayor tamaño
y sometidos a menor esfuerzo, para reducir costos.
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO• Componentes estandarizados:
Los componentes estandarizados seleccionados son:
tornillos:
½”-16UNC-2A
3/8”- 16UNC-2A
Tuercas:
½”-16UNC-2B
Arandelas:
d= ½” x 1/16”
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO• Mejora de detalles.
La generación de los dispositivos de sujeción fue un
proceso de constantes mejoras durante
aproximadamente 1 mes; tan así que se obtuvieron
cerca de 7 iteraciones en los diseños hasta llegar al
producto final. En cuanto al diseño de las probetas
se tuvo que hacer modificaciones pero sólo en
cuanto a las formas de sujeción, el tamaño de los
cordones de soldadura no fue modificado.
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO• Herramientas de ingeniería.
Para el diseño de los elementos de sujeción y
verificación del diseño de las probetas se recurrió al
cálculo convencional que se encuentra en los libros;
para el dibujo se utilizó un software CAD.
Para la evaluación del producto se utilizó el cálculo
por elementos finitos tanto en los dispositivos de
sujeción como en las probetas.

Probetas:
Modelo 1: Modelo 2:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Probetas:
Modelo 3:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Probetas:
Modelo 4: Modelo 5:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Dispositivos de sujeción:
Sujeción n-patín: Patín:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Dispositivos de sujeción:
Celda de carga (inox 304):
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Dispositivos de sujeción:
Aro de carga: Sujeción probetas 1 y 2:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Dispositivos de sujeción:
Sujeción probetas 4 y 5: Acople patín-celda modelo 3:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Dispositivos de sujeción:
Soporte cilindro interior
tubo modelo 3:
Cilindro interior tubo
modelo3:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Dispositivos de sujeción:
Soporte fijo modelo 3: Pasador:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Ensambles:
Modelo 1 y 2:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Ensambles:
Modelo 3:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Ensambles:
Modelo 4:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO

Ensambles:
Modelo 5:
GENERACIÓN Y EVALUACIÓN DEL
PRODUCTO
• Fotografías:
DESCRIPCIÓN DE LA MÁQUINA
• Modo de funcionamiento:
Por medio de los dispositivos de sujeción se transmite
la carga alternante que genera la máquina hacia las
probetas, se cuenta el número de ciclos a los cuales
falla la soldadura y de esta manera se puede hacer
el estudio de los diferentes factores que inciden en
la resistencia a fatiga del material de aporte.
DESCRIPCIÓN DE LA MÁQUINA
• Aspectos de seguridad:
• Biseles en todas las aristas de los dispositivos de
sujeción para evitar cortes y/o lesiones a las personas
que interactúen con dichos elementos.
DESCRIPCIÓN DE LA MÁQUINA
Con las probetas y los dispositivos de sujeción
elaborados se puede llevar a cabo el ensayo a
fatiga de uniones soldadas para los diferentes
modelos planteados, satisfaciendo así la necesidad
del cliente.
De esta forma se abre un campo bastante amplio de
investigación en cuanto al comportamiento a fatiga
de las uniones soldadas, aportando así a la
evolución de la línea de investigación, innovación y
desarrollo del departamento de Ingeniería de la
Universidad Nacional de Colombia.
APORTE Y VALOR SOCIAL DEL DISEÑO
ANÁLISIS ECONÓMICO
El costo total del desarrollo del proyecto se divide entre los siguientes items:
•Materiales Sujeciones y probetas
•Personal capacitado y calificado (Soldadura)
•Mecanizado de Sujeciones y Probetas
•Compra de Elementos estandarizados, soldadura.
•Costos de mano de obra, horas operario, horas maquina.
•Costos asociados al proyecto (transporte, desplazamientos)
REFERENCIAS BIBLIOGRAFICAS Y
HERRAMIENTAS DE INGENIERÍA EMPLEADAS
Software:
•Solid Works ®.
•ANSYS ®.
Bibliografía:
•NORTON, Robert. “Diseño de Máquinas”. Prentice Hall. 1999.
•SHIGLEY, Edward. “Diseño en Ingeniería Mecánica”. Sexta
edición. McGraw Hill. 2002.
REFERENCIAS BIBLIOGRAFICAS Y
HERRAMIENTAS DE INGENIERÍA EMPLEADAS
Bibliografía:•ULRICH KARL y EPPINGER STEVEN. “Diseño y desarrollo de
productos, Enfoque multidisciplinario”, McGraw Hill
Interamericana, 2004.
•NTC 1958 (SIMBOLOS NORMALIZADOS PARA SOLDEO,
SOLDEO FUERTE Y ENSAYOS NO DESTRUCTIVOS). 1997.
•NTC 2191 (SOLDADURA. ELECTRODOS DE ACERO AL
CARBONO REVESTIDOS PARA SOLDADURA POR ARCO).
1998.
MUCHAS GRACIAS
– Miguel Angel Merchan – [email protected]
– Jhoan Esteban Oliveros M. – [email protected]





























